Спосіб електрошлакового зварювання
Номер патенту: 15327
Опубліковано: 15.06.2006
Автори: Якимчук Анатолій Васильович, Щербак Валерій Миколайович
Формула / Реферат
Спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в охолоджуваний формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і металевої ванни при пропусканні зварювального струму через заготовки і плавкий електрод, який відрізняється тим, що подачу в зазор плавкого електрода виконують з постійною швидкістю, наведення шлакової ванни виконують протягом 0,5-0,7 хв. при зварювальному струмі 630-650 А, наведення металевої ванни виконують в два етапи - протягом часу, що обумовлений залежністю -t=0,22-0,27х10-2хS, при зварювальному струмі 530-560 А, і протягом 0,5-0,7 хв. при зварювальному струмі 510-540 А, де:
t - час наведення металевої ванни, хв.;
S - площа поперечного перерізу заготовок, мм2.
Текст
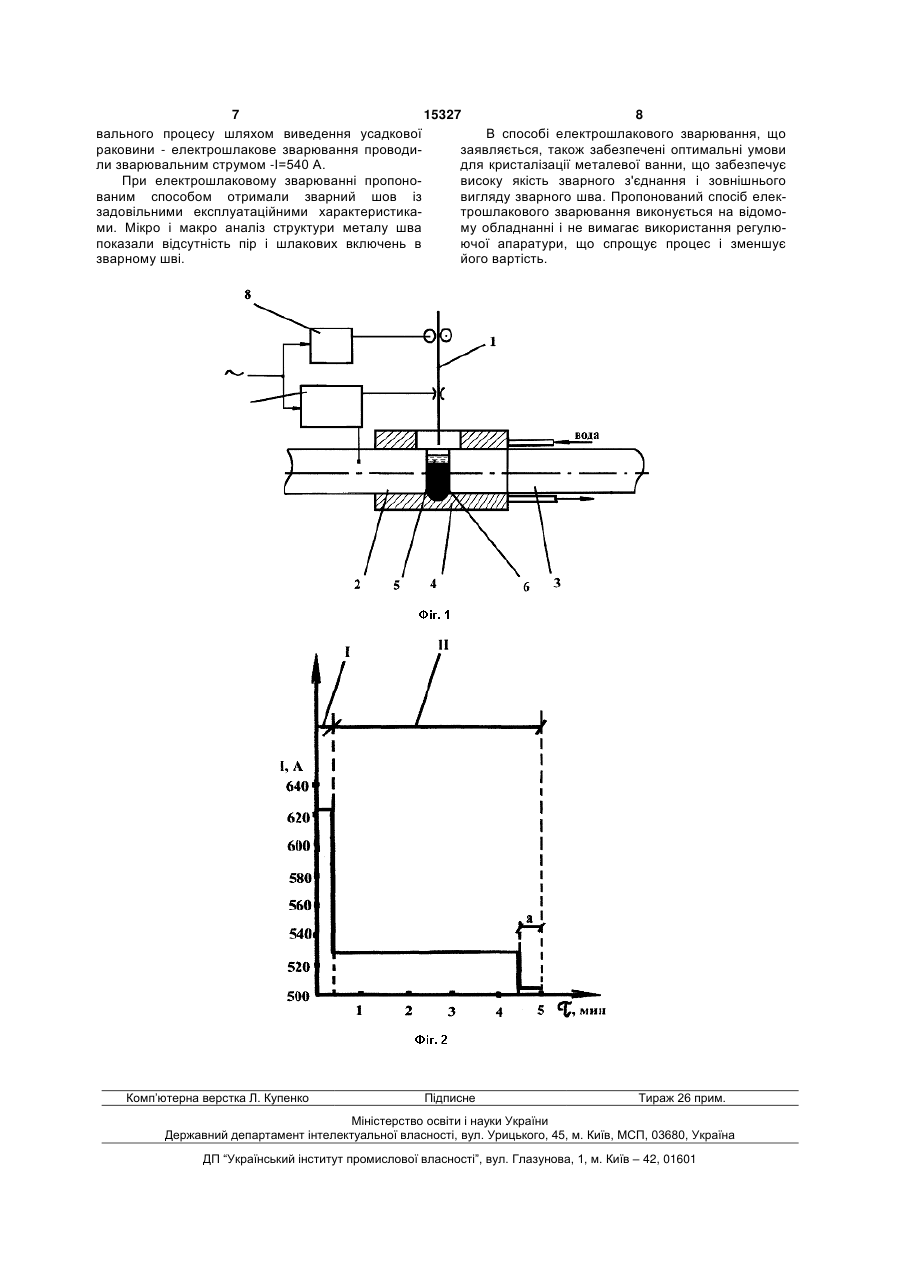
УКРАЇНА (19) UA (11) 15327 (13) U (51) МПК (2006) B23K 25/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) СПОСІБ ЕЛЕКТРОШЛАКОВОГО ЗВАРЮВАННЯ Uзо - напруга зварювання. В; Fзо - площа зазору при розрахунковому (номінальному) зазорі, м ; V зв - швидкість зварювання, м/с; К пл - коефіцієнт розплавлювання електрода, м/сА; cos - коефіцієнт потужності зварювального кола; - прихована теплота плавлення електродного металу, Втс/г; - питома вага електродного металу, г/м3; P - питома потужність втрат з поверхні шлакової ванни випромінюванням, Вт/м2. А зміну швидкості подачі зварювального дроту здійснюють прямо пропорційно площі поперечного перерізу зазору. Загальними ознаками технічного рішення, що заявляється, і аналога являються: спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і металевої ванни при пропусканні (13) Fз - площа поперечного перерізу зазору, м2; 15327 F e - площа перерізу електрода, м2; U де Uз - змінна напруга зварювання. В; (11) Корисна модель відноситься до електрошлакового зварювання плавким електродом і може бути використана в енергетичному і хімічному машинобудуванні, виробництві будівельних конструкцій, для стикового зварювання довгомірних заготовок, наприклад стрижнів, зокрема для зварювання анкерної стяжки - круга діаметром 48-55 мм із Ст3сп. Відомий, вибраний як аналог, спосіб електрошлакового зварювання [авторське свідоцтво СРСР N854650, МКВ3: В23К 25/00, пріоритет від 09.04.79]. Спосіб електрошлакового зварювання здійснюється таким чином. Заготовки, що зварюються, встановлюють в формувальний пристрій з зазором друг щодо друга. В зазор між кромками заготовок і формувальним пристроєм подають зварювальний флюс і плавкий електрод в вигляді зварювального дроту. При пропусканні зварювального струму через заготовки і зварювальний дріт, який за допомогою привода подають в зазор, в зазорі наводять шлакову і металеву ванни. Під час процесу зварювання в залежності від площі поперечного перерізу зазору змінюють швидкість подачі зварювального дроту з одночасною зміною зварювальної напруги відповідно до залежності: Fзо p Fe' Kпл Fз Fзо Uз U * , Fе V зв cos Fз зо металевої ванни при пропусканні зварювального струму через заготовки і плавкий електрод, який відрізняється тим, що подачу в зазор плавкого електрода виконують з постійною швидкістю, наведення шлакової ванни виконують протягом 0,50,7хв. при зварювальному струмі 630-650 А, наведення металевої ванни виконують в два етапи протягом часу, що обумовлений залежністю t=0,22-0,27х10-2хS, при зварювальному