Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу
Номер патенту: 55653
Опубліковано: 27.12.2010
Автори: Охрімчук Сергій Олексійович, Ніколаєв Олександр Вікторович, Беккер Михайло Вікторович, Лохман Ігор Вікторович, Самченко Іван Анатолійович
Формула / Реферат
1. Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу, що включає установку півоболонок муфти та технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, який відрізняється тим, що на внутрішній поверхні півоболонок муфти попередньо виготовляють паз, причому дефектний кільцевий стик встановлюють у паз з зазором, а півоболонки муфти виготовляють з добре зварюваної сталі, яка за своїми властивостями відповідає металу трубопроводу, з товщиною у найменшому перерізі, рівною чи більшою товщини стінки трубопроводу.
2. Спосіб за п. 1, який відрізняється тим, що півоболонки муфти можуть виготовлятися зі сталей, які мають як меншу, так і більшу границю міцності, ніж матеріал трубопроводу, але мають добру здатність до зварювання, при цьому товщина стінки зварної муфти коригується відповідним чином через коефіцієнт співвідношення границь міцності металу труби і муфти.
3. Спосіб за п. 1, який відрізняється тим, що розділку кромок півоболонок муфти та технологічних кілець у поздовжньому напрямку шва виконують з кутом скосу для верхньої - (30±2)° і для нижньої - (10±2)° при горизонтальній стиковці півоболонок або 25±2° для двох - при вертикальній стиковці півоболонок.
Текст
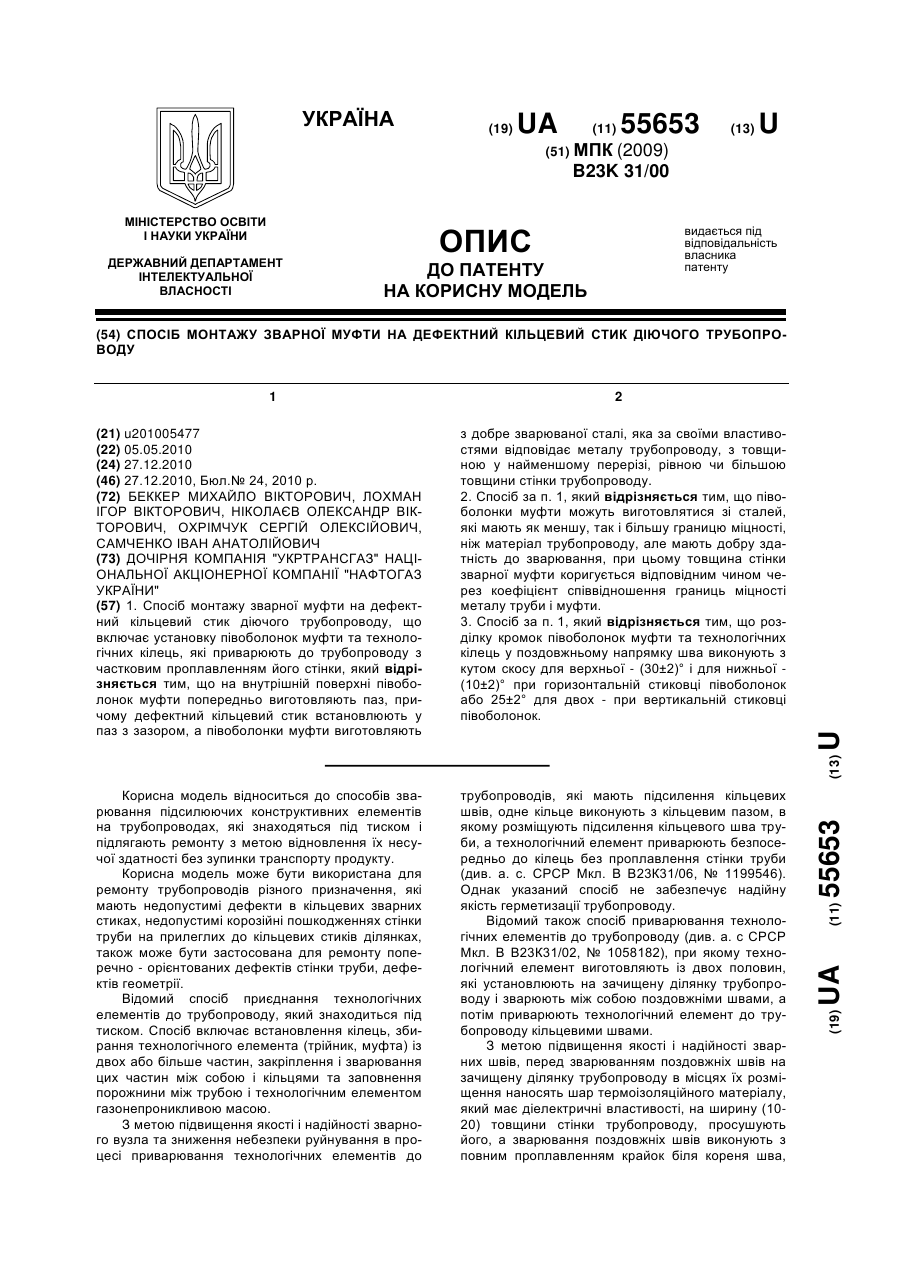
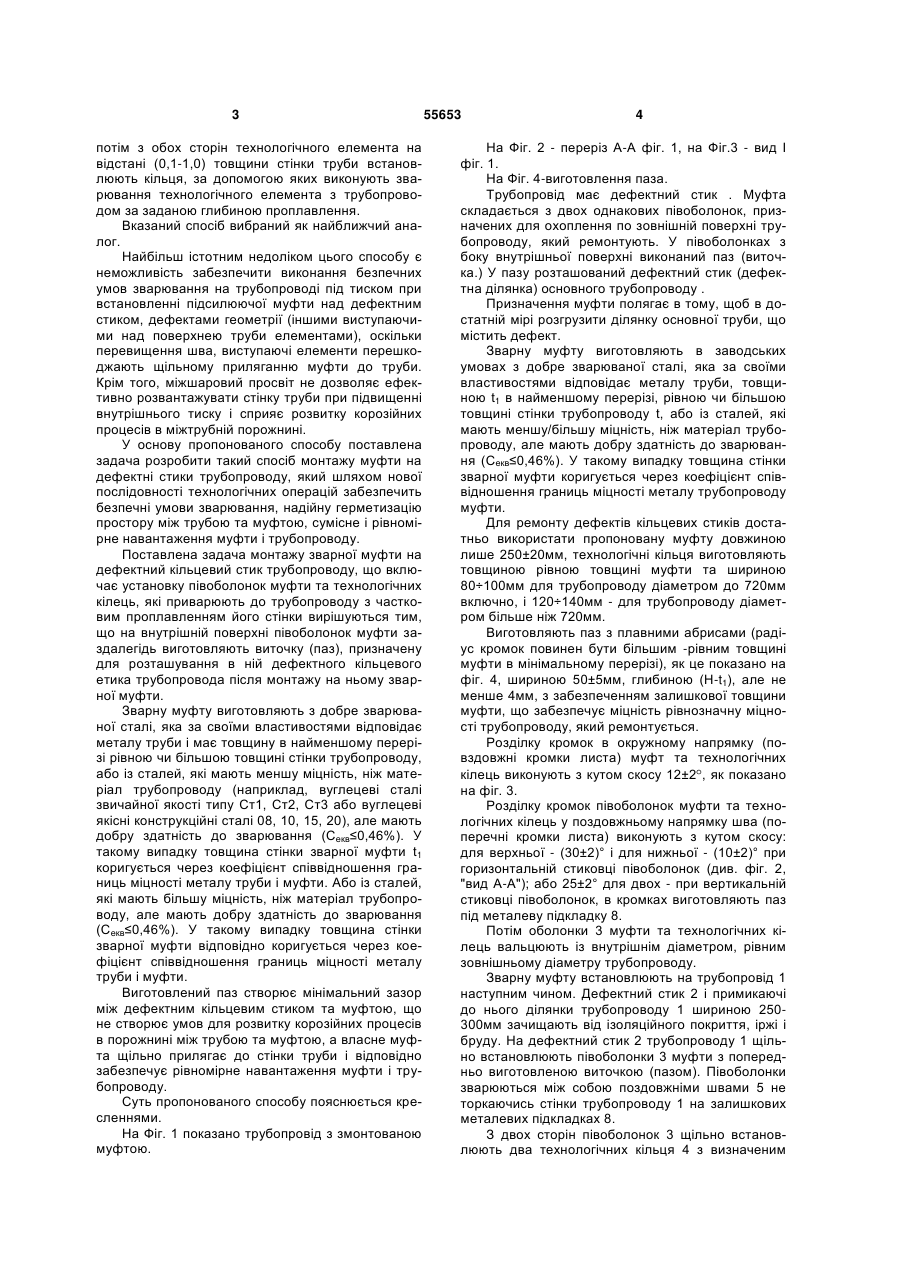
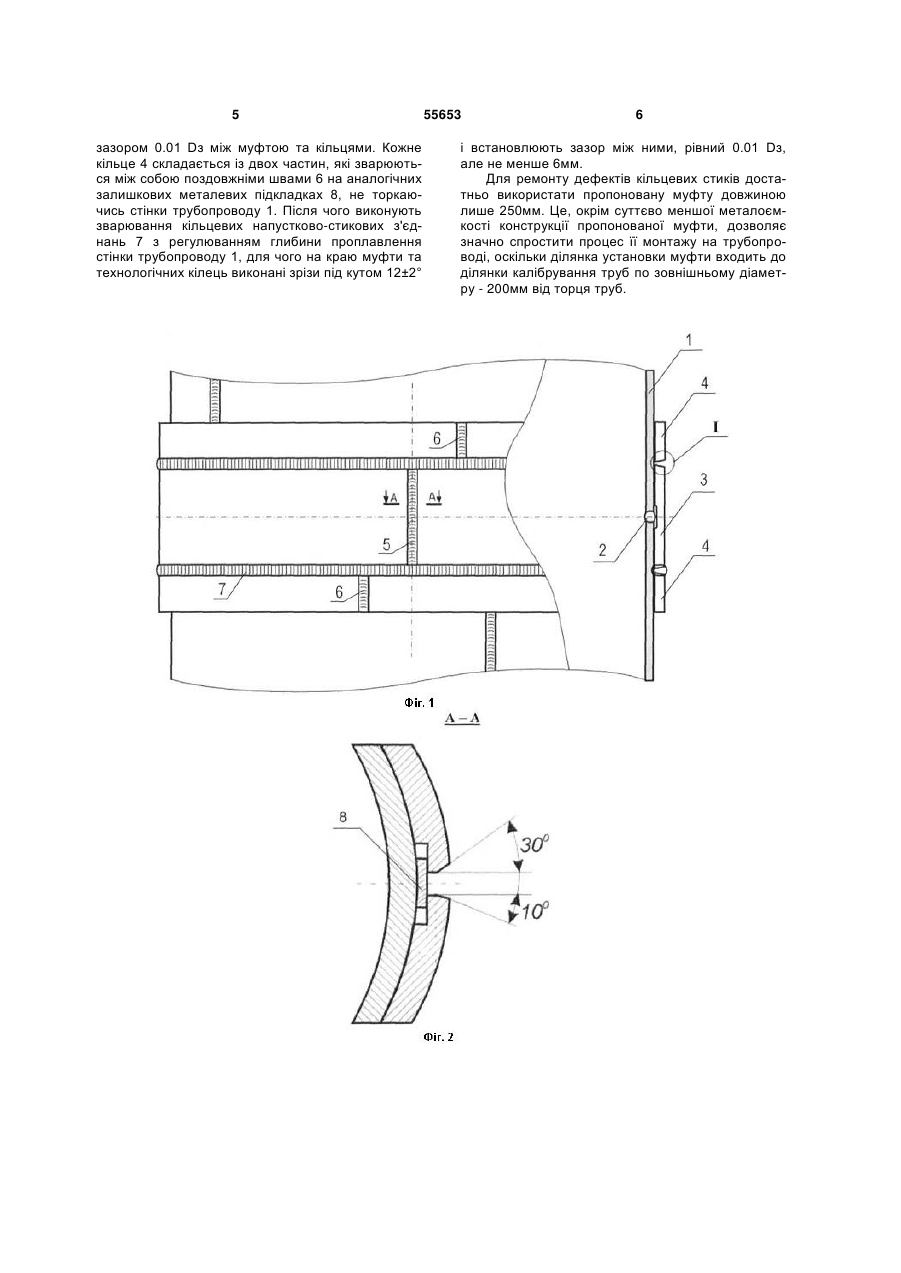
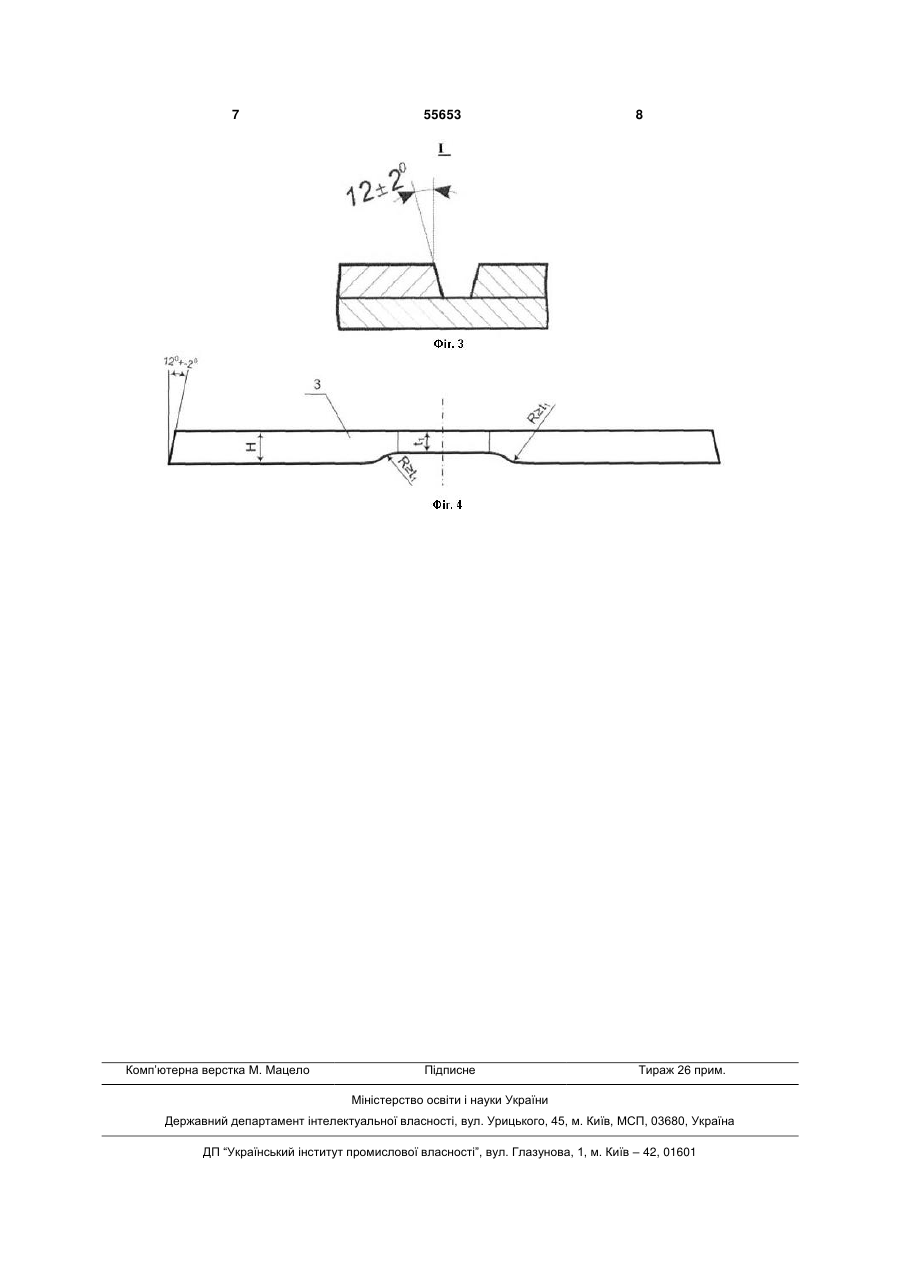
1. Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу, що включає установку півоболонок муфти та технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, який відрізняється тим, що на внутрішній поверхні півоболонок муфти попередньо виготовляють паз, причому дефектний кільцевий стик встановлюють у паз з зазором, а півоболонки муфти виготовляють 3 потім з обох сторін технологічного елемента на відстані (0,1-1,0) товщини стінки труби встановлюють кільця, за допомогою яких виконують зварювання технологічного елемента з трубопроводом за заданою глибиною проплавлення. Вказаний спосіб вибраний як найближчий аналог. Найбільш істотним недоліком цього способу є неможливість забезпечити виконання безпечних умов зварювання на трубопроводі під тиском при встановленні підсилюючої муфти над дефектним стиком, дефектами геометрії (іншими виступаючими над поверхнею труби елементами), оскільки перевищення шва, виступаючі елементи перешкоджають щільному приляганню муфти до труби. Крім того, міжшаровий просвіт не дозволяє ефективно розвантажувати стінку труби при підвищенні внутрішнього тиску і сприяє розвитку корозійних процесів в міжтрубній порожнині. У основу пропонованого способу поставлена задача розробити такий спосіб монтажу муфти на дефектні стики трубопроводу, який шляхом нової послідовності технологічних операцій забезпечить безпечні умови зварювання, надійну герметизацію простору між трубою та муфтою, сумісне і рівномірне навантаження муфти і трубопроводу. Поставлена задача монтажу зварної муфти на дефектний кільцевий стик трубопроводу, що включає установку півоболонок муфти та технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки вирішуються тим, що на внутрішній