Спосіб вторинного охолодження безперервнолитого злитку
Номер патенту: 2933
Опубліковано: 26.12.1994
Автори: Айзін Юрій Моісєєвіч, Ганкін Владімір Борісовіч, Учитель Лев Михайлович, Бродський Сергій Сергійович, Гєрасімова Євгєнія Дмітрієвна, Пікус Марк Ісерович, Борисов Юрій Миколайович
Формула / Реферат
1. Способ вторичного охлаждения непрерывнолитого слитка, включающий подачу на поверхность слитка водовоздушной смеси с регулированием ее расхода и изменением соотношения долей воды и воздуха и их давлений по длине жидкой фазы слитка, отличающийся тем, что соотношение долей воды и воздуха в смеси регулируют в зависимости от содержания углерода в металле, при этом на участке, равном 0,05...0,5 длины жидкой фазы, соотношение долей воды и воздуха в смеси уменьшают в пределах 1/50...1/150, а отношение давлений этих компонентов на данном участке устанавливают в пределах 0,6...1,0.
2. Способ по п. 1, отличающийся тем, что соотношение долей воды и воздуха и их давлений на участке 0,05...0,2 длины жидкой фазы изменяют в пределах 1/50...1/100 и 0,8...1,0, соответственно.
Текст
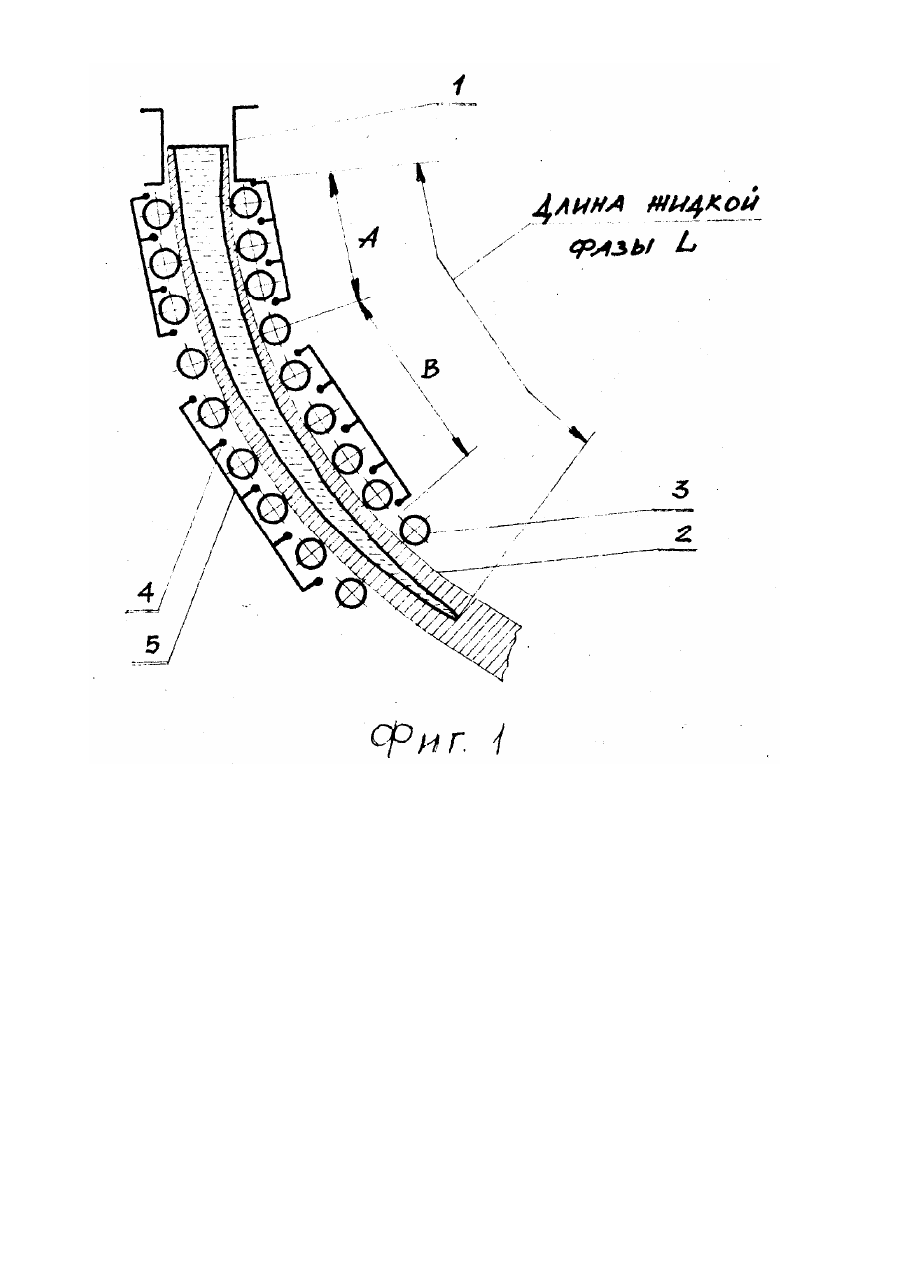
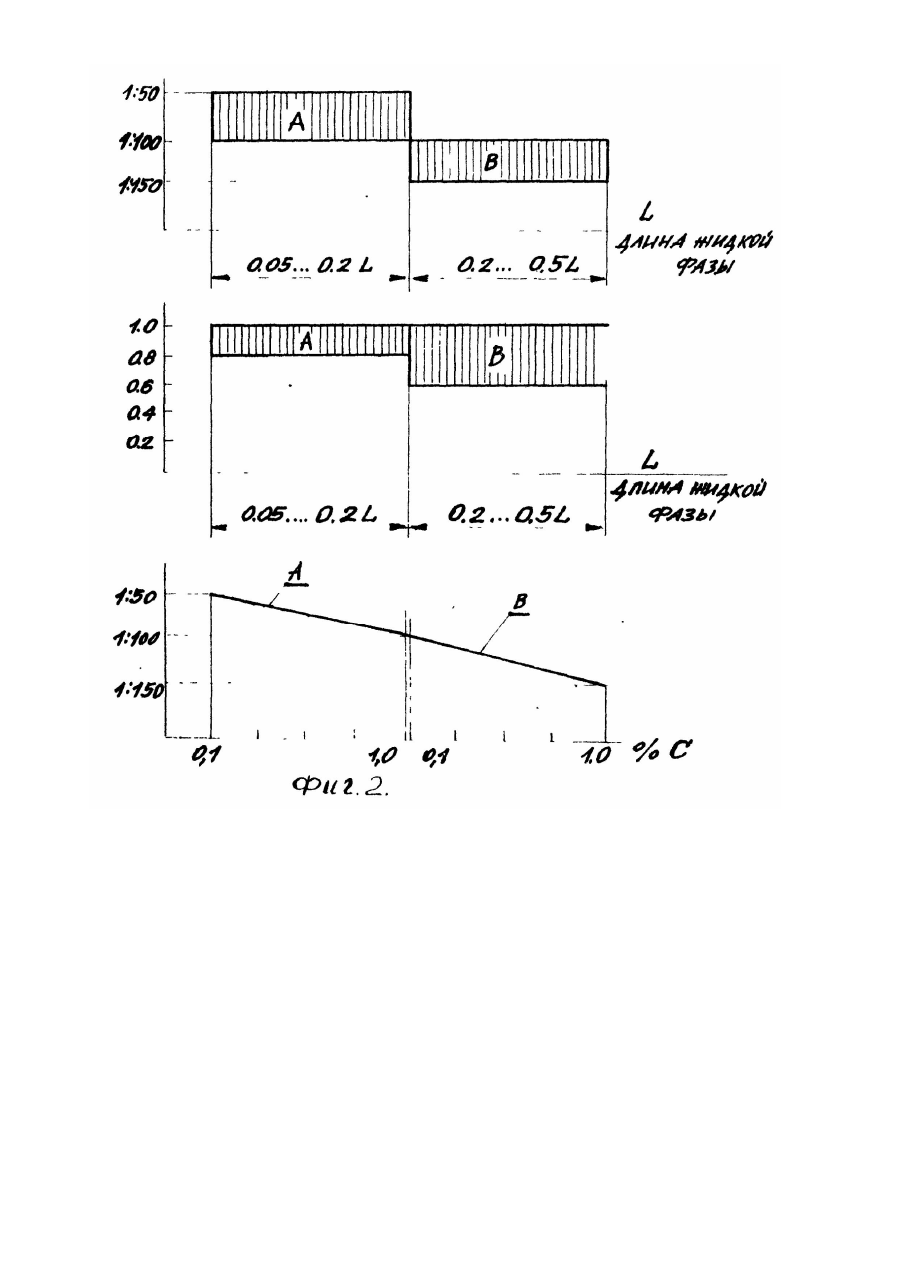
Изобретение относится к металлургии, в частности к непрерывному литью слитков квадратного и блюмового поперечного сечения. В современной практике непрерывной разливки стали в зоне вторичного охлаждения машин непрерывного литья заготовок широко применяют водовоздушную смесь для вторичного охлаждения поверхности слитков и заготовок. Известен способ непрерывной разливки металлов, включающий охлаждение слитка в зоне вторичного охлаждения водовоздушной смесью, в которой соотношение долей воды и воздуха изменяют по прямолинейному закону от 1:0 до 0:1 при этом водовоздушной смесью охлаждают 0,1-0,6 длины жидкой фазы слитка. (1) В известном способе в зоне вторичного охлаждения слитка отсутствует возможность регулирования соотношений долей воды и воздуха в воздушной смеси в зависимости от конкретного содержания углерода в разливаемой стали, в результате чего при непрерывном литье слитков из стали, имеющей более высокое содержание углерода, происходит уменьшение пластичности, повышение термических напряжений а кристаллизующей корке слитка, что приводит к образованию внутренних трещин и сосредоточенной осевой рыхлости, и как следствие этого, браку заготовок. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ вторичного охлаждения непрерывнолитых заготовок, включающий подачу водовоздушной смеси в зоне вторичного охлаждения на формирующуюся заготовку с регулированием расходов охладителя и изменением доли воды в водовоздушной смеси, при котором с увеличением скорости литья с 0,5 до 1,5 м/мин перепад давлений увеличивают от 0,1 до 0,6 атм, а по длине зоны - ступенчато снижают .