Оправка для безперервного намотування труб з композиційних матеріалів
Номер патенту: 58461
Опубліковано: 11.04.2011
Автори: Данільцев Володимир Григорович, Данильцев Віктор Володимирович

Формула / Реферат
Оправка для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотвірної поверхні, у якій вал власне оправки виконаний у вигляді труби, на одному кінці якої встановлений перший додатковий диск із отвором, у якому проходить центровик, на іншому її кінці встановлені диск із закріпленою на ньому додатковою шайбою, на якій установлені напрямні штифти, один кінець кожної секторної планки формотвірної поверхні за допомогою тяг з'єднаний з керуючим кулачком механізму переміщення труби з композиційного матеріалу, на другому кінці кожної секторної планки встановлений кутик у формі сектора з отвором для проходження штифта, приводний вал виконаний також у формі труби, що одним кінцем упирається в перший додатковий диск, установлений усередині вала власне оправки, на якому встановлений центровик, на другому кінці приводного вала встановлений другий додатковий диск із отвором, який за допомогою стрижня, що проходить уздовж осі приводного вала, з'єднаний із центровиком і власне оправкою.
Текст
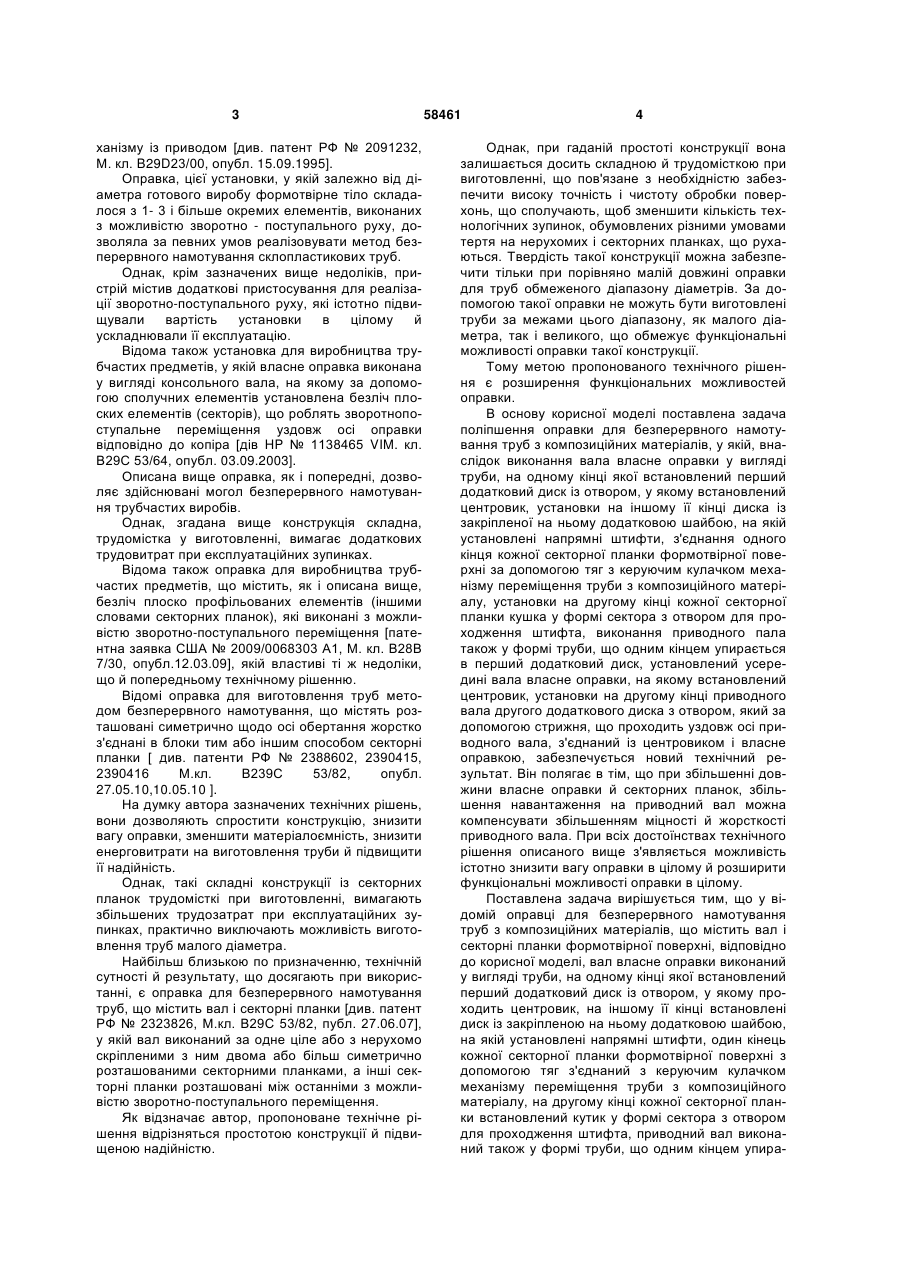
Оправка для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотвірної поверхні, у якій вал власне оправки виконаний у вигляді труби, на одному кінці якої встановлений перший додатковий диск із отвором, у якому проходить центровик, на іншому її кінці встановлені диск із закріпленою на 3 ханізму із приводом [див. патент РФ № 2091232, М. кл. B29D23/00, опубл. 15.09.1995]. Оправка, цієї установки, у якій залежно від діаметра готового виробу формотвірне тіло складалося з 1- 3 і більше окремих елементів, виконаних з можливістю зворотно - поступального руху, дозволяла за певних умов реалізовувати метод безперервного намотування склопластикових труб. Однак, крім зазначених вище недоліків, пристрій містив додаткові пристосування для реалізації зворотно-поступального руху, які істотно підвищували вартість установки в цілому й ускладнювали її експлуатацію. Відома також установка для виробництва трубчастих предметів, у якій власне оправка виконана у вигляді консольного вала, на якому за допомогою сполучних елементів установлена безліч плоских елементів (секторів), що роблять зворотнопоступальне переміщення уздовж осі оправки відповідно до копіра [дів HP № 1138465 VIM. кл. В29С 53/64, опубл. 03.09.2003]. Описана вище оправка, як і попередні, дозволяє здійснювані могол безперервного намотування трубчастих виробів. Однак, згадана вище конструкція складна, трудомістка у виготовленні, вимагає додаткових трудовитрат при експлуатаційних зупинках. Відома також оправка для виробництва трубчастих предметів, що містить, як і описана вище, безліч плоско профільованих елементів (іншими словами секторних планок), які виконані з можливістю зворотно-поступального переміщення [патентна заявка США № 2009/0068303 А1, М. кл. В28В 7/30, опубл.12.03.09], якій властиві ті ж недоліки, що й попередньому технічному рішенню. Відомі оправка для виготовлення труб методом безперервного намотування, що містять розташовані симетрично щодо осі обертання жорстко з'єднані в блоки тим або іншим способом секторні планки [ див. патенти РФ № 2388602, 2390415, 2390416 М.