Спосіб обробки тиском заготівок з важкодеформівних cплавів заліза
Номер патенту: 54964
Опубліковано: 17.03.2003
Автори: Баранов Дмитро Олександрович, Мінаєв Олександр Анатолійович, Баранов Олександр Олександрович
Формула / Реферат
1. Спосіб обробки тиском заготівок з важкодеформівних сплавів заліза, що включає нагрівання, пластичну деформацію і охолоджування, який відрізняється тим, що нагрівання ведуть до температури, що перевищує точку Ас1 на 250-400°С, ступінчасто, з температурними зупинками, а пластичну деформацію проводять під час температурних зупинок, розділених одна від одної інтервалом ![]() :
:
де: ![]() - інтервал між температурними зупинками, °С;
- інтервал між температурними зупинками, °С;
![]() - температура початку деформації сплавів, яка дорівнює Ас1 +(50-120°С), °С;
- температура початку деформації сплавів, яка дорівнює Ас1 +(50-120°С), °С;
![]() - температура закінчення деформації сплавів, °С;
- температура закінчення деформації сплавів, °С;
![]() - сумарне обтиснення і обтиснення під час зупинки відповідно.
- сумарне обтиснення і обтиснення під час зупинки відповідно.
2. Спосіб по п. 1, який відрізняється тим, що пластичну деформацію проводять прокаткою, а кількість температурних зупинок приймають рівною 2-5.
3. Спосіб по п. 1, який відрізняється тим, що пластичну деформацію проводять на молоті, нагрівання ведуть з швидкістю 10 -50°С/хв, а кількість температурних зупинок приймають рівною не більше 10.
4. Спосіб по п. 1, який відрізняється тим, що охолоджування деформованої заготівки проводять на спокійному повітрі або стислим повітрям, або в рідкому середовищі.
Текст
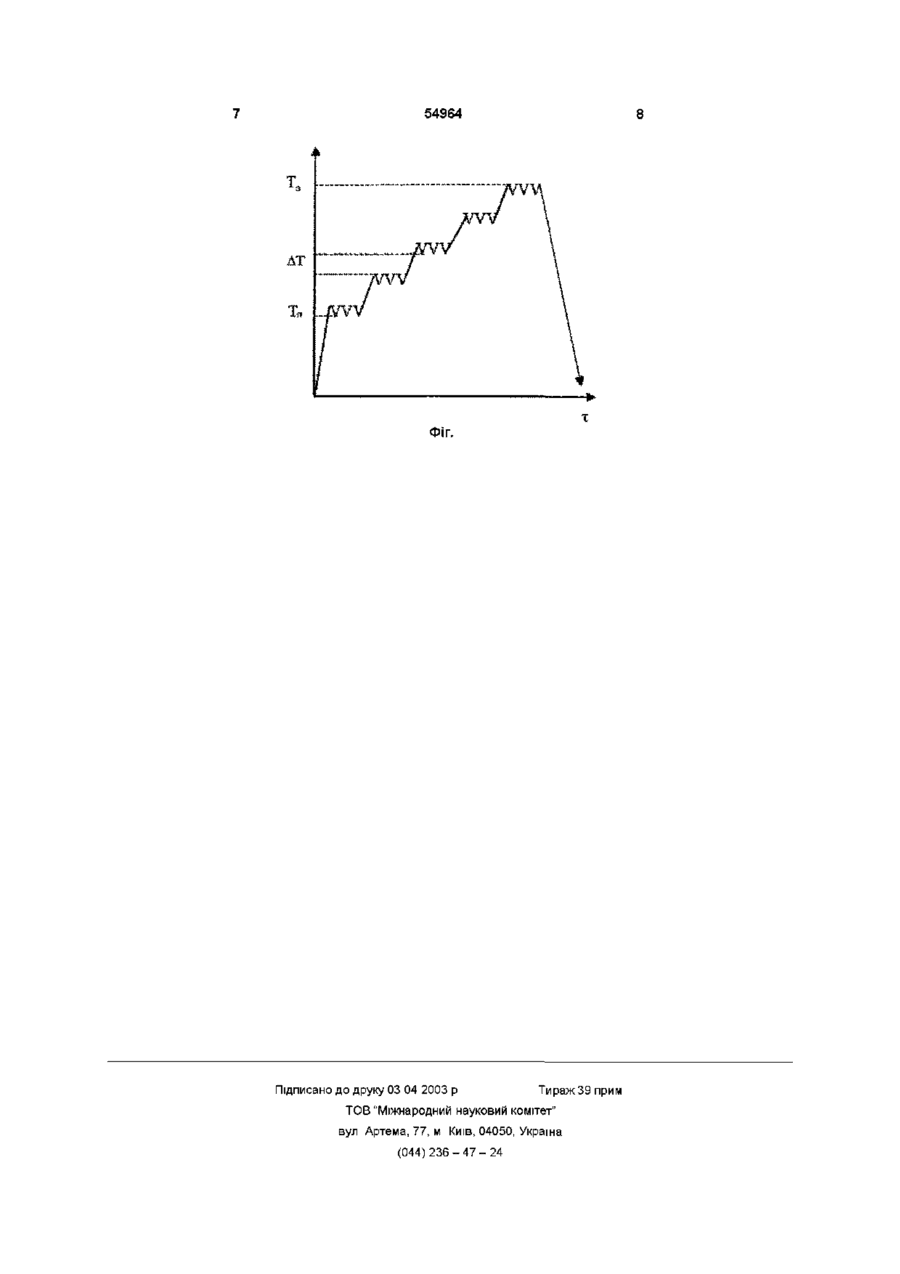
1 Спосіб обробки тиском заготівок з важкодеформівних сплавів заліза, що включає нагрівання, пластичну деформацію і охолоджування, який відрізняється тим, що нагрівання ведуть до температури, що перевищує точку Асі на 250400°С, ступінчасто, з температурними зупинками, а пластичну деформацію проводять під час температурних зупинок, розділених одна від одної інтервалом ДТ АТ= Тп-Т, • — ^-1 Тп - температура початку деформації сплавів, яка дорівнює Асі +(50-120°С), °С, Т3 - температура закінчення деформації сплавів, °С, s ^ i s 0 - сумарне обтиснення і обтиснення під час зупинки ВІДПОВІДНО 2 Спосіб по п 1, який відрізняється тим, що пластичну деформацію проводять прокаткою, а КІЛЬКІСТЬ температурних зупинок приймають рівною 2-5 3 Спосіб по п 1, який відрізняється тим, що пластичну деформацію проводять на молоті, нагрівання ведуть з швидкістю 10 -50°С/хв, а КІЛЬКІСТЬ температурних зупинок приймають рівною не більше 10 4 Спосіб по п 1, який відрізняється тим, що охолоджування деформованої заготівки проводять на спокійному повітрі або стислим повітрям, або в рідкому середовищі де ДТ - інтервал між температурними зупинками, °С, (О Винахід відноситься до галузі чорної металурги, а саме до обробки металів тиском і може бути використаний при прокатці і куванні труднодеформівних сплавів, зокрема високовуглецевих інструментальних сталей і білого чавуну Відомий спосіб обробки тиском високовуглецевих легованих сталей і білих чавунів Спосіб включає нагрівання до 1150 - 1200°С, витримку 0,5-2,0 години з подальшою деформацією прокаткою або куванням з обтисненням 70 - 80% і охолоджування на повітрі [Пластичность стали при высоких температурах / М К Зуев, В С Култыгин, М Н Виноград й др -М Металлургиздат, 1954, с 45] Відомий спосіб обробки тиском високовуглецевих