Спосіб електроерозійного зміцнення повехні деталі
Номер патенту: 3445
Опубліковано: 27.12.1994
Автори: Гришин Володимир Сергійович, Лапшин Сергій Павлович, Гавріш Анатолій Павлович, Оленович Іван Федорович, Бондаренко Леонід Іванович, Проволоцький Олександр Євдокимович
Формула / Реферат
Способ электроэрозионного упрочнения поверхностей деталей в среде аргона, при котором обрабатываемую поверхность закрывают защитным элементом, обеспечивающим введение электрода-инструмента и подачу газа в рабочую зону, отличающийся тем, что защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005-0,025 МПа.
Текст
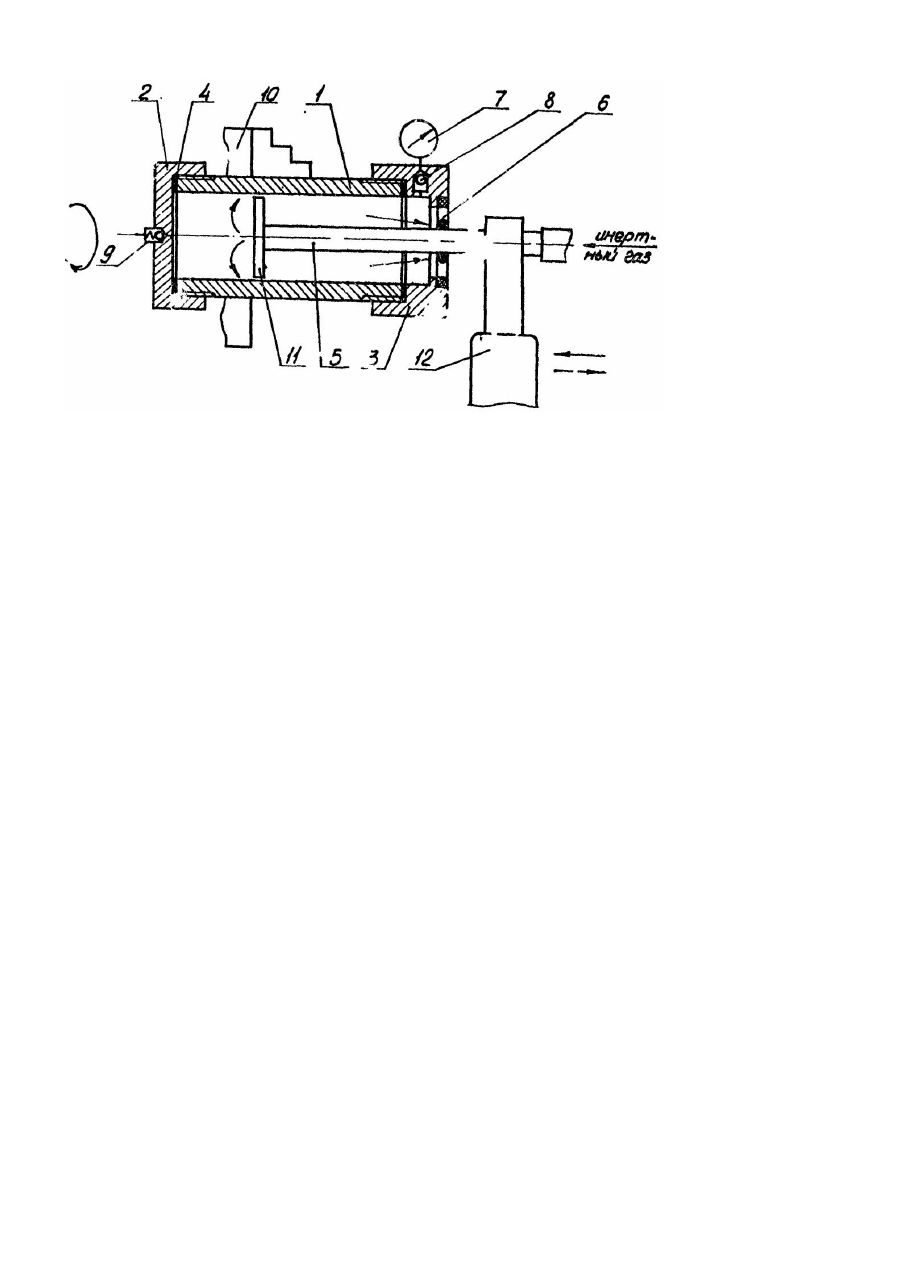
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для электроэрозионного упрочнения внутренних поверхностей деталей типа труб. Наиболее близким по технической сущности к предлагаемому изобретению является способ электроэрозионного легирования материалов [1], согласно которому возбуждают электрические разряды малой энергии и длительности между обрабатываемой деталью и электродом, а в зону обработки подают аргон. Данный способ обеспечивает повышение качества покрытия вследствие уменьшения количества оксидных и нитридных фаз, вызывающи х охр упчивание поверхности и уменьшение ее электропроводности. Вместе с тем, указанный способ обладает рядом недостатков. Так, применение аргона при нормальном давлении технически затруднительно из-за необходимости полной изоляции межэлектродного промежутка. При этом аргон не проникает (при нормальном давлении) в зону переноса материала, в зону искрового разряда. Повышение давления в зоне разряда осуществляется после пробоя. Кроме того, основной импульс подается в момент спада давления до атмосферного, в противном случае способ не реализуется. В основу изобретения поставлена Задача усовершенствования способа электроэрозионного упрочнения поверхностей деталей в среде аргона путем создания при упрочнении внутренних поверхностей деталей типа труб принудительного избыточного давления межэлектродной среды в пределах 0,005-0,025 МПа, чем обеспечивается проникновение аргона непосредственно в зону переноса материала, в зону искрового разряда, а также упрощается техническая реализация процесса, т.к. не требуется 100% герметичности внутренней полости детали, и за счет этого увеличивается толщина наносимого покрытия и снижается шероховатость поверхности. Поставленная задача решается тем, что в способе электроэрозионного упрочнения поверхностей деталей в среде аргона с применением защитного элемента для изоляции обрабатываемой поверхности, обеспечивающего введение электрода-инструмента и подачу газа в рабочую зону, согласно изобретению, защитный элемент выполняют в виде крышек на торцах трубы, а упрочнение производят при избыточном давлении аргона в полости трубы 