кл. В239С 53/82, опубл. 27.05.10,10.05.10 ]. На думку автора зазначених технічних рішень, вони дозволяють спростити конструкцію, знизити вагу оправки, зменшити матеріалоємність, знизити енерговитрати на виготовлення труби й підвищити її надійність. Однак, такі складні конструкції із секторних планок трудомісткі при виготовленні, вимагають збільшених трудозатрат при експлуатаційних зупинках, практично виключають можливість виготовлення труб малого діаметра. Найбільш близькою по призначенню, технічній сутності й результату, що досягають при використанні, є оправка для безперервного намотування труб, що містить вал і секторні планки [див. патент РФ № 2323826, М.кл. В29С 53/82, публ. 27.06.07], у якій вал виконаний за одне ціле або з нерухомо скріпленими з ним двома або більш симетрично розташованими секторними планками, а інші секторні планки розташовані між останніми з можливістю зворотно-поступального переміщення. Як відзначає автор, пропоноване технічне рішення відрізняться простотою конструкції й підвищеною надійністю. 58461 4 Однак, при гаданій простоті конструкції вона залишається досить складною й трудомісткою при виготовленні, що пов'язане з необхідністю забезпечити високу точність і чистоту обробки поверхонь, що сполучають, щоб зменшити кількість технологічних зупинок, обумовлених різними умовами тертя на нерухомих і секторних планках, що рухаються. Твердість такої конструкції можна забезпечити тільки при порівняно малій довжині оправки для труб обмеженого діапазону діаметрів. За допомогою такої оправки не можуть бути виготовлені труби за межами цього діапазону, як малого діаметра, так і великого, що обмежує функціональні можливості оправки такої конструкції. Тому метою пропонованого технічного рішення є розширення функціональних можливостей оправки. В основу корисної моделі поставлена задача поліпшення оправки для безперервного намотування труб з композиційних матеріалів, у якій, внаслідок виконання вала власне оправки у вигляді труби, на одному кінці якої встановлений перший додатковий диск із отвором, у якому встановлений центровик, установки на іншому її кінці диска із закріпленої на ньому додатковою шайбою, на якій установлені напрямні штифти, з'єднання одного кінця кожної секторної планки формотвірної поверхні за допомогою тяг з керуючим кулачком механізму переміщення труби з композиційного матеріалу, установки на другому кінці кожної секторної планки кушка у формі сектора з отвором для проходження штифта, виконання приводного пала також у формі труби, що одним кінцем упирається в перший додатковий диск, установлений усередині вала власне оправки, на якому встановлений центровик, установки на другому кінці приводного вала другого додаткового диска з отвором, який за допомогою стрижня, що проходить уздовж осі приводного вала, з'єднаний із центровиком і власне оправкою, забезпечується новий технічний результат. Він полягає в тім, що при збільшенні довжини власне оправки й секторних