Спосіб технологічної дії на розплав
Номер патенту: 89456
Опубліковано: 25.01.2010
Автори: Сінчук Алла Вадимівна, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Федченко Наталія Анатолієвна

Формула / Реферат
Спосіб технологічної дії на розплав, який включає одержання в печі розплаву металу або сплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, технологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки розплаву від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при подачі на електроди напруги від 30 до 60 кВ, частоті посилок імпульсів від 0,5 до 16 Гц та енергії в імпульсі до 100 кДж, яку визначають попередньо, який відрізняється тим, що енергію в імпульсі визначають за емпіричною залежністю
![]() ,
,
де ![]() - енергія в імпульсі, кДж;
- енергія в імпульсі, кДж; ![]() - об'єм оброблюваного розплаву, м3;
- об'єм оброблюваного розплаву, м3; ![]() - питома вага оброблюваного металу або сплаву, кг/м3,
- питома вага оброблюваного металу або сплаву, кг/м3,
час технологічної витримки визначають як частку від ділення різниці температур розплаву в ковші на початку та у кінці технологічної витримки на швидкість зниження температури розплаву в ковші, а електрогідроімпульсну обробку розплаву починають через час після початку технологічної витримки розплаву, який дорівнює
![]() ,
,
де ![]() - час початку електрогідроімпульсної дії;
- час початку електрогідроімпульсної дії; ![]() - час технологічної витримки розплаву в ковші;
- час технологічної витримки розплаву в ковші; ![]() - час електрогідроімпульсної дії, який становить ≤ 5 хвилин, та закінчують - одночасно з закінченням технологічної витримки розплаву.
- час електрогідроімпульсної дії, який становить ≤ 5 хвилин, та закінчують - одночасно з закінченням технологічної витримки розплаву.
Текст
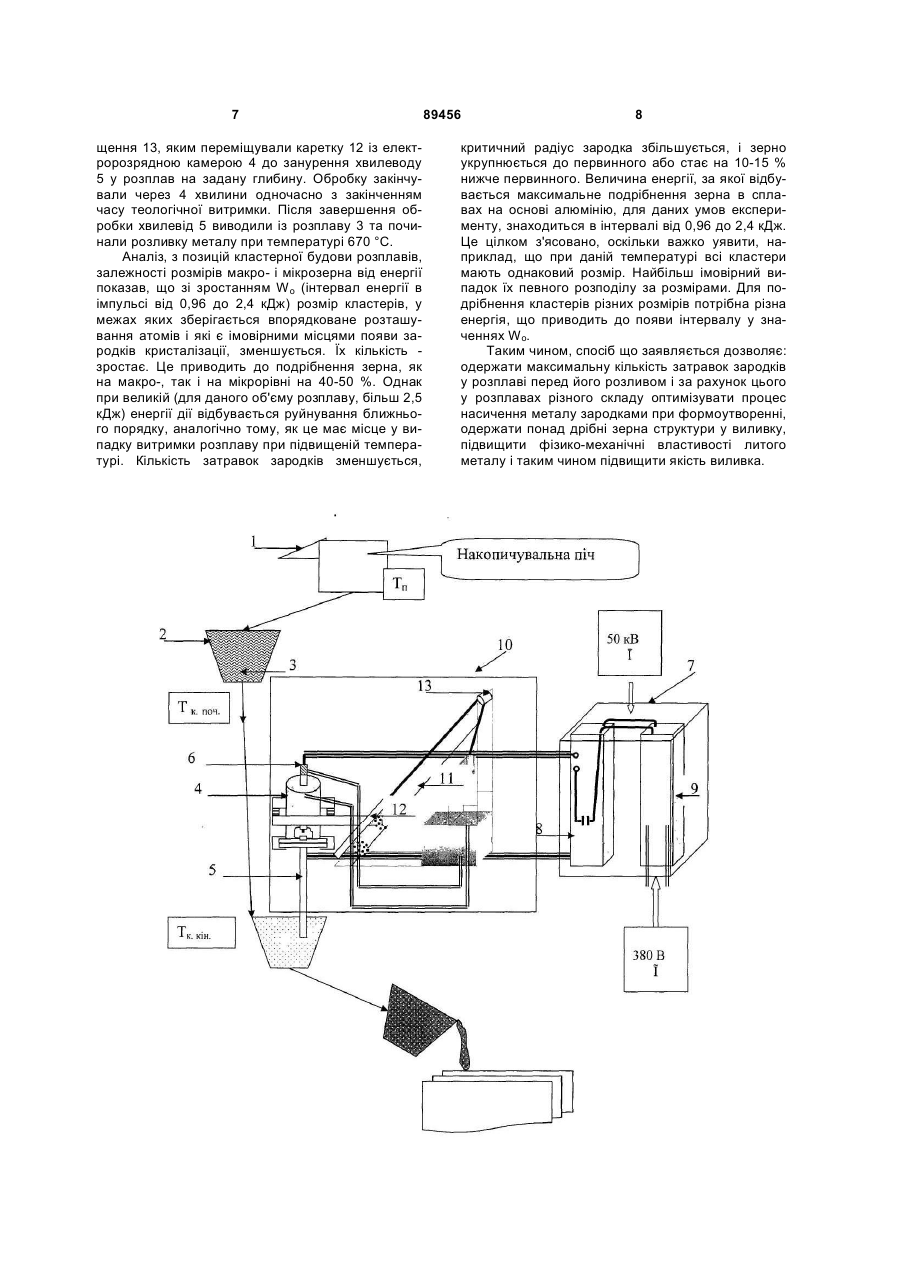
Спосіб технологічної дії на розплав, який включає одержання в печі розплаву металу або сплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, технологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки розплаву від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при подачі на електроди 2 (19) 1 3 в ковші під час технологічної витримки розплаву від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при подачі на електроди напруги з енергією в імпульсі до 100 кДж. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно здійснювати технологію електрогідроімпульсної обробки розплаву тому, що не передбачає визначення часу початку та кінця електрогідроімпульсної дії на протязі часу технологічної витримки. Неоднорідний за своїм складом розплав (від макродефектів до мікро- чи субмікро неоднорідностей) потребує врахування температурного режиму від початку випуску розплаву в ківш до початку його електрогідроімпульсної обробки та