Спосіб електрошлакового зварювання листових полотнищ у вертикальному і нижньому положенні
Номер патенту: 59855
Опубліковано: 10.06.2011
Формула / Реферат
1. Спосіб електрошлакового зварювання листових полотнищ у вертикальному і нижньому положенні нерухомим електродом великого перерізу з нанесеним рівномірним суцільним ізолюючим флюсовим шаром по поверхні електрода і подачею в зону зварювання присадного металу, який відрізняється тим, що додатковий присадний метал подають у вигляді двох складових - нерухомих пластин металевого кожуха електрода і присадного матеріалу, що подають в зону, яку утворюють в порожнині одного чи двох формуючих пристроїв, в залежності від товщини оброблюваних полотнищ, підключених до одного джерела живлення струмом.
2. Спосіб за п. 1, який відрізняється тим, що зварювання у вертикальному положенні відбувається електродом, ізольованим в металічному кожусі, який заповнює повністю зварювальний зазор між листовими полотнищами і слугує основою для підготовки до електрошлакового зварювання, товщина пластин кожуха становить 2-3 мм, хімічний склад подібний до металу електрода.
3. Спосіб за п. 2, який відрізняється тим, що зварювання в нижньому положенні відбувається таким же електродом, який запущений в зварювальний зазор не більше ніж на 5 мм зверху і знаходиться в горизонтальному положенні, а зона зварювання утримується формуючими пристроями.
Текст
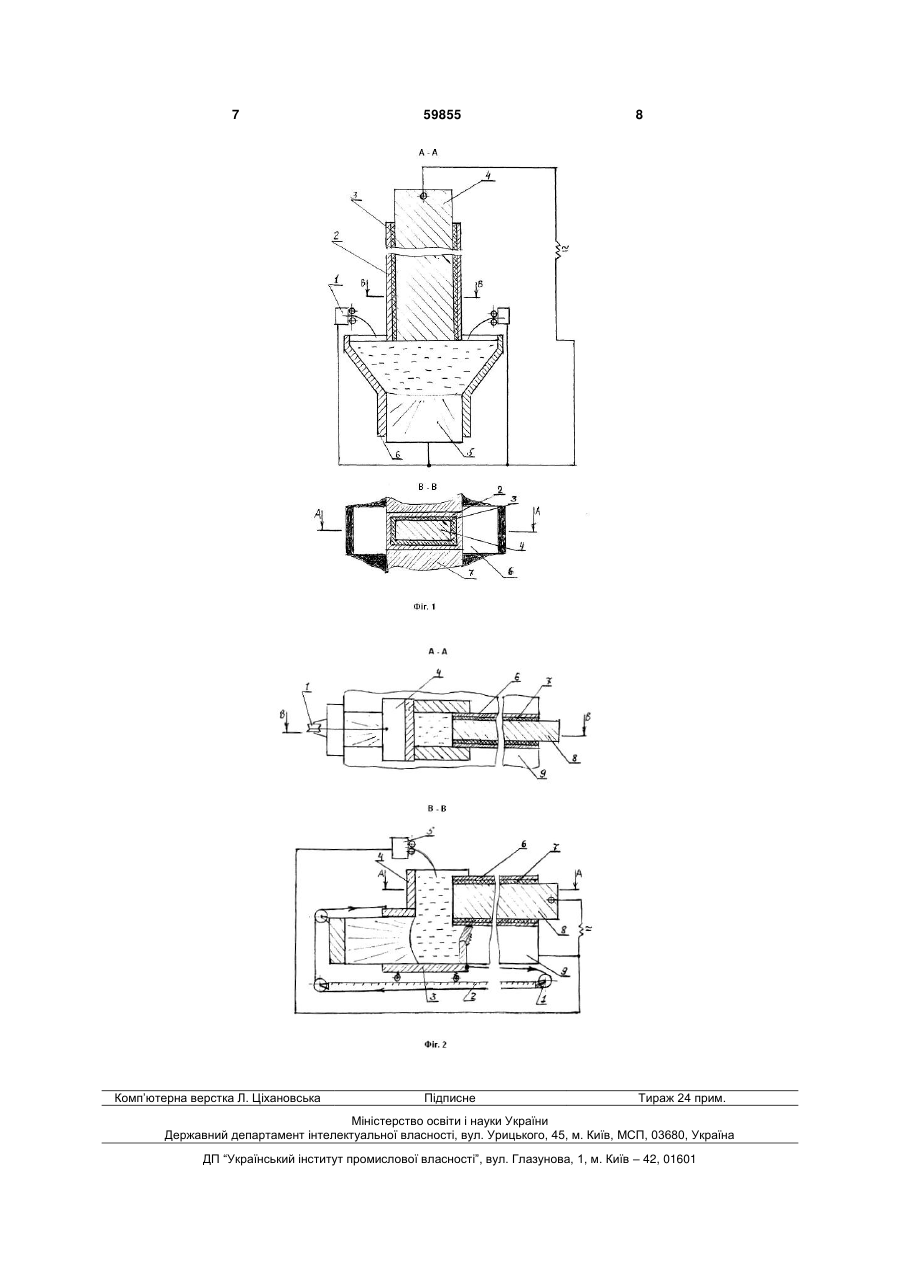
1. Спосіб електрошлакового зварювання листових полотнищ у вертикальному і нижньому положенні нерухомим електродом великого перерізу з нанесеним рівномірним суцільним ізолюючим флюсовим шаром по поверхні електрода і подачею в зону зварювання присадного металу, який відрізняється тим, що додатковий присадний метал подають у вигляді двох складових - нерухомих пластин металевого кожуха електрода і присадного матеріалу, що подають в зону, яку утворюють в порожнині одного чи двох формуючих 3 го металу. При дуговому зварюванні, коли швидкість зварювання на порядок більша, ніж при електрошлаковому зварюванні, локальне введення енергії дозволяє одержати термічний цикл з швидким зростанням і різким падінням температури після досягнення максимального значення. При цьому зерно в зоні термічного впливу не встигає вирости, що дає більш однорідну з основним металом структуру, яка має необхідну якість по ударній в'язкості, міцності і т.п. Очевидно, що для досягнення цих значень необхідно збільшити швидкість зварювання при зменшенні зварювального зазору, що призведе до зменшення кількості присадкового металу. Ця мета буде в якійсь мірі досягнута за допомогою корисної моделі, що описується в цьому тексті. [Электрошлаковая сварка (перспективы развития). Академик Б.Е. Патон, Д.А. Дудко, А.М. Пальти, И.И. Лычко, И.И. Сущук-Слюсаренко, Автоматическая сварка, сентябрь 1999г. Стр.4-6.] За прототип корисної моделі прийнятий спосіб електрошлакового зварювання чи наплавлення виробів, що включає встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електрода при його нагріванні до температури плавлення, підключення електрода і виробів до джерела живлення і пропускання електричного струму між електродом і оброблюваними виробами, при якому подають додатковий присадковий електродний матеріал в зону, яку утворюють встановленням однієї чи обох бокових сторін оброблюваних виробів, або в зону, яку утворюють в порожнині одного чи двох формуючих пристроїв, при цьому додатковий присадковий електродний матеріал підключають до окремого незалежного джерела живлення. В зону зварювання чи наплавлення подають додатковий присадковий електродний матеріал у вигляді дроту або стрічки, а також порошкового дроту, або порошкової стрічки. [Патент України №68576, А, 7 В23К 25/00, опубліков. 