планок, збільшення навантаження на приводний вал можна компенсувати збільшенням міцності й жорсткості приводного вала. При всіх достоїнствах технічного рішення описаного вище з'являється можливість істотно знизити вагу оправки в цілому й розширити функціональні можливості оправки в цілому. Поставлена задача вирішується тим, що у відомій оправці для безперервного намотування труб з композиційних матеріалів, що містить вал і секторні планки формотвірної поверхні, відповідно до корисної моделі, вал власне оправки виконаний у вигляді труби, на одному кінці якої встановлений перший додатковий диск із отвором, у якому проходить центровик, на іншому її кінці встановлені диск із закріпленою на ньому додатковою шайбою, на якій установлені напрямні штифти, один кінець кожної секторної планки формотвірної поверхні з допомогою тяг з'єднаний з керуючим кулачком механізму переміщення труби з композиційного матеріалу, на другому кінці кожної секторної планки встановлений кутик у формі сектора з отвором для проходження штифта, приводний вал виконаний також у формі труби, що одним кінцем упира 5 58461 ється в перший додатковий диск, установлений усередині вала власне оправки, на якому встановлений центровик, на другому кінці приводного вала встановлений другий додатковий диск із отвором, який за допомогою стрижня, що проходить уздовж осі приводного вала, з'єднаний із центровиком і власне оправкою. Як видно з викладу сутності технічного рішення, що заявляють, воно відрізняються від найближчого аналогу й, отже, є новим. Як було показано раніше, проблема створення надійної оправки, здатної забезпечувати тривалий цикл роботи пристроїв, має тривалу історію. Однак всі описані раніше технічні рішення, в остаточному підсумку привели до ускладнення оправок, збільшенню їхньої ваги, вартості й трудомісткості при виготовленні й обслуговуванні. Відомі рішення не виключають порушення режиму роботи оправок внаслідок недостатньої жорсткості конструкцій, що приводить до заклинювання секторних планок або груп секторних планок, або до інших більше складним і дорогим поломкам. Пропоноване технічне рішення принципово відрізняються від раніше відомих тим, що не використовує дорогі деталі, які в остаточному підсумку проблеми не вирішують, для того щоб виключити зсув секторних планок у напрямку перпендикулярному осі оправки, воно спрощує конструкцію, знижує вагу, підвищую жорсткість і надійність пристрою й істотно розширює функціональні можливості оправки. Пропоноване технічне рішення промислово застосовне, оскільки може бути виготовлено на звичайному встаткуванні й не вимагає складної дорогої техніки для обробки складних профілів секторних планок або суміжних з ними деталей. Фіг. 1 Власне оправка із приводним валом і приводними шестірнями. Фіг. 2 Оправка ( вид торця по А). Як правило, пропоновану оправку використовують у пристрої для безперервного намотування труб, що містить, як мінімум (Фіг. 1, Фіг. 2) приводний вал 1, виконаний у формі труби, установлений на опорах (на фіг. не показані). Один кінець приводного вала 1 через шестірню 2 з'єднаний із приводом (на фіг. також не показаний). Співвісно із приводним