Спосіб одержання багатошарового плівкового полімерного матеріалу

Формула / Реферат
1. Спосіб одержання багатошарового плівкового полімерного матеріалу сумісною екструзією декількох розплавів полімерів, подальшою термомеханічною обробкою утвореного з'єднаними шарами полімерів листа, внутрішню частину якого виготовляють з полістиролу, розміщеного між двома шарами суміші полістиролу та стиролбутадієнового співполімеру, який відрізняється тим, що додатково в процесі екструзії на зовнішні поверхні листа наносять шари поліолефіну або поліефіру.
2. Спосіб одержання багатошарового плівкового полімерного матеріалу за п. 1, який відрізняється тим, що в шарах суміші стиролбутадієнового співполімеру з полістиролом забезпечують вміст 1-30% стиролу і 3-70% бутадієну від загальної маси шару.
3. Спосіб одержання багатошарового плівкового полімерного матеріалу за п. 1 або 2, який відрізняється тим, що як поліолефін або поліефір в зовнішніх шарах матеріалу використовують поліпропілен, поліетилен високої густини, лінійний поліетилен низької або середньої густини, металоценовий лінійний поліетилен низької або середньої густини, поліетилентерефталат, аморфний співполімер поліетилентерефталату.
4. Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп. 1-3, який відрізняється тим, що до внутрішнього і/або проміжніх шарів матеріалу вводять мінеральний наповнювач у кількості 5-70% від маси шару.
5. Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп. 1-4, який відрізняється тим, що до внутрішнього і/або проміжних шарів матеріалу додатково вводять барвник у кількості 0,5-25% від маси шару.
6. Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп. 1-5, який відрізняється тим, що до одного або двох зовнішніх шарів матеріалу додатково вводять барвник у кількості 0,5-25% від маси шару.
7. Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп. 1-6, який відрізняється тим, що до складу одного або декількох шарів матеріалу вводять відомі антиблокуючі і/або антифрикційні, і/або антистатичні домішки у кількості 0,1-10% від маси цих шарів.
Текст
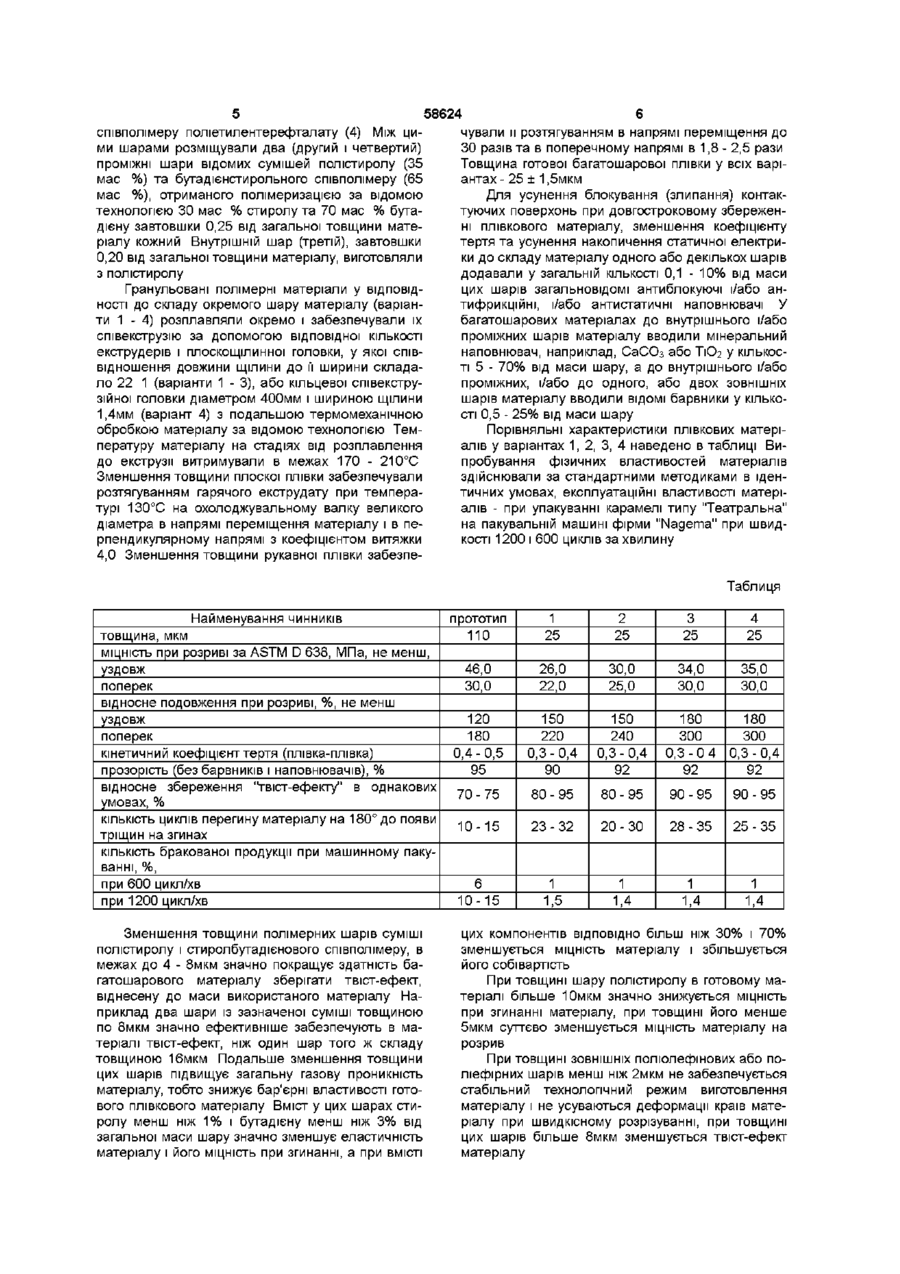
1 Спосіб одержання багатошарового плівкового полімерного матеріалу сумісною екструзією декількох розплавів полімерів, подальшою термомеханічною обробкою утвореного з'єднаними шарами полімерів листа, внутрішню частину якого виготовляють з полістиролу, розміщеного між двома шарами суміші полістиролу та стиролбутадієнового співполімеру, який відрізняється тим, що додатково в процесі екструзії на ЗОВНІШНІ поверхні листа наносять шари полюлефіну або поліефіру 2 Спосіб одержання багатошарового плівкового полімерного матеріалу за п 1, який відрізняється тим, що в шарах суміші стиролбутадієнового співполімеру з полістиролом забезпечують вміст 130% стиролу і 3-70% бутадієну від загальної маси шару 3 Спосіб одержання багатошарового плівкового полімерного матеріалу за п 1 або 2, який відрізняється тим, що як полюлефін або поліефір в ЗОВНІШНІХ шарах матеріалу використовують поліпропілен, поліетилен високої густини, ЛІНІЙНИЙ поліетилен низької або середньої