от 0,6 до 0,1 атм, сохраняя его постоянной в каждой секции (2). В известном способе при регулировании давлений воды и воздуха в водовоздушной смеси по секциям вторичного охлаждения при изменении скорости вытягивания заготовок не достигается необходимая интенсивность охлаждения слитков, поскольку не учитывается содержание углерода в разливаемой стали, в результате чего, в кристаллизующемся слитке возникают температурные градиенты и термические напряжения, превосходящие допустимые значения. Это приводит к образованию трещин осевой рыхлости, снижает качество макроструктуры непрерывнолитых заготовок, которое не удовлетворяет требованию, предъявляемому к прокату, изготавливаемому из этих заготовок. В основу изобретения поставлена задача усовершенствовать способ вторичного охлаждения непрерывнолитых слитков, в котором за счет регулирования интенсивности водовоздушного охлаждения слитка и давлений этих компонентов в смеси, обеспечивается равномерная подача охладителей (воды и воздуха) на его поверхность в зависимости от конкретного содержания углерода в разливаемом металле, и за счет этого исключается образование трещин и снижение осевой рыхлости, что соответственно приводит к улучшению качества литых заготовок. Поставленная задача решается тем, что в способе вторичного охлаждения непрерывнолитых слитков, включающем подачу на его поверхность водовоздушной смеси с регулированием ее расхода и изменением соотношения долей воды и воздуха и их давлений по длине жидкой фазы слитка, согласно изобретению соотношение долей воды и воздуха в смеси регулируют в зависимости от содержания углерода в металле, при этом на участке равном 0,05...0,5 длины жидкой фазы, соотношение долей воды и воздуха в смеси уменьшают в пределах 1/50...1/150, а отношение давлений этих компонентов на данном участке устанавливают в пределах 0,6...1,0. Соотношение долей воды и воздуха и их давлений на участке 0,05...2 длины жидкой фазы изменяют в пределах 1/50...1/100 и 0,8...1,0, соответственно. Сопоставительный анализ изобретения с прототипом показывает, что способ вторичного охлаждения непрерывнолитых слитков отличается от известного тем, что позволяет учесть влияние конкретного содержания углерода в металле на изменение свойства стали при охлаждении слитка в процессе вытягивания его из кристаллизатора. С ростом содержания углерода изменяются теплофизические свойства стали. Расчеты коэффициентов теплоотдачи по зонам вторичного охлаждения заготовок, проведенные