поверхні півоболонок муфти заздалегідь виготовляють виточку (паз), призначену для розташування в ній дефектного кільцевого етика трубопровода після монтажу на ньому зварної муфти. Зварну муфту виготовляють з добре зварюваної сталі, яка за своїми властивостями відповідає металу труби і має товщину в найменшому перерізі рівною чи більшою товщині стінки трубопроводу, або із сталей, які мають меншу міцність, ніж матеріал трубопроводу (наприклад, вуглецеві сталі звичайної якості типу Ст1, Ст2, Ст3 або вуглецеві якісні конструкційні сталі 08, 10, 15, 20), але мають добру здатність до зварювання (Секв≤0,46%). У такому випадку товщина стінки зварної муфти t1 коригується через коефіцієнт співвідношення границь міцності металу труби і муфти. Або із сталей, які мають більшу міцність, ніж матеріал трубопроводу, але мають добру здатність до зварювання (Секв≤0,46%). У такому випадку товщина стінки зварної муфти відповідно коригується через коефіцієнт співвідношення границь міцності металу труби і муфти. Виготовлений паз створює мінімальний зазор між дефектним кільцевим стиком та муфтою, що не створює умов для розвитку корозійних процесів в порожнині між трубою та муфтою, а власне муфта щільно прилягає до стінки труби і відповідно забезпечує рівномірне навантаження муфти і трубопроводу. Суть пропонованого способу пояснюється кресленнями. На Фіг. 1 показано трубопровід з змонтованою муфтою. 55653 4 На Фіг. 2 - переріз А-А фіг. 1, на Фіг.3 - вид І фіг. 1. На Фіг. 4-виготовлення паза. Трубопровід має дефектний стик . Муфта складається з двох однакових півоболонок, призначених для охоплення по зовнішній поверхні трубопроводу, який ремонтують. У