густини, металоценовий ЛІНІЙНИЙ поліетилен низької або середньої густини, поліетилентерефталат, аморфний співполімер поліетилентерефталату 4 Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп 1-3, який відрізняється тим, що до внутрішнього і/або проМІЖНІХ шарів матеріалу вводять мінеральний наповнювач у КІЛЬКОСТІ 5-70% від маси шару 5 Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп 1-4, який відрізняється тим, що до внутрішнього і/або проміжних шарів матеріалу додатково вводять барвник у КІЛЬКОСТІ 0,5-25% від маси шару 6 Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп 1-5, який відрізняється тим, що до одного або двох ЗОВНІШНІХ шарів матеріалу додатково вводять барвник у КІЛЬКОСТІ 0,5-25% від маси шару 7 Спосіб одержання багатошарового плівкового полімерного матеріалу за будь-яким з пп 1-6, який відрізняється тим, що до складу одного або декількох шарів матеріалу вводять ВІДОМІ антиблокуючі і/або антифрикційні, і/або антистатичні домішки у КІЛЬКОСТІ 0,1-10% від маси цих шарів О (О 00 ю Винахід відноситься до технології одержання плівкових полімерних матеріалів із спеціальними механічними властивостями, які може бути використано в харчовій та переробних галузях промисловості Значну КІЛЬКІСТЬ дрібних штучних харчових продуктів, наприклад, цукерки, карамель, льодяники, шоколадні вироби пакують на відомих швидкісних (до 1200 операцій за хвилину) автоматах у плівкову обгортку Автомати відрізають від рулону плівки, що постійно переміщується, окремі блоки плівкового матеріалу, загортають в них штучний продукт і відкриті КІНЦІ скручених блоків пакунка заправляють "у носок" (цукерки типу "Білочка", "Ананасні" тощо) або "вперекрутку" (більшість карамелей) без зварювання і використання клею Увесь цикл цієї операції може тривати 0,05 секунди, тому обов'язковими вимогами до пакувального матеріалу є достатні жорсткість і МІЦНІСТЬ на розрив, а також відсутність деформації, надривів і тріщин у містах швидкісного розрізування плівки Крім того, матеріал повинен мати обмежену проникність (насамперед, стосовно кисню та вологи), обмежену дифузію елементів полімеру в продукт, 58624 що довгостроково контактує з полімерним матеріалом (наявність дозволу компетентних державних органів охорони здоров'я на контакт матеріалу з ВІДПОВІДНИМИ харчовими продуктами), та довгостроково зберігати залишкову деформацію згину складку (заправка "у носок") або скручування твіст-ефект (заправка "вперекрутку") Саме остання властивість матеріалу є необхідною для використання його при пакуванні без зварювання і склеювання Звичайні полімерні матеріали на основі целофану, ефірів целюлози, полюлефінів, поліамідів, полімерів амілового ряду тощо, які мають високі ГІГІЄНІЧНІ властивості і використовуються для упаковки харчових породуктів [патент США № 4528234, кл В 32 В 15/08, 1985, патент США № 4579696, кл В 29 С 35/10, 1986, патент США № 4753700, кл 264-514, 1988, Шредер В Л , Кулик Н В Мир Упаковки, К 5(13), 2000, ст 18 - 21], внаслідок недостатніх механічних властивостей рідко використовуються для пакування продуктів