при прочих равных условиях непрерывной разливки стали показывают, что для высокоуглеродистой стали по сравнению с низкоуглеродистой сокращается зона принудительного охлаждения и в пределах этой зоны требуется меньший теплосъем. На выходе из зоны принудительных вторичного охлаждения непрерывнолитые заготовки, из высокоуглеродистой стали идут с более "холодной" поверхностью. Следовательно, необходимо регулирование интенсивности охлаждения заготовок в зоне вторичного охлаждения в зависимости от содержания углерода в разливаемой стали с целью компенсации более быстрого остывания заготовок из высокоуглеродистой стали, что предотвращает образование указанных дефектов макроструктуры заготовок. Сущность изобретения поясняется чертежом, где на фиг. 1 - показан общий вид машины непрерывного литья заготовок с зоной вторичного охлаждения заготовок; на фиг. 2 показаны графики распределения по зонам вторичного охлаждения. Способ вторичного охлаждения непрерывнолитых заготовок может быть осуществлен с помощью машины непрерывного литья заготовок, включающей кристаллизатор 1, из которого вытягивают затвердевающую заготовку 2, зону вторичного охлаждения, состоящую из нескольких секций (например двух А и В), поддерживающих роликов 3, между которыми установлены форсунки 4, укрепленные на коллекторах вторичного охлаждения 5. С помощью форсунок на поверхность затвердевающей заготовки в зоне вторичного охлаждения подают распыленный охладитель, например, водовоздушную смесь. Регулирование интенсивности охлаждения осуществляют в каждой секции за счет соответствующего изменения отношения долей воды и воздуха, указанного в изобретении, в зависимости от содержания углерода в разливаемой стали и по длине зоны вторичного охлаждения, а также путем соответствующего изменения этих компонентов по секциям, обеспечивающего заданную скорость истечения водовоздушной смеси, что необходимо для повышения эффективности охлаждения. Ниже зоны участков А и В охлаждение поверхности слитков осуществляется в воздушной среде. Длины участков А и В в относительных величинах по отношению к длине жидкой фазы непрерывнолитого слитка приняты в соответствии с типовым размером роликовой секции, т.е. длина первого участка (А) составила 3,03 м, второго (В) - 6,06 м. Примеры осуществления способа, Пример № 1. Осуществляется процесс непрерывного литья заготовок сечением 300х360 мм марки СТ10 % 00,10. Скорость разливки 0,6 м/мин, длина жидкой фазы при этой скорости составила 20,2 м. Длина первого участка составила 3,03 м, расстояние от мениска металла до начала данного участка составила 1,01 м. Соотношение