Пристрій для центрування торцевих частин труб при зварюванні стиків
Номер патенту: 6097
Опубліковано: 29.12.1994
Автори: Ситник Микола Петрович, Миньков Петро Андрійович, Вакуленко Борис Іванович, Іванов Іван Васильович
Формула / Реферат
Устройство для центровки торцовых частей труб при сварке стыка по авт. св. № 123931, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности совпадения кромок, каждая пара обжимных роликов смонтирована с возможностью поворота относительно оси параллельно продольной оси трубы, при этом в роликах выполнены резьбовые отверстия, а в упомянутых отверстиях установлены рихтовочныс винты-фиксаторы.
Текст
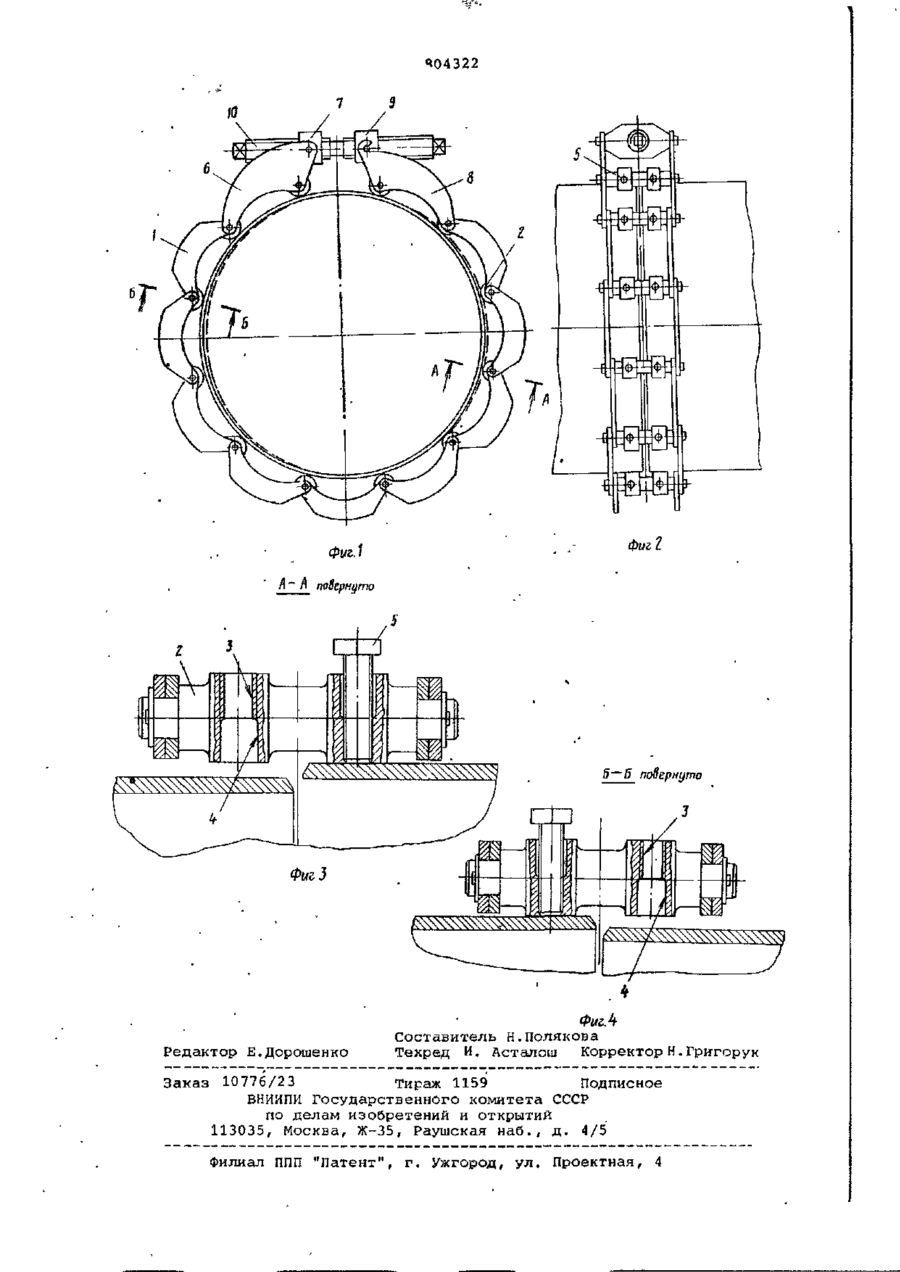
ОПИС ИЗОБРЕТЕ Союз Советских Социалистических Республик (И) 804322 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительно© к авт. свид-ву №123931 (22)3аявлено 26.03.79 2741161/25-27 (51 )М. Кл. (21) с присоединением заявки № Государственный комитет СССР Опубликовано 15.0281, Бюллетень № 6 Дата опубликования описания 15JD 2.81 (72) Авторы изобретения (71)Заявитель І. В 23 К 37/04 В 23 К 31/06 (23) Приоритет по делам изобретений н открытий Н.П.Сытник, П.А.Миньков, 3 (53) УДК 6 2 1 . 7 9 1 .039 ( 0 8 8 . 8 ) И.В.Иванов и Б.И.Вакуленко Проектно-технологический и конструкторский институт организации производства и экономики монтажных и специальных строительных работ (54) УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ТОРЦОВЫХ ЧАСТЕЙ ТРУБ ПРИ СВАРКЕ СТЫКА 1 Изобретение относится к сварке, ры под н ажимними роли к ами (не сов в частности к устройствам для cbopпадения кромок по периметру стыкуеки и сварки трубопроводов. мых труб), наметить места, в которых По основному авт.св. №123931 изнеобходимо устанавливат ь подкладки/ вестіо устройство для центровки тори определить требуемую их толщину. цовых частей труб при сварке стыка Затем разжать центраторы, устас применяем деталей для обжима труб новить подкладки требуемой толщины по наружной поверхности в месте стыи чем-то их зафиксировать в нужных ка, в котором детали для обжима выместах. После этого нужно снова за10 тянуть центратор и убедиться в совполнены в виде равномерно размещаемых по окружности стыка цилиндричеспадении кромок стыкуемых труб так ких роликов с проушинами для прохода как нет гарантии, что с помощью натягиваемого троса, прижимающего подкладок с первой их установки можролики к трубе [і] . но устранить имевшееся несовпадение Недостатком указанной конструкции 15 кромок. Иногда это приходится выполнять по три-четыре раза. Эти дополявляется то, что устройство не может нительные операции значительно увеобеспечить по