Оправка для волочіння труб
Номер патенту: 22395
Опубліковано: 25.04.2007
Автори: Петрусенко Леонід Олександрович, Чуманов Геннадій Миколайович, Живцов Сергій Павлович
Завантажити PDF файл.
Формула / Реферат
Оправка для волочіння труб, яка виконана у вигляді втулки із циліндричною зовнішньою поверхнею, яка відрізняється тим, що передня і задня частини втулки виконані у вигляді зрізаного конуса з кутом конусності, що дорівнює 0,5-1,0 градусу, при цьому співвідношення довжини зрізаних частин втулки і довжини її циліндричної частини становить 0,75.
Текст
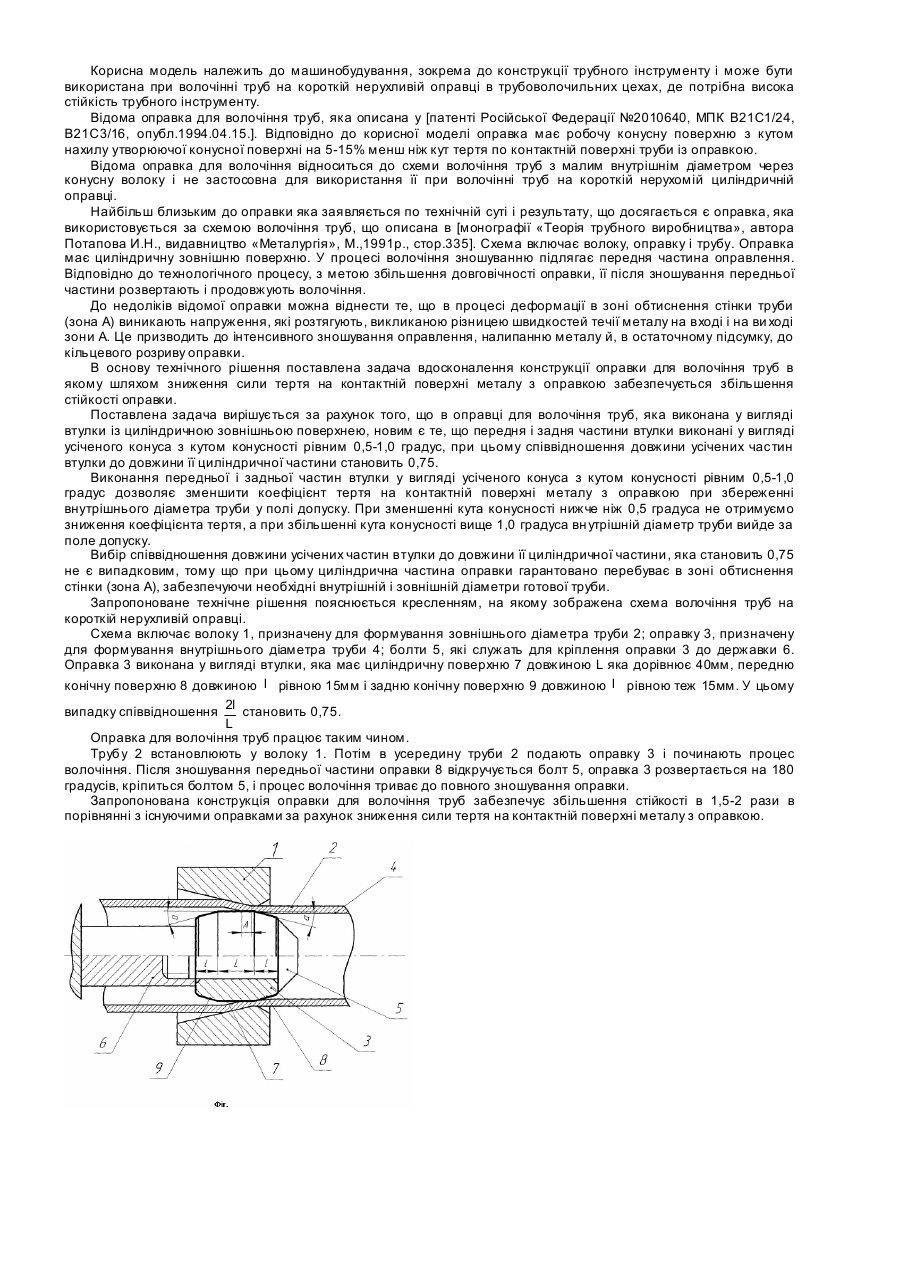
Корисна модель належить до машинобудування, зокрема до конструкції трубного інструменту і може бути використана при волочінні труб на короткій нерухливій оправці в трубоволочильних цехах, де потрібна висока стійкість трубного інструменту. Відома оправка для волочіння труб, яка описана у [патенті Російської Федерації №2010640, МПК В21С1/24, В21С3/16, опубл.1994.04.15.]. Відповідно до корисної моделі оправка має робочу конусну поверхню з кутом нахилу утворюючої конусної поверхні на 5-15% менш ніж кут тертя по контактній поверхні труби із оправкою. Відома оправка для волочіння відноситься до схеми волочіння труб з малим внутрішнім діаметром через конусну волоку і не застосовна для використання її при волочінні труб на короткій нерухомій циліндричній оправці. Найбільш близьким до оправки яка заявляється по технічній суті і результату, що досягається є оправка, яка використовується за схемою волочіння труб, що описана в [монографії «Теорія трубного виробництва», автора Потапова И.Н., видавництво «Металургія», М.,1991р., стор.335]. Схема включає волоку, оправку і трубу. Оправка має циліндричну зовнішню поверхню. У процесі волочіння зношуванню підлягає передня частина оправлення. Відповідно до технологічного процесу, з метою збільшення довговічності оправки, її після зношування передньої частини розвертають і продовжують волочіння. До недоліків відомої оправки можна віднести те, що в процесі деформації в зоні обтиснення стінки труби (зона А) виникають напруження, які розтягують, викликаною різницею швидкостей течії металу на вході і на ви ході зони А. Це призводить до інтенсивного зношування оправлення, налипанню металу й, в остаточному підсумку, до кільцевого розриву оправки. В основу технічного рішення поставлена задача вдосконалення конструкції оправки для