без застосування зварювання і склеювання Плівка для пакування харчових продуктів із модифікованого полюлефіну [патент США № 5128183, кл В 29 D 22/00] забезпечує добре виражений твіст-ефект Відомий матеріал отримують екструзією розплаву ізотактичного поліпропілену, модифікованого співполімером етилену з пропіленом і прозорою аморфною смолою, що має низьку молекулярну вагу, наприклад, сосновою, охолодженням, витягуванням з біаксіальною орієнтацією структури плівки та и термофіксацією Однак, при швидкісному розрізуванні плівкових матеріалів на полюлефіновій основі свіжоутворені краї не є вільними від деформації і надривів, що обмежує швидкість переміщення і оброблення пакувальної стрічки, тобто знижує надійність роботи швидкісних пакувальних машин, в яких цей матеріал використовується Один полімер при виготовленні плівкового пакувального матеріалу нерідко не забезпечує останньому потрібного комплексу специфічних властивостей, що зумовило необхідність освоєння технологій виготовлення багатошарових полімерних плівок із різним складом й термомеханічними властивостями матеріалів окремих шарів Для забезпечення такого комплексу властивостей товщина окремих шарів у готовому матеріалі може не перевищувати 0,0001мм [Полимерные смеси, під ред Д Пола та С Ньюмена, Вид "Мир", М 1981, т 2, ст 140-177] Добре виражений твіст-ефект забезпечують КОМПОЗИЦІЙНІ шаруваті плівки, що вміщують крім полімерних шарів ще й металеву фольгу або воскований чи парафінований папір [патент Великобританії № 1535982, кл В 5 В, 1978] Технологія виробництва таких матеріалів трудомістка, а виготовлені за зазначеною технологією матеріали мають високу собівартість Найбільш близьким рішенням до винаходу, що заявляється, за сукупністю ознак і технічним результатом є спосіб одержання багатошарового плівкового полімерного матеріалу сумісною екструзією розплавів полімерів, поєднанням окремих шарів у один лист з подальшою його термомеханічною обробкою, що включає біаксіальну структур ну орієнтацію матеріалу, в якому шари полістиролу в гарячому стані з'єднують з шарами суміші полістиролу та стиролбутадієнового співполімеру при КІЛЬКОСТІ співполімеру в суміші 5 - 80 мас % [патент США №4835041, кл 428/215,1989] Одержаний за відомим способом полімерний 3-, 5- або 7- шаровий плівковий матеріал з внутрішнім шаром з полістиролу або полімерної суміші добре зварюється із забезпеченням герметичності шва, має високі показники прозорості, МІЦНОСТІ на розрив, здатності збереження залишкової деформації скручування та ГІГІЄНІЧНОСТІ В контакті з харчовими продуктами Недоліком матеріалу, одержаного за відомим способом, є утрудненість одержання плівок товщиною менш ніж ЮОмкм з забезпеченням достатньої їх МІЦНОСТІ на згинання (матеріал при товщині ЮОмкм витримує без розтріскування не більш як 10 - 15 перегинів на 180°) та наявність тріщин і деформацій на краях матеріалу при його швидкісному машинному розрізуванні При пакуванні ж дрібних харчових продуктів використання матеріалу товщиною більше ніж 50мкм нерідко є нераціональною витратою сировини, з якої