Спосіб охолодження кільцевого свердла
Номер патенту: 6092
Опубліковано: 29.12.1994
Автори: Галенко Василь Петрович, Лоза Олександр Борисович, Єременко Віктор Пилипович, Зленко Олександр Євгенович, Зубко Віктор Петрович, Денисенко Олександр Антонович
Формула / Реферат
1. Способ охлаждения кольцевого сверла, согласно которому по каналам сверла подводят смазочно-охлаждающую жидкость (СОЖ) на его режущие кромки и подают воздух под давлением с последующим его распылением, отличающийся
тем, что, с целью повышения эффективности охлаждения, подачу воздуха осуществляют через зазор между внутренней стенкой корпуса сверла и поверхностью высверленного стержня, а давление РB воздуха выбирают по формуле
РB = К · t,
где К - коэффициент, кг/см3;
t - глубина сверления, см.
2. Способ по п. 1, отличающийся тем, что, с целью повышения эффективности охлаждения сталей аустенитного класса, коэффициент К выбирают равным 0,133.
Текст
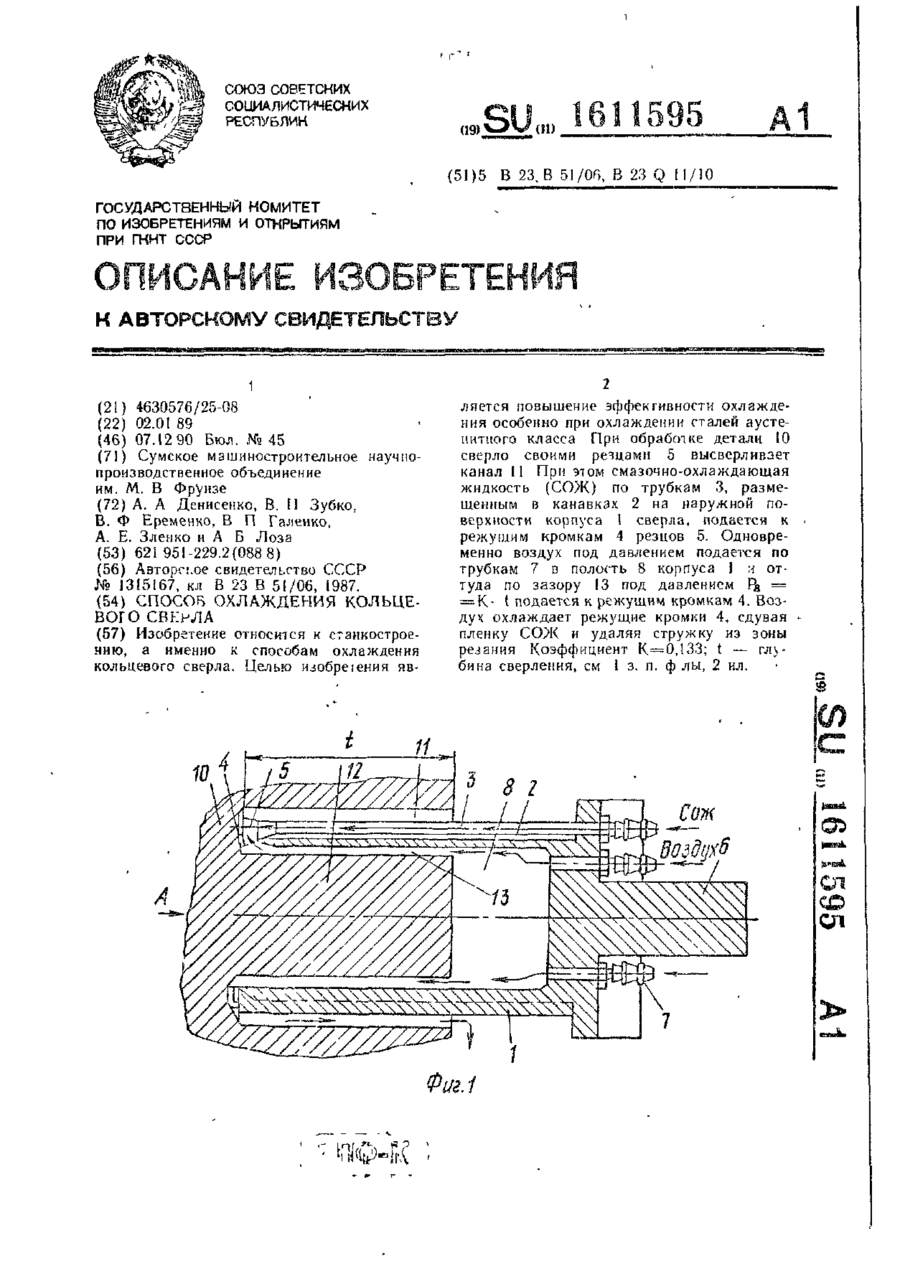
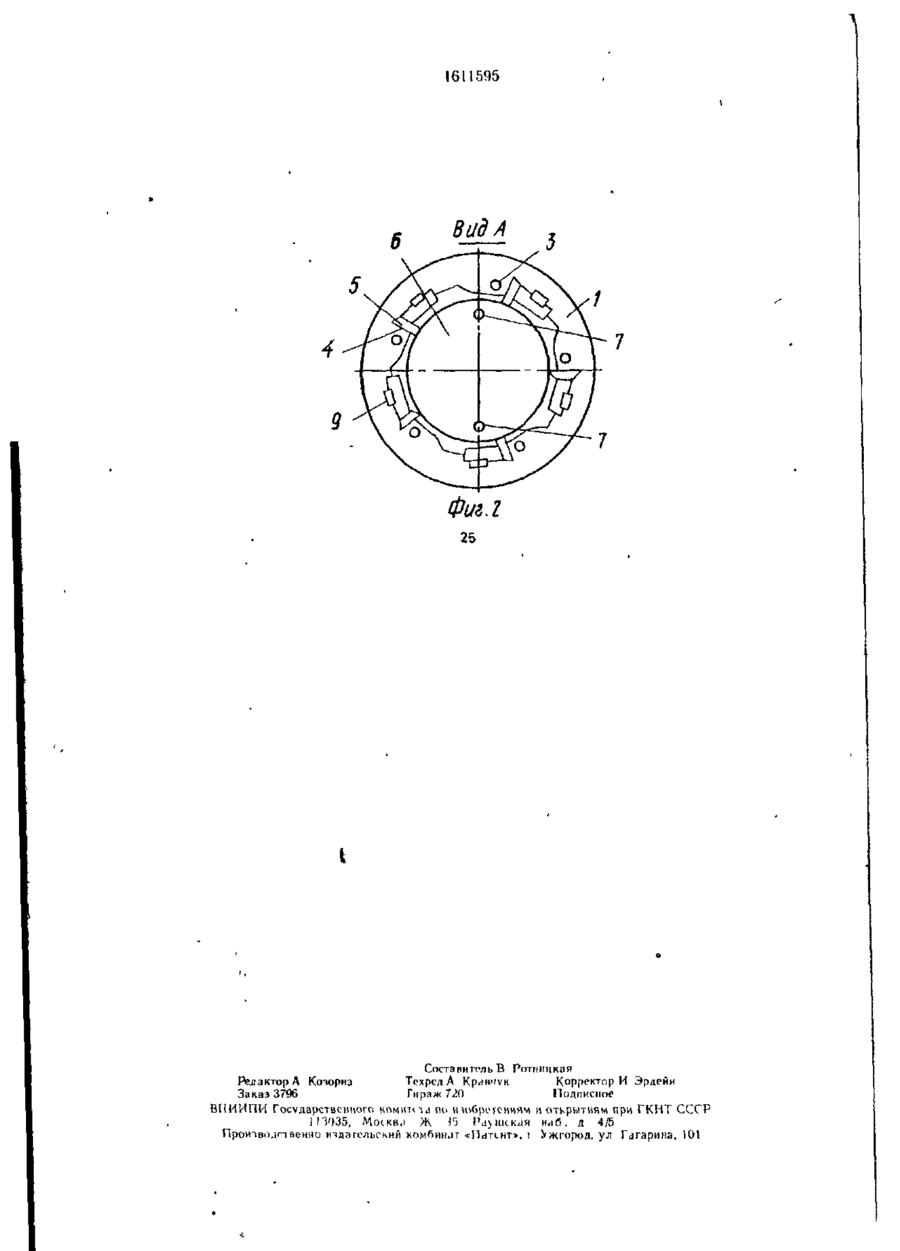
Изобретение относится к станкостроению, а именно к способам охлаждения кольцевого сверла. Целью изобреіения яв ляется повышение эффективности охлаждения особенно при охлаждении сталей аустенитного класса При обработке детали 10 сверло своими резцами 5 высверливает канал 11 При этом смазочно-охлаждающая жидкость (СОЖ) по трубкам 3, размещенным в канавках 2 на наружной поверхности корпуса 1 сверла, подается к режущим кромкам 4 резцов 5. Одновременно воздух под давлением подается по трубкам 7 в полость 8 корпуса 1 я оттуда по зазору 13 под давлением Ра = = К- t подается к режущим кромкам 4. Воздух охлаждает режущие кромки 4, сдувая пленку СОЖ и удаляя стружку из зоны резания Коэффициент К—0,133; t — гл\бина сверления, см 1 з. п. ф лы, 2 ил. Воздцхб СП 161UVJ5 Изобретение относится к станкостроению, а именно к способам охлаждения кольцевого сверла. Цель изобретения — повышение эффективности охлаждения особенно при охлаждения сталей аустенитного класса. На фиг. I приведена схема осуществления способа; на фиг. 2 — вид А на фиг. I. Для осуществления способа используют сверло, содержащее стаканообразный корпус 1 с канавками 2 на его наружной поверхности для расположения трубок 3 системы подачи смазочно-охлаждающей жидкости (СОЖ) к режущим кромкам 4 резцов 5 и закрепленные на дне 