легованих сталей і білих чавунів не забезпечує високої деформівності і зниження карбідної смугастості через великі виділення карбідної евтектікя, лід впливом яких в деформованому стані в сплавах розвинена карбідна неоднорідність Утворення тріщин і рванін на бічній поверхні заготівки веде до збільшення витрат металу для виготовлення інструменту, а збереження карбідної неоднорідності приводить до зниження ДОВГОВІЧНОСТІ і надійності інструменту, виготовленого з важко деформіваних сплавів заліза Найбільш близьким аналогом винаходу, що заявляється, є спосіб обробки тиском високовуглецевої інструментальної сталі, в якому ведуть нагрівання до 1200°С, витримку протягом години і охолоджування до 1140°С, витримку протягом години з подальшою деформацією куванням і остаточне охолодження на повітрі [Потапов А И , Мигачев Б А , Бочкарев В И Совершенствование режимов нагрева кузнечных слитков с целью улучшения их деформируемости // Кузнечноштамповочное производство - 1983, №6 - С 34 37] Підведення температури до 1200°С і витримка ю 54964 протягом години збільшує пластичність під час деформування при 1140°С Ознаки найближчого аналога, що співпадають із суттєвими ознаками способу, що заявляється нагрівання, пластична деформація і охолоджування Відомий спосіб не забезпечує досягнення необхідного технічного результату через обмеженість структурних змін в сталі Нагрівання до 1200°С приводить до того, що в структурі відбувається укрупнення карбідних часток через розчинення дрібних і зростання великих Подальше охолоджування з піччю до 1140°С приводить до зростання карбідів через зменшення розчинності вуглецю в аустеніті По закінченні деформування при температурі 1140°С в сталі зберігається значна КІЛЬКІСТЬ великих часток карбідів, розміщених у вигляді смуг через обмеженість процесів розчинення і виділення карбідів, Карбідна смугастість приводить до появи тріщин під час деформування при порівняно невисоких обтисненнях В основу винаходу поставлена задача удосконалення способу обробки тиском заготівок з важко деформівних сплавів заліза, в якому за рахунок структурних змін і зменшення розмірів карбідних часток забезпечується підвищення деформівності і зниження карбідної смугастості сплавів Поставлена задача вирішується тим, що в способі обробки тиском заготівок з труднодеформівних сплавів залізу що включає нагрівання, пластичну деформацію і охолоджування, згідно з винаходом нагрівання ведуть до температури, що перевищує точку Асі на 250 - 400°С, ступінчасто, з температурними зупинками, а пластичну деформацію проводять під час температурних зупинок, розділених одна від другої інтервалом ДТ = ( Т п -1 " Т з ) ЧпМ Р 0 in(1-s де ДТ - інтервал між температурними зупинками, °С, Тп - температура початку деформації сплавів, яка рівна Асі + (50- 120°С), °С, Тз - температура закінчення деформації сплавів, °С, єЕ і єо - сумарне обтиснення і обтиснення під час зупинки ВІДПОВІДНО ДОЦІЛЬНО пластичну деформацію вести прокаткою, при цьому КІЛЬКІСТЬ температурних зупинок приймати рівним 2-5 Доцільно пластичну деформацію вести на молоті, нагрівання вести зі швидкістю 10-50°С/хв, а КІЛЬКІСТЬ температурних зупинок приймати рівним не більш за 10, Доцільно охолоджування деформованої заготівки проводити на спокійному повітрі, або стислим повітрям, або в рідкому середовищі Спосіб обробки тиском важко деформівних сплавів, що пропонується, заснований на впливі температури на зародження і зростання