16.08.2004, Бюл.№8. "Спосіб електрошлакового зварювання чи наплавлення", Патон Б.Є., Ющенко К.А., Личко І.І.] До недоліків цього способу можна віднести нестабільність процесу електрошлакового зварювання при наведенні шлакової ванни, який виражається вибуховими виплесками рідкого шлаку. Ці прояви виникають в результаті встановленого мінімального зазору між пластинчатим електродом і кромками оброблюваного виробу, початок електрошлакового зварювання може відбуватися заливанням в камеру ввідних пластин порції рідкого шлаку достатньої для початку процесу, але при цьому відбувається миттєвий тепловідвід в холодні кромки виробу і формуючих пристроїв, і згущення рідкого шлака, що сприяє стіканню рідкого металу з розплавленого електрода до кромки виробу з утворенням металічної перемички. Це спричиняє коротке замикання електричного струму - наслідком є локальний перегрів з утворенням парів, які 59855 4 призводять до виплеску. Слід зазначити, що цей недолік стосується виробів товщиною більше 100мм, при зварюванні менших товщин початкового тепла достатньо для наведення стабільного процесу і прояви виплесків бувають значно рідше. Корисна модель способу електрошлакового зварювання листових полотнищ у вертикальному і нижньому положенні вирішує поставлену задачу стабілізації процесу за рахунок того, що плавлення пластинчатого електрода ізольованого шаром суцільного флюсового покриття з дотриманням зазорів рівних величині теплового розширення електрода при його нагріванні до температури плавлення відбувається при проходженні електричного струму по кільцю - електрод та пластинчатий кожух. Плавлення в прототипі відбувалось струмом, що проходив між електродом і кромками оброблюваного виробу, а також формуючими пристроями, ці умови призводили до охолодження шлакової ванни, короткого замикання струму і виплесків. Крім цього основний тепловий удар візьмуть на себе пластини кожуха електрода. Кожух прямокутної форми і за розмірами зазора між оброблюваними листовими конструкціями буде основою на якій проводиться підготовка листів до електрошлакового зварювання. Достатньо виставити листи і короткими швами ручного зварювання закріпити їх на протилежних сторонах кожуха електрода. Швидкість зварювання буде обмежуватися швидкістю плавлення електрода, а найкращі умови для плавлення - це велика потужність процесу зварювання, завдяки електроду з великим перерізом, а також можливість вивести площі перерізу електрода і кожуха на подібні біфіляру. При цьому кромки оброблюваного виробу будуть розігріватися не прямим електричним струмом, а теплом шлакової ванни. Бокові пластини кожуха, що прилягають до виробу можна віднести як до металу виробу, так і до металу електрода. В першому випадку це означає, що пластини кожуха зменшують зварювальний зазор і цим сприяють збільшенню швидкості процесу і збереженню основного металу від перегріву. Оскільки електрошлакове зварювання виконується нерухомим електродом великого перерізу, то його проведення і швидкість будуть залежати від швидкості подачі присадкового дроту в порожнини формуючих пристроїв, а пластини кожуха електрода сприяють зменшенню кількості введеного присадкового металу і цим досягається поставлена мета по покращенню самого процесу електрошлакового зварювання. Щоб реалізувати запропонований спосіб зварювання необхідно, в першу чергу підготувати електрод великого перерізу, рівномірно покритий ізолюючим шаром, що може складатися із розмеленого флюса замішаного на рідкому склі, або ж із картоноподібного флюсового матеріалу, що свого часу був розроблений УкрНПОбумпром і ІЕЗ ім. Є.