6 корпуса I трубки 7 подачи воздуха в полость 8 корпуса 1. Кроме того, на сверле закреплены направляющие пластины 9. Способ осуществляют следующим образом. Закрепляют неподвижное кольцевое сверло и вращают деталь 10. При подаче сверла в детали высверливается канал И с образованием (высверливанием) стержня 12. Во время резания по трубкам 3 СОЖ подается на режущие кромки 4 резцов 5, охлаждая их за счет обволакивания пленкой СО>К- Одновременно подают воздух по трубкам 7 в полость 8 и из нее по кольцевому зазору 13 между стержнем 12 и внутренней поверхностью корпуса Ї к режущим кромкам 4. Воздух сдувает пленку СОЖ, дополнительно охлаждая кромку 4, и дополнительно охлаждает зону резания за счет снижения ее температуры при расширении струи воздуха на выходе из полости 8. Выходящий из зоны резания воздух подхватывает стружку и удаляет ее вместе с СОЖ. Для того, чтобы обесиечить стабильную подачу воздуха при глубине сверления, давление Рв воздуха выбивают по формуле Р. = К- t, где К = 133 при обработке сталей аустенитного класса; t— глубина сверления, см. Пример. Кольцевое сверло 0360 мм закрепляют в резцедержателе станка 1А660, а обрабатываемой заготовке 10 (деталь (95—5 ф 820' мм длиной 1280 мм из стали 08Х18НЮТ для главного циркуляционного насоса АЭС) придают вращательное движение. Устанавливают режим резания: 5 при 20 об/мин подача сверла 0,15 мм/об. В процессе работы СОЖ под давлением через трубки 3 подают в зону резания индивидуально на каждый из резцов 5. Через внутренние трубки 7 во внутреннюю полость 8 корпуса I подают сжатый воздух, ^" который проходит через кольцевую полость 13 между высверленным стержнем 12 и внутренней поверхностью корпуса 1 в зону сверления. Сжатый воздух подхватывает ломаную стружку и вместе с СОЖ выбрасы15 вает из высверленного кольцевого отверстия П. При этом исчезает вибрация станка и кольцевого сверла, ликвидируется забивание сверла (стружка ломаная и вынос ее наружу), повышается чистота обработки отверстия и высверленного стержня (за^ диры от витой стружки), увеличивается срок службы кольцевого сверла. При достижении глубины сверления 100, 200, 400 и 600 мм соответственно давления подаваемого воздуха 1,33; 2,66; 5,32 и 7,98 кгс/см2. 