0,005-0,025 МПа. На чертеже представлена схема устройства для реализации способа. Деталь (труба) 1 изолирована крышками 2 и 3 с резиновыми прокладками 4. Электрододержатель 5 пропущен через резиновую мембрану 6. Манометр 7 типа МТИ 1218 ТУ 25.03.1481-77 через канал с обратным клапаном 8 связан с внутренней полостью трубы. В крышке 2 установлен предохранительный клапан 9. Деталь закреплена в трехкулачковом патроне 10 токарного станка. Электрододержатель с электродом 11 прикреплен к вибратору 12 установки "Элитрон - 50". Способ осуществляется следующим образом. Обрабатываемую деталь закрепляют в патроне, а вибратор с прикрепленным к нему электрододержателем устанавливают на суппорте станка. Затем электрододержатель пропускают через резиновую мембрану в крышке. На электрододержателе укрепляют электрод и резиновый шланг, обеспечивающий подвод инертного газа от редуктора. Ток к электроду подводится через вибратор, к детали-через патрон. После этого внутреннюю полость детали изолируют с обеих торцов крышками Аргон подают в полость трубы через внутреннее отверстие трубчато го вибратора. Расход аргона регулируют перед началом упрочнения таким образом, чтобы создать во внутренней полости трубы строго определенное значение превышения давления. Для измерения избыточного давления в крышку, через которую во внутреннюю полость вводится Электрододержатель, встраивают обратный клапан, позволяющий измерять давление в трубе манометром. После того, как отрегулировано давление, производят обработку детали при вращении шпинделя и поступательном перемещении вибратора. В процессе работы регулирование давления осуществляют предохранительным клапаном. Оптимальная величина избыточного давления в пределах 0,005-0,025 МПа установлена экспериментально для труб из различных материалов. Нижний предел 0,005 МПа обусловлен необходимостью производить обработку в среде аргона. При таком минимальном давлении происходит вытеснение воздуха из полости трубы, что дает возможность использовать для изоляции внутренней поверхности простейшие технические решения. Создание избыточного давления в полости трубы более 0,025 МПа отражается на качестве покрытия и производительности процесса. Покрытие становится более пористым, повышается его шероховатость. Производительность понижается. Это связано как с изменением необходимой для пробоя разницы потенциалов между электродами (она увеличивается с увеличением давления из-за увеличения диэлектрической проницаемости газа), так и с изменением теплофизических свойств межэлектродного промежутка. Пример. Способ был использован для электроэрозионного упрочнения труб, изготовленных из стали 40Х. Перед нанесением покрытия внутреннюю поверхность труб обрабатывают разверткой с получением диаметра 23+0,020+0,033 мм и шероховатостью по