Інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням
Номер патенту: 56066
Опубліковано: 27.12.2010
Автори: Покляцький Анатолій Григорович, Подєльніков Сергій Валерійович, Іщенко Анатолій Якович

Формула / Реферат
Інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням, що складається з верхнього та нижнього заплечників з циліндричною формою твірної поверхні, між торцевими робочими частинами яких розташована циліндрична перемичка, при цьому верхній заплечник зв'язаний з приводом обертання, який відрізняється тим, що інструмент виконаний цільним, торцеві робочі частини заплечників мають пласку поверхню, при цьому висота циліндричної перемички становить (0,85-0,90) товщини зварюваного металу, а діаметри верхнього та нижнього заплечників в 6,0-7,0 разів перевищують товщину зварюваного металу і в 2,5-3,5 рази перевищують розмір діаметра перемички.
Текст
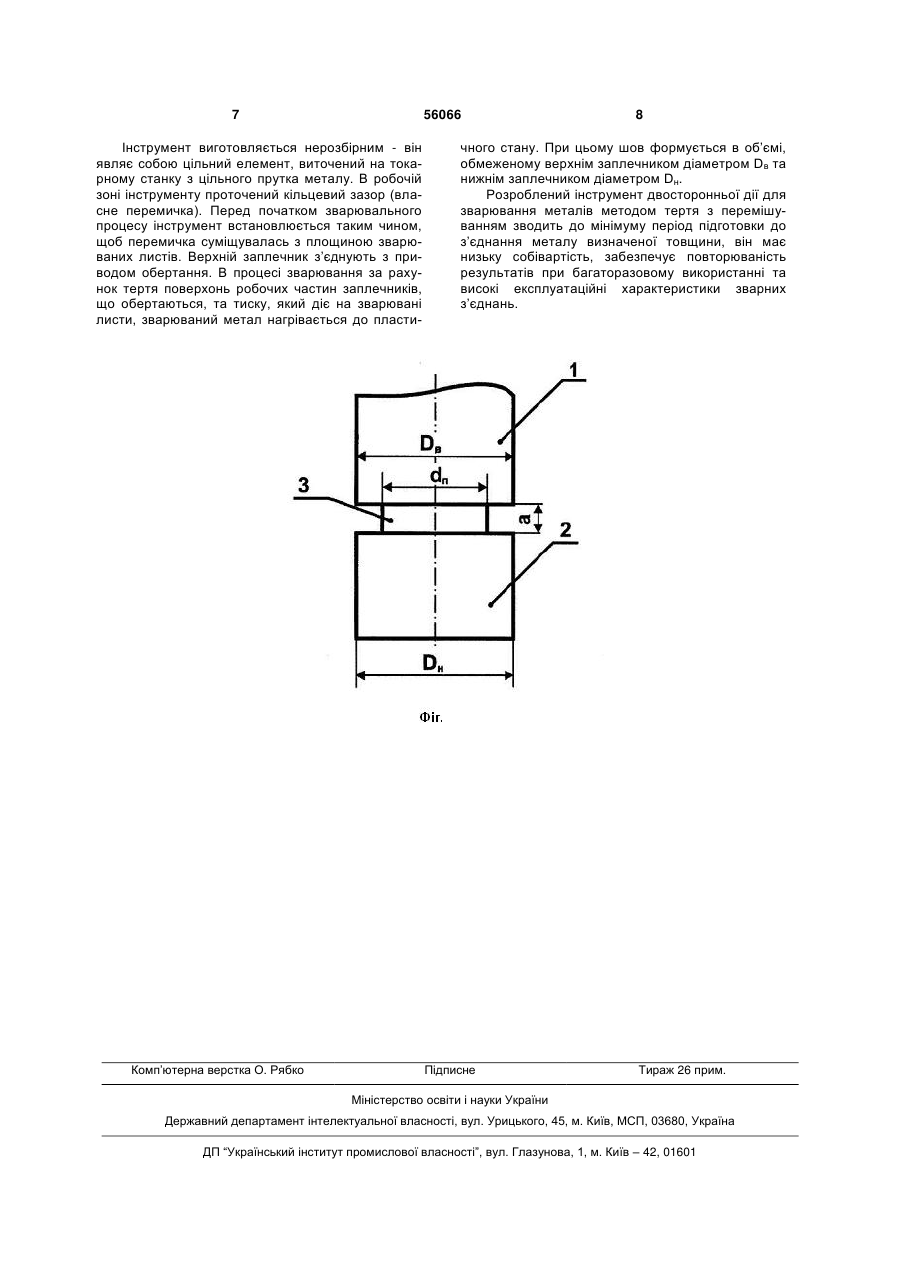
Інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням, що складається з верхнього та нижнього заплечників з 3 несиметричність швів має місце неоднорідність їх структури по товщині та нерівномірність розподілу внутрішніх напруг. Подібна конструкція, дещо спрощена у порівнянні з вищеописаною, описана в патенті РФ №2270083 (МПК8: В23К20/12, опубл. 20.02.2006р.). Інструмент має заплечник з пласкою робочою поверхнею та наконечник гладкої циліндричної форми, до того ж він оснащений засобами охолодження зони зварювання. Але інструмент має ті ж недоліки, що і попередній, крім того, перелік недоліків доповнюється наявністю у швах дефектами у вигляді порожнин, несуцільностей і крихкості. Розглянуті в обох патентах інструменти для зварювання тертям з перемішуванням відносяться до так званої групи «інструментів односторонньої дії», що означає виділення тепла в зоні з’єднання з однієї сторони зварюваних елементів. Прикладів конструктивного виконання цього виду інструментів можна навести дуже багато, і всіх їх буде об’єднувати цілий ряд спільних недоліків: - неможливість одержання симетричного шва з лицьової та тильної сторони деталі; - недостатнє тепловиділення в процесі зварювання; - недостатня швидкість зварювання; - наявність дефектів у вигляді несплавлень в кореневій частині шва; - наявність кутових деформацій зварних з’єднань; - неоднорідність структури шва; - необхідність у ряді випадків застосування формуючих підкладок; - застосування силового зусилля на інструмент вздовж його вертикальної осі при виконанні зварювання. Більшості цих недоліків позбавлені інструменти, що використовуються для зварювання методом тертя з перемішуванням, які належать до групи інструментів «двосторонньої дії». Ця група інструментів працює за схемою двостороннього виділення тепла в зоні з’єднання за рахунок використання двох заплечників. На сьогоднішній день існує два основних різновиди інструменту двосторонньої дії: з фіксованим і регульованим зазором. (Під зазором мається на увазі відстань між верхнім та нижнім заплечниками). В інструментах з регульованим зазором ця відстань регулюється, і, відповідно, інструменти з фіксованим зазором мають встановлену постійну відстань. Інструменти з регульованим зазором, як правило, є розбірними. Відомий інструмент двосторонньої дії для зварювання тертям з перемішуванням, який дозволяє регулювати величину зазору між заплечниками безпосередньо в процесі зварювання, який описаний в патенті США №6758382 (МПК8: В23К20/12, опубл. 