О. Патона. Нижній кінець електрода не ізолюється для наведення шлакової ванни, а до верхнього кінця кріпиться струмопідвід. Ізольована частина закривається кожухом із пластин, які подібні по хімічному складу до хімскладу електрода, а їх периметр відтворює зварювальний зазор обро 5 блюваних виробів. Потрібно відмітити, що реалізація цього способу з'єднання металу листових конструкцій дасть можливість одержати геометричні параметри найближчі до розрахункових. Фіг. 1 пояснює процес електрошлакового зварювання листів у вертикальному положенні. Шлакова ванна наводиться у вхідному кармані подачею присадкового дроту 1 електродуговим процесом між оголеним нижнім кінцем електроду і дроту. Класична товщина для електрошлакового зварювання - 40 мм і в цьому випадку можна застосувати два подаючі механізми, при товщині 30 мм і менше, буде достатньо і одного механізму. Механізми подачі будуть мати потенціал електричного струму під яким знаходяться вироби, тому не потрібна їх ізоляція, а також їх можна поєднати з формуючими пристроями 6. Після наведення шлакової ванни, подачею присадкового дроту буде регулюватися швидкість електрошлакового зварювання і всі параметри електрошлакового процесу. Коли шлакова ванна глибиною 40-50мм почне обплавлювати частини кожуха 2, то електричний струм почне протікати по кільцю між електродом 4 і кожухом 2, а присадковий дріт виконуватиме функцію управління процесом і частково забиратиме тепло на своє розплавлення, рідкий метал буде формувати зварювальний шов 5 на оброблюваних виробах 7. На фіг.2 розглянемо електрошлакове зварювання листових полотнищ у горизонтальному, нижньому положенні. Цей спосіб буде наближеним до зварювання рідким металом, тому, що електрод в кожусі кріпиться до верхньої частини зварювального зазору, а глибина шлакової ванни на початку зварювання буде складатися з товщини оброблюваних виробів і електрода в кожусі, який запущений в зазор не більше, ніж на 5 мм. Оплавлюватись всі складові процесу будуть у верхній частині шлакової ванни, а кромки оброблюваного виробу будуть розігріватись теплом рідкого шлаку і захищатись ним від навколишнього середовища. Формуючі пристрої будуть формувати зварювальний шов по мірі оплавлення електрода і пересування пристроїв. Наведення електрошлакового процесу бажано проводити заливанням порції рідкого шлаку у вхідний карман. При зануренні оголеного кінця електрода 8 в рідкий шлак починається процес протікання електричного струму між електродом і пластинами вхідного карману, а також розігрівання шлакової ванни і оброблюваних виробів 9. Механізм подачі 5 присадкового дроту буде переміщуватись разом з верхнім формуючим пристроєм 4 59855 6 по мірі оплавлення електрода в кожусі і через блоки 1 за допомогою тросу рівномірно з верхнім формуючим пристроєм буде переміщуватись нижній 3. Формуючий пристрій 3 переміщується по направляючій доріжці 2 і тісно притискаються до оброблюваних виробів 9 пружинним механізмом. Від розтікання шлакової ванни по зварювальному