расходов вода-воздух на первом участке устанавливают 1/50, при этом соотношение давлений воды и воздуха поддерживают 1,0 (давление воды составило 0,35 мПа, давление воздуха также равно 0,35 мПа). На участке (В) длиной 6,06 м, расстояние от мениска металла до начала участка при длине жидкой фазы 20,2 м составляет 0,2 и 0,5 от длины жидкой фазы. Соотношение расходов вода - воздух на этом участке устанавливают 1/100, при этом соотношение давлений воды и воздуха составляет 1,0 (давление воды и давление воздуха равны 0,3 мПа). Пример № 2. Осуществляется процесс непрерывного литья заготовок сечением 300х360 мм из стали марки ст. 40 % С=0,41. Скорость разливки 0,6 м/мин., длина жидкой фазы при этой скорости составляет 20,2 м. Длина первого участка составляет 3,03 м, расстояние от мениска до начала и конца участка равны 1,01 м и 4,04, что составляет соответственно 0,05 и 0,2 от длины жидкой фазы. Соотношение расходов воды и воздуха на этом участке устанавливают 1:70, при этом соотношение давлений воды и воздуха поддерживают равным 0,9 (давление воды 0,3 мПа и давление воздуха 0,33 мПа). На участке (В) длиной 6,06 м, расстояние от мениска металла до начала и конца участка составляет соответственно 0,2 и 0,5 от длины жидкой фазы. Соотношение расходов воды и воздуха устанавливают 1/120, соотношение давлений воды и воздуха поддерживают 0.8 (давление воды 0,25 мПа. давление воздуха 0,31 мПа). Пример № 3. Осуществляется процесс непрерывного литья заготовок сечением 300х360 мм из стали марки 65Г (% С=0,65). Скорость разливки 0,6 м/мин., длина жидкой фазы при этой скорости составляет 20,2 м. Длина первого участка составляет 3,03 м. расстояние от мениска до начала и конца участка составляет соответственно 0.05 и 0,2 от длины жидкой фазы. Соотношение расходов воды и воздуха на этом участке устанавливают 1/100 при этом соотношение давлений воды и воздуха поддерживают 0,8 (давление воды 0,25 мПа, давление воздуха 0,31 мПа). На участке (В) длиной 6,06 м, расстояние от мениска металла до начала и конца участка составляет соответственно 0,2 и 0,5 от длины жидкой фазы. Соотношение расходов воды и воздуха устанавливают 1/150, соотношение давлений воды и воздуха составляет 0,6 (давление воды 0,2 мПа, давление воздуха 0,33 мПа). Результаты испытаний изобретения на блюмовых машинах непрерывного литья заютовок показали, что при охлаждении блюмов с указанными пределами было обеспечено увеличение выхода годного заготовок на 0,5-1,5 %, особенно из углеродистой и шарикоподшипниковой стали. Достигнуто снижение обрези осевой рыхлости заготовок и практически исключены трещины по торцам из