Спосіб електроерозійного зміцнення поверхні деталі
Номер патенту: 54961
Опубліковано: 25.11.2010
Автори: Гапоненко Олександр Іванович, Кусов Артем Юрійович, Прасолов Євген Якович, Підгребельний Василь Іванович, Костоглод Костянтин Данилович, Браженко Світлана Анатоліївна, Карабаш Леонід Валерійович, Лапенко Григорій Олександрович, Галич Олександр Анатолійович
Формула / Реферат
Спосіб електроерозійного зміцнення поверхні деталі, при якому оброблювану поверхню покривають захисним елементом, який забезпечує введення електрода і подачу газу в робочу зону, який відрізняється тим, що в обмежувальному просторі встановлюють захисний елемент міні-штору подачі інертного газу направленої дії при надмірному тиску газу 0,0035...0,030 МПа з варіюванням розряду в діапазоні 0,0032...6,93 Дж, забезпечують легування поверхневого шару з продуктивністю 0,85...4,75 хв/см2 та формують поверхневий шар товщиною від 3,9...5,2 до 310...370 мкм з подаванням інертного газу через електромагнітний клапан згідно з заданим режимом процесу програмним пристроєм з контролем системою обертання електродів та системою стеження за проміжком між електродом і деталлю, та з наступним вентиляційним відбиранням інертного газу.
Текст
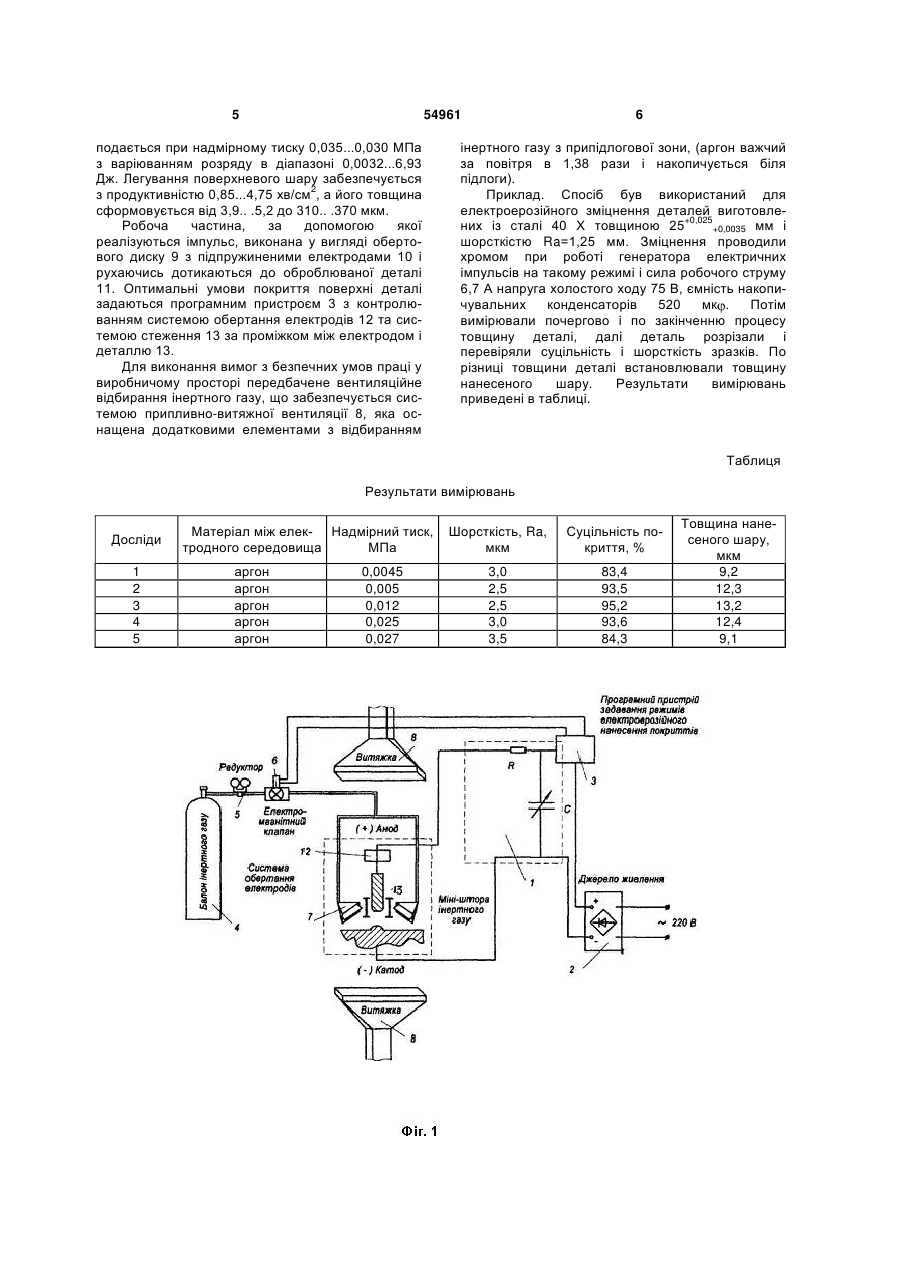
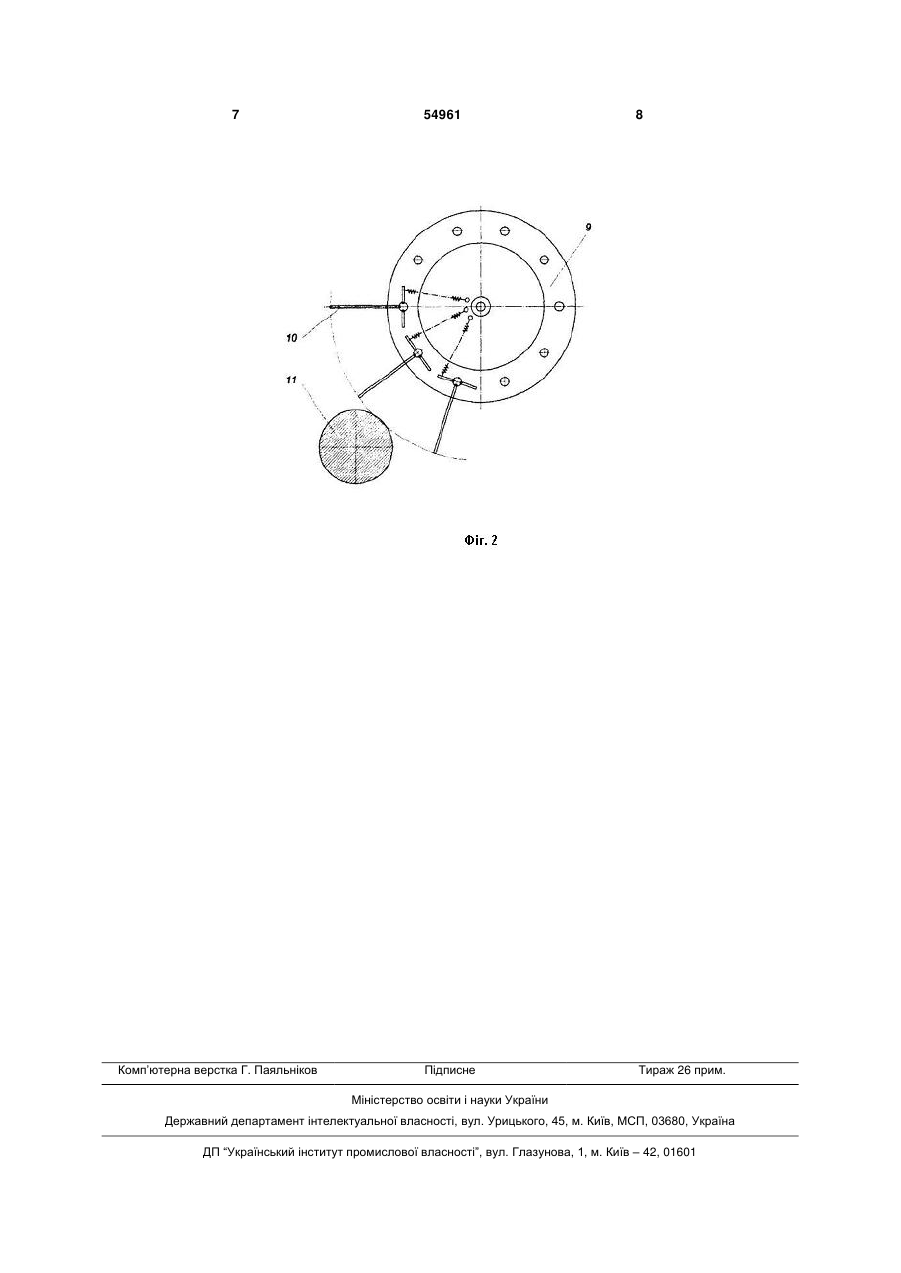
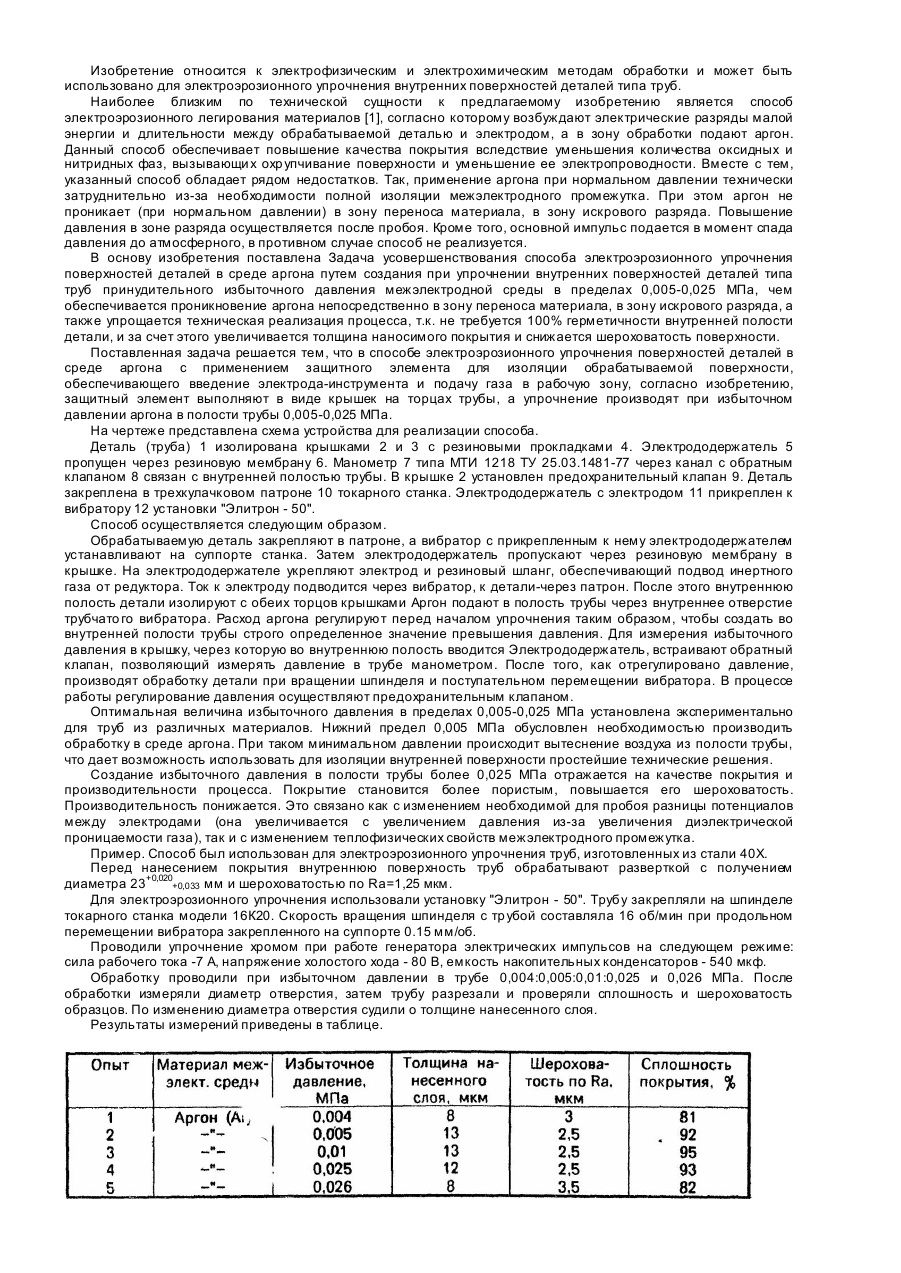
Спосіб електроерозійного зміцнення поверхні деталі, при якому оброблювану поверхню покривають захисним елементом, який забезпечує вве 3 виконується в RC генераторі (за рахунок накопичення енергії у ємнісних конденсаторах), що живиться від джерела струму. Керування параметрами виконання імпульсів здійснюється програмним пристроєм задавання режимів електроерозійного нанесення покриття легуванням зі зміною тривалості та енергії імпульсу. Далі створюється штучне середовище в між електродному проміжку. З накопичувальної ємності (балону) інертний газ через знижувач тиску - редуктор проходить через постійно закритий електромагнітний клапан, який керується сигналами програмного пристрою задавання режимів електроерозійного нанесення покриття. Під час роботи із відкритого клапану надходить до захисного елементу міні-штори