Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів
Номер патенту: 54096
Опубліковано: 25.10.2010
Автори: Покляцький Анатолій Григорович, Іщенко Анатолій Якович
Формула / Реферат
1. Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів, що містить зв'язаний з приводом обертання заплечник з наконечником на торцевій робочій частині, який відрізняється тим, що наконечник виконаний у формі зрізаного конуса з нахилом твірної до вертикальної осі під кутом 10-12°, а на торцевій робочій частині заплечника на відстані 1,0-1,2 мм від краю під кутом 5-6° виконана конічна канавка, при цьому довжина наконечника інструмента на 0,12-0,16 мм менша товщини металу, що зварюється, діаметр наконечника при його основі становить 2,6-3,4 мм, а зовнішній діаметр заплечника становить 10-12 мм.
2. Інструмент за п. 1, який відрізняється тим, що має гладку поверхню.
Текст
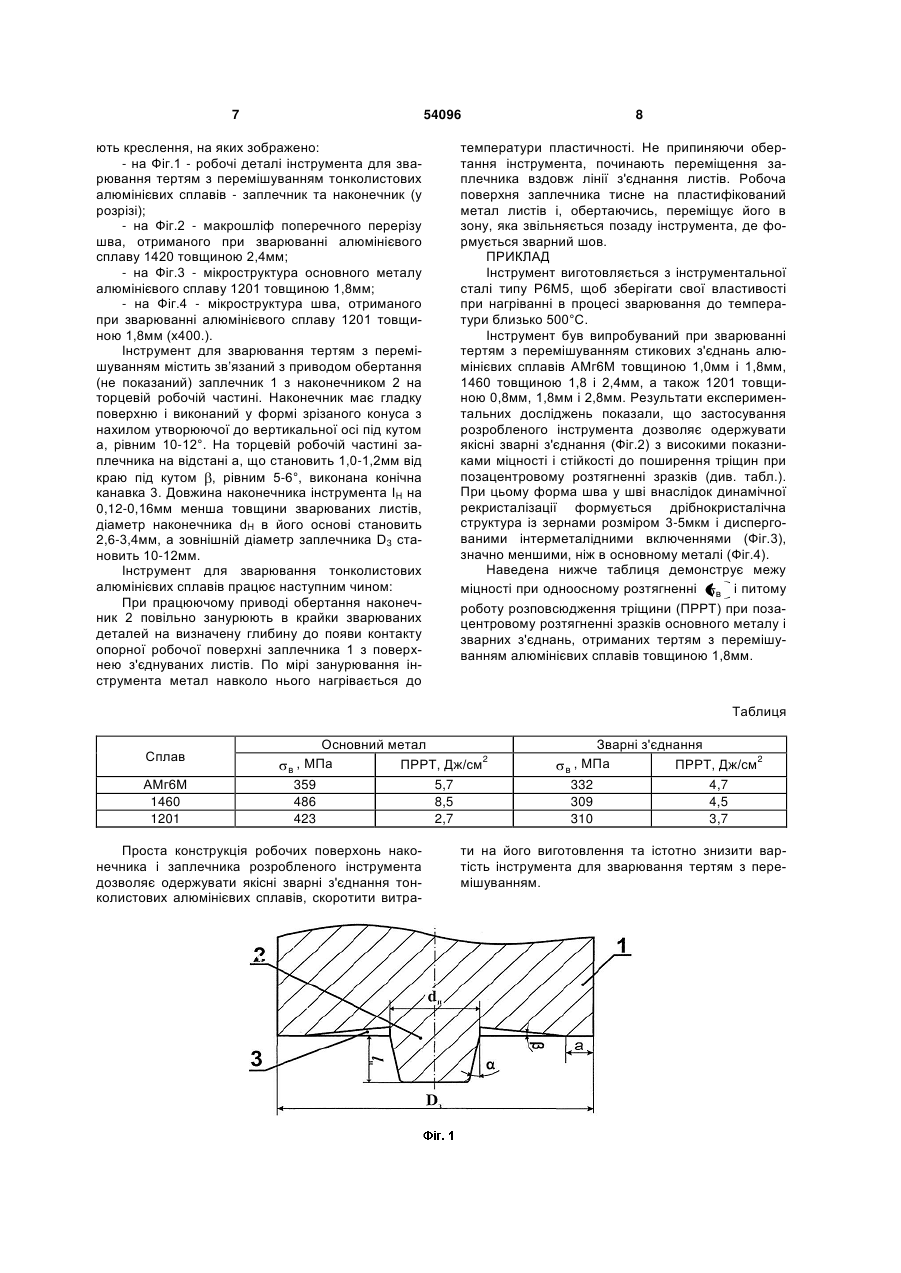
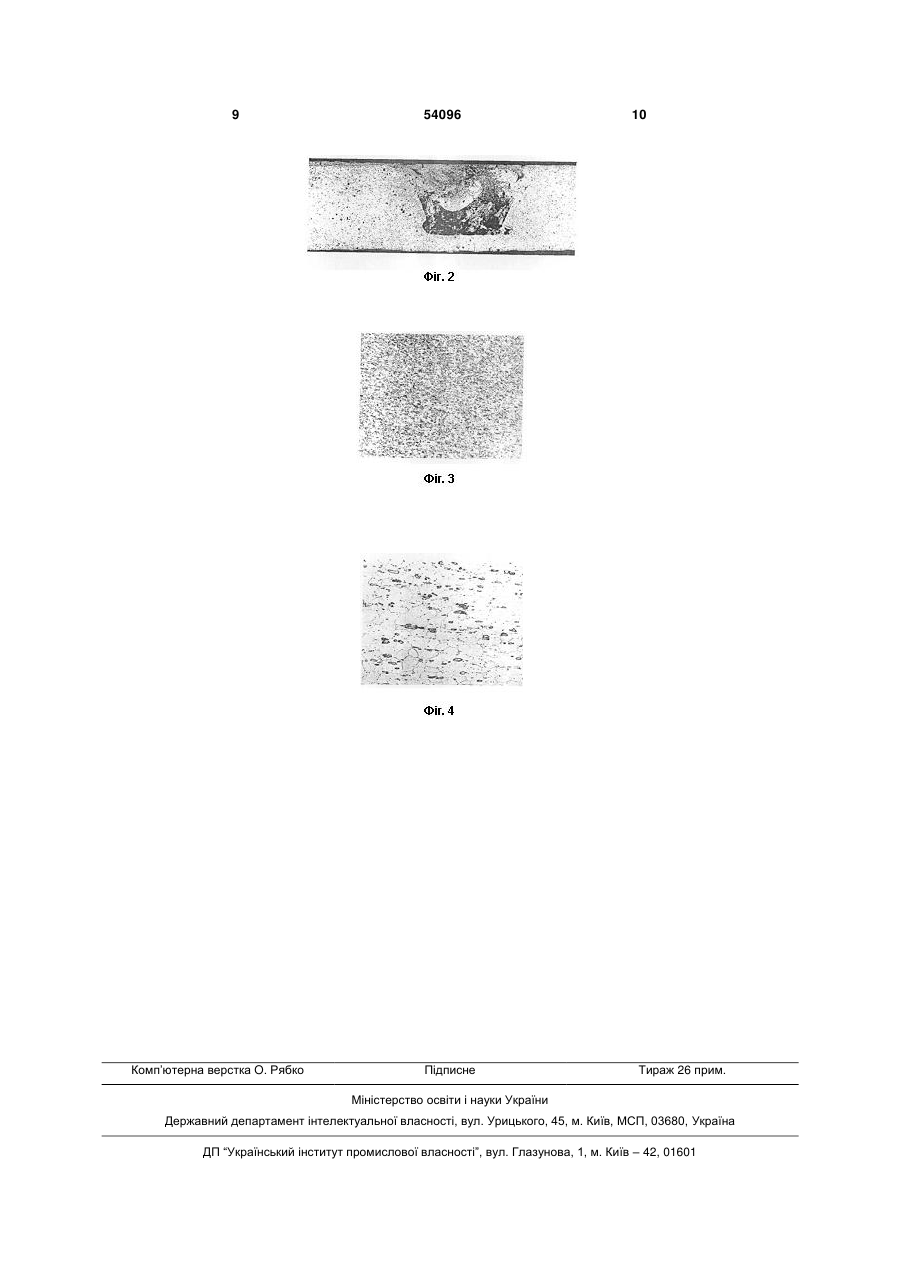
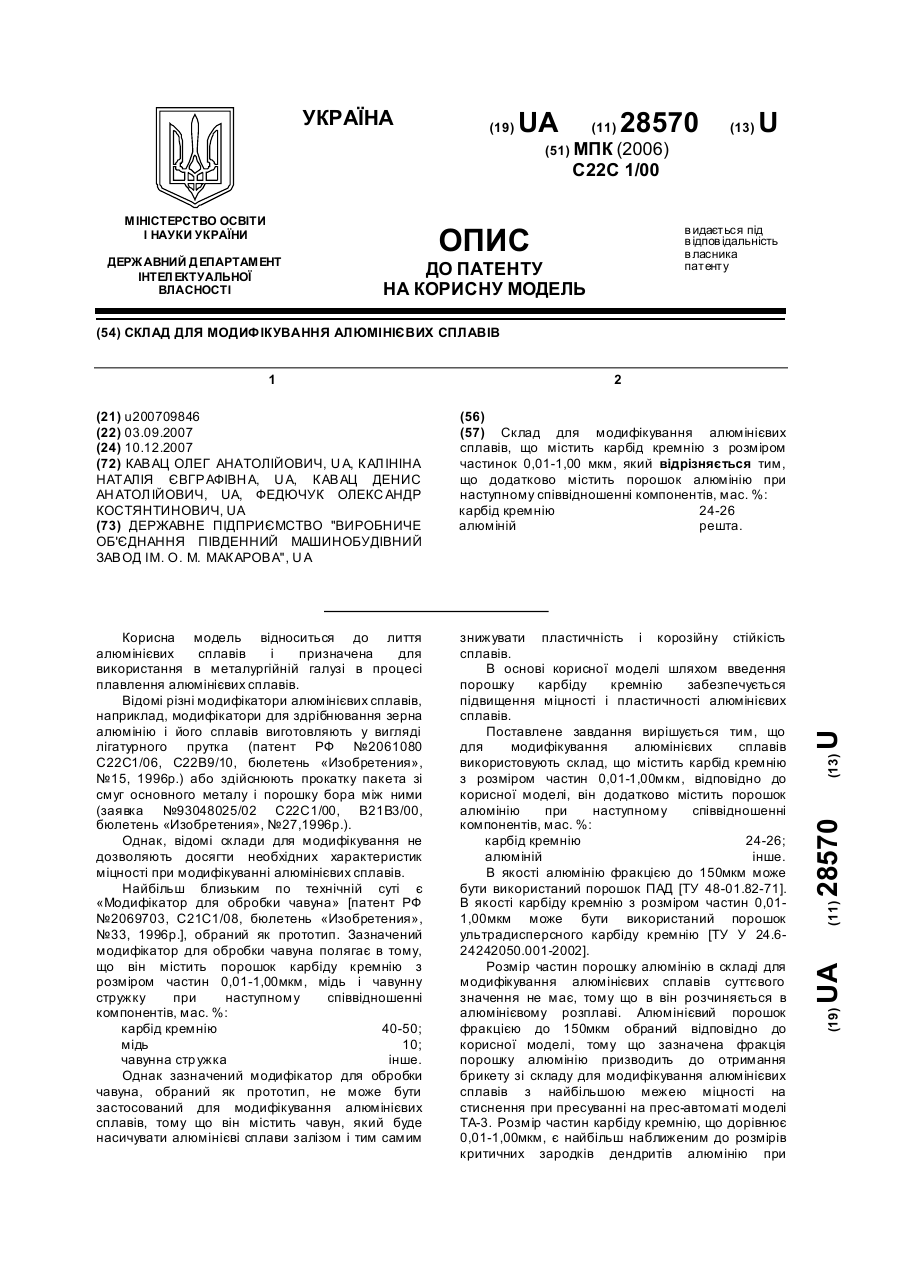
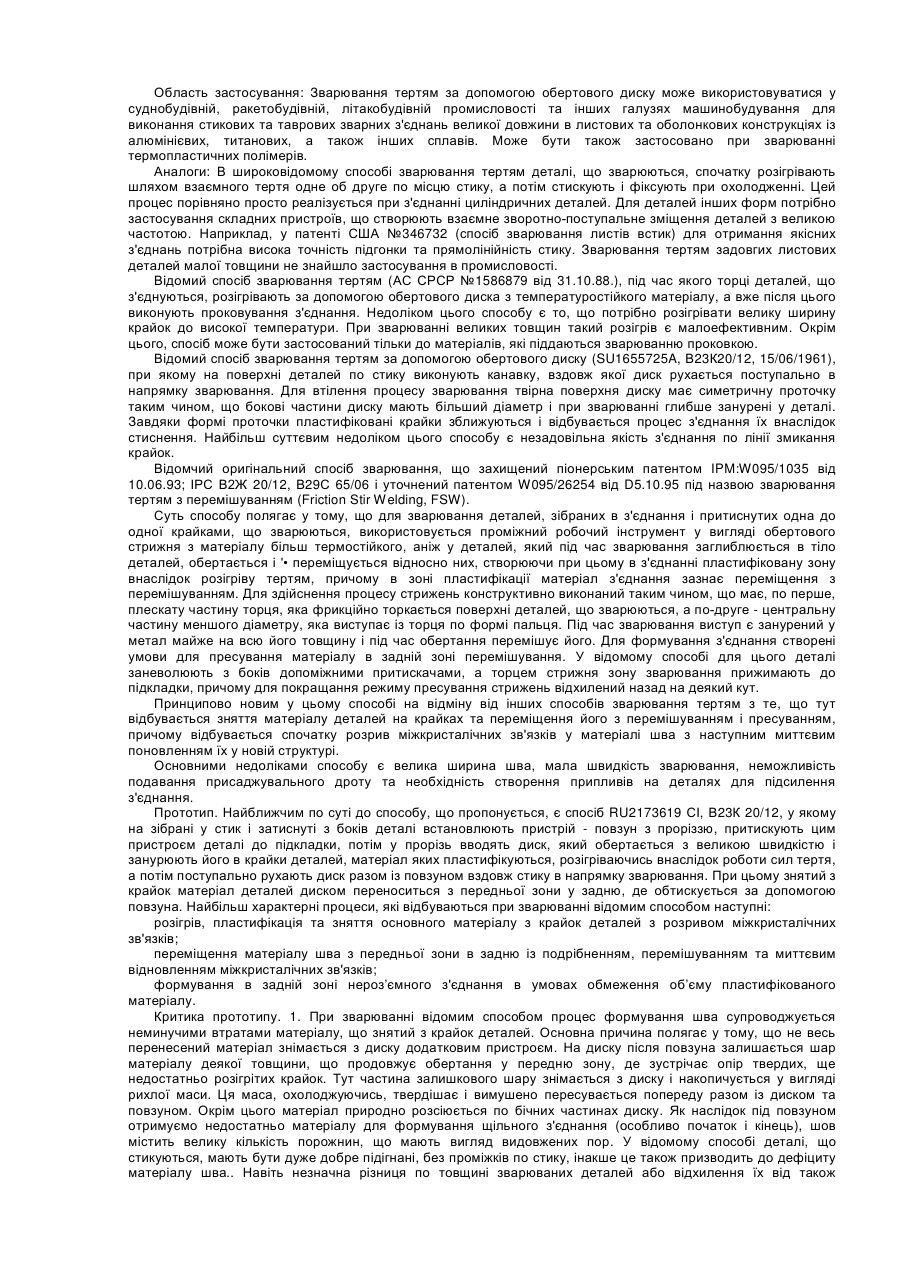
1. Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів, що містить зв'язаний з приводом обертання заплечник з наконечником на торцевій робочій частині, який відрізня 3 умов, необхідних для якісного формування швів. Використання такого інструмента для зварювання тертям з перемішуванням високоміцних алюмінієвих сплавів часто призводить до утворення у швах дефектів у вигляді порожнин, несуцільностей і крихкості, що істотно знижує механічні властивості зварних з'єднань. Опис подібної форми інструмента представлений в патенті РФ №2247639 (МПК7: В23К20/12, опубл. 10.03.2005р.). Як і в попередньому випадку, поєднання пласкої робочої поверхні заплечника із гладкою поверхнею наконечника обумовлює ті ж недоліки - незадовільне формування швів та їх низькі експлуатаційні характеристики. Більш перспективною з позиції забезпечення якості зварних з'єднань є конструкція інструмента, описана в патенті РФ №2357843 (МПК8: В23К20/12, опубл. 10.06.2009р.). Її особливість полягає в тому, що на циліндричній поверхні наконечника під кутом 10-45° до утворюючої циліндра виконані направляючі канавки. Призначенням канавок є забезпечення сприятливих умов для рівномірного переміщення розм'якшеного металу у вертикальному та горизонтальному напрямках. Але в процесі здійснення зварювання при обертанні такого інструмента частими є ситуації, за яких відбувається "налипання" пластифікованого металу в тій чи іншій канавці, що призводить до порушення