розливу. Від їх значень (які відрізняються щодо кожного окремого металу чи сплаву, а також, опосередковано, враховуючих конфігурацію виливка, кількість відливаємих зразків, температури форми і ковша та інші технологічні параметри) залежить час технологічної витримки, час початку електрогідроімпульсної обробки, час одержання максимальної кількості затравок зародків у розплаві, час розливу металу, а у кінцевому результаті степінь подрібнення структури та якість злитків та виливків. Прототипом способу технологічної дії на розплав, що заявляється, є спосіб обробки розплаву металу [Деклараційний патент України № 28716 А МПК 6B22D 27/08.- Спосіб обробки розплаву. опубл. 16.10.2000.- П. В. № 5-11.- С.1-54], який включає позапічну обробку розплаву з використанням високовольтних електричних розрядів напругою (U) від 30 до 60 кВ, енергією в імпульсі (Wo) до 100 кДж та частотою (f) більш 0,5 Гц, у якому Wo та f визначають з емпіричної залежності, що забезпечує отримання необхідних значень твердості та відносного подовження металу у литому стані та твердості, відносного подовження та межі міцності у відпаленому стані. Для окремих металів та сплавів спосіб дозволяє визначити оптимальні параметри дії та досягнути у виливку гарантованих фізико-механічних властивостей та передбачає таку послідовність операцій: попереднє отримання в печі розплаву заданих хімічного складу та температури, випуск його із печі в ківш, технологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку під час технологічної витримки розплаву в ковші. Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється: отримання в печі розплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, технологічну витримку від температури розплаву в ковші після його заповнення до температури початку розливу при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при подачі на електроди напруги від 30 до 60 кВ, частоти посилок 89456 4 імпульсів від 0,5 до 16 Гц та енергії в імпульсі до 100 кДж, які визначають попередньо. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно здійснювати технологію електрогідроімпульсної обробки розплаву тому, що не передбачає визначення часу початку та кінця електрогідроімпульсної дії на протязі часу технологічної витримки. Неоднорідний за своїм складом розплав (від макродефектів до мікро- чи субмікро неоднорідностей) потребує врахування температурного режиму від початку випуску розплаву в ківш до початку його розливу тому що від їх значень (які відрізняються щодо кожного окремого металу чи сплаву, а також, опосередковано, враховуючих конфігурацію виливка, кількість відливаємих зразків, температури форми і ковша та інші технологічні параметри) залежить час технологічної витримки, час початку електрогідроімпульсної обробки, а у кінцевому результаті