інертний газ для створення штучного середовища в робочій зоні обмеженого простору. При цьому газ подається при надмірному тиску 0,035...0,030 МПа з варіюванням розряду в діапазоні 0,0032.. .6,93 Дж. Легування поверхневого шару забезпечується з продуктивністю 0,85...4,75 хв/см2, а його товщина сформовується від 3,9...5,2 до 310...370 мкм. Робоча частина, за допомогою якої реалізуються імпульс, виконана у вигляді обертового диску з підпружиненими електродами і рухаючись дотикаються до оброблюваної деталі. Оптимальні умови покриття поверхні деталі задаються програмним пристроєм 3 і контролюється системою обертання електродів та системою стеження 13 за проміжком між електродом і деталлю. У виробничому просторі передбачене вентиляційне відбирання інертного газу, що забезпечується системою припливно-витяжної вентиляції, яка оснащена додатковими елементами та з наступним відбиранням інертного газу з припідлогової зони, (аргон важчий за повітря в 1,38 рази і накопичується біля підлоги). Виконаний заявником аналізу рівня техніки, який включає пошук по патентним і науковотехнічним джерелам інформації, виявлення джерел, які містять відомості про аналоги заявленої корисної моделі, дозволив встановити, що заявник не виявив аналог, який характеризується ознаками ідентичними всім істотним ознакам заявленого технічного рішення. Визначення аналогу, як найбільш близького до істотних ознак дозволило виявити сукупність істотних ознак по відношенню до передбаченого технічного рішення - результату відомих ознак в заявленому рішенні, яке виявлено у формулі корисної моделі. Отже, корисна модель відповідає критерію патентоспроможності - «новизна». Сутність технічного рішення, що заявляється пояснюється кресленнями, де: На фіг. 1 представлена функціональна схема роботи пристрою для реалізації способу електроерозійного зміцнення поверхні деталі. На фіг. 2 - представлений диск з електродами, де позначено: 1 - генератор; 2 - джерело струму; 3 програмний пристрій (задавання вентиляції; режимів електроерозійного нанесення покриття); 4 - ємність (балон) інертного газу; 54961 4 5 - редуктор; 6 - електромагнітний клапан; 7 - міні-штора подачі інертного