півоболонках з боку внутрішньої поверхні виконаний паз (виточка.) У пазу розташований дефектний стик (дефектна ділянка) основного трубопроводу . Призначення муфти полягає в тому, щоб в достатній мірі розгрузити ділянку основної труби, що містить дефект. Зварну муфту виготовляють в заводських умовах з добре зварюваної сталі, яка за своїми властивостями відповідає металу труби, товщиною t1 в найменшому перерізі, рівною чи більшою товщині стінки трубопроводу t, або із сталей, які мають меншу/більшу міцність, ніж матеріал трубопроводу, але мають добру здатність до зварювання (Секв≤0,46%). У такому випадку товщина стінки зварної муфти коригується через коефіцієнт співвідношення границь міцності металу трубопроводу муфти. Для ремонту дефектів кільцевих стиків достатньо використати пропоновану муфту довжиною лише 250±20мм, технологічні кільця виготовляють товщиною рівною товщині муфти та шириною 80÷100мм для трубопроводу діаметром до 720мм включно, і 120÷140мм - для трубопроводу діаметром більше ніж 720мм. Виготовляють паз з плавними абрисами (радіус кромок повинен бути більшим -рівним товщині муфти в мінімальному перерізі), як це показано на фіг. 4, шириною 50±5мм, глибиною (H-t1), але не менше 4мм, з забезпеченням залишкової товщини муфти, що забезпечує міцність рівнозначну міцності трубопроводу, який ремонтується. Розділку кромок в окружному напрямку (повздовжні кромки листа) муфт та технологічних кілець виконують з кутом скосу 12±2 , як показано на фіг. 3. Розділку кромок півоболонок муфти та технологічних кілець у поздовжньому напрямку шва (поперечні кромки листа) виконують з кутом скосу: для верхньої - (30±2)° і для нижньої - (10±2)° при горизонтальній стиковці півоболонок (див. фіг. 2, "вид А-А"); або 25±2° для двох - при вертикальній стиковці півоболонок, в кромках виготовляють паз під металеву підкладку 8. Потім оболонки 3 муфти та технологічних кілець вальцюють із внутрішнім діаметром, рівним зовнішньому діаметру трубопроводу. Зварну муфту встановлюють на трубопровід 1 наступним чином. Дефектний стик 2 і примикаючі до нього ділянки трубопроводу 1 шириною 250300мм зачищають від ізоляційного покриття, іржі і бруду. На дефектний стик 2 трубопроводу 1 щільно встановлюють півоболонки 3 муфти з попередньо виготовленою виточкою (пазом). Півоболонки зварюються між собою поздовжніми швами 5 не торкаючись стінки трубопроводу 1 на залишкових металевих підкладках 8. З двох сторін півоболонок 3 щільно встановлюють два технологічних кільця 4 з визначеним 5 зазором 0.01 Dз між муфтою та кільцями. Кожне кільце 4 складається із двох частин, які зварюються між собою поздовжніми швами 6 на аналогічних залишкових металевих підкладках 8, не торкаючись стінки трубопроводу 1. Після чого виконують зварювання кільцевих напустково-стикових з'єднань 7 з регулюванням глибини проплавлення стінки трубопроводу 1, для чого на краю муфти та технологічних кілець виконані зрізи під кутом 12±2° 55653 6 і встановлюють зазор між ними, рівний 0.01 Dз, але не менше 6мм. Для ремонту дефектів кільцевих стиків достатньо використати пропоновану муфту довжиною лише 250мм. Це, окрім суттєво меншої металоємкості конструкції пропонованої муфти, дозволяє значно спростити процес її монтажу на трубопроводі, оскільки ділянка установки муфти входить до ділянки калібрування труб по зовнішньому діаметру - 200мм від торця труб. 7 Комп’ютерна верстка М. Мацело 55653 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of installation of welded-in sleeve on defective ring joint of operating pipeline