рівномірності його просування в зону формування шва, і, як наслідок-до асиметрії форми останнього. Відомий інструмент для зварювання тертям з перемішуванням, у якого торцева робоча поверхня заплечника має доволі складну геометрію - вона відхилена від осі обертання на кут 0,5-5,0°, крім цього, з боку меншого кута з боковими утворюючими заплечника на ній виконана похила фаска (Патент РФ №2277465, МПК8:В23К20/12, опубл. 10.08.2006р.). За допомогою такого інструмента забезпечується змінний тиск (силова пульсація) на зону формування шва, що сприяє утворенню більш щільної його структури та мінімізує наявність мікродефектів у шві. Але, враховуючи той факт, що в процесі роботи поверхня заплечника постійно перебуває в умовах підвищеного зносу (поєднання сили тертя і тиску), її геометрія швидко порушується, що неодмінно позначається на якості формування шва. Ця обставина призводить до необхідності частої заміни інструмента. Відомий також інструмент, який застосовується при виготовленні оболонок контейнерів, що має заплечник із пласкою робочою поверхнею та конусоподібний наконечник, на якому виконані виступи у формі різьби (Патент України №61996, МПК8:В23К20/12, опубл.15.12.12003р.). До недоліків цього інструмента слід віднести його недовговічність, окрім цього, він є доволі складним у виготовленні. За прототип корисної моделі прийнятий інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів, що містить зв’язаний з приводом обертання заплечник з наконечником на торцевій робочій частині (Патент РФ №2126738, МПК8:В23К20/12, опубл. 27.02.1999р.). 54096 4 Бічна робоча поверхня наконечника цього інструмента має різьбоподібну конфігурацію, а в іншому варіанті виконання вона оснащена лезами, що поперечно виступають із центральної частини наконечника і розміщені перпендикулярно відносно його зовнішньої поверхні. Недолік інструмента полягає в тому, що така конфігурація його наконечника но забезпечує рівних зусиль для зняття металу з обох крайок і перенесення його в зону формування шва. Результатом цього є несиметричність швів і розходження в структурі металу в прилягаючих до них зонах з боку набігання інструмента (де вектори напрямку обертання і лінійного переміщення інструмента збігаються) і його відходу (де ці вектори спрямовані в протилежні сторони). І взагалі, як засвідчує досвід використання інструментів для зварювання тертям з перемішуванням, зі збільшенням кількості додаткових конструктивних елементів на поверхні наконечника