газу; 8 - система привливно-витяжної вентиляції; 9 - обертовий диск; 10 - підпружинені електроди; 11 - деталь; 12 - система обертання електродів; 13 - система стеження за проміжком між електродом і деталлю. Спосіб електроерозійного зміцнення поверхні деталі на основі пристрою, який включає генератор 1 генерування імпульсів (за рахунок накопичення енергії у ємнісних конденсаторах), що живляться від джерела струму 2. Керування параметрами виконання імпульсів здійснюється програмним пристроєм З задавання режимів електроерозійного нанесення покриття легуванням зі зміною тривалості та енергії імпульсу. Далі створюється штучне середовище в між електродному проміжку. 3 накопичувальної ємності 4 (балону) інертний газ через знижувач тиску - редуктор 5 проходить через постійно закритий електромагнітний клапан 6, який керується сигналами з програмного пристрою задавання режимів електроерозійного нанесення покриття. Під час робочого процесу із відкритого клапана надходить до захисного елементу міні-штори інертний газ і створюється штучне середовище в робочій зоні обмеженого простору. Робоча частина, за допомогою якої реалізуються імпульси, виконана у вигляді обертового диску з підпружиненими електродами, які рухаються дотикаються до оброблюваної деталі. Оптимальні умови покриття поверхні деталі задаються програмним пристроєм і контролюється системою обертання електродів та системою стеження за проміжком між електродом і деталлю. Для виконання вимог з безпечних умов праці у виробничому просторі передбачена система припливно-витяжної вентиляції, яка оснащена додатковими елементами та з наступним відбиранням інертного газу з при підлогової зони (аргон важчий за повітря в 1,38 рази і накопичується біля підлоги). Спосіб реалізується таким чином. В системі електрообладнання генерування імпульсів виконується в RC генераторі 1 (за рахунок накопичення енергії у ємнісних конденсаторах), що живиться від джерела струму 2. Керування параметрами виконання імпульсів здійснюється програмним пристроєм 3 задавання режимів електроерозійного нанесення покриття легуванням зі зміною тривалості та енергії імпульсу. Далі створюється штучне середовище в між