Спосіб виготовлення глухих пазів в отворі деталі гідророзподільника
Номер патенту: 57978
Опубліковано: 15.07.2003
Автори: Дулов Юрій Васильович, Кононихін Олександр Володимирович, Богославцев Володимир Іванович

Формула / Реферат
1. Спосіб виготовлення глухих пазів в осьовому отворі деталі гідророзподільника шляхом їхньої нарізки довбачем, який відрізняється тим, що перед нарізкою пазів роблять виїмки на ділянках отвору в деталі, на яких потім виконують врізання довбача, а при нарізуванні паза довбач після його врізання при кожному робочому ході переміщають паралельно осі отвору.
2. Спосіб виготовлення глухих пазів за п. 1, який відрізняється тим, що виїмки в згаданому осьовому отворі деталі виконують попарно шляхом свердління в ній наскрізних і глухих радіальних отворів співвісно між собою.
3. Спосіб виготовлення глухих пазів за п. 2, який відрізняється тим, що при виготовленні паза робочі ходи довбача послідовно укорочують, а його ходи з кінцевої позиції в початкову виконують однаковими, при цьому врізають довбач у деталь щораз по одній і тій же похилій траєкторії, що перетинає навскіс радіальний отвір, а виводять довбач з контакту з деталлю уздовж однієї і тієї ж прямої лінії.
4. Спосіб виготовлення глухих пазів за п. 3, який відрізняється тим, що діаметр свердла, яким виконують радіальні отвори, менше ширини довбача, при цьому початкове врізання довбача в деталь виконують перед найближчим краєм радіального отвору в ній.
5. Спосіб виготовлення глухих пазів за п. 2, який відрізняється тим, що радіальні отвори роблять у деталі свердлом з діаметром більшим ширини довбача, при цьому врізання довбача в деталь виконують усередині радіального отвору.
Текст
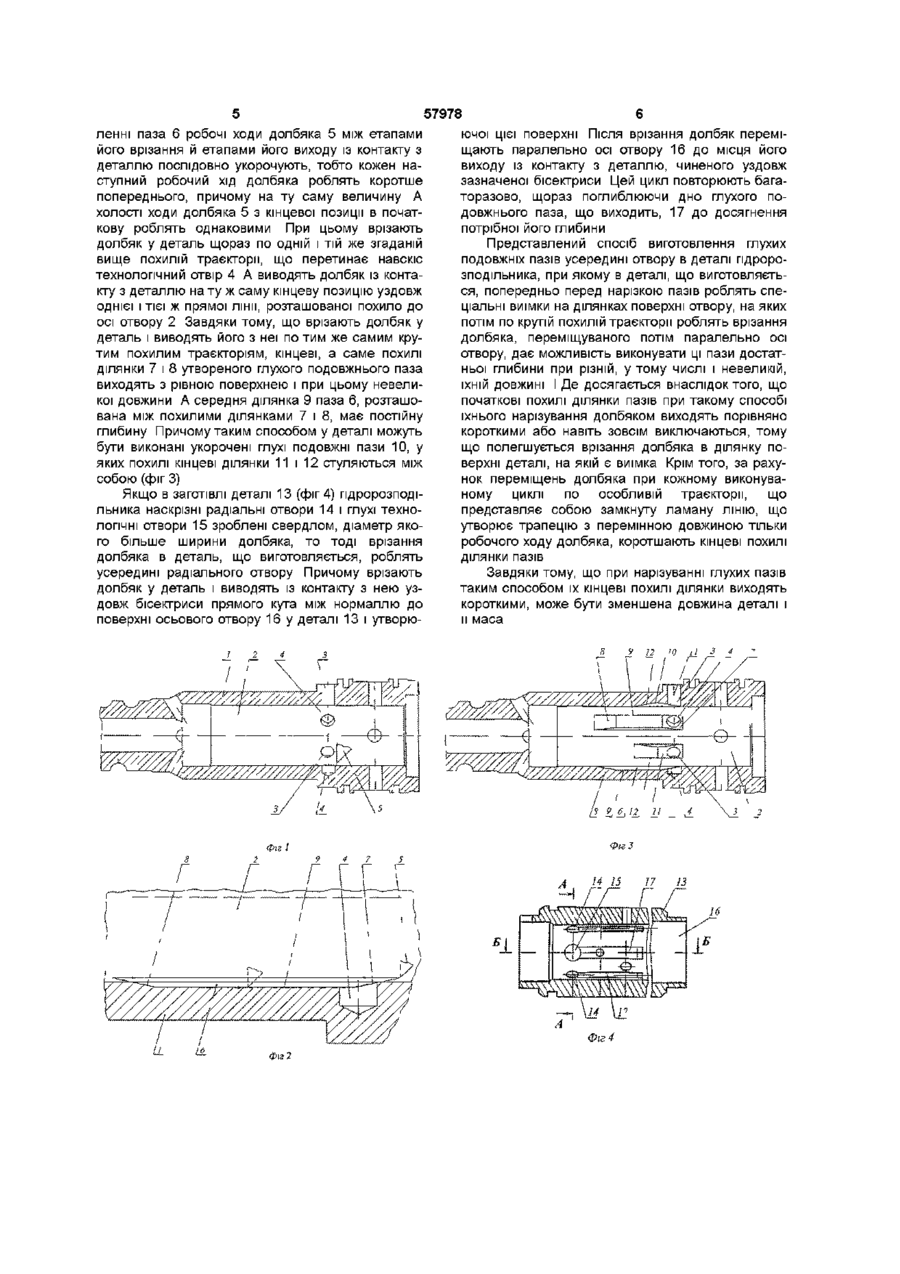
1 Спосіб виготовлення глухих пазів в осьовому отворі деталі пдророзподільника шляхом їхньої нарізки довбачем, який відрізняється тим, що перед нарізкою пазів роблять виїмки на ділянках отвору в деталі, на яких потім виконують врізання довбача, а при нарізуванні паза довбач після його врізання при кожному робочому ході переміщають паралельно осі отвору 2 Спосіб виготовлення глухих пазів за п 1 , який відрізняється тим, що виїмки в згаданому осьовому отворі деталі виконують попарно шляхом свердління в ній наскрізних і глухих радіальних отворів СПІВВІСНО між собою 3 Спосіб виготовлення глухих пазів за п 2, який відрізняється тим, що при виготовленні паза робочі ходи довбача послідовно укорочують, а його ходи з кінцевої позиції в початкову виконують однаковими, при цьому врізають довбач у деталь щораз по одній і тій же похилій траєкторії, що перетинає навскіс радіальний отвір, а виводять довбач з контакту з деталлю уздовж однієї і тієї ж прямої лінії 4 Спосіб виготовлення глухих пазів за п 3, який відрізняється тим, що діаметр свердла, яким виконують радіальні отвори, менше ширини довбача, при цьому початкове врізання довбача в деталь виконують перед найближчим краєм радіального отвору в ній 5 Спосіб виготовлення глухих пазів за п 2, який відрізняється тим, що радіальні отвори роблять у деталі свердлом з діаметром більшим ширини