мікротріщин в багатофазних сплавах Причиною руйнування фаз, що розрізнюються реологічними властивостями, є утворення скупчень дислокацій на межфазній поверхні При досить великому скупченні дислокацій поблизу бар'єра виникають великі нормальні напруження, достатні для розриву міжатомних зв'язків І зародження мікротріщини Подальше зростання тріщин можливе в зв'язку з надходженням нових дислокацій в скупчення, що веде до збільшення нормальних напружень Якщо припинити деформацію на критичній стадії, коди скупчення дислокацій не привело до зародження тріщин, можлива релаксація напружень в скупченні шляхом полігонізацм або рекристалізації, що порівняно легко відбувається в твердому розчині (аустеніту або фериту) ВІДНОВНІ процеси в карбідах відбуваються набагато повільніше і вимагають підвищених температур Якщо швидкість деформації невелика, то скупчення Дислокацій "розсмоктуються" і можливо подальше деформування сплаву Прискорення усунення скупчень дислокацій досягається підвищенням температури Нагрів сплаву на десятки градусів, по-перше, збільшує дифузійну рухливість атомів і сприяє розвитку полігонізацм і рекристалізації По-друге, з підвищенням температури зростає розчинність надмірної фази, наприклад, карбідів Оскільки енергія Пббса деформованої карбідної фази вище, ніж недеформованої, а рухливість атомів під впливом деформації росте, при нагріванні деформованого сплаву розчинюються, передусім, ДІЛЬНИЦІ з підвищеною ЩІЛЬНІСТЮ дислокацій Це означає, що переривання деформації з невеликим обтисненням нагрівом на 50-100°С сприяє підвищенню деформівності багатофазних сплавів не тільки завдяки прискоренню полігонізацм і рекристалізації, але і внаслідок включення у ВІДНОВНІ процеси додаткового механізму, що перебуває в переважному розчиненні найбільш деформованих і наклепаних дільниць надмірної фази Таким чином, пластична деформація важко деформівних багатофазних сплавів в умовах ступінчастого нагріву сприяє збільшенню пластичності і, як наслідок веде до підвищення деформівності Початок деформування при порівняно знижених температурах Асі + (50 - 120°С) реалізується в умовах, при яких реологічні властивості фаз такі, що пластичні деформації з невеликим обтиснення безпечні Через низьку температуру і підвищену швидкість деформування дислокаційні скупчення не устигають "розсмоктатися" і частково зберігаються, незважаючи на підвищену температуру Розчинення цих дільниць карбіду з підвищеною ЩІЛЬНІСТЮ дислокацій відбувається при більш високих температурах, що сприяє розділенню великих карбідів на частини До моменту деформації при підвищенні на ДТ температури карбіди розділені, і під впливом зсувів карбіди, що розділилися, зміщуються на значні відстані, що усуває неоднорідність розподілу карбідів, нав'язаного евтектичною кристалізацією Тому гаряча деформація в режимі ступінчастого нагріву сприяє і більш рівномірному розподілу карбідів в аустеніті, усуває карбідну смугастість Остаточне деформування при Асі + (250 - 400°С), тобто 1000 - 1150°С, забезпечує зміщення карбідів, що розділилися, на великі відстані, знижує наклеп, а охолодження проводять на спокійному повітрі, або стислим повітрям, або у рідкому середовищі Графічно режим обробки за способом, що заявляється, представлений на фіг, де ДТ - інтервал між температурними зупинками, °С, Тп температура початку деформації сплавів, яка рів 54964 на Асі + (50 - 120°С), °С, Тз - температура закінчення деформації сплавів, яка рівна