виготовлено матеріал Завданням винаходу є розробка такого способу одержання полімерного плівкового багатошарового матеріалу шляхом підбору його складу і термомеханічної обробки, який забезпечував би достатню МІЦНІСТЬ на згинання матеріалу при товщині його менш ніж ЮОмкм і був би вільним від розтріскування і деформацій на краях при швидкісному розрізуванні Поставлене завдання у заявленому способі вирішується тим, що багатошаровий плівковий полімерний матеріал отримують сумісною екструзією декількох розплавів полімерів з подальшою термомеханічною обробкою утвореного з'єднаними шарами полімерів листа або рукава, внутрішню частину якого виготовляють з полістиролу, розміщеного між двома шарами суміші полістиролу та стиролбутадієнового співполімеру, при загальній КІЛЬКОСТІ в шарі сумішей 1 - 30% стиролу і 3 - 70% бутадієну від загальної маси шару, а два ЗОВНІШНІ шари з полюлефіну або поліефіру Термомеханічна обробка екструдованого багатошарового листа або рукава включає охолодження, розтягування їх у напрямі переміщення на лінії виготовлення і в поперечному напрямі, термофіксацію матеріалу за відомими технологіями У ЗОВНІШНІХ шарах матеріалу може бути використано, наприклад, поліпропілен, поліетилен високої густини, ЛІНІЙНИЙ поліетилен низької або середньої густини, металоценовий ЛІНІЙНИЙ поліетилен низької або середньої густини, поліетилентерефталат, аморфний співполімер поліетилентерефталату Плівковий полімерний матеріал одержували таким чином Приклад ЗОВНІШНІ (перший і п'ятий) шари матеріалу завтовшки 0,15 від загальної товщини матеріалу, виготовляли з ГІГІЄНІЧНОГО по відношенню до харчових продуктів поліпропілену (1), ЛІНІЙНОГО поліетилену низької густини (2), металоценового ЛІНІЙНОГО поліетилену низької густини (3) та аморфного співполімеру поліетилентерефталату (4) Між цими шарами розміщували два (другий і четвертий) проміжні шари відомих сумішей полістиролу (35 мас %) та бутадієнстирольного співполімеру (65 мас %), отриманого полімеризацією за відомою технологією ЗО мас % стиролу та 70 мас % бутадієну завтовшки 0,25 від загальної товщини матеріалу кожний Внутрішній шар (третій), завтовшки 0,20 від загальної товщини матеріалу, виготовляли з полістиролу Гранульовані полімерні матеріали у ВІДПОВІДНОСТІ до складу окремого шару матеріалу (варіанти 1 - 4) розплавляли окремо і забезпечували їх співекструзію за допомогою відповідної КІЛЬКОСТІ екструдерів і плоскощілинної головки, у якої співвідношення довжини щілини до її ширини складало 22 1 (варіанти 1 - 3), або кільцевої співекструзійної головки діаметром 400мм і шириною щілини 1,4мм (варіант 4) з подальшою термомеханічною обробкою матеріалу за відомою технологією Температуру матеріалу на стадіях від розплавлення до екструзії витримували в межах 170 - 210°С Зменшення товщини плоскої плівки забезпечували розтягуванням гарячого екструдату при температурі 130°С на охолоджувальному валку великого діаметра в напрямі переміщення матеріалу і в перпендикулярному напрямі з коефіцієнтом витяжки 4,0 Зменшення товщини рукавної плівки забезпе 58624 чували и