зменшується термін його експлуатації, а також проміжок часу, протягом якого цей інструмент здатний забезпечувати рівномірність перенесення металу з обох крайок. Причиною цього є те, що на практиці дуже важко забезпечити ідеальні умови протікання зварювального процесу, і завжди існує ймовірність виникнення тих чи інших відхилень від визначених оптимальних параметрів режиму зварювання. Крім того, така складна форма робочої поверхні наконечника викликає суттєві труднощі при його виготовленні (особливо при невеликій довжині наконечників), що суттєво підвищує вартість інструмента. Слід також зауважити, що застосування дорогих інструментів зі складними конфігураціями робочих поверхонь наконечників може бути виправданим тільки при зварюванні матеріалів, товщих 3х мм, коли важко забезпечити рівномірне переміщення і перемішування пластифікованого металу по всій товщині крайок у горизонтальному і вертикальному напрямках. На робочій площині заплечника інструмента, описаного в прототипі, виконана канавка, яка має увігнуту форму. Але така канавка не здатна забезпечити рівномірного і симетричного стиснення пластифікованого металу на поверхні деталей, товщина яких менша 3-х мм. В основу корисної моделі поставлена задача створення високоефективного, надійного в експлуатації та недорогого у виготовленні інструмента для зварювання тертям з перемішуванням алюмінієвих сплавів, шляхом удосконалення його конструктивної побудови, зокрема, шляхом вибору оптимальної форми окремих елементів інструмента та оптимізації їх розмірних співвідношень, що дозволяє при зварюванні листів, товщина яких не перевищує 3 мм, забезпечити можливість плавного переміщення пластифікованого металу з обох крайок з'єднуваних елементів в горизонтальному та вертикальному напрямках і його рівномірне перемішування по всій товщині зварюваного металу, і тим самим сформувати високоякісний, вільний від дефектів зварний шов, а також надає змогу спростити процес виготовлення інструмента і зробити його економічно вигідним. 5 Поставлена задача досягається завдяки тому, що в інструменті для зварювання тертям з перемішуванням алюмінієвих сплавів, що містить зв’язаний з приводом обертання заплечник з наконечником на торцевій робочій частині, згідно до запропонованої корисної моделі, наконечник виконаний у формі зрізаного конуса з нахилом утворюючої до вертикальної осі під кутом 10-12°, а на торцевій робочій частині заплечника на відстані 1,0-1,2мм від краю під кутом 5-6° виконана