валом 1 установлений механізм переміщення груби з композиційного матеріалу, що 6 включає приводну шестірню 3, кулачок циліндричний 4 і тяги 5, які одним кінцем з'єднані із циліндричним кулачком 4, а другим із секторними планками 6 формотвірної поверхні. Співвісно із приводним валом 1 установлена також приводна шестірня 7 механізму 8 укладання захисної стрічки. Власне оправка містить трубчастий вал 9, який за допомогою центровика 10 з'єднаний із приводним валом 1. На другому кінці вала 9, виконаною у вигляді відрізка труби, установлений диск 11, який являється підставою закріпленої на ньому додаткової шайби 12. Шайба 12 і за допомогою настановних болтів 13 закріплена на лиску 11. На шайбі 12 установлені напрямні штифти 14, кількість яких відповідає кількості секторних планок 6. Кожна секторна планка 6 одним кінцем з'єднана з тягою 5, а на другому кінці секторних планок 6 установлені кутики 15 у формі секторів, у яких виконані отвори, що відповідають напрямним штифтам 14. Центровик 10 установлений у власне оправці за допомогою першого додаткового диска 16, що встановлений усередині трубчастої оправки 9. У перший додатковий диск 16 упирається один кінець приводного вала 1. На іншому кінці приводного вала 1 установлений другий додатковий диск 17 з отвором. Центровик 10 і другий додатковий диск 17 з'єднані стрижнем 18. Пристрій працює в такий спосіб. Обертання від привода передається на зубчасті колеса 2, 3 і 7, забезпечуючи задане обертання приводного вала 1 із власне оправкою, синхронне переміщення тяг 5 і секторних планок 6, а також роботу пристрою захисту секторних планок 8. При цьому один кінець кожної секторної планки 6 взаємодіє із циліндричним кулачком 4, що забезпечує послідовне переміщення секторних планок у напрямку сходу труби й назад. Другий кінець секторних планок 6 за допомогою кутиків 15 взаємодіє зі штифтами 14, що забезпечує жорсткість і надійність конструкції в цілому. Додаткову жорсткість і надійність оправки в цілому надає стрижень 18. У таблиці 1, наведеної нижче, показаний перелік типорозмірів склопластикових труб, виготовлених за допомогою технічних рішень, що заявляють. У таблиці 2 показані номенклатурні показники установок, що використовують технічні рішення, що заявляють. Таблиця 1 1 2 3 4 5 6 7 Діаметр оправки d, Довжина секторної частини, мм Іраб, мм 20,00 1050,00 37,00 1170,00 100,00 1950,00 150,00 2440,00 300,00 2440,00 500,00 2440,00 1000,00 2440,00 Конструктивна продуктивпримітка ність, Q, м/год. до 5,0 Q залежить від типу сполучного і конструдо 9,0 кції стінки труби до 24,0 до 45,0 до 45,0 до 25,0 до 12,0 7 58461 8 Таблиця 2 Номенклатура показників Середній наробіток на відмову, годину Установлений безвідмовний наробіток Установлений ресурс до капітального ремонту Середній час відновлення працездатного стану Повний середній термін служби Як видно з опису конкретної оправки і таблиць, пропоноване технічне рішення забезпечує виготовлення труб з композиційних матеріалів діаметром від _20,00 мм до 1000,00 мм., а номенклатура по Комп’ютерна верстка Д. Шеверун Не менш, година 120 60 14000 12 7 років казників свідчить про високу надійність пристроїв, виконаних на основі технічних рішень, що заявляють. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for continuous winding tubes made of composite materials