якість злитків та виливків. В основу винаходу поставлено задачу: удосконалити спосіб технологічної дії на розплав шляхом визначення значення енергії в імпульсі, часу технологічної витримки розплаву у ковші, часу початку та завершення електрогідроімпульсної дії на розплав, що дозволить одержати максимальну кількість затравок зародків у розплаві перед його розливом і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати понад дрібні зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Суть винаходу полягає в тому, що у відомому способі обробки розплаву, який включає отримання в печі розплаву металу або сплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, технологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки розплаву від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при подачі на електроди напруги від 30 до 60 кВ, частоті посилок імпульсів від 0,5 до 16 Гц та енергії в імпульсі до 100 кДж, яку визначають попередньо, згідно з винаходом, енергію в імпульсі визначають за емпіричною залежністю 0,2375(V g )0,2646 £ Wo £ 0,6956(V g )0,1941 , де Wo - енергія в імпульсі, кДж; V - об'єм обробляємого розплаву, м3; g - питома вага обробляємого металу або сплаву, кг/м3, час технологічної витримки визначають як частку від ділення різниці температур розплаву в ковші на початку та у кінці технологічної витримки на швидкість зниження температури розплаву в ковші, а електрогідроімпульсну обробку розплаву починають через час після початку технологічної витримки розплаву, який дорівнює tпоч.ЕГІО = t тех. витр. - tЕГІО , 5 де tпоч.ЕГІО - час початку електрогідроімпульсної дії; t тех. витр. - час технологічної витримки розплаву в ковші; tЕГІО - час електрогідроімпульсної дії, який становить £ 5 хвилин, та закінчують - одночасно з закінченням технологічної витримки розплаву. Розкриваючи причинно-наслідковий зв'язок між сукупністю ознак винаходу на спосіб технологічної дії на розплав металу або сплаву і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "... енергію в імпульсі визначають за емпіричною залежністю 0,2375(V g )0,2646 £ Wo £ 0,6956(V g )0,1941 , де Wo - енергія в імпульсі, кДж; V - об'єм обробляємого розплаву, м3; g - питома вага обробляємого металу або сплаву, кг/м3...", сприяє, за рахунок використання значення V та g в емпіричній залежності, визначати Wo , потрібну для ефективної обробки розплаву металу та сплаву різного хімічного складу та температури плавлення, що дозволить одержати максимальну кількість затравок зародків у розплаві перед його розливом і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати понад дрібні зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Ознака "...