розтягуванням в напрямі переміщення до ЗО разів та в поперечному напрямі в 1,8 - 2,5 рази Товщина готової багатошарової плівки у всіх варіантах - 25 ± 1,5мкм Для усунення блокування (злипання) контактуючих поверхонь при довгостроковому збереженні плівкового матеріалу, зменшення коефіцієнту тертя та усунення накопичення статичної електрики до складу матеріалу одного або декількох шарів додавали у загальній КІЛЬКОСТІ 0,1 - 10% від маси цих шарів загальновідомі антиблокуючі і/або антифрикційні, і/або антистатичні наповнювачі У багатошарових матеріалах до внутрішнього і/або проміжних шарів матеріалу вводили мінеральний наповнювач, наприклад, СаСОз або ТіОг у КІЛЬКОСТІ 5 - 70% від маси шару, а до внутрішнього і/або проміжних, і/або до одного, або двох ЗОВНІШНІХ шарів матеріалу вводили ВІДОМІ барвники у КІЛЬКОСТІ 0,5 - 25% від маси шару Порівняльні характеристики плівкових матеріалів у варіантах 1, 2, 3, 4 наведено в таблиці Випробування фізичних властивостей матеріалів здійснювали за стандартними методиками в ідентичних умовах, експлуатаційні властивості матеріалів - при упакуванні карамелі типу "Театральна" на пакувальній машині фірми "Nagema" при швидкості 1200 і 600 циклів за хвилину Таблиця Найменування чинників прототип товщина, мкм 110 МІЦНІСТЬ при розриві за ASTM D 638, МПа, не менш, уздовж 46,0 поперек 30,0 відносне подовження при розриві, %, не менш уздовж 120 поперек 180 кінетичний коефіцієнт тертя (плівка-плівка) 0,4-0,5 прозорість (без барвників і наповнювачів), % 95 відносне збереження "твіст-ефекту" в однакових 70-75 умовах, % КІЛЬКІСТЬ циклів перегину матеріалу на 180° до появи 10-15 тріщин на згинах КІЛЬКІСТЬ бракованої продукції при машинному пакуванні, %, при 600 цикл/хв 6 при 1200 цикл/хв 10-15 Зменшення товщини полімерних шарів суміші полістиролу і стиролбутадієнового співполімеру, в межах до 4 - 8мкм значно покращує здатність багатошарового матеріалу зберігати твіст-ефект, віднесену до маси використаного матеріалу Наприклад два шари із зазначеної суміші товщиною по 8мкм значно ефективніше забезпечують в матеріалі твіст-ефект, ніж один шар того ж складу товщиною 16мкм Подальше зменшення товщини цих шарів підвищує загальну газову проникність матеріалу, тобто знижує бар'єрні властивості готового плівкового матеріалу Вміст у цих шарах стиролу менш ніж 1% і бутадієну менш ніж 3% від загальної маси шару значно зменшує еластичність матеріалу і його МІЦНІСТЬ при згинанні, а при ВМІСТІ 1 25 2 25 3 25 4 25 26,0 22,0 30,0 25,0 34,0 30,0 35,0 30,0 150 220 0,3-0,4 90 150 240 0,3-0,4 92 180 300 0,3-04 92 180 300 0,3-0,4 92 80-95 80-95 90-95 90-95 23-32 20-30 28-35 25-35 1 1,5 1 1,4 1 1,4 1 1,4 цих компонентів ВІДПОВІДНО більш ніж 30% і 70% зменшується МІЦНІСТЬ матеріалу і збільшується його собівартість При товщині шару полістиролу в готовому матеріалі більше Юмкм значно знижується МІЦНІСТЬ при згинанні матеріалу, при товщині його менше 5мкм суттєво зменшується МІЦНІСТЬ матеріалу на розрив При товщині ЗОВНІШНІХ полюлефінових або поліефірних шарів менш ніж 2мкм не забезпечується стабільний