Автори англійськоюDaniltsev Volodymyr Hryhorovych, Daniltsev Viktor Volodymyrovych
Назва патенту російськоюОправка для непрерывной намотки труб из композиционных материалов
Автори російськоюДанильцев Владимир Григорьевич, Данильцев Виктор Владимирович
МПК / Мітки
МПК: B29C 33/76, B29C 53/00, B29D 23/00
Мітки: намотування, матеріалів, безперервного, композиційних, оправка, труб
Код посилання
<a href="https://ua.patents.su/4-58461-opravka-dlya-bezperervnogo-namotuvannya-trub-z-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Оправка для безперервного намотування труб з композиційних матеріалів</a>
Спосіб виготовлення складнопрофільних неосесиметричних виробів з композиційних матеріалів методом безперервного намотування
Номер патенту: 47150
Опубліковано: 25.01.2010
Автори: Могильний Геннадій Анатолійович, Поліщук Руслан Васильович, Кірєєв Ігор Юлійович
МПК: B64F 5/00, B32B 33/00, B64C 3/00
Мітки: виготовлення, матеріалів, неосесиметричних, виробів, безперервного, намотування, композиційних, складнопрофільних, методом, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів зі складним профілем з композиційних матеріалів методом безперервного намотування, що полягає в багатоциклічному намотуванні матеріалу на оправку, що обертається по комбінованій траєкторії, який відрізняється тим, що оправка має наскрізний проріз, відкритий на кінцевій частині, а матеріал укладають від кореневої частини оправки до кінцевої по комбінованій траєкторії, де в кожному циклі намотування до...
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів
Номер патенту: 51684
Опубліковано: 16.12.2002
Автори: Шилов Валерій Павлович, Веремеєнко Ігор Степанович, Точілін Іван Лазаревич
МПК: B29C 53/00, F16C 33/00, B29C 44/00
Мітки: виготовлення, втулок, підшипників, композиційних, матеріалів, оправка, ковзання
Формула / Реферат:
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів, що містить корпус, утворений з окремих секцій, яка відрізняється тим, що секції виконані у вигляді сегментів та розміщених між останніми вставок і з’єднані у одне ціле за допомогою фланців та кріпильних елементів, при цьому стики секцій виконані поздовжніми уздовж осі оправки.
Верстат для спірального намотування виробів з композиційних матеріалів
Номер патенту: 70150
Опубліковано: 15.09.2004
Автори: Семенов Лев Петрович, Желтов Павло Миколайович, Малий Микола Андрійович, Заворітько Іван Євсійович
МПК: B29C 53/00, B29D 23/00
Мітки: намотування, матеріалів, спірального, виробів, верстат, композиційних
Формула / Реферат:
Верстат для спірального намотування виробів з композиційних матеріалів, що містить станину, оправку, яка оперта на шпиндельну та задню бабки, супорт з рухомим у поперечному напрямі до осі оправки столом, на якому розміщені просочувально-формуючий тракт та розкладаючий ролик, шпулярник, блок програмного управління, який забезпечує синхронізацію усіх рухів, який відрізняється тим, що супорт та шпулярник встановлені стаціонарно, а шпиндельна та...