час технологічної витримки визначають як частку від ділення різниці температур розплаву в ковші на початку та у кінці технологічної витримки на швидкість зниження температури розплаву в ковші, а електрогідроімпульсну обробку розплаву починають через час після початку технологічної витримки розплаву, який дорівнює tпоч.ЕГІО = t тех. витр. - tЕГІО , де tпоч.ЕГІО - час початку електрогідроімпульсної дії; t тех. витр. - час технологічної витримки розплаву в ковші; tЕГІО - час електрогідроімпульсної дії, який становить £ 5 хвилин та закінчують - одночасно з закінченням технологічної витримки розплаву" дозволяє визначити час початку та завершення електрогідроімпульсної дії на розплав та є заставою для врахування як конкретного хімічного складу розплаву, так і технологічних параметрів розливу (у першу чергу температури) металу. Це визначає вибір режиму обробки як за часом дії, так і за температурою розплаву та дозволить одержати максимальну кількість затравок зародків у розплаві перед його розливом і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати понад дрібні зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Спосіб, що заявляється, пояснюється кресленням, де зображена технологічна лінія та установка для реалізації способу. 89456 6 Спосіб може бути реалізований, наприклад, на базі накопичувальної печі з ковшами із розплавом відкритого типу. Технологічна лінія для реалізації способу технологічної дії на розплав металу та сплаву (схема наведена на кресленні) має накопичувальну піч 1, розливний ківш 2 із розплавом 3. Установка для електрогідроімпульсної обробки містить джерело пружних коливань у вигляді електророзрядної камери 4 з хвилевідним стрижнем 5 та електродом 6 (позитивний), які з'єднані з генератором імпульсів струму (ГІС) 7, який містить блоки накопичення 8 та зарядний 9, технологічний вузол 10, виконаний, наприклад, у вигляді паралелепіпеда з напрямними 11 з кареткою 12 для встановлення (з можливістю вертикального та горизонтального переміщення по напрямних 11) електророзрядної камери 4, механізм переміщення 13, наприклад у вигляді ланцюгової передачі, та механізм прокачування 14 (наприклад у вигляді бака, насосу та трубопроводів) електророзрядної камери 4 робочою рідиною, наприклад водою (удільний опір від 1200 до 1700 Ом × см-1). Спосіб здійснюють таким чином. Спочатку метал або сплав заданих хімічного складу (наприклад, алюмінієвий сплав марки АК5М2) та технологічної температури (наприклад, Тп= 750 °С) отримують у накопичувальній печі 1. Потім розплав 3 випускають із печі 1 в ківш 2, а після його наповнення вимірюють температуру розплаву в ковші (Тк.поч.