всему периметру совмеличивают трудоемкость и снижают щение кромок стыкуемых У свариваемых качество работы. труб в пределах допускаемых отклоне20 Цель изобретения - улучшение каний на сварку. чества сборки путем повышения точВ тех местах, где нужно устранить ности совпадения кромок, смещение кромок, необходимо подкладывать под ролик, соприкасающийся Указанная цель достигается тем, с поверхностью трубы, V-образныс что каждая пара обжимных роликов стальные подкладки, а это очень тру- 25 смонтирована с возможностью повородоемко и неудобно, так как первоната относительно оси параллельно прочально определить где нужно устанавдольной оси трубы, при этом в ролиливать подкладки практически очень ках выполнены резьбовые отверстия, трудно. В начале нужно затянуть j® а в упомянутых отверстиях установле центратор, определить, где есть эазо ны рихтовочные винты-фиксаторы. 804322 На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку , на фиг. 3 - разрез А-А на • фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство представляет собой шарнирно-звенную пластинчатую цепь, собранную из пластин 1, внутренний радиус которых несколько больше радиуса (наименьшего) центрируемых труб. Пластины закреплены на свобод10 но вращающихся нажимных роликах 2, в которых выполнены отверстия 3 и 4. При этом в отверстиях 3 выполнена резьба. Отверстия 3 и 4 совмещены друг с другом попарно и одна пара относительно другой повернута на 180 . 15 В резьбовые отверстия 3 по необходимости ввинчиваются рихтовочные винтыфиксаторы 5. Крайнее левое звено цепи выполнено в виде двух щек 6, закрепленных шарнирно на цапфах гайки 20 7, имеющей левую резьбу. Правое крайнее звено цепи выполнено в зиде двух пластинчатых крюков 8, замыкаемых устройство на цапфах гайки 9, имеющей правую резьбу. Для 25 стягивания устройства на стыкуемых трубах служит винт 10, расположенный параллельно касательной окружности трубы, и имеющий правую и левую резьбу. На обоих концах винта предусмот30 рены выступы под ключ. Устройство работает следующим образом. Устройство устанавливается симметрично стыку труб, после чего крю35 ковое звено 8 одевается на цапфы правой гайки 9 и вращением винта 10 натягивается пластинчатая цепь до получения соосности стыкуемых труб и совпадения части кромок. После 40 этого визуально определяют величину и точки смещения кромок, что определяется по наличию зазоров под нажимными роликами, и намечают места, в которых необходимо устранить смещение кромок стыкуемых труб. В этих местах посредством воротка отверстий 4 на- • жимные ролики разворачиваются так, чтобы резьбовые отверстия 3 были повернуты в сторону трубы, перпендикулярно к ней (ось отверстия совпадает с радиусом). в резьбовые отверстия, расположенные над противоположной зазору трубе (т.