електродному проміжку. З накопичувальної ємності (балону) 4 інертний газ через знижувач тиску - редуктор 5 проходить через постійно закритий електромагнітний клапан 6, який керується сигналами програмного пристрою задавання режимів електроерозійного нанесення покриття. Під час робочого процесу із відкритого клапану подається до захисного елементу міні-штори 7 інертний газ і створюється штучне середовище в робочій зоні обмеженого простору. При цьому газ 5 54961 подається при надмірному тиску 0,035...0,030 МПа з варіюванням розряду в діапазоні 0,0032...6,93 Дж. Легування поверхневого шару забезпечується з продуктивністю 0,85...4,75 хв/см2, а його товщина сформовується від 3,9.. .5,2 до 310.. .370 мкм. Робоча частина, за допомогою якої реалізуються імпульс, виконана у вигляді обертового диску 9 з підпружиненими електродами 10 і рухаючись дотикаються до оброблюваної деталі 11. Оптимальні умови покриття поверхні деталі задаються програмним пристроєм 3 з контролюванням системою обертання електродів 12 та системою стеження 13 за проміжком між електродом і деталлю 13. Для виконання вимог з безпечних умов праці у виробничому просторі передбачене вентиляційне відбирання інертного газу, що забезпечується системою припливно-витяжної вентиляції 8, яка оснащена додатковими елементами з відбиранням 6 інертного газу з припідлогової зони, (аргон важчий за повітря в 1,38 рази і накопичується біля підлоги). Приклад. Спосіб був використаний для електроерозійного зміцнення деталей виготовлених із сталі 40 Х товщиною 25+0,025+0,0035 мм і шорсткістю Ra=1,25 мм. Зміцнення проводили хромом при роботі генератора електричних імпульсів на такому режимі і сила робочого струму 6,7 А напруга холостого ходу 75 В, ємність накопичувальних конденсаторів 520 мк . Потім вимірювали почергово і по закінченню процесу товщину деталі, далі деталь розрізали і перевіряли суцільність і шорсткість зразків. По різниці товщини деталі встановлювали товщину нанесеного шару. Результати вимірювань приведені в таблиці. Таблиця Результати вимірювань Досліди 1 2 3 4 5 Матеріал між елек- Надмірний тиск, тродного середовища МПа аргон аргон аргон аргон аргон 0,0045 0,005 0,012 0,025 0,027 Шорсткість, Ra, мкм Суцільність покриття, % 3,0 2,5 2,5 3,0 3,5 83,4 93,5 95,2 93,6 84,3 Товщина нанесеного шару, мкм 9,2 12,3 13,2 12,4 9,1 7 Комп’ютерна верстка Г. Паяльніков 54961 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrodischarge hardening workpiece surface