конічна канавка, при цьому довжина наконечника інструмента на 0,12-0,16мм менша товщини металу, що зварюється, діаметр наконечника при його основі становить 2,6-3,4мм, а зовнішній діаметр заплечника становить 10-12мм. Запропонований наконечник має гладку поверхню. Вказаний вище технічний результат, який досягається в процесі експлуатації інструмента, обумовлений ознаками, які відрізняють його від ознак подібних інструментів, що застосовуються при зварюванні методом тертя з перемішуванням, описаних згідно відомого рівня техніки, зокрема, у винаході, прийнятому за прототип. В результаті проведення численних експериментів було встановлено, що для з'єднання листів з алюмінієвих сплавів, які мають товщину, що не перевищує 3-х мм, забезпечення високої якості швів можливе лише тоді, коли такі чинники, як форма наконечника, форма заплечника та їх розміри поєднуються так, як це запропоновано у даному технічному рішенні. Крім того, за умов оптимального поєднання цих факторів відпадає необхідність у застосуванні інструментів складної форми, як це має місце у вищеописаних рішеннях. При нахилі гладкої поверхні утворюючої конусу наконечника до вертикальної осі під кутом 1012°, обумовленій формі канавки робочої поверхні заплечника та при додержанні розмірів заплечника і наконечника, метал з обох крайок зварюваних алюмінієвих листів переноситься в зону формування шва з рівним зусиллям, в результаті чого одержується симетричний шов з однорідною структурою металу. У разі порушення встановлених розмірних співвідношень динаміка процесу різко змінюється, що негативно позначається на експлуатаційних характеристиках з'єднань. Так, при наданні наконечнику форми, при якій утворююча конусу буде нахилена відносно вертикалі під кутом, меншим 10°, його обрис буде мало чим відрізнятися від циліндричного, що призведе до появи згаданих вище недоліків, характерних для процесів зварювання із застосуванням циліндричного наконечника - появи у швах порожнин, несуцільностей, крихкості тощо. Якщо ж утворююча конусу наконечника перевищуватиме згаданий кут більш, ніж на 12° - метал у верхній та нижній частині стику деталей буде переміщуватися нерівномірно. Форма та розміри канавки заплечника встановлювались експериментально, виходячи з умов забезпечення найбільш оптимального ущільнення пластифікованого металу та формування бездефектного зварного шва саме для тонколистових алюмінієвих сплавів. Задовільний результат має 54096 6 місце у разі, коли канавка має конічну