довбача, при цьому врізання довбача в деталь виконують усередині радіального отвору Винахід відноситься до машинобудування Він стосується виготовлення глухих подовжніх пазів в отворі деталі пдророзподільника кермового привода з пдропідсилювачем, що використовується для керування транспортними засобами, наприклад, автомобілями й автобусами ВІДОМІ різні способи виготовлення глухих внутрішніх пазів у деталях пдророзподільника кермового привода транспортних засобів з пдропідсилювачем (див, наприклад, описи винаходів до патентів, видані у США, №4419877, НКИ 72/325, №4543813, НКИ 72/356, №4535519, НКИ 29/890 13, №№4614014, 4799303, НКИ 29/890132, №№4689864, 4768268, 4862571, НКИ 29/890 12) ВІДОМІ зокрема способи виготовлення таких пазів в отворі деталі пдророзподільника фрезами, показаними в заявках, поданих у Великобританії, №2019796 МІЖ В6205/08, №2182897 МПК В6205/083, у патенті, виданому в США, №4276812 НКИ 91/467 ним інструментом, що забезпечує потрібний профіль цих пазів і точну їхню ширину (див заявку, подану у Франції, №2004355 МПК В230) 37/00, патенти, видані в США, №3591139 НКИ 251/367, №3765305 НКИ 409/305, №4154145 НКИ 409/307) Як прототип прийнятий спосіб виготовлення глухих внутрішніх пазів в отворі деталі пдророзподільника шляхом їхньої нарізки долбяком (див міжнародну заявку №WO 97/16338 МПК В6205/083, опубл 09 05 1997р) При виготовленні пазів цим способом долбяк переміщають усередині отвору деталі по дузі, через що довжина пазів при необхідній їхній глибині виходить порівняно великою Це спричиняє збільшення довжини деталі, що небажано, тому що збільшуються розміри і маса пдророзподільника Розв'язуваною задачею є створення способу виготовлення долбяком глухих подовжніх пазів в отворі деталі пдророзподільника, при якому довжину цих пазів можна виконувати порівняно невеликою при достатній їхній глибині для забезпечення компактності пдророзподільника і зниження Найбільш простіше виготовляти глухі подовжні пази в отворі деталі пдророзподільника довбаль 00 о> ю 57978 його маси Рішення цієї задачі забезпечене тим, що при виготовленні глухих подовжніх пазів в отворі деталі пдророзподільника шляхом їхньої нарізки долбяком попередньо перед нарізкою пазів роблять виїмки на ділянках отвору в деталі, на яких потім роблять врізання долбяка, а при нарізуванні паза долбяк після його врізання в деталь при кожному робочому ході до етапу його виходу переміщають паралельно осі отвору Наприкінці робочого ходу круто змінюють напрямок руху долбяка Долбяк виводять з контакту із деталлю на кінцеву позицію усередині отвору в ній, з якої його повертають на вихідну, тобто початкову позицію для здійснення наступного врізання і наступного робочого ходу При наявності в отворі деталі перед нарізуванням пазів попередньо виконаних виїмок зменшується деформація інструмента, що ріже, і його утримувача при врізанні долбяка в деталь, що дозволяє забезпечити при подачі долбяка убік деталі його рух не по положистої, як у прототипі, а по крутій траєкторії, і тим самим зробити короткою похилу початкову ділянку паза, або зовсім виключити и А