07.06.2004р., Carter R.A. "Avto-adjustable tool for self-reacting and conventional friction stir welding"). У цьому інструменті наконечник з нижнім заплечником обертається незалежно від верхнього заплечника, а спеціальні датчики фіксують зміну зусилля притискання заплечників до зварюваної деталі і корегують їх положення. 56066 4 Конструкція інструменту, яка передбачає можливість регулювання зазору між заплечниками шляхом переміщення нижнього заплечника по різьбі, представлена в роботі Thomas W.M., Norris I.M., Staines D.G. et al. Friction stir welding - variants and process technigues //Proc. Of the 1st International Conference "Joining о Aluminium Structures", Moscow, Russia, 3-5 December, 2007). Подібна конструкція описана також на Фіг.1 патенту США №5794835, «Friction Stir Welding», МПК8: В23К20/12, опубл. 18.08.1998р. Перевагою згаданих інструментів є можливість використання одного і того ж інструменту для з’єднання деталей різної товщини. Зазор між заплечниками виставляється перед початком зварювального процесу, однак, це потребує точного визначення та регулювання величини зазору, що в цілому ускладнює робочий процес та подовжує підготовчий етап перед його початком. При встановленні зазору найменша похибка призводитиме до погіршання якості зварних з’єднань, а при тривалій експлуатації інструментів вірогідність появи таких похибок зростає через зношення інструменту, виникнення люфту на різьбі тощо. Тому для запобігання таких ситуацій потрібні додаткові конструктивні рішення, направлені на подовження терміну експлуатації інструменту (наприклад, встановлення елементів, які унеможливлюють зміщення заплечників від заданого положення в результаті переміщення по різьбі нижнього заплечника та ін.). Узагальнюючими недоліками обох інструментів (як і всіх інших, що належать до цієї групи) є складність у виготовленні та висока вартість, не ідентичність фізико-механічних властивостей зварювального шва по довжині, а також наявність людського фактора, коли якість шва у великій мірі залежить від кваліфікації та досвіду зварювальника. Інструменти з нерегульованим зазороммають свої суттєві переваги перед інструментами з регульованим зазором - вони простіші у виготовленні, дешевші, не потребують попереднього встановлення зазору перед зварюванням (кожен з них являє собою той чи інший визначений типорозмір), забезпечують гарантовану якість шва по всій його довжині. Але головним недоліком таких інструментів є те, що вони, як правило, не застосовуються для зварювання тонкого (до 3-х мм) металу. За прототип корисної моделі прийнятий інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням, що складається з верхнього та нижнього заплечників з циліндричною формою твірної поверхні, між торцевими робочими частинами яких розташована циліндрична перемичка, при цьому верхній заплечник зв’язаний з приводом обертання (патент США №5794835, Фіг.2А, «Friction Stir Welding», МПК8: В23К20/12, опубл. 