Асі + (250 400°С), °С Приклад Клиновидні зразки з сталі Х12 марочного складу довжиною 100 мм, шириною 25мм і висотою 4 і 24мм на протилежних кінцях прокатували в декілька проходів на гладкій бочці двохвалкового стану 340 в смугу товщиною 4мм, так що сумарне обтиснення становило 0 83% Реалізацію способу, що пропонується, здійснювали по наступному режиму нагрівання проводили до температури початку деформації, рівної Асі + (50120°С), тобто 800 - 850°С Подальше нагрівання до температури закінчення деформації, рівної Асі + (250 - 400°С), тобто 970 - 1150°С вели ступінчасто з температурними зупинками, під час яких про водили пластичну деформацію прокаткою При цьому інтервал між температурними зупинками визначали по запропонованій залежності, жни становив 50 - 100°С, а КІЛЬКІСТЬ температурних зупинок приймали рівним 2 - 5, По закінченні деформування проводили охолоджування на повітрі, Параметри обробки і результати випробувань наведени в таблиці Крім цього провадили обробку за способом аналогу (1) і способу найближчому аналогу (2) 1) нагрівання до 1150 - 1200°С, витримка протягом 0,5 - 2,0 години з подальшою деформацією, 2) двохкратне нагрівання до 1200°С, часова витримка і охолоджування до 1140°С з подальшою деформацією Таблиця Параметри обробки № п/п "нагр, °С/х в І почат дефор, 1 2 15 10 1100 950 3 4 15 10 1100 1200 5 6 7 8 9 10 15 15 10 10 15 15 1100 1100 1150 1100 1050 1050 °С Критична міра обтисБал канення (%), І закін рбідної КІЛЬКІСТЬ Сумарне при якій AT, Охолоджуюче Де смугас- з'являються температу- обтиснення, середовище °С фор, тості рних ДІЯНЬ % перші трі°С щини Відомий спосіб - аналог 1100 1 цикл 80,0 на повітрі 4-5 68,4 950 1 цикл 82,5 на повітрі 4 70,2 Відомий спосіб - найближчий аналог 950 150 3 цикли 83,0 на повітрі 4 74,0 1140 60 2 цикла 81,0 на повітрі 4 73,1 Запропонований спосіб 900 50 5 зупинок 83,0 на повітрі 2-3 81,2 900 100 3 зупинки 83,0 на повітрі 3 80,6 950 50 5 зупинок 83,0 на повітрі 2-3 Без тріщин 950 75 3 зупинки 83,0 на повітрі 3 80,0 850 50 5 зупинок 83,0 на повітрі 2-3 Без тріщин 950 100 2 зупинки 83,0 на повітрі 3 81,0 По закінченні деформування зразки охолодили на спокійному повітрі Зразки, оброблені по цих режимах піддавали мікроскопічному дослідженню для визначення бала карбідної смугастості і характеру розподілу часток, а на бічній поверхні прокату визначали максимальне обтиснення, при якому утворювалися тріщини З таблиці випливає, що гаряча прокатка при ступінчастому нагріві під час температурних зупинок за заявленим способом приводить до зниження карбідної смугастості на 1 - 2 бали в порівнянні з відомим способом і способом найближчим аналогом, що забезпечує підвищення деформівності сталі Х12 в середньому на 10% При цьому тріщини утворюються при більш високій мірі деформації 54964 Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing by pressure of workpieces from hardly-deformed iron alloys
Автори англійськоюBaranov Dmytro Oleksandrovych, Minaiev Oleksandr Anatoliiovych
Назва патенту російськоюСпособ обработки давлением заготовок из труднодеформируемых сплавов железа
Автори російськоюБаранов Дмитрий Александрович, Минаев Александр Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: обробки, заліза, заготівок, спосіб, cплавів, тиском, важкодеформівних
Код посилання
<a href="https://ua.patents.su/4-54964-sposib-obrobki-tiskom-zagotivok-z-vazhkodeformivnikh-cplaviv-zaliza.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки тиском заготівок з важкодеформівних cплавів заліза</a>