струмі 530560 А, і протягом 0,5-0,7хв. при зварювальному струмі 510-540 А, де: t - час наведення металевої ванни, хв.; S - площа поперечного перерізу заготовок, мм2. UA (21) u200600612 (22) 23.01.2006 (24) 15.06.2006 (46) 15.06.2006, Бюл. №6, 2006р. (72) Щербак Валерій Миколайович, Якимчук Анатолій Васильович (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ЗАВОД КОКСОРЕМОНТ" (57) Спосіб електрошлакового зварювання плавким електродом, що включає установку заготовок з зазором в охолоджуваний формувальний пристрій, подачу в зазор зварювального флюсу і плавкого електрода, послідовне наведення шлакової і 2 (19) 1 3 15327 4 зварювального струму через заготовки і плавкий залежністю -t=0,22-0,27х10-2хS, при зварювальноелектрод. му струмі 530-560 А, і протягом 0,5-0,7хв. При зваСкладність розглянутого способу електрошларювальному струмі 510-540 А, де: t - час наведенкового зварювання полягає в необхідності спостеня металевої ванни, хв.; S - площа поперечного реження за зміною площі поперечного перерізу перерізу заготовок, мм2. зварювального зазору на рівні шлакової ванни і Перераховані ознаки складають сутність узгодження зміни двох параметрів - швидкості покорисної моделі. дачі плавкого електрода і зварювальної напруги. Причинно-наслідковий зв'язок істотних ознак Відомий вибраний як прототип спосіб елеккорисної моделі з технічним результатом трошлакового зварювання [справочник «Сварка в пояснюється наступним. машиностроении» под ред. Н. А. Ольшанского, т. Завдяки тому, що спосіб електрошлакового 1, М., 1978 г., с. 261-265]. зварювання плавким електродом включає устаСпосіб виконують таким чином: установлюють новку заготовок з зазором в охолоджуваний форзаготовки в водоохолоджуваний формувальний мувальний пристрій, подачу в зазор зварювальнопристрій з зазором і фіксують їх, засипаютьна дно го флюсу і плавкого електрода, послідовне формувального пристрою металевий порошок чи наведення шлакової і металевої ванни при металеву стружку шаром товщиною близько 10мм пропусканні зварювального струму через заготові шар зварювального флюсу товщиною 3-5мм. ки і плавкий електрод, що подачу в зазор плавкого Після чого включають воду, що охолоджує формуелектрода виконують з постійною швидкістю, навальний пристрій, в зазор між кромками заготовок ведення шлакової ванни виконують протягом 0,5подають плавкий електрод, через заготовки і 0,7хв. при зварювальному струмі 630-650 А, навеплавкий електрод пропускають зварювальний дення металевої ванни виконують в два етапи струм. В результаті розплавлення зварювального протягом часу, що обумовлений залежністю флюсу утворюється шлакова ванна. При t=0,22-0,27х10-2хS, при зварювальному струмі 530плавленні плавкого електрода і кромок заготовок 560 А, і протягом 0,5-0,7хв. при зварювальному утворюється металева ванна. В процесі елекструмі 510-540 А, де: t - час наведення металевої трошлакового зварювання здійснюють регулюванванни, хв.; S - площа поперечного перерізу заготоня зварювального струму шляхом зміни швидкості вок, мм2, забезпечується спрощення технології подачі плавкого електрода - при збільшенні зварювання із збереженням якості зварювального швидкості подачі плавкого електрода збільшується з'єднання. зварювальний струм. В запропонованому способі електрошлакового Загальними ознаками технічного рішення, що зварювання спрощення технології зварювання заявляється, і прототипу являються: спосіб елекдосягається за рахунок регулювання