18.08.1998р.). Цей інструмент є нерозбірним зі встановленим під визначену товщину металу зазором. Його торцеві робочі частини мають вигляд зрізаного конусу, так що робоча канавка у перерізі має трапецевидну форму. Інструмент має всі недоліки, властиві згаданим вище інструментам цього виду, 5 але головним із них є те, що він не розрахований на зварювання тонколистового матеріалу, через що застосування його у багатьох важливих галузях, таких, як авіа-, ракетобудування та ін. є недоцільним. Трапецевидна форма канавки обумовлює утонення зварювальних швів у їх верхній та нижній частині, що призводить до зменшення робочого перерізу шва і зниження міцності зварного з’єднання. Звичайно, цим фактором можна знехтувати при зварюванні деталей значної товщини, але для тонколистового металу, особливо при виробництві відповідальних конструкцій, він є недопустимим. В основу корисної моделі поставлена задача створення недорогого, надійного та ефективного в умовах зварювання тонколистового металу інструменту двосторонньої дії для зварювання металів методом тертя з перемішуванням шляхом удосконалення його конструктивної побудови, зокрема, виконання його цільним з пласкою поверхнею робочих частин та оптимізації розмірних співвідношень окремих конструктивних елементів, в результаті чого робочий переріз шва, що формується в процесі зварювання, набуває прямокутної форми, за якої при з’єднанні металу, товщина якого не перевищує 3-х мм, шов має високі фізикомеханічні та експлуатаційні характеристики. Поставлена задача досягається за рахунок того, що Інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням, що складається з верхнього та нижнього заплечників з циліндричною формою твірної поверхні, між торцевими робочими частинами яких розташована циліндрична перемичка, при цьому верхній заплечник зв’язаний з приводом обертання, згідно представленої корисної моделі, виконаний цільним, торцеві робочі частини заплечників мають пласку поверхню, при цьому висота циліндричної перемички становить (0,85-0,90) товщини зварюваного металу, а діаметри верхнього та нижнього заплечників в 6,0-7,0 разів перевищують товщину зварюваного металу і в 2,5 - 3,5 разів перевищують розмір діаметру перемички. В результаті проведення численних експериментів було встановлено, що для з’єднання листів, які мають товщину, що не перевищує 3-х мм, забезпечення високої якості швів можливе лише тоді, коли форма інструменту та розміри його елементів прив’язуються до товщини металу та діаметру перемички і поєднуються так, як це запропоновано у даному технічному рішенні. Пласка робоча поверхня заплечників створює умови для рівномірного і симетричного стиснення пластифікованого металу та формування шва, який у перерізі має практично прямокутну форму. Такий шов, на відміну від трапецевидного, є щільним, має однакову структуру та однакові міцністні характеристики у своїй верхній та нижній частині. Причому висока їх якість забезпечується тоді, коли висота циліндричної перемички (або ширина зазору) дещо менша товщини зварюваного металу і вкладається в інтервал (0,85-0,90), а діаметри заплечників в 6,0-7,0 разів перевищують товщину зварюваного металу і в 2,5-3,5 разів перевищують розмір діаметру перемички. 56066 6 Експериментально було встановлено, що при використанні інструменту, висота перемички якого буде більшою, ніж 0,90 товщини зварюваного металу, зусилля обтискання металу є замалим, що обов’язково призводить до появи внутрішніх дефектів у швах. Інструменти з перемичкою, висота якої менша 0,85 товщини металу, спричиняють надмірний тиск на метал, в результаті чого останній перегрівається і властивості шва знижуються. При цьому може порушуватись суцільність шва або на його поверхні виділятиметься велика кількість грату. Так само важливо дотримуватися дослідно визначених розмірних співвідношень діаметрів заплечників, товщини зварюваного металу та діаметру перемички. У разі, коли діаметри заплечників в 6,0-7,0 разів