Ra=1,25 мкм. Для электроэрозионного упрочнения использовали установку "Элитрон - 50". Трубу закрепляли на шпинделе токарного станка модели 16К20. Скорость вращения шпинделя с тр убой составляла 16 об/мин при продольном перемещении вибратора закрепленного на суппорте 0.15 мм/об. Проводили упрочнение хромом при работе генератора электрических импульсов на следующем режиме: сила рабочего тока -7 А, напряжение холостого хода - 80 В, емкость накопительных конденсаторов - 540 мкф. Обработку проводили при избыточном давлении в трубе 0,004:0,005:0,01:0,025 и 0,026 МПа. После обработки измеряли диаметр отверстия, затем трубу разрезали и проверяли сплошность и шероховатость образцов. По изменению диаметра отверстия судили о толщине нанесенного слоя. Результаты измерений приведены в таблице.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrodischarge hardening of component surface
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Bondarenko Leonid Ivanovych, Havrish Anatolii Pavlovych, Lapshyn Serhii Pavlovych, Olenovych Ivan Fedorovych, Hrishyn Volodymyr Serhiiovych
Назва патенту російськоюСпособ электроэрозионного упрочнения поверхности детали
Автори російськоюПроволоцкий Алесандр Евдокимович, Бондаренко Леонид Иванович, Гавриш Анатолий Павлович, Лапшин Сергей Павлович, Оленович Иван Федорович, Гришин Владимир Сергеевич
МПК / Мітки
МПК: B23H 9/00
Мітки: деталі, повехні, електроерозійного, спосіб, зміцнення
Код посилання
<a href="https://ua.patents.su/2-3445-sposib-elektroerozijjnogo-zmicnennya-povekhni-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного зміцнення повехні деталі</a>
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: фрикційного, зміцнення, інструмент, поверхневого
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Жуков Андрій Олександрович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович, Бондарюк Микола Миколайович
МПК: C23C 8/08
Мітки: поверхневого, деталей, сталевих, зміцнення, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Пристрій для механізованого електроерозійного легування
Номер патенту: 695
Опубліковано: 15.12.1993
Автори: Шушура Микола Володимирович, Гадицький Олександр Миколайович, Олійник Іван Севастьянович, Кондренко Аліса Іванівна
МПК: B23H 9/00
Мітки: механізованого, пристрій, легування, електроерозійного
Формула / Реферат:
Устройство для механизированного электроэрозионного легирования наружных поверхностей тел вращения, включающее вибратор с электрододержателем и электродом-инструментом, корпус, в котором закреплен вибратор, связанную с пространственной рамой ось, несущую корпус, на которой он установлен с возможностью свободного качания в вертикальной плоскости, демпфер, связанный с корпусом и рамой и предназначенный для гашения паразитных колебаний системы,...