технологічний режим виготовлення матеріалу і не усуваються деформації країв матеріалу при швидкісному розрізуванні, при товщині цих шарів більше 8мкм зменшується твіст-ефект матеріалу 58624 Більш стабільні властивості має плівковий матеріал з орієнтованою структурою в процесі охолодження і розтягування екструдованої багатошарової композиції Товщина внутрішніх шарів багатошарового матеріалу може не перевищувати 3 - Юмкм, а ЗОВНІШНІХ - 2 - 5мкм Оптимальна загальна товщина пропонованого пакувального матеріалу значно менша ВІДПОВІДНОГО показника в матеріал іпрототипі У матеріалу, одержаного за пропонованим способом (1, 2, 3, 4), практично відсутня деформація (скручування) країв плівки при її швидкісному машинному розрізанні, що значно знижує КІЛЬКІСТЬ браку при пакуванні дрібноштучних харчових виробів автоматами, тобто підвищує технологічність процесу і надійність роботи цих автоматів У порівнянні з матеріалом, отриманим за способом Комп'ютерна верстка А Крулевський 8 прототипом, матеріал за пропонованим способом витримує значно більшу КІЛЬКІСТЬ перегинів до появлення тріщин в місцях згину Незначне підвищення собівартості пропонованого матеріалу не є помітним на вартості товарів, що пакуються, внаслідок незначної питомої ваги упаковки у вартості товарів Металоценовий ЛІНІЙНИЙ поліетилен низької густини у порівнянні з іншими полюлефінами при меншій товщині плівки забезпечує більший ступінь розтягування матеріалу після екструзії і більш високу СТІЙКІСТЬ плівки до надривів і проколів, а також деформації свіжоутворених країв при швидкісному розрізуванні матеріалу Заявлений спосіб може бути реалізовано на устаткуванні відомих ЛІНІЙ виробництва плівкових полімерних матеріалів без їх суттєвих переналагоджень Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for producing the multilayer film polymeric material
Автори англійськоюHalkin Oleksandr Oleksiiovych
Назва патенту російськоюСпособ получения многослойного пленочного полимерного материала
Автори російськоюГалкин Олександр Олексийович
МПК / Мітки
МПК: C08L 53/00, B29C 47/14, B32B 37/00
Мітки: полімерного, спосіб, одержання, матеріалу, багатошарового, плівкового
Код посилання
<a href="https://ua.patents.su/4-58624-sposib-oderzhannya-bagatosharovogo-plivkovogo-polimernogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання багатошарового плівкового полімерного матеріалу</a>
Спосіб одержання плівкового полімерного матеріалу
Номер патенту: 58622
Опубліковано: 15.08.2003
Автор: Галкін Олександр Олексійович
МПК: B32B 37/00, C08L 53/00
Мітки: матеріалу, спосіб, плівкового, полімерного, одержання
Формула / Реферат:
1. Спосіб одержання плівкового полімерного матеріалу сумісною екструзією декількох розплавів полімерів, сполученням зовнішніх поліолефінових шарів через два проміжні шари, утворені сумішшю полістиролу та бутадієнстирольного співполімеру, з внутрішнім шаром із поліолефіну, термомеханічною обробкою матеріалу, який відрізняється тим, що до складу внутрішнього шару в межах 15-85% від його загальної маси додатково вводять полімер або суміш...