легированных марок стали. Как показали результаты испытаний, оптимальные пределы отношений долей воды и воздуха на участке А (соответствует первой роликовой секции) составляет 1/50...1/100, а на участке В (вторая секция) - 1/100...1/150. При увеличении отношения расходов воды и воздуха менее 1 /50 на участке А и менее 1/100 на участке В. происходит захолаживание заготовки, при этом снижается выход годного заготовок, а при уменьшении на участке А более 1/100, на участке В более 1/150 необоснованно завышается расход сжатого воздуха при том же качестве заготовок. Интенсивность охлаждения при этом резко падает и не обеспечивает нормального роста затвердевающей корочки заготовки. Оптимальные отношения давлений воды и воздуха на участке А составляет 0,8... 1,0, а на участке В 0,36... 1,0. При снижении отношения давлений воды и воздуха на участке А менее 0,8, а на участке В менее 0,6 резко падает интенсивность охлаждения водовоздушной смеси, приближаясь к интенсивности охлаждения на воздухе, при этом происходит вторичный разогрев заготовки, что может вызвать образование внутренних трещин. При увеличении соотношений давлений воды и воздуха более 1 режим охлаждения становится очень жестким, вызывая переохлаждение заготовки, при этом существенно повышается осевая рыхлость заготовки, что приводит к повышению брака заготовки. Вариация соотношения давлений воды и воздуха в способе вторичного охлаждения непрерывнолитых слитков позволяет повысить его эффективность за счет обеспечения охлаждения заготовок по всей площади поверхности заготовки, включая подроликовые области, за счет растекания водовоздушного тумана за роликами на поверхности заготовки при указанных соотношениях воды и воздуха. Это приводит к снижению температур в зоне контакта факела с заготовкой и обеспечивает более мягкий режим охлаждения. Применение способа позволяет устранить дефекты макроструктуры заготовок, повысить качество слитков.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of secondary cooling of uninterruptedly-casted ingot
Автори англійськоюBorysov Yurii Mykolaiovych, Brodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Pikus Mark Iserovych, Aizin Yurii Moisieievich, Hankin Vladimir Borisovich, Hierasimova Yevhieniia Dmitriievna
Назва патенту російськоюСпособ вторичного охлаждения непрерывнолитого слитка
Автори російськоюБорисов Юрий Николаевич, Бродский Сергей Сергеевич, Учитель Лев Михайлович, Пикус Марк Исерович, Айзин Юрий Моисеевич, Ганкин Владимир Борисович, Герасимова Евгения Дмитриевна
МПК / Мітки
МПК: B22D 11/124
Мітки: безперервнолитого, вторинного, охолодження, злитку, спосіб