перевищують товщину зварюваного металу, в зоні зварювання тонколистового металу створюються найбільш сприятливі температурні умови для нагрівання достатньої кількості металу до пластичного стану і формування якісного шва. При діаметрах заплечників, що більш, ніж в 7 разів перевищують товщину металу, відбувається перегрівання останнього, він стає надмірно пластичним і витискається із зони стику раніш, ніж сформується шов. При діаметрах, розмір яких є меншим, ніж 6 товщин металу, в зоні зварювання не забезпечується необхідне тепловиділення, що призводить до появи внутрішніх дефектів у шві. Для забезпечення потрібної кількості пластифікованого металу в зоні з’єднання зварюваних листів діаметри заплечників повинні бути в 2,5-3,5 разів більшими розміру діаметру перемички. Заплечники з розміром, меншим мінімально встановленого рівня (менше 2,5 діаметру перемички), в процесі зварювання перебуватимуть в умовах, де притискувальне зусилля, що діє на них, буде завеликим, в результаті чого інструмент може деформуватись або ж зруйнуватись. А при використанні заплечників з діаметром, що більш, ніж в 3,5 рази перевищують діаметр перемички, в зоні зварювання не утвориться необхідний для якісного формування шва об’єм пластифікованого металу, що призведе до виникнення несуцільностей та погіршання якості зварного з’єднання. Запропонований інструмент для зварювання металів методом тертя з перемішуванням представлений на кресленні. Інструмент складається з верхнього 1 та нижнього 2 заплечників, які мають циліндричну форму з торцевою пласкою робочою частиною. Верхній заплечник 1 зв’язаний з приводом обертання (не показаний). Між торцевими робочими частинами заплечників розташована перемичка 3, яка має форму циліндра діаметром dп. Висота циліндричної перемички а становить (0,85-0,90) товщини зварюваного металу (δ), а діаметри Dв верхнього та нижнього Dн заплечників в 6,0-7,0 разів перевищують товщину зварюваного металу і в 2,5-3,5 разів перевищують розмір діаметру перемички. Тобто a=(0,85-0,90)δ; Dв=Dн=(6-7)δ; Dв/dп=(2,5-3,5); Dн/dп=(2,5-3,5). 7 56066 Інструмент виготовляється нерозбірним - він являє собою цільний елемент, виточений на токарному станку з цільного прутка металу. В робочій зоні інструменту проточений кільцевий зазор (власне перемичка). Перед початком зварювального процесу інструмент встановлюється таким чином, щоб перемичка суміщувалась з площиною зварюваних листів. Верхній заплечник з’єднують з приводом обертання. В процесі зварювання за рахунок тертя поверхонь робочих частин заплечників, що обертаються, та тиску, який діє на зварювані листи, зварюваний метал нагрівається до пласти Комп’ютерна верстка О. Рябко 8 чного стану. При цьому шов формується в об’ємі, обмеженому верхнім заплечником діаметром Dв та нижнім заплечником діаметром Dн. Розроблений інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням зводить до мінімуму період підготовки до з’єднання металу визначеної товщини, він має низьку собівартість, забезпечує повторюваність результатів при багаторазовому використанні та високі експлуатаційні характеристики зварних з’єднань. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDouble-acting tool for friction stir welding of metals
Автори англійськоюIschenko Anatolii Yakovych, Pokliatskyi Anatolii Hryhorovych, Podielnikov Serhii Valeriiovych
Назва патенту російськоюИнструмент двустороннего действия для сварки металлов методом трения с перемешиванием