Різьбове з’єднання труб з полімерних композиційних матеріалів
Номер патенту: 25205
Опубліковано: 30.10.1998
Автори: Гуменюк Сергій Богданович, Копей Богдан Володимирович, Кіндрачук Сергій Мирославович
МПК: F16L 47/00
Мітки: полімерних, композиційних, з'єднання, труб, матеріалів, різьбове
Формула / Реферат:
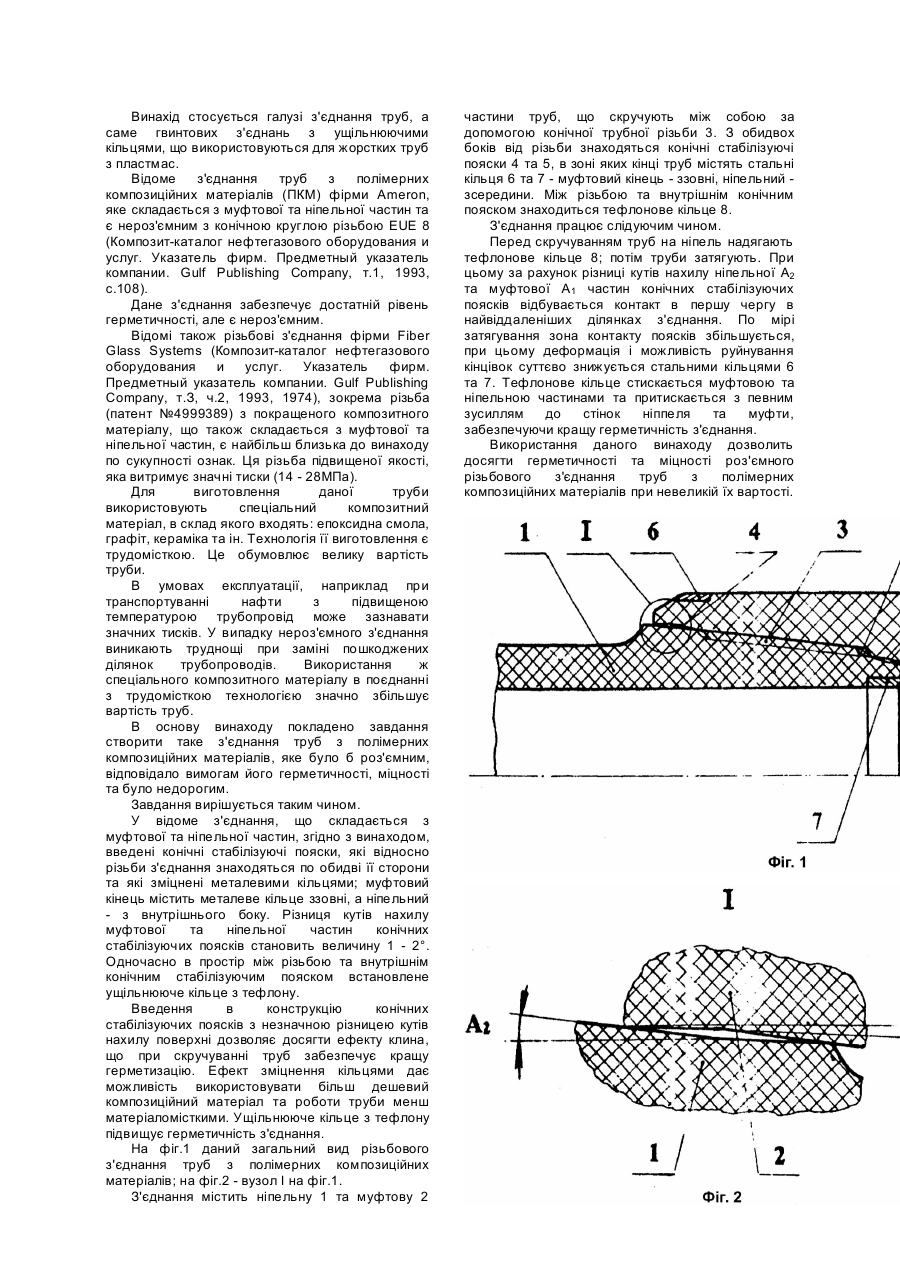
Різьбове з'єднання труб з полімерних композиційних матеріалів, що містить муфтову та ніпельну частини труб з полімерних композиційних матеріалів, сполучених між собою за допомогою конічної різьби, яке відрізняється тим, що містить додатково внутрішній та зовнішній конічні стабілізуючі пояски, зміцнені стальними кільцями, а між внутрішнім пояском та різьбою встановлене ущільнююче кільце з тефлону.