Код посилання
<a href="https://ua.patents.su/4-2933-sposib-vtorinnogo-okholodzhennya-bezperervnolitogo-zlitku.html" target="_blank" rel="follow" title="База патентів України">Спосіб вторинного охолодження безперервнолитого злитку</a>
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: безперервної, сталі, розливки, спосіб
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб охолодження рухомого сталевого прокату
Номер патенту: 1472
Опубліковано: 25.07.1994
Автори: Могілевцев Петро Леонідович, Авраменко Олександр Володимирович, Шевцов Володимир Костянтинович, Зінченко Іван Миколайович, Остапенко Арнольд Леонтієвич, Неустроів Олександр Леонідович, Романов Олександр Олександрович, Бодня Моісей Ізраілевич, Шапіро Ілля Аронович, Ягупов Ігор Владиславович, Следнів Володимир Петрович, Філатов Павло Володимирович, Годецький Юрій Миколайович
МПК: C21D 1/02, B21B 45/02
Мітки: сталевого, охолодження, спосіб, рухомого, прокату
Формула / Реферат:
Способ охлаждения движущегося стального проката, включающий подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, объединенными в группы, размещенных симметрично над рольгангом параллельно направлению движения проката, отличающийся тем, что подают дополнительно на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при...
Спосіб фільтрації суспензії соку і сатурації
Номер патенту: 118
Опубліковано: 30.04.1993
Автори: Воробйов Євгеній Ігоревич, Штангеєв Валерій Остапович, Анікеєв Юрій Васильович, Саєнко Віталій Григорович, Городисський Юрій Дмитрович, Юр'єв Михайло Павлович
МПК: C13D 3/02
Мітки: соку, спосіб, фільтрації, сатурації, суспензії
Формула / Реферат:
Формула изобретенияСпособ фильтрации суспензии сока / сатурации, предусматривающий подачу ее в камеру фильтр-пресса, отделение сока от осадка через фильтровальную перегородку, отжим образовавшегося осадка, его промывку аммиачной водой, отжим из осадка воды и его сушку воздухом, отличающийся тем, что, с целью ускорения процесса при сохранении требуемой степени обессахаривания, отжим образовавшегося слоя осадка осуществляют при давлении...
Пристрій для прискореного охолодження прокату
Номер патенту: 806
Опубліковано: 15.12.1993
Автори: Горбаньов Аркадій Олексійович, Мінаєв Олександр Анатолієвич, Бердічевський Юрій Євгенович, Деркач Дмитро Олександрович, Кабаченко Сергій Борисович, Швердін Сергій Мітрофанович, Онищенко Сергій Олександрович, Юнаков Олександр Михайлович, Пілюшенко Віталій Лаврентьович, Галюченко Іван Миколайович
МПК: B21B 45/02
Мітки: прокату, прискореного, охолодження, пристрій
Формула / Реферат:
1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно...