Автори англійськоюHaponenko Oleksandr Ivanovych, Prasolov Yevhen Yakovych, Lapenko Hryhorii Oleksandrovych, Halych Oleksandr Anatoliiovych, Kostohlod Kostiantyn Danylovych, Karabash Leonid Valeriiovych, Kusov Artem Yuriiovych, Pidhrebelnyi Vasyl Ivanovych, Brazhenko Svitlana Anatoliivna
Назва патенту російськоюСпособ электроэрозионного упрочнения поверхности детали
Автори російськоюГапоненко Александр Иванович, Прасолов Евгений Яковлевич, Лапенко Григорий Александрович, Галич Александр Анатольевич, Костоглод Константин Данилович, Карабаш Леонид Валерьевич, Кусов Артем Юрьевич, Подгребельный Василий Иванович, Браженко Светлана Анатольевна
МПК / Мітки
МПК: B23H 9/00
Мітки: спосіб, електроерозійного, зміцнення, поверхні, деталі
Код посилання
<a href="https://ua.patents.su/4-54961-sposib-elektroerozijjnogo-zmicnennya-poverkhni-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного зміцнення поверхні деталі</a>
Спосіб електроерозійного зміцнення повехні деталі
Номер патенту: 3445
Опубліковано: 27.12.1994
Автори: Проволоцький Олександр Євдокимович, Гавріш Анатолій Павлович, Лапшин Сергій Павлович, Оленович Іван Федорович, Бондаренко Леонід Іванович, Гришин Володимир Сергійович
МПК: B23H 9/00
Мітки: повехні, спосіб, деталі, електроерозійного, зміцнення
Формула / Реферат:
Способ электроэрозионного упрочнения поверхностей деталей в среде аргона, при котором обрабатываемую поверхность закрывают защитным элементом, обеспечивающим введение электрода-инструмента и подачу газа в рабочую зону, отличающийся тем, что защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005-0,025 МПа.
Пристрій для зміцнення поверхні отвору деталі
Номер патенту: 41592
Опубліковано: 25.05.2009
Автори: Галь Анатолій Феодосійович, Іванов Артем Володимирович, Івахненко Микола Миколайович, Соловйов Станіслав Миколайович, М'якинников Сергій Анатолійович, Стоян Сергій Леонідович