Автори російськоюИщенко Анатолий Яковлевич, Покляцкий Анатолий Григорьевич, Подельников Сергей Валерьевич
МПК / Мітки
МПК: B23K 20/12
Мітки: перемішуванням, зварювання, дії, двосторонньої, інструмент, металів, тертя, методом
Код посилання
<a href="https://ua.patents.su/4-56066-instrument-dvostoronno-di-dlya-zvaryuvannya-metaliv-metodom-tertya-z-peremishuvannyam.html" target="_blank" rel="follow" title="База патентів України">Інструмент двосторонньої дії для зварювання металів методом тертя з перемішуванням</a>
Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів
Номер патенту: 54096
Опубліковано: 25.10.2010
Автори: Покляцький Анатолій Григорович, Іщенко Анатолій Якович
МПК: B23K 20/12
Мітки: алюмінієвих, зварювання, перемішуванням, сплавів, інструмент, тертям
Формула / Реферат:
1. Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів, що містить зв'язаний з приводом обертання заплечник з наконечником на торцевій робочій частині, який відрізняється тим, що наконечник виконаний у формі зрізаного конуса з нахилом твірної до вертикальної осі під кутом 10-12°, а на торцевій робочій частині заплечника на відстані 1,0-1,2 мм від краю під кутом 5-6° виконана конічна канавка, при цьому довжина наконечника...
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Жартовський Олександр Володимирович, Семенов Валентин Михайлович, Кривунь Валентина Степанівна
МПК: B23K 20/02
Мітки: великогабаритних, виготовлення, тиском, зварювання, методом, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб зварювання різнорідних металів
Номер патенту: 35838
Опубліковано: 10.10.2008
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Каленська Ганна Василівна
МПК: B23K 33/00, B23K 9/23
Мітки: металів, зварювання, спосіб, різнорідних
Формула / Реферат:
Спосіб зварювання різнорідних металів, при якому на поверхні оброблення для забезпечення рівномірності проплавлення, на стороні металу з більшим коефіцієнтом теплопровідності виконують рифлення, який відрізняється тим, що в процесі зварювання разом зі зварювальним дротом (електродом) у зварювальну ванну подають макрохолодильники (відрізки зварювального дроту того ж складу довжиною 2-3 мм), а зварювальному дроту передають низькочастотні...
Екзотермічна суміш для паяння – зварювання металів (варіанти)
Номер патенту: 37449
Опубліковано: 15.05.2001
Автори: Лебедєв Володимир Георгійович, Лебедєв Борис Володимирович
МПК: B23K 23/00
Мітки: зварювання, паяння, металів, суміш, варіанти, екзотермічна
Формула / Реферат:
1.Екзотермічна суміш для паяння-зварювання металів, яка складається з оксиду міді, відновників та окислювачів, яка відрізняється тим, що має у своєму складі у якості відновників Аl та CaSi2 а у якості окислювачів NaNО3 при загальному співвідношенні компонентів (мас.%):СuО 55-62%CaSi2 22-24%Аl 1-2 %NaNO3 14- 22 %.2.Екзотермічна суміш для паяння - зварювання металів, яка складається з оксиду міді,...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Кулик Віктор Михайлович, Мельничук Георгій Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/16
Мітки: зварювання, сплавів, захисних, металів, спосіб, середовищі, газів
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Попередній патент: Спосіб вертикальної локальної меліорації піщаних і супіщаних ґрунтів
Наступний патент: Спосіб вловлювання високодисперсної краплинної рідини з газорідинного потоку
Випадковий патент: Багатофункціональний інгібітор солевідкладення