переміщення долбяка при нарізуванні паза по особливій трапецієподібній траєкторії, що має вигляд ламаної лінії, при якій долбяк післяврізання переміщають паралельно осі деталі і потім круто виводять його з контакту з деталлю, дає можливість зменшити й кінцеву ділянку паза Унаслідок цього коротшає довжина деталі і и маса, завдяки чому пдророзгюдільник і, виходить, пдропідсилювач кермового привода виходить більш компактним і менш металоємким Виїмки в отворі деталі можна робити попарно шляхом свердління в ній наскрізних і глухих радіальних отворів СПІВВІСНО між собою одним свердлом Це спрощує процес виготовлення пазів у деталі При виготовленні паза робочі ходи долбяка доцільно послідовно укорочувати, а його ходи з кінцевої позиції в початкову робити однаковими, при цьому врізають долбяк у деталь щораз по одній і тій же похилій траєкторії, що перетинає навскіс радіальний отвір, а виводять долбяк з контакту з деталлю уздовж однієї і тієї ж прямої лінії При такій операції виготовлення паза його похилі кінцеві ділянки виходять рівними і при цьому мінімальної довжини Діаметр свердла, яким роблять згадані радіальні отвори, може бути менше ширини долбяка, при цьому початкове врізання долбяка в деталь роблять перед найближчим краєм радіального отвору в ній Згадані радіальні отвори в деталі можна робити свердлом з діаметром більшим за ширину долбяка, при цьому врізання долбяка в деталь роблять усередині такого отвору На фіг 1 зображена заготівля деталі пдророзподільника після виготовлення в ній радіальних отворів і показана кінцева частина долбяка з крайкою, що ріже, при розташуванні його на ВИХІДНІЙ позиції усередині отвору в деталі На фіг 2 показана траєкторія рухів долбяка при нарізці подовжнього паза в отворі деталі при ширині паза більше діаметра технологічного отвоРУ На фіг 3 представлена деталь пдророзподільника після виконання в и отворі глухого подовжнього паза На фіг 4 показана деталь пдророзподільника, у якій виконані глухі подовжні пази іншої форми На фіг 5 даний розріз по А-А фіг 4 На фіг 6 даний розріз по Б-Б фіг 4 Деталь пдророзподільника, усередині якої повинні бути виконані глухі подовжні пази для проходу робочої рідини, може бути або самостійної, або бути частиною вала, зв'язаного кулькогвинтовою передачею з поршнем гидропідсилювача кермового привода транспортного засобу Якщо ця деталь самостійна, то для її виготовлення беруть трубчасту заготівлю Якщо ця деталь є частиною згаданого вала, то для її виготовлення беруть суцільну заготівлю й у ній на частині її довжини виконують осьовий отвір для розміщення в ньому поворотного золотника пдророзподільника в готовому виробі Глухі подовжні пази усередині отвору в деталі пдророзподільника виконують у такий спосіб У заготівлі 1 деталі пдророзподільника, що має осьовий отвір 2, роблять усередині цього отвору 2 спеціальні виїмки шляхом свердління в ній наскрізних радіальних отворів 3, призначених для проходу робочої рідини, і глухих технологічних радіальних отворів 4 (фиг 1) Отвори 3, 4 виконують попарно одним свердлом - СПІВВІСНО МІЖ собою Такі виїмки роблять на ділянках