е. соприкасающиеся с поверхностью трубы), ввинчиваются рихтовочные винты-фиксаторы до тех пор, пока не устраняется смещение кромок стыкуемых труб. В этом положении стык фиксируется до выполнения монтажной электросварки, после чего устройство разжимается и смещается в сторону по трубе для выполнения сварки стыка. Формула изобретения Устройство для центровки торцовых частей труб при сварке стыка по авт. св. №123931, о т л и ч а ю щ е е с я тем, что, с целью улучшения качества сварки путем повышения точности совпадения кромок, каждая пара обжимных роликов смонтирована с возможностью поворота относительно оси параллельно продольной оси трубы, при этом в роликах выполнены резьбовые отверстия , а в упомянутых отверстиях установлены рихтовочные винты-фиксаторы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №123931, кл. В 23 К 37/04, 20.03.59 (прототип). 404322 7 З фиг 2 Фиг. ї л повернуто ФыгЛ Редактор Е.Дорошенко Составитель Н.Полякова Техред И. Асталош Корректор Н.Гриторук Заказ 10 776/2 3 Тираж 1159 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for centering end parts of pipes at joint welding
Автори англійськоюSytnyk Mykola Petrovych, Mynkov Petro Andriiovych, Ivanov Ivan Vasyliovych, Vakulenko Borys Ivanovych
Назва патенту російськоюУстройство для центрирования торцевых частей труб при сварке стыков
Автори російськоюСытник Николай Петрович, Миньков Петр Андреевич, Иванов Иван Васильевич, Вакуленко Борис Иванович
МПК / Мітки
МПК: B23K 37/053
Мітки: торцевих, труб, пристрій, зварюванні, центрування, стиків, частин
Код посилання
<a href="https://ua.patents.su/4-6097-pristrijj-dlya-centruvannya-torcevikh-chastin-trub-pri-zvaryuvanni-stikiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для центрування торцевих частин труб при зварюванні стиків</a>
Пристрій для центрування торцевих частин труб при зварюванні стика
Номер патенту: 6093
Опубліковано: 29.12.1994
Автор: Ситник Микола Петрович
МПК: B23K 31/02
Мітки: зварюванні, торцевих, стика, центрування, пристрій, частин, труб
Формула / Реферат:
Устройство для центровки торцовых частей труб при сварке стыка по авт. св. № 804322, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности, оно снабжено дополнительным съемным домкратом, включающим корпус, грузовой винт с нажимной вилкой, два крюковых захвата и торцовый ключ, домкрат установлен соосно одному из рихтовочных винтов с возможностью охвата его боковинами нажимной вилки, крюковые захваты...