режимів опетрошлакового зварювання плавким електродом, рацій - при подачі в зону зварювання плавкого що включає установку заготовок з зазором в охоелектрода з постійною швидкістю регулюють час лоджуваний формувальний пристрій, подачу в наведення шлакової і металевої ванн і зварювазазор зварювального флюсу і плавкого електрода, льний струм. Причому, час наведення металевої послідовне наведення шлакової і металевої ванни ванни - період заповнення рідким металом зазору при пропусканні зварювального струму через загоміж заготівками регулюють у залежності від площі товки і плавкий електрод. поперечного перерізу заготовок. В описаному способі електрошлакового зваПеріод наведення шлакової ванни здійснюють рювання необхідність регулювання в процесі звапротягом 0,5-0,7хв. при зварювальному струмі рювання сили зварювального струму шляхом змі630-650 А. Час наведення шлакової ванни і велини швидкості подачі плавкого електрода чина зварювального струму достатні для інтенсивускладнює технологію зварювання, до того потреного розплавлення зварювального флюсу і нагрібує застосування додаткового обладнання. вання шлакової ванни до температури 2000°С. В В основу корисної моделі поставлена задача період розплавлення флюсу і його нагрівання до удосконалення способу електрошлакового зварютемператури 2000°С відбувається дугове зварювання, в якому за рахунок регулювання режимів вання, після чого електрод плавиться за рахунок операцій забезпечується спрощення технології тепла, що випромінюється шлаковою ванною. зварювання із збереженням якості зварювального В період наведення металевої ванни спочатку з'єднання. зменшують зварювальний струм до величини 530Поставлена задача вирішується тим, що в 560 А, що достатня для підтримки шлаку в розпспособі електрошлакового зварювання плавким лавленому стані, але не допускає його кипіння і електродом, що включає установку заготовок з випліскування. В цей період відбувається оплавзазором в охолоджуваний формувальний лення кромок заготовок, розплавлення плавкого пристрій, подачу в зазор зварювального флюсу і електрода за рахунок температури шлакової ванплавкого електрода, послідовне наведення ни і перемішування основного металу і металу шлакової і металевої ванни при пропусканні зваплавкого електрода, чим значно полегшується рювального струму через заготовки і плавкий спливання газових пузирів і часток шлаку і видаелектрод, відповідно до корисної моделі, подачу в лення їх з металу. Період наведення металевої зазор плавкого електрода виконують з постійною ванни виконують протягом часу, що обумовлений швидкістю, наведення шлакової ванни виконують залежністю t=0,22-0,27х10-2xS, де: t - час наведенпротягом 0,5-0,7хв. при зварювальному струмі ня металевої ванни, хв.; S - площа поперечного 630-650 А, наведення металевої ванни виконують перерізу заготовок, мм2. в два етапи - протягом часу, що обумовлений На заключному етапі наведення металевої 5 15327 6 ванни протягом 0,5-0,7хв. для запобігання утвоПриклад 1: Зварювали круг із Ст3сп діаметром рення кратерів зменшують величину зварювально48мм. Для цього в карман, що розташований в го струму до 510-540 А - виводять усадкову ракоохолоджуваному формувальному пристрою знизу, вину. укладали металевий запал. В нижню частину За допомогою запропонованого регулювання формувального пристрою встановлювали заготоврежимів операцій досягається висока якість зварки з зазором 25мм між кромками. Нижню частину ного шва, який