Спосіб одержання полімерного плівкового матеріалу /варіанти/
Номер патенту: 40580
Опубліковано: 15.08.2001
Автор: Галкін Олександр Олексійович
МПК: B32B 37/14, B65D 65/40, C08L 53/00
Мітки: плівкового, спосіб, варіанти, полімерного, матеріалу, одержання
Формула / Реферат:
1. Спосіб одержання полімерного плівкового матеріалу екструзією розплаву композиції полімерів, що вміщує полістирол, охолодженням і розтягуванням плівки, який відрізняється тим, що до складу композиції вводять 45-85 мас. % співполімеру, отриманого полімеризацією 20-35 мас. % стиролу та 65-80 мас. % бутадієну.2. Спосіб одержання полімерного плівкового матеріалу роздільною екструзією принаймні трьох шарів із розплавів полімерів,...
Спосіб одержання полімерного плівкового матеріалу
Номер патенту: 27674
Опубліковано: 15.09.2000
Автор: Галкін Олександр Олексійович
МПК: C08J 5/18
Мітки: матеріалу, спосіб, полімерного, плівкового, одержання
Текст:
...хл В 29 С 35/10, 1986, патент США № 4753700, кл 264-514, 1988]. внаслідок недостатніх механічних властивостей не можуть бути використані для упакування продуктів "у перекрутку" на зазначених швидкісних автоматах Добре виражений твіст-ефект мають КОМПОшаруваті ПЛІВКУ), ЩО вміщують крім полімерних шарів ще й металеву фольгу або воскований чи парафінований папір [патент Великобританії № 153982, кл В 5 В. 1978J Технологія ви готовлення таких...
Спосіб одержання полімерного матеріалу, який має біологічну активність ( варіанти )
Номер патенту: 37245
Опубліковано: 15.05.2001
Автори: Марковський Андрій Леонідович, Канівець Микола Петрович, Міщенко Ірина Миколаївна, Гринченко Анатолій Леонтійович, Узієнко Анатолій Борисович, Благоєв Володимир Васильович, Дульнєв Петро Григорович, Ясников Олександр Олексійович, Міхальова Наталія Володимирівна, Галкін Анатолій Павлович, Самусь Наталія Валеріївна
МПК: A01C 1/06, A01N 57/00, A01N 59/00, C08B 31/00, A01P 15/00
Мітки: активність, матеріалу, одержання, має, спосіб, біологічну, полімерного, варіанти
Формула / Реферат:
1. Способ получения полимерного материала, обладающего биологической активностью, отличающийся тем, что включает обработку крахмала в водной среде пероксидом водорода, фосфорной кислотой, хлорным железом в течение 2-3-х часов при температуре 25°С и при следующем соотношении компонентов, на 100 г крахмала:хлорное железо 0,005-0,015 гпероксид водорода 25%-ный ...
Спосіб одержання пористого поперечнозшитого полімерного матеріалу
Номер патенту: 27469
Опубліковано: 15.09.2000
Автор: Бішаурі Шерон Мері
Мітки: одержання, поперечнозшитого, полімерного, пористого, спосіб, матеріалу
Текст:
...или смесь, содержащая сорбитанмонолаурат и сорбитанмоностеарат, являются наиболее предпочтительными для получения пенопластов с высокой поглощающей способностью и хорошими пенообразующими свойствами, например высокой стойкостью к изгибу при сжатии. Было найдено, что смесь сорбитанмонолаурата и сорбитанмонолальмитата приводит к получению пенопластов с очень высокой поглощающей способностью. Качественной эмульсией типа "вода в масле" с...
Попередній патент: Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Наступний патент: Спосіб одержання плівкового полімерного матеріалу
Випадковий патент: Понтон-рампа для перевантаження автомобільного транспорту