Спосіб контролю якості та ремонту стиків труб при контактному стиковому зварюванні оплавленням
Номер патенту: 4960
Опубліковано: 28.12.1994
Автори: Нікітін Анатолій Сергійович, Швець Юрій Васильович, Меньшенін Леонід Миколайович, Мазур Віталій Гаврилович, Кучук-Яценко Сергій Іванович, Летовальцев Сергій Олександрович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: труб, спосіб, стиків, якості, оплавленням, зварюванні, контролю, контактному, ремонту, стиковому
Формула / Реферат:
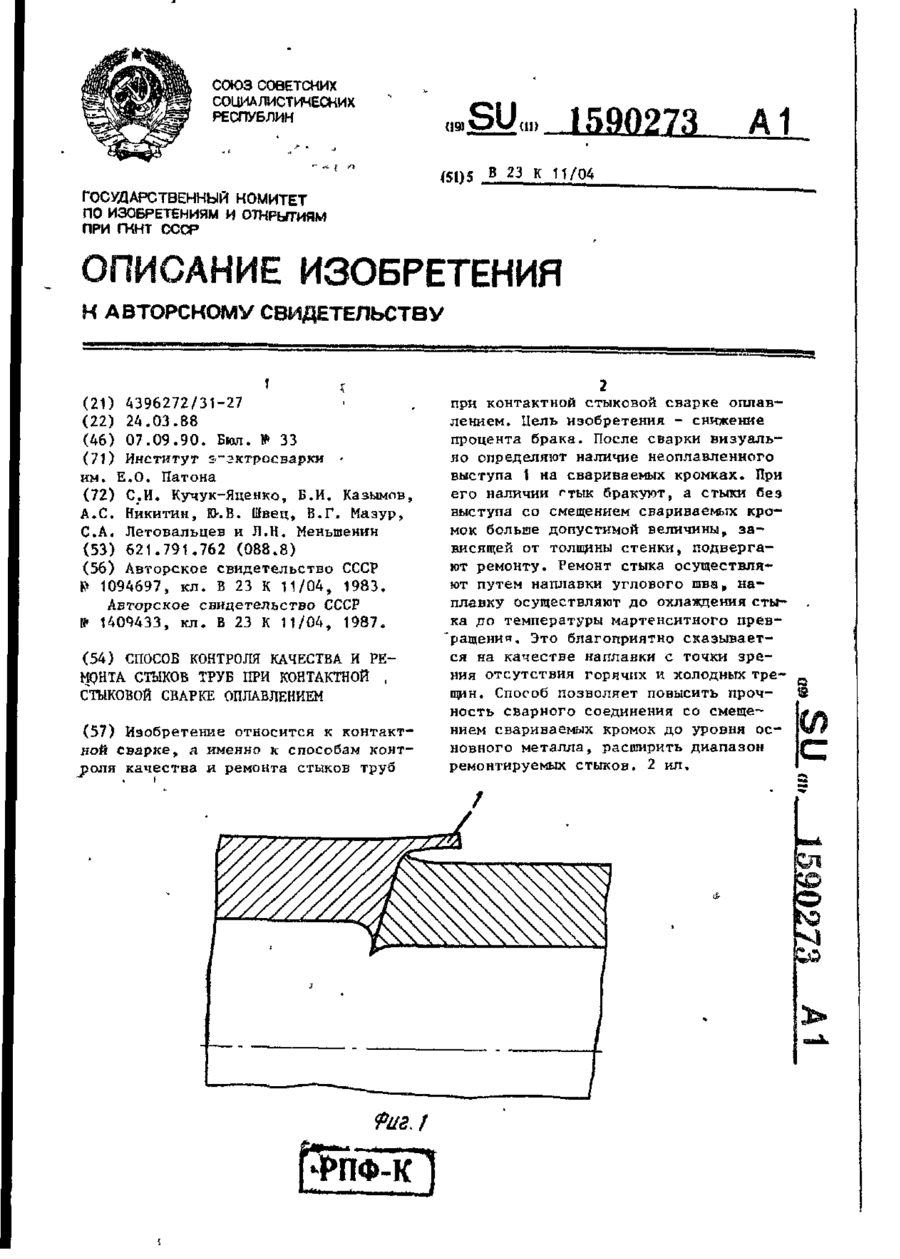
Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением, включающий контроль качества сварного соединения и, в случае необходимости, ремонт стыка путем наплавки углового шва, отличающийся тем, что, с целью снижения процента брака, при контроле качества определяют визуальным осмотром наличие неоплавленного выступа на свариваемых кромках и при его наличии стык бракуют, а стыки без выступа с недопустимым...