отвору 2, на яких потім роблять врізання долбяка 5 при виготовленні в деталі глухих подовжніх пазів б (фіг 2) В зв'язку з тим, що таких пазів у готовій деталі пдророзподільника повинно бути декілька, то згаданих виїмок роблять теж декілька, причому відразу попарно шляхом свердління в ній декількох згаданих робочих і технологічних отворів 3 і 4 Потім заготівлю 1 деталі закріплюють на довбальному верстаті і вводять усередину осьового отвору 2 долбяк 5 Ширина долбяка 5 може бути меншою за діаметр свердла, яким вирізані в заготівлі 1 деталі пдророзподільника робочі і технологічні отвори 3, 4, або може бути трохи більшою за діаметр цього свердла Якщо діаметр свердла, яким зроблені робочі і технологічні отвори 3, 4, менше ширини долбяка, то тоді початкове врізання долбяка 5 у деталь роблять перед найближчим краєм робочого чи технологічного отвору в ній, наприклад, перед краєм глухого технологічного отвору 4 Долбяк 5 врізають у деталь по крутій траєкторії під кутом до осі отвору 2 на малу глибину Після врізання долбяк при його робочому ході переміщають паралельно осі отвору 2 на задану довжину, знімаючи тонку стружку Потім круто змінюють напрямок руху долбяка і виводять його з контакту з деталлю на кінцеву позицію усередині отвору 2 3 кінцевої позиції долбяк 5 повертають на ту ж саму вихідну, тобто початкову позицію, після чого його знову під тим же кутом переміщають убік внутрішньої поверхні деталі, знову роблячи врізання долбяка в деталь на малу величину Після чергового врізання долбяк знову переміщають паралельноосі отвору 2, роблячи наступний робочий хід Після чергового робочого ходу долбяк 5 виводять із контакту з деталлю на ту ж саму кінцеву позицію При виготов 57978 ленні паза 6 робочі ходи долбяка 5 між етапами його врізання й етапами його виходу із контакту з деталлю послідовно укорочують, тобто кожен наступний робочий хід долбяка роблять коротше попереднього, причому на ту саму величину А холості ходи долбяка 5 з кінцевої позиції в початкову роблять однаковими При цьому врізають долбяк у деталь щораз по одній і тій же згаданій вище похилій траєкторії, що перетинає навскіс технологічний отвір 4 А виводять долбяк із контакту з деталлю на ту ж саму кінцеву позицію уздовж однієї і тієї ж прямої лінії, розташованої похило до осі отвору 2 Завдяки тому, що врізають долбяк у деталь і виводять його з неї по тим же самим крутим похилим траєкторіям, кінцеві, а саме похилі ділянки 7 і 8 утвореного глухого подовжнього паза виходять з рівною поверхнею і при цьому невеликої довжини А середня ділянка 9 паза 6, розташована між похилими ділянками 7 і 8, має постійну глибину Причому таким способом у деталі можуть бути виконані укорочені глухі подовжні пази 10, у яких похилі кінцеві ділянки 11 і 12 стуляються між собою (фіг 3) Якщо в заготівлі деталі 13 (фіг 4) пдророзподільника наскрізні радіальні отвори 14 і глухі технологічні отвори 15 зроблені свердлом, діаметр якого більше ширини долбяка, то тоді врізання долбяка в деталь, що виготовляється, роблять усередині радіального отвору Причому врізають долбяк у деталь і виводять із