Спосіб розвантаження та зміцнення масиву гірничих порід
Номер патенту: 960
Опубліковано: 15.12.1993
Автор: Литвинський Гаррі Григорійович
МПК: E21D 20/00
Мітки: розвантаження, масиву, гірничих, спосіб, зміцнення, порід
Формула / Реферат:
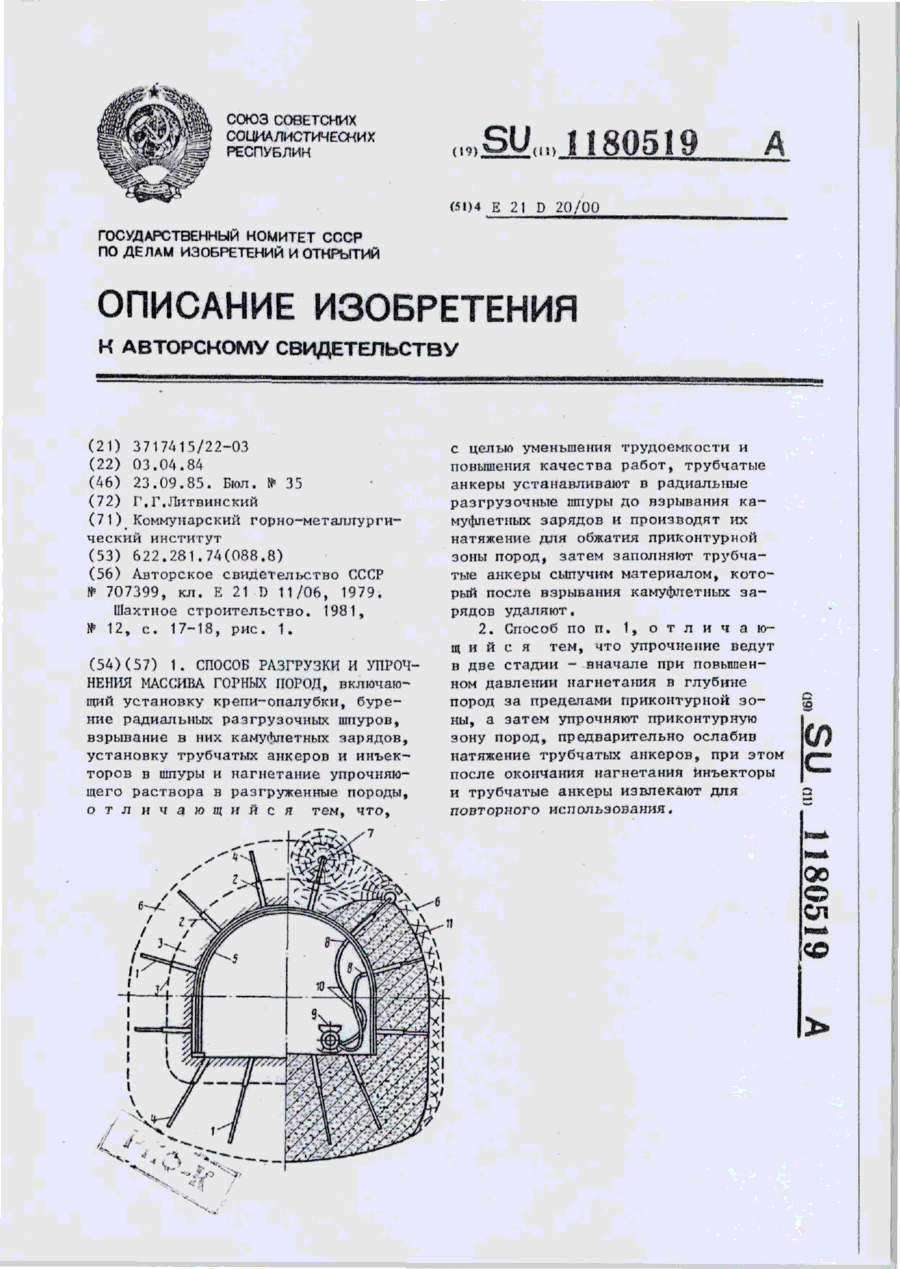
(57) 1. СПОСОБ РАЗГРУЗКИ И УПРОЧНЕНИЯ МАССИВА ГОРНЫХ ПОРОД, включающий установку крепи-опалубки, бурение радиальных разгрузочных шпуров, взрывание в них камуфлетных зарядов, установку трубчатых анкеров и инъекторов в шпуры и нагнетание упрочняющего раствора в разгруженные породы, отличающийся тем, что, с целью уменьшения трудоемкости и повышения качества работ, трубчатые анкеры устанавливают в радиальные разгрузочные шпуры до взрывания...
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович
МПК: C23C 14/32
Мітки: спосіб, металевих, виробів, зміцнення
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Попередній патент: Пристрій для регенерації відпрацьованих формувальних і стержневих сумішів
Наступний патент: Спосіб переробки металокордних шин
Випадковий патент: Ендопротез колінного суглоба, що дозволяє проводити корекцію осі кінцівки