волочіння труб в якому шляхом зниження сили тертя на контактній поверхні металу з оправкою забезпечується збільшення стійкості оправки. Поставлена задача вирішується за рахунок того, що в оправці для волочіння труб, яка виконана у вигляді втулки із циліндричною зовнішньою поверхнею, новим є те, що передня і задня частини втулки виконані у вигляді усіченого конуса з кутом конусності рівним 0,5-1,0 градус, при цьому співвідношення довжини усічених частин втулки до довжини її циліндричної частини становить 0,75. Виконання передньої і задньої частин втулки у вигляді усіченого конуса з кутом конусності рівним 0,5-1,0 градус дозволяє зменшити коефіцієнт тертя на контактній поверхні металу з оправкою при збереженні внутрішнього діаметра труби у полі допуску. При зменшенні кута конусності нижче ніж 0,5 градуса не отримуємо зниження коефіцієнта тертя, а при збільшенні кута конусності вище 1,0 градуса вн утрішній діаметр труби вийде за поле допуску. Вибір співвідношення довжини усічених частин втулки до довжини її циліндричної частини, яка становить 0,75 не є випадковим, тому що при цьому циліндрична частина оправки гарантовано перебуває в зоні обтиснення стінки (зона А), забезпечуючи необхідні внутрішній і зовнішній діаметри готової труби. Запропоноване технічне рішення пояснюється кресленням, на якому зображена схема волочіння труб на короткій нерухливій оправці. Схема включає волоку 1, призначену для формування зовнішнього діаметра труби 2; оправку 3, призначену для формування внутрішнього діаметра труби 4; болти 5, які служать для кріплення оправки 3 до державки 6. Оправка 3 виконана у вигляді втулки, яка має циліндричну поверхню 7 довжиною L яка дорівнює 40мм, передню конічну поверхню 8 довжиною l рівною 15мм і задню конічну поверхню 9 довжиною l рівною теж 15мм. У цьому випадку співвідношення 2l становить 0,75. L Оправка для волочіння труб працює таким чином. Трубу 2 встановлюють у волоку 1. Потім в усередину труби 2 подають оправку 3 і починають процес волочіння. Після зношування передньої частини оправки 8 відкручується болт 5, оправка 3 розвертається на 180 градусів, кріпиться болтом 5, і процес волочіння триває до повного зношування оправки. Запропонована конструкція оправки для волочіння труб забезпечує збільшення стійкості в 1,5-2 рази в порівнянні з існуючими оправками за рахунок зниження сили тертя на контактній поверхні металу з оправкою.