контакту з нею уздовж бісектриси прямого кута між нормаллю до поверхні осьового отвору 16 у деталі 13 і утворю/ 2 ючої цієї поверхні Після врізання долбяк переміщають паралельно осі отвору 16 до місця його виходу із контакту з деталлю, чиненого уздовж зазначеної бісектриси Цей цикл повторюють багаторазово, щораз поглиблюючи дно глухого подовжнього паза, що виходить, 17 до досягнення потрібної його глибини Представлений спосіб виготовлення глухих подовжніх пазів усередині отвору в деталі пдророзподільника, при якому в деталі, що виготовляється, попередньо перед нарізкою пазів роблять спеціальні виїмки на ділянках поверхні отвору, на яких потім по крутій похилій траєкторії роблять врізання долбяка, переміщуваного потім паралельно осі отвору, дає можливість виконувати ці пази достатньої глибини при різній, у тому числі і невеликій, їхній довжині І Де досягається внаслідок того, що початкові похилі ділянки пазів при такому способі їхнього нарізування долбяком виходять порівняно короткими або навіть зовсім виключаються, тому що полегшується врізання долбяка в ділянку поверхні деталі, на якій є виїмка Крім того, за рахунок переміщень долбяка при кожному виконуваному циклі по особливій траєкторії, що представляє собою замкнуту ламану ЛІНІЮ, ЩО утворює трапецію з перемінною довжиною тільки робочого ходу долбяка, коротшають кінцеві похилі ділянки пазів Завдяки тому, що при нарізуванні глухих пазів таким способом їх кінцеві похилі ділянки виходять короткими, може бути зменшена довжина деталі і и маса 4 Фіг І Фіг З 15 17 ІЗ 57978 Л-А Б-Б Фіг. 6 Фіг, 5 Комп'ютерна верстка О Воробей Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing blind groove in hole of part of hydrodistributor
Автори англійськоюBohoslavtsev Volodymyr Ivanovych, Kononykhin Oleksandr Volodymyrovych
Назва патенту російськоюСпособ изготовления глухих пазов в отверстии детали гидрораспределителя
Автори російськоюБогославцев Владимир Иванович, Кононыхин Александр Владимирович
МПК / Мітки
МПК: B62D 5/08, B23P 13/00
Мітки: гідророзподільника, спосіб, пазів, глухих, отворі, деталі, виготовлення
Код посилання
<a href="https://ua.patents.su/4-57978-sposib-vigotovlennya-glukhikh-paziv-v-otvori-detali-gidrorozpodilnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення глухих пазів в отворі деталі гідророзподільника</a>
Деталь гідророзподільника кермового приводу з гідропідсилювачем
Номер патенту: 1457
Опубліковано: 15.10.2002
Автори: Дулов Юрій Васильович, Богославцев Володимир Іванович, Кононихін Олександр Володимирович
МПК: B62D 5/08
Мітки: гідропідсилювачем, приводу, гідророзподільника, деталь, кермового
Формула / Реферат:
1. Деталь гідророзподільника кермового приводу з гідропідсилювачем, що містить осьовий отвір, в якому виконані глухі подовжні пази, яка відрізняється тим, що щонайменше з одного із кінців кожного паза розташований радіальний отвір, діаметр якого більше ширини паза.2. Деталь гідророзподільника за п. 1, яка відрізняється тим, що, радіальні отвори, розташовані в протилежних пазах, виконані співвісними, при цьому один зі співвісних отворів...