25 Формула изобретения 1. Способ охлаждения кольцевого сверла, согласно которому по каналам сверла 30 подводят смазочно-охлаждающую жидкость (СОЖ) на его режущие кромки и подают воздух под давлением с последующим его распылением, отличающийся тем, что, с целью повышения эффективности охлаждения, подачу воздуха осуществляют через 35 зазор между внутренней стенкой корпуса сверла и поверхностью высверленного стержня, а давление Рв воздуха выбирают по формуле а где К — коэффициент, кг/см ; t — глубина сверления, см. 2. Способ по п. 1, отличающийся тем, что, с целью повышения эффективности охлаждения сталей аустенитного класса, коэффициент К выбирают равным 0,133. 45 1611595 Вид А 9 Составитель В Ротннцкяя Редактор А Кочориз Техрел А Кравчук Корректор И Эрлейи Заказ 3796 Гираж 720 Подписное ВІ1ИИПИ Государственного к п м і т і а ію изобретениям «открытиям при ГКНТ СССР ] 13035, MotKH.i Ж Г> !\І>ШСК,ІЯ н.)6, л 4/5 іпдзгельгкин комбиімт «tldTtuT», і Ужгород, ул Г
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cooling annular drill
Автори англійськоюDenysenko Oleksandr Antonovych, Zubko Victor Petrovych, Zubko Viktor Petrovych, Yeremenko Victor Pylypovych, Halenko Vasyl Petrovych, Zlenko Oleksandr Yevhenovych, Loza Oleksandr Borysovych
Назва патенту російськоюСпособ охлаждения кольцевого сверла
Автори російськоюДенисенко Александр Антонович, Зубко Виктор Петрович, Еременко Виктор Филиппович, Галенко Василий Петрович, Зленко Александр Евгеньевич, Лоза Александр Борисович
МПК / Мітки
МПК: B23Q 11/10, B23B 51/06
Мітки: охолодження, кільцевого, свердла, спосіб
Код посилання
<a href="https://ua.patents.su/4-6092-sposib-okholodzhennya-kilcevogo-sverdla.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження кільцевого свердла</a>
Спосіб заточки свердла одностороннього різання

Номер патенту: 416
Опубліковано: 30.04.1993
Автор: Кірсанов Сергій Михайлович
МПК: B24B 3/00
Мітки: різання, спосіб, одностороннього, заточки, свердла
Формула / Реферат:
Способ заточки сверла одностороннего резания, при котором абразивный круг подводят к обрабатываемому сверлу и формообразуют его заднюю и переднюю поверхности, причем формообразование последней производят при смещении сверла относительно оси абразивного круга, о т-личающийся тем, что величину смещения оси сверла выбирают по формулегде h - величина смещения относительно оси сверла, - величина угла в плане центральной...