Спосіб обробки високоміцного чавуну
Номер патенту: 53180
Опубліковано: 15.01.2003
Автори: Баранов Олександр Олександрович, Баранов Дмитро Олександрович
МПК: C21D 5/00
Мітки: чавуну, високоміцного, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки високоміцного чавуну, який включє нагрівання, пластичну деформацію в інтервалі 800 - 1100°С і охолоджування, який відрізняється тим, що нагрівання ведуть зі швидкістю 5 - 100°С/хв до температури вище за точку Ас1 на 250 - 350°С ступінчасто з температурними зупинками, а пластичну деформацію ведуть під час температурних зупинок, розділених одна від одної інтервалом
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Большаков Володимир Іванович, Куліченко Іван Іванович, Большаков Вадим Іванович, Воробйов Геннадій Михайлович, Савенков Володимир Яковлевич, Лаухін Дмитро Вячеславович
МПК: B21B 45/02
Мітки: обробки, прокату, термомеханічної, спосіб, гарячого
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
Спосіб управління електроприводами неперервної технологічної лінії обробки металу тиском
Номер патенту: 36424
Опубліковано: 16.04.2001
Автори: Литвинов Віктор Іванович, Підгорний Ігор Вікторович, Жукова Наталя Вікторовна, Горовий Олександр Борисович, Рипало Дмитро Анатольєвич, Тітієвський Володимир Маркович
МПК: H02P 5/68
Мітки: неперервної, обробки, технологічної, лінії, металу, тиском, спосіб, електроприводами, управління
Текст:
...в тому випадку, коли повна сила опору в осередках деформації всіх клітей буде постійною. Не дивлячись на те, що n åE iKIH i=1 Тобто потужності, зв'язані з робочим тілом, в останньому рівнянні компенсуються. Виходить, що при динамічній рівновазі (коли похідні за часом рівні нулю) для жорсткого робочого тіла сумарна n електрична потужність приводів åF ЕЛі Vi витра n åF i= 1 Hi чається тільки на сумарну потужність сил опорів ...
Спосіб змащування робочого інструменту в процесі обробки металу тиском
Номер патенту: 45106
Опубліковано: 15.03.2002
Автори: Максименко Олег Павлович, Мосьпан Вячеслав Вікторович, Самохвал Володимир Михайлович, Несвіт Володимир Васильович, Салацинський Едуард Стефанович, Пихтін Володимир Володимирович
МПК: B21B 27/06
Мітки: робочого, інструменту, обробки, спосіб, тиском, змащування, процесі, металу
Формула / Реферат:
Спосіб змащування робочого інструменту в процесі обробки металу тиском, що включає нанесення мастила на інструмент, обробку його тиском і подачу в осередок деформування, який відрізняється тим, що тиск обробки мастила змінюється в діапазоні від 300 до 500 Н/мм2.
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38832
Опубліковано: 15.05.2001
Автори: Лаухін Дмитро Вячеславович, Савенков Володимир Яковлевич, Куліченко Іван Іванович, Воробйов Геннадій Михайлович, Большаков Вадим Іванович, Большаков Володимир Іванович
МПК: B21B 45/00
Мітки: гарячого, обробки, спосіб, прокату, термомеханічної
Формула / Реферат:
(21) 2000106063(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження для фіксації дефектів кристалічної структури, що утворюються при гарячий пластичний деформації і поліморфному γ—α перетворенні, який відрізняється тим, що прискорене охолодження прокату починають до початку гарячої пластичної...
Попередній патент: Пристрій для вимірювання обсягу рухів у шийному відділі хребта
Наступний патент: Регулятор росту рослин
Випадковий патент: Середовище для пророщування пилку