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Львовський Ян Семенович, Сичков Олександр Борисович, Судья Володимир Петрович, Бердічевський Юрій Євгенович, Віліпп Олександр Іванович, Мінаєв Олександр Анатолієвич, Кабаченко Сергій Борисович, Антонов Володимир Федорович, Онищенко Сергій Олександрович, Пісарєв Олександр Георгійович
МПК: C21D 1/02, B21B 45/02
Мітки: пристрій, рухається, прокату, охолодження
Формула / Реферат:
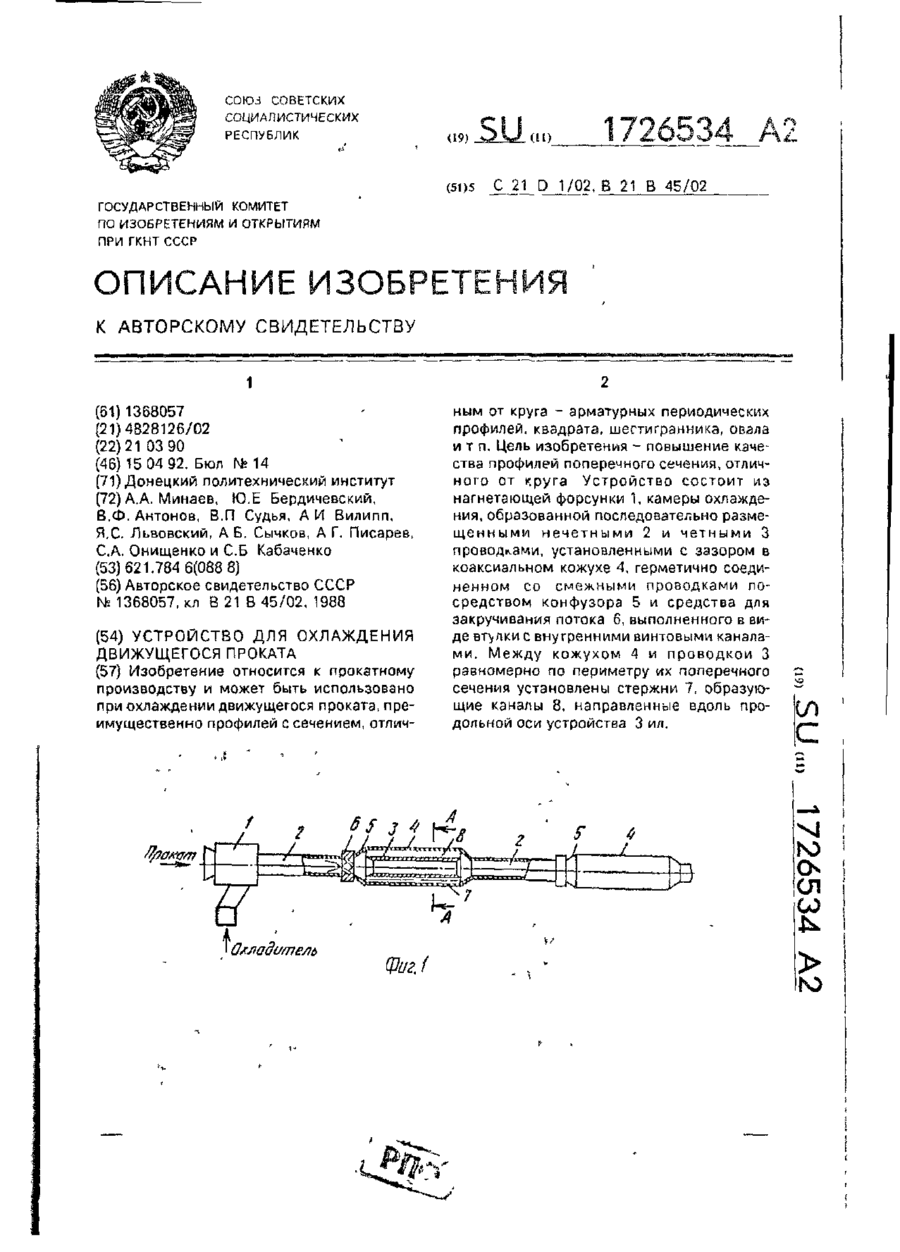
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.