форму і виконана на відстані 1,0-1,2мм від краю заплечника під кутом 5-6°. Відхилення цього кута в сторону збільшення або зменшення призведе до негативних наслідків: при встановленні кута більшим 6° на лицевій поверхні шва виникатимуть дефекти у вигляді несплавлень, а у випадку, коли цей кут буде меншим 5°, погіршаться умови для переміщення металу у вертикальній площині. Виконання канавки на відстані, що не досягає 1,0мм від краю заплечника, може призвести до утворення підрізів по зовнішніх границях контакту торцевої поверхні заплечника з поверхнею зварюваного металу, а при виконанні її на відстані, що перевищує 1,2мм, погіршиться якість формування лицьової поверхні швів. Згідно запропонованого технічного рішення оптимальною довжиною наконечника інструмента для зварювання тонких листів алюмінієвих сплавів є довжина, яка на 0,12-0,16мм менша їх товщини. У разі, коли довжина наконечника буде меншою встановленої мінімальної величини (0,12), існуватиме ймовірність контактування торця наконечника з підкладкою, результатом якого стане його приварювання. Якщо ж довжина наконечника перевищуватиме встановлену максимальну границю (0,16), то через недостатню кількість фрикційного тепла, що виділяється в кореневій частині шва, крайки листів можуть злипнутись, не розплавляючись. Так само дослідження показали, що для зварювання тонколистових алюмінієвих сплавів найбільш доцільним є інструмент, діаметр наконечника якого становить 2,6-3,4мм в основі, а зовнішній діаметр заплечника вкладається в інтервал 1012мм. При діаметрі, меншому 2,6мм, наконечник може не витримати діючого на нього механічного навантаження і зламатися, а при діаметрі, який перевищуватиме 3,4мм, матимуть місце дефекти у вигляді насплавлення з лицьової поверхні шва, для запобігання яких потрібно буде глибше занурювати наконечник, що неодмінно призведе до зменшення перерізу шва. При використанні інструмента, у якого розмір зовнішнього діаметру заплечника є меншим 10мм, тепла, яке виділятиметься в зоні зварювання листів, буде недостатньо для формування шва, а це призведе до утворення несплавлення з лицьової поверхні шва. Застосування інструмента, зовнішній діаметр заплечника якого перевищуватиме 12мм, призведе до підвищеного тепловиділення в зоні зварювання, і, як наслідок - до утворення грату або надривів на лицьовій поверхні шва. Відсутність на поверхні конусу наконечника будь-яких додаткових елементів (як-то згаданих вище канавок, виступів, нарізки тощо) сприяє