МПК: B24B 39/00
Мітки: пристрій, деталі, зміцнення, поверхні, отвору
Формула / Реферат:
1. Пристрій для зміцнення поверхні отвору деталі, що містить корпус із кришкою й порожниною для деталі, у якій співвісно розміщена, заповнена робочою рідиною, еластична камера з розташованими на її зовнішній поверхні деформуючими елементами й поміщеним у робочу рідину гідродинамічним випромінювачем, який відрізняється тим, що деформуючі елементи виконані у вигляді твердих кульок одного діаметра, розміщених у зазорі між поверхнею отвору деталі...
Пристрій для зміцнення поверхні отвору деталі
Номер патенту: 45413
Опубліковано: 10.11.2009
Автори: Стоян Сергій Леонідович, Іванов Артем Володимирович, Соловйов Станіслав Миколайович, Галь Анатолій Феодосійович, Івахненко Микола Миколайович
МПК: B24B 39/00
Мітки: пристрій, зміцнення, отвору, поверхні, деталі
Формула / Реферат:
1. Пристрій для зміцнення поверхні отвору деталі, який містить корпус із кришкою і порожниною для деталі, у якій співвісно розміщена, заповнена робочою рідиною, еластична камера з розташованими на її зовнішній поверхні деформуючими елементами та поміщеним у робочу рідину гідродинамічним випромінювачем, який відрізняється тим, що деформуючі елементи виконані у вигляді твердих кульок одного діаметра, розміщених у зазорі між поверхнею отвору...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: обробкою, поверхневого, зміцнення, спосіб, комбінованою, деталі
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу
Номер патенту: 5682
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Рудковський Анатолій Віталійович, Лабунець Василь Федорович, Шульга Іван Федорович, Кравець Василь Васильович, Марчук Володимир Єфремович
МПК: B23H 9/10, C25D 13/20, C25D 13/12, C25D 13/02, B23H 9/00, B23H 9/04
Мітки: матеріалу, легування, електроерозійного, поверхонь, деталей, спосіб, струмопровідного
Формула / Реферат:
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення.
Попередній патент: Адаптивний приймач цифрового сигналу
Наступний патент: Спосіб лікування хворих на цілорічний алергічний риніт з грибковою сенсибілізацією
Випадковий патент: Гідравлічна вібраційна установка