характеризується відсутністю пір і формувального пристрою накривали верхньою шлакових включень. частиною формувального пристрою, що виконана Нижче приводиться опис способу електрошлаз отвором, і скріплювали обидві частини. В отвір кового зварювання, що заявляється, з посиланняохолоджуваного формувального пристрою засими на креслення, на яких зображені: пали 50м флюсу АН-348А ДСТ 9087-81 і опускали на фігурі 1 - схема електрошлакового зварюплавкий електрод - зварювальний дріт Ф4Св08А вання плавким електродом; ДСТ 2246-7. В якості пристрою для подачі зварюна фігурі 2 - графік зміни величини зварювального дроту використовували зварювальний вального струму в процесі електрошлакового зваавтомат АДФЖ-1002, в якості джерела живлення рювання, приклад 1. зварювальний трансформатор ТДФЖ-1002. ВмиСпосіб електрошлакового зварювання плавкали трансформатор ТДФЖ-1002 і зварювальний ким електродом 1 включає установку заготовок 2, автомат АДФЖ-1002, в отвір охолоджуваного 3 з зазором в охолоджуваний формувальний формувального пристрою подавали зварювальний пристрій 4, подачу в зазор зварювального флюсу і дріт із швидкістю 120м/г. Протягом 0,5хв. елекплавкого електрода 1, послідовне наведення трошлакове зварювання проводили зварювальним шлакової 5 і металевої б ванни при пропусканні струмом I=622 А. В цей же час в шлакову ванну зварювального струму через заготовки 2, 3 і плавдодавали 50-70г флюсу. Після наведення кий електрод 1. При цьому подачу в зазор плавкошлакової ванни вмикали насос подачі води в го електрода 1 виконують з постійною швидкістю. формувальний пристрій. Протягом наступних 4хв. Наведення шлакової ванни 5 виконують протягом електрошлакове зварювання проводили зварю0,5-0,7хв. при зварювальному струмі 630-650 А. вальним струмом I=530 А - наводили металеву Наведення металевої ванни 6 виконують в два ванну. При цьому додавали 30-50г флюсу. В етапи - протягом часу, що обумовлений останні 0,5хв. - період завершення зварювального залежністю - t=0,22-0,27х10-2хS, при зварювальпроцесу шляхом виведення усадкової раковини ному струмі 530-560 А, і протягом 0,5-0,7 хв. при електрошлакове зварювання проводили зварюзварювальному струмі 510-540 А, де: t - час навевальним струмом I=506 А. Вимикали зварювальдення металевої ванни 6, хв.; S - площа поперечний автомат АДФЖ-1002 і трансформатор ТДФЖного перерізу заготовок 2, 3, мм2. 100. Розкріплювали формувальний пристрій і виВ якості джерела зварювального струму 7 вимикали насос подачі води. Знімали верхню полокористовують джерело живлення з жорсткою хавину формуючого пристрою і виймали готовий рактеристикою Подачу плавкого електрода 1 виріб. здійснюють пристроєм 8 для подачі зварювальноПриклад 2: Зварювальні матеріали, швидкість го дроту. При утворенні шлакової 5 і металевої б подачі зварювального дроту - ті ж. Круг із Ст3сп ванн в зварювальний зазор додатково подають діаметром 50мм. Протягом 0,4хв. до моменту зварювальний флюс. утворення шлакової ванни електрошлакове зваВ процесі виконання запропонованого способу рювання проводили зварювальним струмом -I=638 електрошлакового зварювання можна виділити А. В цей же час в шлакову ванну додавали 50-70г два періоди: флюсу. Після утворення шлакової ванни вмикали І період - наведення шлакової ванни 5. В цей насос подачі води для охолодження формувальчас за рахунок плавлення зварювального флюсу ного пристрою. Протягом 5хв. електрошлакове на дні охолоджуваного формувального пристрою 4 