рівномірності перемішування та перенесення пластифікованого металу, адже саме через наявність перелічених елементів в процесі обертання наконечника метал крайок може зазнавати дії нерівномірних сил тертя. Крім того, такий наконечник має високий термін експлуатації. Суть запропонованої корисної моделі поясню 7 54096 ють креслення, на яких зображено: - на Фіг.1 - робочі деталі інструмента для зварювання тертям з перемішуванням тонколистових алюмінієвих сплавів - заплечник та наконечник (у розрізі); - на Фіг.2 - макрошліф поперечного перерізу шва, отриманого при зварюванні алюмінієвого сплаву 1420 товщиною 2,4мм; - на Фіг.3 - мікроструктура основного металу алюмінієвого сплаву 1201 товщиною 1,8мм; - на Фіг.4 - мікроструктура шва, отриманого при зварюванні алюмінієвого сплаву 1201 товщиною 1,8мм (х400.). Інструмент для зварювання тертям з перемішуванням містить зв’язаний з приводом обертання (не показаний) заплечник 1 з наконечником 2 на торцевій робочій частині. Наконечник має гладку поверхню і виконаний у формі зрізаного конуса з нахилом утворюючої до вертикальної осі під кутом а, рівним 10-12°. На торцевій робочій частині заплечника на відстані а, що становить 1,0-1,2мм від краю під кутом , рівним 5-6°, виконана конічна канавка 3. Довжина наконечника інструмента ІH на 0,12-0,16мм менша товщини зварюваних листів, діаметр наконечника dH в його основі становить 2,6-3,4мм, а зовнішній діаметр заплечника D3 становить 10-12мм. Інструмент для зварювання тонколистових алюмінієвих сплавів працює наступним чином: При працюючому приводі обертання наконечник 2 повільно занурюють в крайки зварюваних деталей на визначену глибину до появи контакту опорної робочої поверхні заплечника 1 з поверхнею з'єднуваних листів. По мірі занурювання інструмента метал навколо нього нагрівається до 8 температури пластичності. Не припиняючи обертання інструмента, починають переміщення заплечника вздовж лінії з'єднання листів. Робоча поверхня заплечника тисне на пластифікований метал листів і, обертаючись, переміщує його в зону, яка звільняється позаду інструмента, де формується зварний шов. ПРИКЛАД Інструмент виготовляється з інструментальної сталі типу Р6М5, щоб зберігати свої властивості при нагріванні в процесі зварювання до температури близько 500°С. Інструмент був випробуваний при зварюванні тертям з перемішуванням стикових з'єднань алюмінієвих сплавів АМг6М товщиною 1,0мм і 1,8мм, 1460 товщиною 1,8 і 2,4мм, а також 1201 товщиною 0,8мм, 1,8мм і 