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 101/06, B23K 31/02
Мітки: стиків, труб, шва, примусовим, формуванням, спосіб, переважно, багатошарового, неповоротних, зварювання
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стиковому, зняття, деталей, пристрій, контактному, зварюванні, грата
Формула / Реферат:
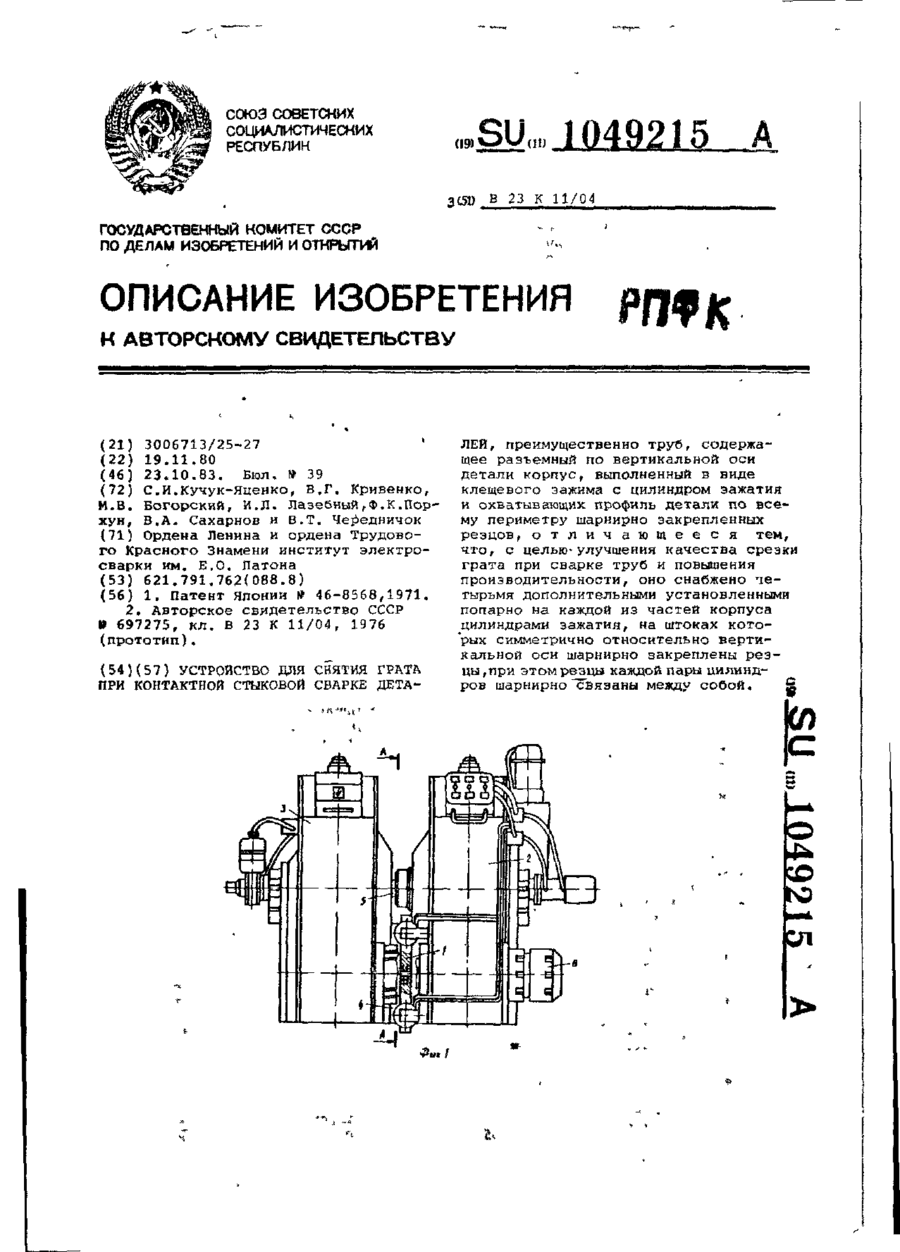
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Пристрій для центрування труб до магнітно-імпульсного зварювання
Номер патенту: 1014
Опубліковано: 30.12.1993
Автор: Чудаков Вячеслав Андрійович
МПК: B23K 37/053
Мітки: зварювання, труб, центрування, пристрій, магнітно-імпульсного
Формула / Реферат:
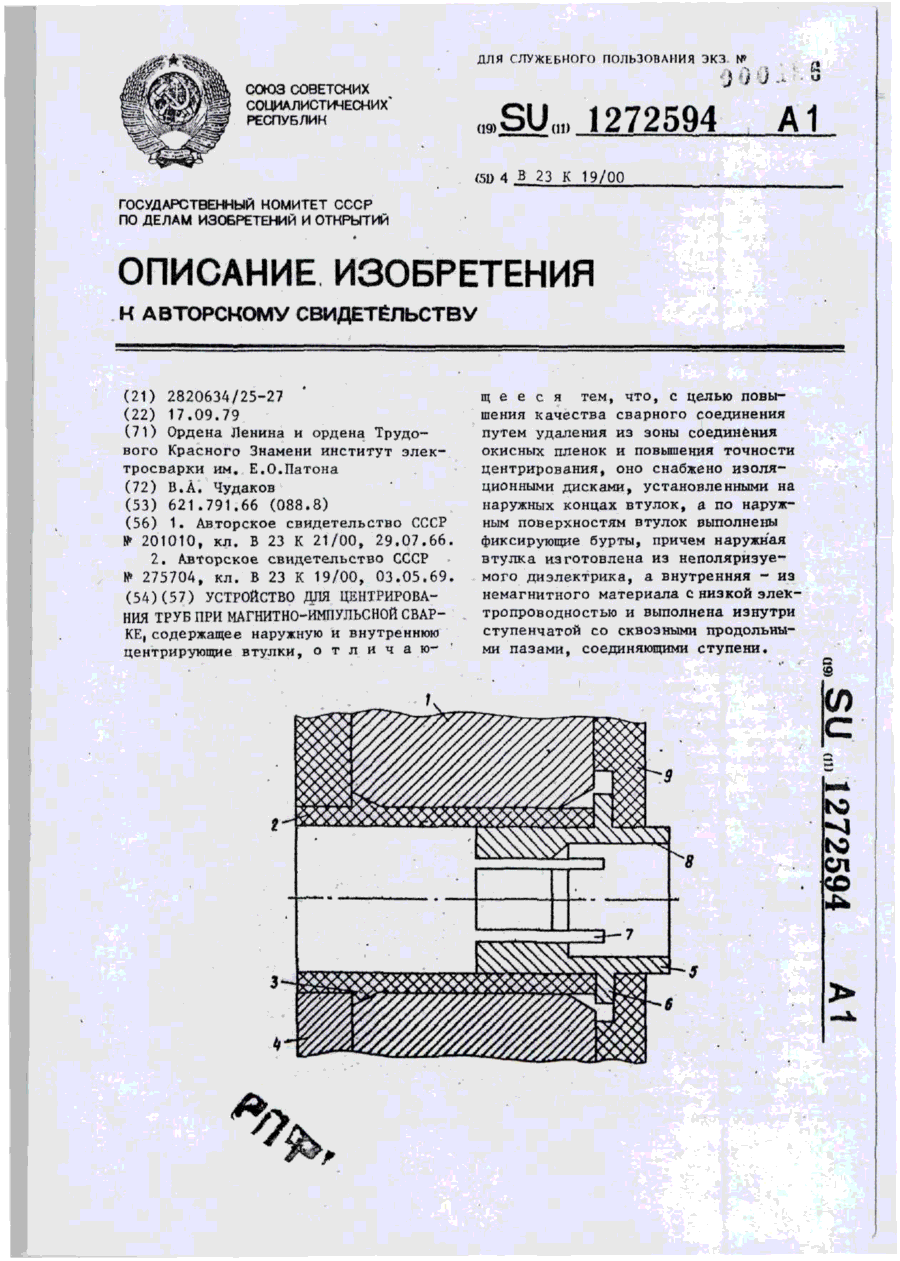
Устройство для центрирования труб при магнитно-импульсной сварке, содержащее наружную и внутреннюю центрирующие втулки, отличающееся тем, что, с целью повышения качества сварного соединения путем удаления из зоны соединения окисных пленок и повышения точности центрирования, оно снабжено изоляционными дисками, установленными на наружных концах втулок, а по наружным поверхностям втулок выполнены фиксирующие бурты, причем наружная втулка...
Попередній патент: Пристрій для центрування торцевих частин труб при зварюванні стика
Наступний патент: Спосіб попередження розвитку туберкульозу легень
Випадковий патент: Мережевий пристрій управління