зварювання проводили зварювальним струмом накопичується рідкий шлак, зварювальна дуга I=550 А - наводили металеву ванну. При цьому шунтується шлаковою ванною 5 і гасне. В додавали 30-50г флюсу. Останні 0,5хв. - період шлаковій ванні 5, яка являється електропровідним завершення зварювального процесу шляхом виелектролітом, при проходженні електричного ведення усадкової раковини - електрошлакове струму виділяється теплота, що достатня для зварювання проводили зварювальним струмом підтримки високої температури шлаку (до 2000°С) і I=525 А. розплавлення кромок металу заготовок 2, 3 і плавПриклад 3: Зварювальні матеріали, швидкість кого електрода 1. В цей час також продовжують подачі зварювального дроту - ті ж. Зварювали круг підведення струму, подачу плавкого електрода 1 і із Ст3сп діаметром 55мм. Протягом 0,3хв. до мофлюсу. менту утворення шлакової ванни електрошлакове II період - наведення металевої ванни 6. В цей зварювання проводили зварювальним струмом час рідким металом заповнюється зазор між I=650 А. В цей же час в шлакову ванну додавали заготівками й охолоджуваним формувальним 50-70г флюсу. Після утворення шлакової ванни пристроєм 4. Продовжують підведення струму, вмикали насос подачі води для охолодження подачу плавкого електрода 1 і флюсу. На ділянці а формувального пристрою. Протягом 6хв. елекзображений період виведення усадкової раковини. трошлакове зварювання проводили зварювальним Нижче приводяться приклади конкретної струмом -I=560 А - в зазорі між заготівками навореалізації пропонованого способу електрошлакодили металеву ванну. При цьому додавали 30-50г вого зварювання. флюсу. Останні 0,5хв. - період завершення зварю 7 15327 8 вального процесу шляхом виведення усадкової В способі електрошлакового зварювання, що раковини - електрошлакове зварювання проводизаявляється, також забезпечені оптимальні умови ли зварювальним струмом -I=540 А. для кристалізації металевої ванни, що забезпечує При електрошлаковому зварюванні пропоновисоку якість зварного з'єднання і зовнішнього ваним способом отримали зварний шов із вигляду зварного шва. Пропонований спосіб елекзадовільними експлуатаційними характеристикатрошлакового зварювання виконується на відомоми. Мікро і макро аналіз структури металу шва му обладнанні і не вимагає використання регулюпоказали відсутність пір і шлакових включень в ючої апаратури, що спрощує процес і зменшує зварному шві. його вартість. Комп’ютерна верстка Л. Купенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of slag welding
Назва патенту російськоюСпособ электрошлаковой сварки
МПК / Мітки
МПК: B23K 25/00
Мітки: спосіб, електрошлакового, зварювання
Код посилання
<a href="https://ua.patents.su/4-15327-sposib-elektroshlakovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового зварювання</a>
Спосіб електрошлакового зварювання
Номер патенту: 36618
Опубліковано: 16.04.2001
Автори: Власов Анатолій Федорович, Карпенко Володимир Михайлович
МПК: B23K 25/00
Мітки: електрошлакового, зварювання, спосіб
Текст:
...електропровідність її в твердому стані. Вміст оксидів заліза та відновника, узятих у сте хіометричному відношенні, дозволяє повністю прореагувати відновнику із утворенням його оксиду. При плавленні екзотермічної металевофлюсевої суміші відновлюється залізо (@60-70% від маси окислів заліза), яке осідає на дно кармана і потім видаляється разом з ним. Внаслідок цього втрати електроду у початковий період зварювання будуть зведені до...