ДивитисяДодаткова інформація
Назва патенту англійськоюMount for pipes drawing
Автори англійськоюPetrusenko Leonid Oleksandrovych, Zhyvtsov Serhii Pavlovych
Назва патенту російськоюОправка для волочения труб
Автори російськоюПетрусенко Леонид Александрович, Живцов Сергей Павлович
МПК / Мітки
МПК: B21C 3/16
Мітки: волочіння, оправка, труб
Код посилання
<a href="https://ua.patents.su/1-22395-opravka-dlya-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Оправка для волочіння труб</a>
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Сидоренко Валентин Костянтинович, Швець Геннадій Михайлович, Іванов Ігор Павлович, Півник Юрій Вікторович, Журба Олександр Савельович, Радовинський Юрій Леонідович, Перевалова Еліна Володимировна, Ісерсон Ігор Саулович, Баскелович Віктор Зіновьович, Губа Володимир Михайлович
МПК: B21B 25/00, B21C 3/16
Мітки: волочіння, труб, оправка
Формула / Реферат:
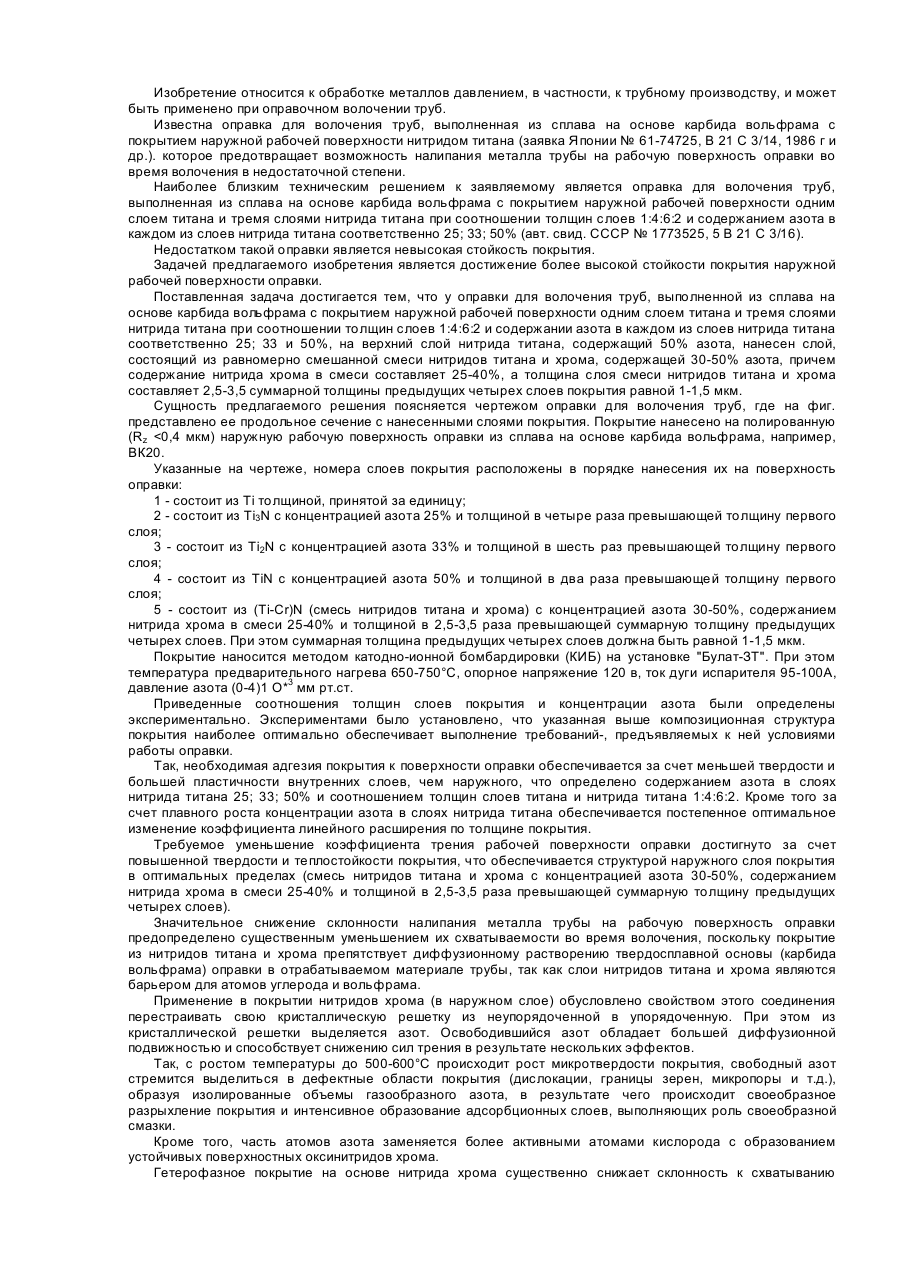
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Оправка для волочіння труб
Номер патенту: 19597
Опубліковано: 25.12.1997
Автори: Аронович Анатолій Володимирович, Лісовський Олександр Олександрович, Шумейко Анатолій Олексійович, Савченко Олег Миколайович, Носар Валентина Дмитрівна, Панченко Андрій Володимирович, Лозовий Віктор Іванович, Островський Ігор Петрович, Петренко Сергій Володимирович, Кореняк Юрій Костантинович, Чуб Анатолій Васильович, Сизоненко Григорій Олександрович