2,8мм. Результати експериментальних досліджень показали, що застосування розробленого інструмента дозволяє одержувати якісні зварні з'єднання (Фіг.2) з високими показниками міцності і стійкості до поширення тріщин при позацентровому розтягненні зразків (див. табл.). При цьому форма шва у шві внаслідок динамічної рекристалізації формується дрібнокристалічна структура із зернами розміром 3-5мкм і диспергованими інтерметалідними включеннями (Фіг.3), значно меншими, ніж в основному металі (Фіг.4). Наведена нижче таблиця демонструє межу міцності при одноосному розтягненні в і питому роботу розповсюдження тріщини (ПРРТ) при позацентровому розтягненні зразків основного металу і зварних з'єднань, отриманих тертям з перемішуванням алюмінієвих сплавів товщиною 1,8мм. Таблиця Сплав АМг6М 1460 1201 Основний метал ПРРТ, Дж/см2 в , МПа 359 486 423 Проста конструкція робочих поверхонь наконечника і заплечника розробленого інструмента дозволяє одержувати якісні зварні з'єднання тонколистових алюмінієвих сплавів, скоротити витра 5,7 8,5 2,7 Зварні з'єднання ПРРТ, Дж/см2 в , МПа 332 309 310 4,7 4,5 3,7 ти на його виготовлення та істотно знизити вартість інструмента для зварювання тертям з перемішуванням. 9 Комп’ютерна верстка O. Рябко 54096 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for friction welding with mixing of aluminum alloys
Автори англійськоюIschenko Anatolii Yakovych, Pokliatskyi Anatolii Hryhorovych
Назва патенту російськоюИнструмент для сварки трением с перемешиванием алюминиевых сплавов
Автори російськоюИщенко Анатолий Яковлевич, Покляцкий Анатолий Григорьевич
МПК / Мітки
МПК: B23K 20/12
Мітки: алюмінієвих, інструмент, зварювання, тертям, перемішуванням, сплавів
Код посилання
<a href="https://ua.patents.su/5-54096-instrument-dlya-zvaryuvannya-tertyam-z-peremishuvannyam-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для зварювання тертям з перемішуванням алюмінієвих сплавів</a>
Склад для модифікування алюмінієвих сплавів
Номер патенту: 28570
Опубліковано: 10.12.2007
Автори: Федючук Олександр Костянтинович, Кавац Олег Анатолійович, Кавац Денис Анатолійович, Калініна Наталія Євграфівна
МПК: C22C 1/00
Мітки: сплавів, модифікування, склад, алюмінієвих
Формула / Реферат:
Склад для модифікування алюмінієвих сплавів, що містить карбід кремнію з розміром частинок 0,01-1,00 мкм, який відрізняється тим, що додатково містить порошок алюмінію при наступному співвідношенні компонентів, мас. %: карбід кремнію 24-26 алюміній решта.