Оправка для волочіння труб
Номер патенту: 22395
Опубліковано: 25.04.2007
Автори: Петрусенко Леонід Олександрович, Живцов Сергій Павлович, Чуманов Геннадій Миколайович
МПК: B21C 3/16
Мітки: оправка, труб, волочіння
Формула / Реферат:
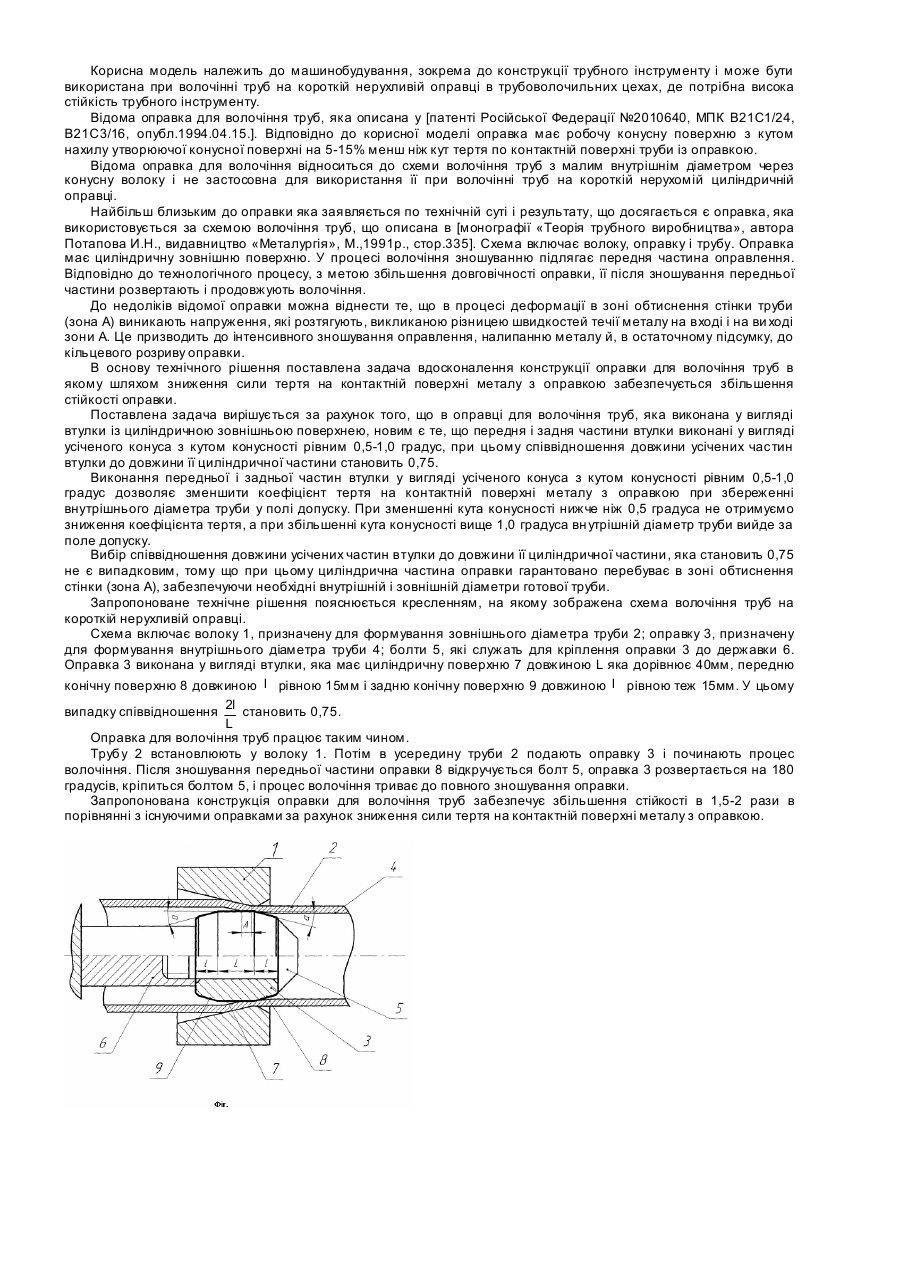
Оправка для волочіння труб, яка виконана у вигляді втулки із циліндричною зовнішньою поверхнею, яка відрізняється тим, що передня і задня частини втулки виконані у вигляді зрізаного конуса з кутом конусності, що дорівнює 0,5-1,0 градусу, при цьому співвідношення довжини зрізаних частин втулки і довжини її циліндричної частини становить 0,75.