МПК: B21C 3/16
Мітки: волочіння, оправка, труб
Формула / Реферат:
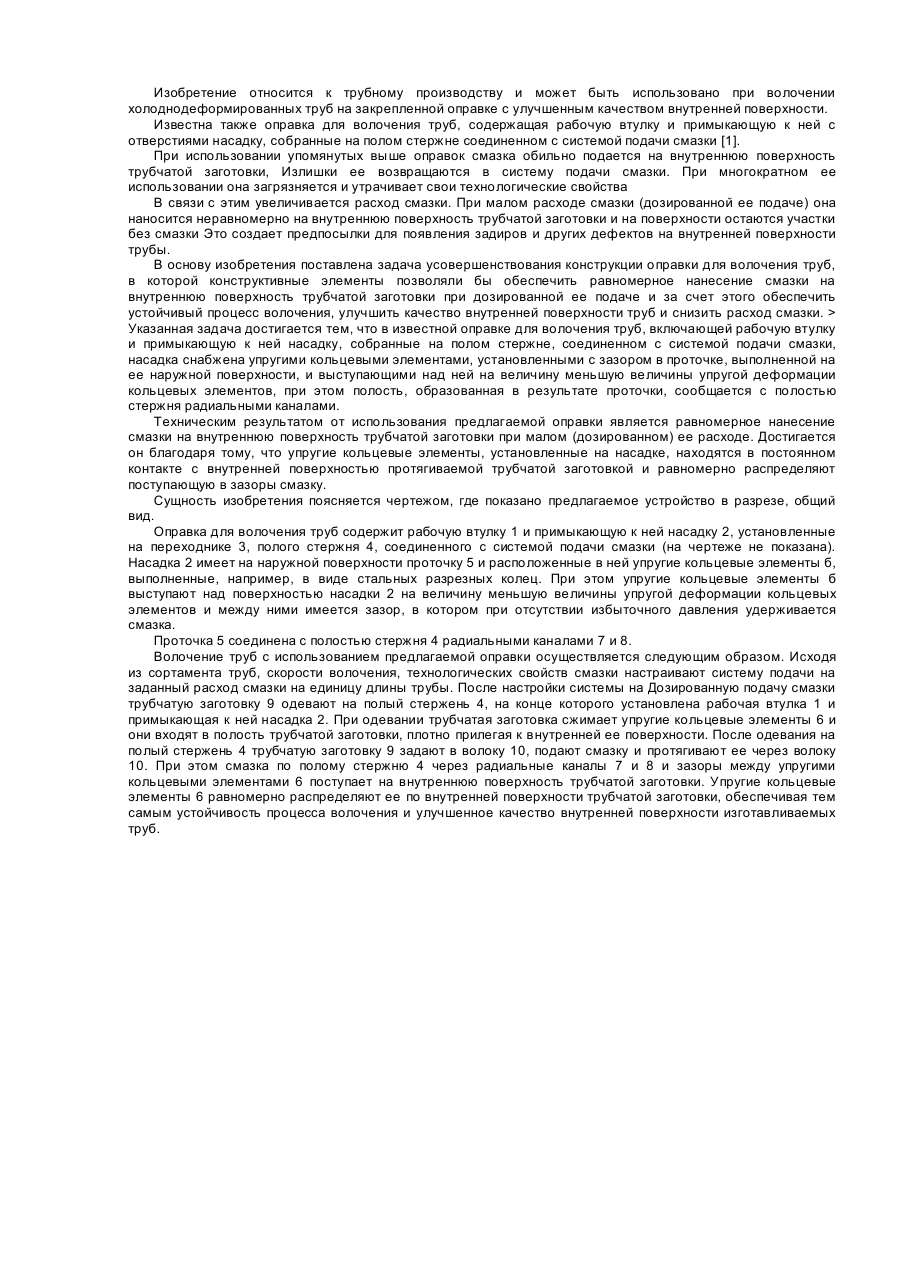
Оправка для волочения труб, включающая рабочую втулку и примыкающую к ней насадку, собранные на полом стержне, соединенном с системой подачи смазки, отличающаяся тем, что насадка снабжена упругими кольцевыми элементами, установленными с зазором в проточке, выполненной на ее наружной поверхности, и выступающими над ней на величину, меньшую величины упругой деформации кольцевых элементов, при этом полость, образованная в результате проточки,...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Спосіб волочіння труб
Номер патенту: 72672
Опубліковано: 15.03.2005