Автори англійськоюBekker Mykhailo Viktorovych, Lokhman Ihor Viktorovych, Nikolaiev Oleksandr Viktorovych, Okhrimchuk Serhii Oleksiiovych, Samchenko Ivan Anatoliiovych
Назва патенту російськоюСпособ монтажа сварной муфты на дефектный кольцевой стык действующего трубопровода
Автори російськоюБеккер Михаил Викторович, Лохман Игорь Викторович, Николаев Александр Викторович, Охримчук Сергей Алексеевич, Самченко Иван Анатольевич
МПК / Мітки
МПК: B23K 31/00
Мітки: монтажу, спосіб, стик, трубопроводу, муфти, зварної, кільцевий, діючого, дефектний
Код посилання
<a href="https://ua.patents.su/4-55653-sposib-montazhu-zvarno-mufti-na-defektnijj-kilcevijj-stik-diyuchogo-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу зварної муфти на дефектний кільцевий стик діючого трубопроводу</a>
Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу
Номер патенту: 36426
Опубліковано: 17.02.2003
Автори: Ковалів Євстахій Осипович, Дрогомирецький Михайло Миколайович, Бут Віктор Степанович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Розгонюк Василь Васильович, Сидор Михайло Дмитрович
МПК: F16L 13/00, B23K 31/02
Мітки: підсилюючої, спосіб, трубопроводу, діючого, монтажу, дефектний, муфти, стик
Формула / Реферат:
1. Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виготовленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникною самотвердіючою масою, який відрізняється тим, що з двох сторін дефектного стику трубопроводу встановлюють по два...
Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу з контролем якості монтажу
Номер патенту: 82038
Опубліковано: 25.02.2008
Автори: Ніколаєв Віталій Вікторович, Подолян Олександр Олександрович, Кучерук Микола Васильович, Бут Віктор Степанович, Пудрий Сергій Володимирович, Мандра Андрій Анатолійович, Лохман Ігор Вікторович, Мандра Анатолій Степанович
МПК: F16L 55/00, G01M 3/00
Мітки: спосіб, контролем, трубопроводу, якості, муфтового, ділянки, ремонту, дефектної, діючого, монтажу
Формула / Реферат:
1. Спосіб муфтового ремонту дефектної ділянки діючого трубопроводу, що полягає в установленні частин розрізної ремонтної муфти на дефектну ділянку трубопроводу, скріпленні частин муфти між собою й трубопроводом, герметизації торців муфти, контролюванні якості встановлення муфти неруйнівними методами з наступним заповненням підмуфтового простору масою, що самотвердіє, під тиском, порівнянним з тиском усередині трубопроводу, який відрізняється...
Спосіб встановлення муфти на дефектну ділянку трубопроводу
Номер патенту: 42602
Опубліковано: 15.06.2004
Автори: Бут Віктор Степанович, Педько Борис Іванович, Васильєв Юрій Степанович, Дрогомирецький Михайло Миколайович, Щербак Олександр Вікторович, Розгонюк Василь Васильович, Коломєєв Валентин Миколайович
МПК: F16L 55/16
Мітки: трубопроводу, встановлення, ділянку, муфти, спосіб, дефектну
Формула / Реферат:
1. Спосіб встановлення муфти на дефектну ділянку трубопроводу, що включає встановлення розрізної муфти на технологічні елементи, зачищення ділянки перед встановленням муфти, нанесення шару герметика на зачищену ділянку, який відрізняється тим, що технологічні елементи виготовляють із дроту, який намотують на трубу не менше 4-х витків і з'єднують витки між собою зварними прихватками.2. Спосіб за п. 1, який відрізняється тим, що дріт...
Спосіб ремонту трубопроводу за допомогою металевої муфти

Номер патенту: 50862
Опубліковано: 25.06.2010
Автори: Подолян Олександр Петрович, Подолян Олександр Олександрович, Пудрий Сергій Володимирович, Бут Віктор Степанович, Томашук Олександр Іванович
МПК: F16L 55/00
Мітки: допомогою, ремонту, металевої, муфти, трубопроводу, спосіб
Формула / Реферат:
Спосіб ремонту трубопроводу за допомогою металевої муфти, який полягає в установці навколо заданої ділянки труби замкнутої оболонки-муфти, з подальшою герметизацією торців муфти й заповненням утвореного герметичного підмуфтового простору рідкою, пластичною або речовиною, яка самотвердіє, який відрізняється тим, що речовину, що самотвердіє, в підмуфтовий простір вводять під тиском, який розраховується по формулі:
Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Бобов Володимир Петрович, Мандра Анатолій Степанович, Білоус Валерій Іванович, Ніколаєв Віктор Олександрович, Бут Віктор Степанович
МПК: F16L 55/16
Мітки: спосіб, дефектами, ремонту, трубопроводу, наскрізними, локальним, діючого
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою...
Попередній патент: Пристрій для автоматичного керування виїмковою машиною
Наступний патент: Спосіб антиоксидантної стабілізації біодизельного пального
Випадковий патент: Спосіб висікання аутотрансплантата кістка-зв'язка-кістка