Спосіб охолодження рудникового повітря
Номер патенту: 4659
Опубліковано: 28.12.1994
Автори: Ейдерман Михайло Олександрович, Рожко Віктор Федорович, Кац Леонід Ісаакович, Воловик Павло Наумович, Коптілов Сергій Петрович
МПК: E21F 3/00
Мітки: спосіб, охолодження, рудникового, повітря
Формула / Реферат:
(57) Способ охлаждения рудничного воздуха, включающий охлаждение воды и получение льда, плавление льда путем смешения его с отепленной водой и подачу охлажден ной воды в теплообменник воздухоохладителя, отличающийся тем, что охлаждение воды и получение льда осуществляют под землей путем подачи очищенной от взвеси шахтной воды в комплекс для охлаждения, при этом образовавшийся лед транспортируют в вагонетках к воздухоохладителю, подают его в...
Спосіб вторинного охолодження безперервнолитого злитку
Номер патенту: 2933
Опубліковано: 26.12.1994
Автори: Ганкін Владімір Борісовіч, Учитель Лев Михайлович, Гєрасімова Євгєнія Дмітрієвна, Бродський Сергій Сергійович, Борисов Юрій Миколайович, Айзін Юрій Моісєєвіч, Пікус Марк Ісерович
МПК: B22D 11/124
Мітки: злитку, безперервнолитого, спосіб, охолодження, вторинного
Формула / Реферат:
1. Способ вторичного охлаждения непрерывнолитого слитка, включающий подачу на поверхность слитка водовоздушной смеси с регулированием ее расхода и изменением соотношения долей воды и воздуха и их давлений по длине жидкой фазы слитка, отличающийся тем, что соотношение долей воды и воздуха в смеси регулируют в зависимости от содержания углерода в металле, при этом на участке, равном 0,05...0,5 длины жидкой фазы, соотношение долей воды и...
Спосіб охолодження порошків
Номер патенту: 3965
Опубліковано: 27.12.1994
Автори: Ваас Еберард Рєнальдовіч, Славутський Марко Наумович, Медведєв Едуард Георгійович, Романов Володимир Анатольйович, Пересадько Любов Іванівна, Палієнко Володимир Васильович, Тишкевич Микола Іванович
МПК: F26B 3/12
Мітки: спосіб, охолодження, порошків
Формула / Реферат:
Способ охлаждения порошков при распылительной сушке путем тангенциального подвода газовых потоков в противоположных направлениях в смежных по высоте сечениях, перпендикулярных направлению распыла продукта, отличающийся тем, что соотношение тангенциальных скоростей верхнего и нижнего потоков принимают равным 1,5-1,8:1.
Ванна для охолодження пластмасових труб
Номер патенту: 4411
Опубліковано: 27.12.1994
Автори: Колесник Микола Олексійович, Александров Володимир Федорович, Корпухов Володимир Миколайович
МПК: B29C 47/08, B29C 47/90
Мітки: ванна, труб, охолодження, пластмасових
Формула / Реферат:
Ванна для охлаждения пластмассовых труб, содержащая корпус с входным и выходным отверстиями в его вертикальных стенках, коллектор, связанный с устройством для подачи жидкого хладагента на поверхность пластмассовой трубы, выполненный в виде параллельных между собой рабочих трубок с отверстиями на их боковых сторонах, и устройство для удаления остатков хладагента с поверхности пластмассовой трубы, выполненное в виде газовой камеры,...
Попередній патент: Гідрогенератор
Наступний патент: Пристрій для центрування торцевих частин труб при зварюванні стика
Випадковий патент: Багатошаровий еластомерний відвід