Автори: Гармашев Денис Юрійович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Шифрін Євген Ісайович, Чукмасов Сергій Олександрович
Мітки: спосіб, волочіння, труб
Формула / Реферат:
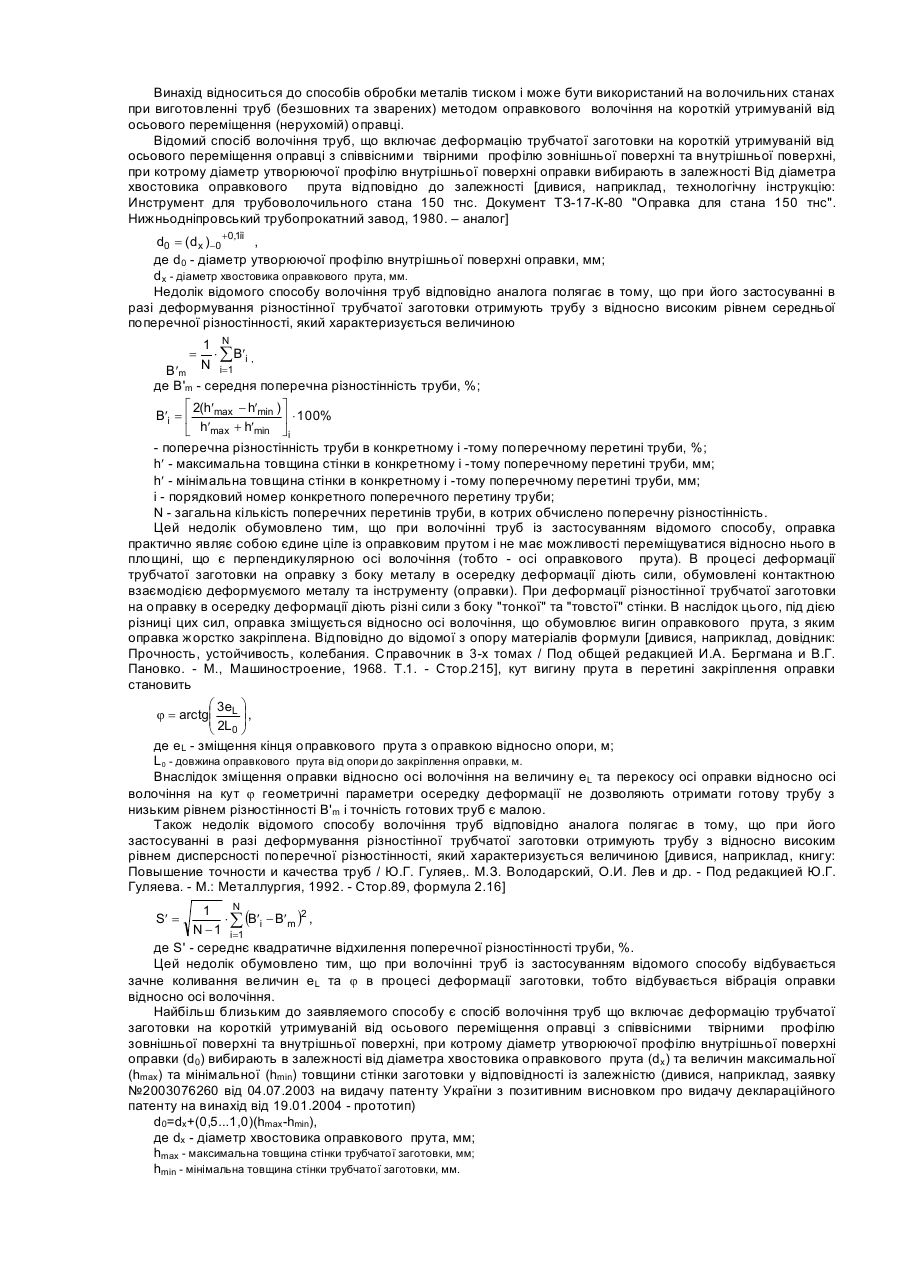
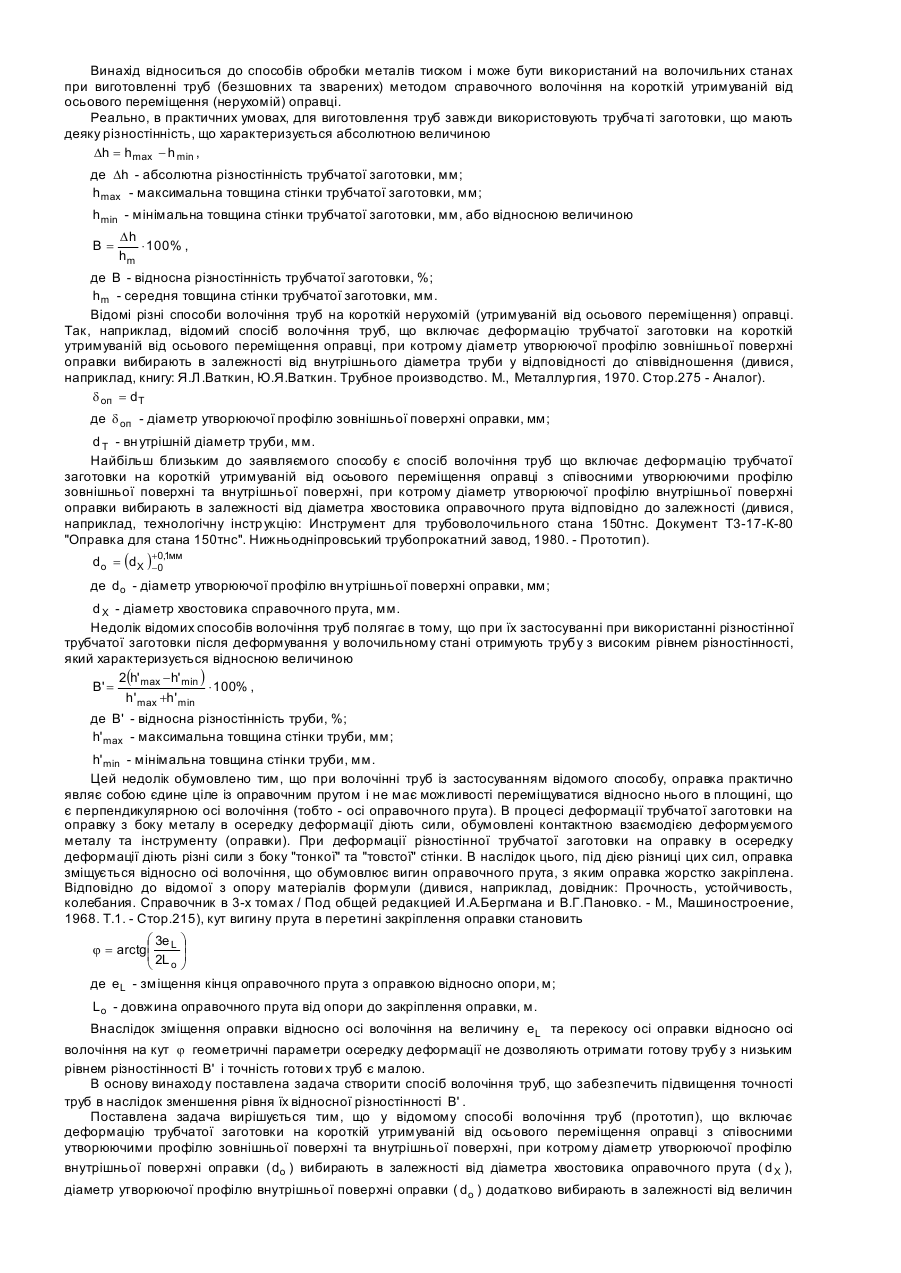
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при якому діаметр твірної профілю внутрішньої поверхні оправки (d0) вибирають залежно від діаметра хвостовика оправкового прута таким чином, що діаметр твірної профілю внутрішньої поверхні оправки є більшим, ніж діаметр хвостовика оправкового...
Спосіб волочіння труб
Номер патенту: 65946
Опубліковано: 15.04.2004
Автори: Шифрін Євген Ісайович, Гуляєв Юрій Геннадійович, Гуляєв Євген Геннадійович, Гармашев Денис Юрійович, Друян Володимир Михайлович, Сьомічев Андрій Вікторович, Чукмасов Сергій Олександрович, Козловський Альфред Іванович
МПК: B21C 1/00
Мітки: волочіння, спосіб, труб
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр твірної профілю внутрішньої поверхні оправки вибирають залежно від діаметра хвостовика оправочного прута, який відрізняється тим, що діаметр твірної профілю внутрішньої поверхні оправки додатково вибирають залежно від величин...
Попередній патент: Контрольний пристрій для заміру параметрів корпусних деталей
Наступний патент: Спосіб розщеплення автодермотрансплантата
Випадковий патент: Пристрій для вимірювання амплітудних і фазових флюктуацій та нестабільності частоти