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Якович, Лисак Василь Васильович, Лобанов Леонід Михайлович, Патон Борис Євгенович
МПК: B23K 20/12
Мітки: здійснення, диском, пристрій, обертовим, тертям, спосіб, зварювання
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Інструмент для отримання нанокристалічних структур високошвидкісним тертям
Номер патенту: 42155
Опубліковано: 25.06.2009
Автори: Кирилів Володимир Іванович, Никифорчин Григорій Миколайович
МПК: B24B 39/00
Мітки: нанокристалічних, структур, інструмент, отримання, тертям, високошвидкісним
Формула / Реферат:
Інструмент для отримання нанокристалічних структур високошвидкісним тертям на поверхні деталей машин, що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких розташовані пальці із повернутими всередину диска буртами, що контактують із корпусом, який відрізняється тим, що, з метою збільшення глибини та мікротвердості зміцненого шару за рахунок підвищення дисперсності...
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості
Номер патенту: 47144
Опубліковано: 17.06.2002
Автори: Чернега Дмитро Федорович, Кудь Петро Денисович, Сороченко Віталій Федорович
МПК: C22C 21/06
Мітки: модифікування, ливарних, сплавів, спосіб, корозійної, стійкості, підвищеної, алюмінієвих
Формула / Реферат:
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості, що включає введення у ливарні сплави цирконію, який відрізняється тим, що в сплав вводять цирконій у вигляді безлігатурного модифікатора гексафторцирконату калію у кількості 0,1-0,9 % мас.
Виливниця для виливання чушок з алюмінію або алюмінієвих сплавів
Номер патенту: 46671
Опубліковано: 15.08.2005
Автори: Якушев Сергій Олександрович, Коломеєць Юрій Семенович, Сізоненко Михайло Вікторович
МПК: B22D 7/06, B22D 15/00, B22D 21/00
Мітки: алюмінію, сплавів, чушок, алюмінієвих, виливання, виливниця
Формула / Реферат:
1. Спосіб лікування внутрішньочерепних крововиливів , що включає базову медикаментозну терапію і фізіотерапевтичний вплив, який відрізняється тим, що на хворого неінвазивно, дистанційно, тотально на весь організм впливають потоками електромагнітного випромінювання нетеплової інтенсивності в діапазоні 0,01-18 гГц, з потоком потужності в місці перебування пацієнта менш 2,5 мкВт/см22. Спосіб за п. 1, який відрізняється тим, що...
Попередній патент: Спосіб кристалізації мікроорганізмів
Наступний патент: Спосіб лікування хворих на бешиху
Випадковий патент: Спосіб оцінки якості годівлі лактуючих корів