= 700 °С) та починають технологічну витримку розплаву 3 в ковші. Попередньо визначають параметри електрогідроімпульсної обробки: енергію в імпульсі (W o, кДж) за емпіричною залежністю) 0,2375(V g )0,2646 £ Wo £ 0,6956(V g )0,1941 . Для обробляємого розплаву АК5М2, об'єм яко го становив V = 0,076 м3 , а питома вага g = 2649 (кг/м3), енергія в імпульсі дорівнює від 0,96 до 2,4 кДж (для обробки аналогічного об'єму сталі енергія в імпульсі дорівнює від 1,3 до 2,4 кДж). Наприклад, обирають енергію в імпульсі 1,875 кДж, яка може бути встановлена використанням генератора імпульсів струму моделі ГІС 40, ємністю конденсаторів 1,5 мкФ при напрузі 50 кВ. Щодо умов прикладу, при оптимальній температурі заливання форм Тк.кін.=670 °C та швидкості зниження температури металу в ковші 5 °С за хвилину, час технологічної витримки розплаву у ковші становить t тех. витр. = (700 - 670 ) / 5 = 6 хвилин. Виходячи з того, що електрогідроімпульсну обробку (ЕГІО) треба закінчити одночасно із закінченням технологічної витримки, час електрогідроімпульсної обробки встановлюють - 4 хвилини. ЕГІО розплаву починають через час після початку технологічної витримки розплаву, який дорівнює tпоч.ЕГІО = t тех. витр. - tЕГІО = 6 - 4 = 2 . Тому електрогідроімпульсну обробку треба починати на другій хвилині технологічної витримки розплаву у ковші. Враховуючи наведене вище, обробку починали на другій хвилині технологічної витримки. При цьому вмикали механізм прокачування 14 розрядної камери 4 та реверсивний привід механізму перемі 7 щення 13, яким переміщували каретку 12 із електророзрядною камерою 4 до занурення хвилеводу 5 у розплав на задану глибину. Обробку закінчували через 4 хвилини одночасно з закінченням часу теологічної витримки. Після завершення обробки хвилевід 5 виводили із розплаву 3 та починали розливку металу при температурі 670 °С. Аналіз, з позицій кластерної будови розплавів, залежності розмірів макро- і мікрозерна від енергії показав, що зі зростанням W o (інтервал енергії в імпульсі від 0,96 до 2,4 кДж) розмір кластерів, у межах яких зберігається впорядковане розташування атомів і які є імовірними місцями появи зародків кристалізації, зменшується. Їх кількість зростає. Це приводить до подрібнення зерна, як на макро-, так і на мікрорівні на 40-50 %. Однак при великій (для даного об'єму розплаву, більш 2,5 кДж) енергії дії відбувається руйнування ближнього порядку, аналогічно тому, як це має місце у випадку витримки розплаву при підвищеній температурі. Кількість затравок зародків зменшується, 89456 8 критичний радіус зародка збільшується, і зерно укрупнюється до первинного або стає на 10-15 % нижче первинного. Величина енергії, за якої відбувається максимальне подрібнення зерна в сплавах на основі алюмінію, для даних умов експерименту, знаходиться в інтервалі від 0,96 до 2,4 кДж. Це цілком з'ясовано, оскільки важко уявити, наприклад, що при даній температурі всі кластери мають однаковий розмір. Найбільш імовірний випадок їх певного розподілу за розмірами. Для подрібнення кластерів різних розмірів потрібна різна енергія, що приводить до появи інтервалу у значеннях Wo. Таким чином, спосіб що заявляється дозволяє: одержати максимальну кількість затравок зародків у розплаві перед його розливом і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати понад дрібні зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. 