Спосіб виготовлення деталі одягу, що має кут
Номер патенту: 44928
Опубліковано: 15.03.2002
Автори: Шолудько Надія Олександрівна, Хоменко Віталій Іванович
МПК: A41D 27/00
Мітки: одягу, деталі, спосіб, виготовлення, кут, має
Формула / Реферат:
Спосіб виготовлення деталі одягу, що має кут, при якому верхню і нижню частини деталі складують лицевими сторонами, з'єднують їх по зовнішньому контуру обшивним швом, після чого шов у куті підрізають навскіс, вивертають деталь і формують кут, який відрізняється тим, що при обшиванні деталі у куті прокладають нитку, заводять її кінці поміж лицевими сторонами частин деталі та фіксують нитку останнім стібком попередньої строчки і першим стібком...
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих
Номер патенту: 52927
Опубліковано: 15.01.2003
Автори: Спінчевський Олександр Миколайович, Бергер Еміль Григорович, Табацков Вячеслав Петрович
МПК: B24B 19/00
Мітки: пристрій, кривих, трансцендентних, пазів, фрезерування, безкопірного
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих, який має основу, ходовий гвинт та стіл для установки патрона, який тримає оброблюваний виріб (заготовку), який відрізняється тим, що з метою безкопірного фрезерування пазів по трансцендентних кривих механізм відтворення пазів виконаний у вигляді двох взаємодіючих між собою зубчастих секторів, один з яких виконаний у вигляді кардіоїди і жорстко зв'язаний з патроном,...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23H 1/00, B23H 3/00, B23K 7/00
Мітки: електричною, поверхні, торцевою, електрода-заготовки, отворів, розмірної, глухих, спосіб, поверхнею, стартової, похилою, дугою, стрижнів, обробки, відношенню
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Конденсаційна башта атомної електростанції, спосіб зменшення прогину деталі, схильної до впливу навантажувальної сили, дистанційний елемент для зменшення прогину такої деталі
Номер патенту: 47532
Опубліковано: 15.07.2002
Автори: Вілльнов Клаус, Фрайман Міхаел
МПК: E04G 23/02
Мітки: атомної, деталі, схильної, дистанційний, електростанції, навантажувальної, конденсаційна, впливу, башта, сили, прогину, такої, спосіб, зменшення, елемент
Формула / Реферат:
1. Конденсаційна башта атомної електростанції, яка містить опорну структуру (24) і конструкційну деталь (1), зокрема поздовжнє ребро, у якому поперек його поздовжньої осі (7) під впливом навантажувальної сили (9) виникає прогин (W), яка відрізняється тим, що містить розташований на торцевій поверхні (23) поздовжнього ребра (1) дистанційний елемент (21), виконаний з можливістю підтримування під навантаженням постійним відстань до опорної...
Попередній патент: Судно з реактивним рушієм на рідинному паливі
Наступний патент: Спосіб діагностики стадій функціонального стану здоров’я
Випадковий патент: Спосіб виробництва здобного печива з начинкою