зазору між листами захищає підпружинений водоохолоджуваний відсікач, що має ширину зварювального зазору і закріплений на нижньому формуючому пристрої - повзуні. Електрошлакове зварювання в нижньому положенні також в подальшому переходить на плавлення електрода 8 і пластин кожуха 6 електричним струмом, що проходить між ними через рідкий шлак ванни. А ізоляція на фіг.1 і фіг.2 позначена 3 і 7 відповідно. Розплавлений метал електрода, кожуха і присадкового дроту формується у зварювальний шов. Приклад: Зразки із низьколегованої сталі 09Г2С розміром 4015002000 зварюють за допомогою електрошлакового процесу з подачею двох присадкових дротів у порожнини формуючих пристроїв. Для підготовки електрода вибирають пластину із сталі 09Г2С розміром 15321600, а для кожуха дві пластини розміром 2401500 і дві пластини розміром 2201500. Зазор між зразками у зібраному вигляді одержали у розмірі 24 мм, а електрод в кожусі заповнив весь зазор і листові зразки закріплені короткими швами ручного зварювання по всій висоті між кожухом електрода і зразками. Товщина ізолюючого покриття електрода становить 2,5 мм. У вхідний карман запущений оголений електрод довжиною 40 мм, до верхнього кінця - 60 мм, підведений струм від джерела живлення постійного струму ВСЖ - 1600. Коротким замиканням, на оголений кінець електрода одного присадкового дроту розплавили дуговим процесом порцію флюса і навели шлакову ванну. Рідкий метал примусив підніматися шлакову ванну і обплавляти електрод і кожух. Подача двох присадкових дротів вирівняла проходження стабільного електрошлакового процесу. Проведено відпрацювання техніки процесу, при зменшенні швидкості подачі присадкового дроту зменшувалась швидкість зварювання і збільшувався провар кромок зразків, при збільшенні подачі дроту досягався мінімальний прогрів кромок і збільшувалась швидкість зварювання. Режим зварювання по електричному струму коливався від 900 А до 1500 А, а напруга становила 40-50 В. 7 Комп’ютерна верстка Л. Ціхановська 59855 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroslag welding sheet metal panels in vertical and lower position
Автори англійськоюYarmak Vasyl Hryhorovych, Yarmak Yevhen Vasyliovych
Назва патенту російськоюСпособ электрошлаковой сварки листовых полотнищ в вертикальном и нижнем положении
Автори російськоюЯрмак Василий Григорьевич, Ярмак Евгений Васильевич
МПК / Мітки
МПК: B23K 25/00
Мітки: нижньому, електрошлакового, спосіб, полотнищ, зварювання, листових, положенні, вертикальному
Код посилання
<a href="https://ua.patents.su/4-59855-sposib-elektroshlakovogo-zvaryuvannya-listovikh-polotnishh-u-vertikalnomu-i-nizhnomu-polozhenni.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового зварювання листових полотнищ у вертикальному і нижньому положенні</a>
Пристрій для зварювання листових полотнищ
Номер патенту: 20106
Опубліковано: 15.01.2007
Автор: Коросташевський Павло Володимирович
МПК: B23K 37/04
Мітки: зварювання, листових, пристрій, полотнищ
Формула / Реферат:
Установка для зварювання листових полотнищ, що містить пристрій для запобігання протікання зварювальної ванни, опорні ролики і нижні тягнучі ролики встановлені на нижній рамі, верхні привідні тягнучі ролики встановлені на верхній рамі, яка відрізняється тим, що верхня рама встановлена з можливістю вертикального переміщення вздовж напрямних за допомогою силових циліндрів, причому силові циліндри і напрямні встановлені паралельно і закріплені...