9 Комп’ютерна верстка Л. Литвиненко 89456 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of technological action on fusion
Автори англійськоюHrabovyi Valerii Mykhailovych, Tsurkin Volodymyr Mykolaiovych, Fedchenko Natalia Anatolievna, Sinchuk Alla Vadymivna
Назва патенту російськоюСпособ технологического воздействия на расплав
Автори російськоюГрабовой Валерий Михайлович, Цуркин Владимир Николаевич, Федченко Наталья Анатольевна, Синчук Алла Вадимовна
МПК / Мітки
МПК: B22D 27/08
Мітки: технологічної, розплав, спосіб, дії
Код посилання
<a href="https://ua.patents.su/5-89456-sposib-tekhnologichno-di-na-rozplav.html" target="_blank" rel="follow" title="База патентів України">Спосіб технологічної дії на розплав</a>
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Волков Геннадій Васильович, Гумененко Миколай Климович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: розплаву, обробки, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: здійснення, розплав, спосіб, зануренням, покриття, нанесення, пристрій
Формула / Реферат:
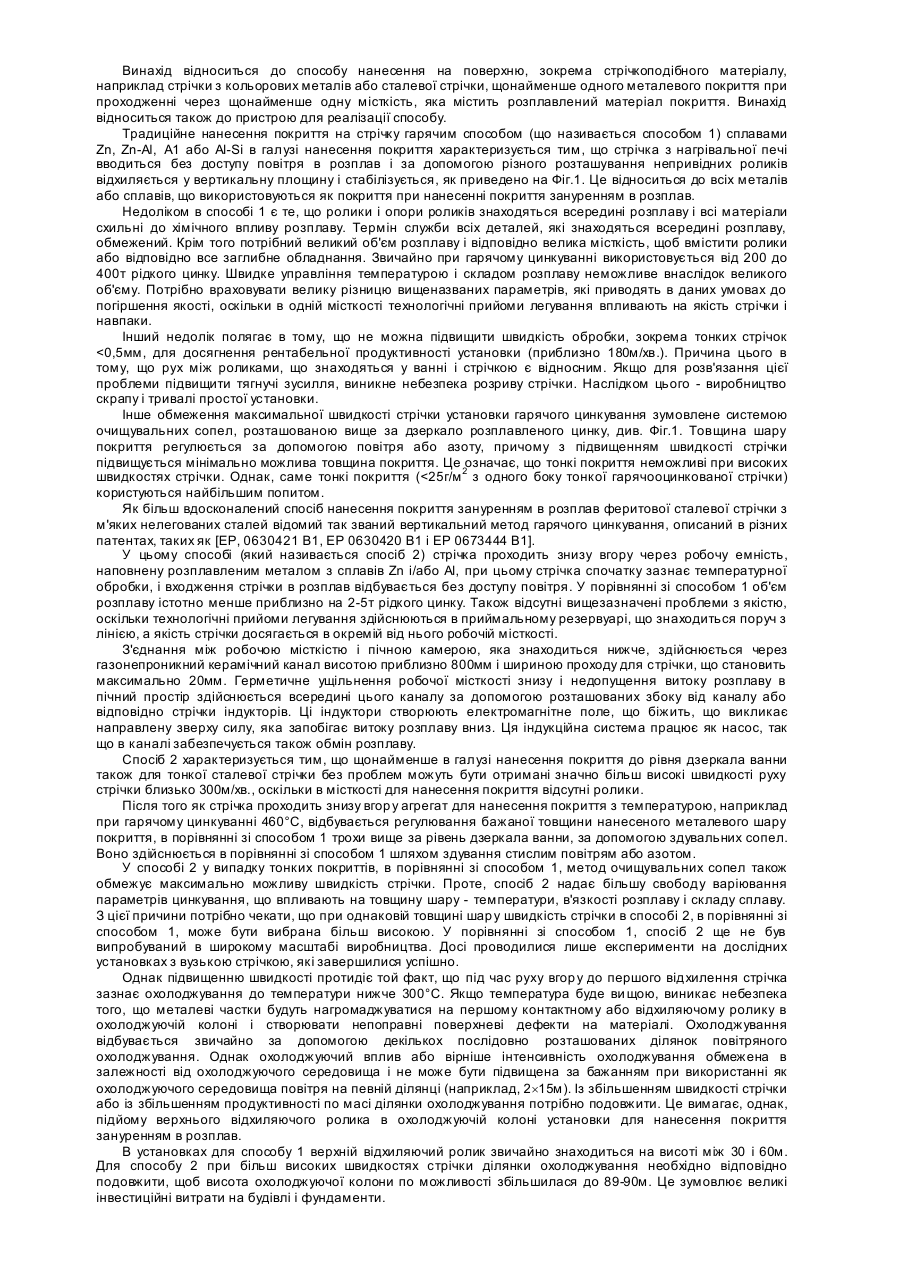
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Цуркін Володимир Миколайович, Тимошенко Георгій Павлович, Боева Антоніна Анатольівна, Риндін Микола Георгіевич, Грабовий Валерій Михайлович, Арнаутов Олександр Савельович
МПК: B22D 27/08
Мітки: розплаву, металу, обробки, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: розплаву, обробки, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Застосування піскодувки для внесення модифікатора у розплав чавуну
Номер патенту: 30714
Опубліковано: 11.03.2008
Автор: Радчук Анатолій Олександрович
МПК: B22D 1/00, C22C 33/00, C21C 1/00
Мітки: застосування, модифікатора, чавуну, внесення, піскодувки, розплав
Формула / Реферат:
Застосування піскодувки для внесення модифікатора у розплав чавуну, за яким у конічної форми бункер через отвір, що закривається кришкою, засипають порошковий модифікатор і по магістральному повітропроводу, відкриттям крана (вентилю), подають, під тиском, повітря у бункер з його долішньої частини, здіймаючи, таким чином, фракції порошку модифікатора, який, далі з повітрям, направляють у приймальну камеру газової суміші і по трубопроводу...
Попередній патент: Установка для виготовлення базальтових пластівців з розплаву
Наступний патент: Вибілювальна система, покрита полімерним шаром, спосіб її одержання, застосування та композиція засобу для чищення
Випадковий патент: Розкидач органічних добрив