Спосіб електрошлакового зварювання чи наплавлення
Номер патенту: 68576
Опубліковано: 16.08.2004
Автори: Патон Борис Євгенович, Ющенко Костянтин Андрійович, Личко Іван Іванович
МПК: B23K 25/00
Мітки: наплавлення, зварювання, спосіб, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового зварювання чи наплавлення виробів, що включає встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електрода при його нагріванні до температури плавлення, підключення електрода і виробів до джерела живлення і...
Електрод для електрошлакової переплавки і для електрошлакового зварювання
Номер патенту: 59666
Опубліковано: 15.09.2003
Автори: Кассов Валерій Дмитрович, Гавриш Павло Анатолійович, Чигарьов Валерій Васильович, Гавриш Юрій Павлович
МПК: B23K 35/00, H05B 7/07, B23K 9/18
Мітки: електрод, зварювання, електрошлакової, переплавки, електрошлакового
Формула / Реферат:
Електрод для електрошлакової переплавки і електрошлакового зварювання, який містить центральний стержень та модифікатор, який відрізняється тим, що електрод виготовлений з двох коаксіальних частин, що надягаються одна на одну, причому внутрішня частина має заглиблення, заповнені модифікатором.
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Шевцов Віктор Львович, Кусков Юрій Михайлович, Майданнік Володимир Яковлевич
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, спосіб
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового зварювання деталей великих перерізів та габаритів і пристрій для його здійснення
Номер патенту: 72664
Опубліковано: 15.03.2005
Автори: Чернець Олександр Владиславович, Петренко Володимир Леонідович, Петі Юрій Дмитрович, Попирєв Олександр Валерійович, Федоровський Борис Борисович, Ус Василь Іванович, Огньотов Микола Миколайович, Стрельніков Микола Петрович, Патон Борис Евгеньович, Шевченко Віталій Юхимович, Новосьолов Сергій Вікторович, Нощенко Геннадій Володимирович, Саєнко Володимир Якович, Смолярко Володимир Борисович, Цикуленко Анатолій Костянтинович, Медовар Лев Борисович
МПК: B23K 25/00
Мітки: пристрій, перерізів, здійснення, деталей, зварювання, великих, габаритів, спосіб, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового зварювання (ЕШЗ) деталей і виробів великих перерізів і габаритів, у якому виставляють строго горизонтально і жорстко закріплюють на опорній рамі пристрою для ЕШЗ одну з підлягаючих зварюванню частин деталі, а іншу, підлягаючу зварюванню частину деталі, встановлюють і жорстко закріплюють під кутом ±15° до горизонталі на рухомій рамі згаданого пристрою з зазором між кромками частин деталі, що зварюються, розміщають і...
Попередній патент: Спосіб хірургічного лікування пошкодження дванадцятипалої кишки
Наступний патент: Спосіб виробництва соусу для продуктів швидкого приготування
Випадковий патент: Установка виробництва поглинаючої маси для очищення газів від сірчаних сполук