Установка для зварювання листових полотнищ
Номер патенту: 32090
Опубліковано: 12.05.2008
Автори: Нікітченко Сергій Петрович, Коросташевський Павло Володимирович, Роянов Вячеслав Олександрович, Готовченко Ігор Володимирович
МПК: B23K 37/04
Мітки: установка, полотнищ, зварювання, листових
Формула / Реферат:
1. Установка для зварювання листових полотнищ, що містить рамну основу, на якій встановлені секції роликового поля, між якими розміщені пристрої для запобігання протіканню зварювальної ванни, і портали із зварювальними головками, яка відрізняється тим, що частина секцій роликового поля, частина пристроїв для запобігання протіканню зварювальної ванни і частина порталів із зварювальними головками утворюють стаціонарні блоки, які жорстко...
Спосіб електрошлакового зварювання або наплавлення та електрод для його виконання
Номер патенту: 79601
Опубліковано: 10.07.2007
Автори: Личко Іван Іванович, Ярмак Василь Григорович
МПК: B23K 25/00
Мітки: спосіб, електрошлакового, виконання, зварювання, електрод, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового зварювання або наплавлення нерухомим електродом великого перерізу з нанесеним шаром зварювального флюсу по поверхні електрода і подачею в зону зварювання присадного металу, який відрізняється тим, що додатковий присадний метал подають в вигляді двох складових - нерухомих пластин металевого кожуха електрода і присадної стрічки через невеликі зазори між поверхнями зварювальних кромок і пластин кожуха, підключених до...
Спосіб електрошлакового зварювання
Номер патенту: 15327
Опубліковано: 15.06.2006
Автори: Якимчук Анатолій Васильович, Щербак Валерій Миколайович
МПК: B23K 25/00
Мітки: спосіб, електрошлакового, зварювання
Формула / Реферат:
Спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в охолоджуваний формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і металевої ванни при пропусканні зварювального струму через заготовки і плавкий електрод, який відрізняється тим, що подачу в зазор плавкого електрода виконують з постійною швидкістю, наведення шлакової ванни виконують...
Установка для складання та зварювання гофрованих листових полотнищ
Номер патенту: 48273
Опубліковано: 10.03.2010
Автори: Ткаченко Сергій Олександрович, Ткаченко Олександр Миколайович, Гедрович Анатолій Іванович, Тараканов Валерій Віталійович
МПК: F16B 5/00
Мітки: листових, складання, гофрованих, полотнищ, установка, зварювання
Формула / Реферат:
Установка для складання та зварювання листових полотнищ, що містить портал, горизонтальну несучу балку, напрямну для зварювального автомата, пневмопритискачі, робочий стіл, механізм для переміщення листів в зону зварювання, опорні ролики, несучу балку робочого столу, вузол притиснення листів до мідної підкладки і зварювальний автомат з пультом управління, яка відрізняється тим, що в ній на несучій балці робочого столу встановлено два...
Попередній патент: Пристрій для активного вентилювання сільськогосподарських культур
Наступний патент: Газорідинний сепаратор
Випадковий патент: Спосіб обробки грунту при вирощуванні просапних культур