Пристрій для ремонту спрямовуючого апарата газотурбінного двигуна
Номер патенту: 61365
Опубліковано: 11.07.2011
Автори: Долматов Анатолій Іванович, Жоночин Олександр Юрійович, Мостовий Олексій Іванович, Сергєєв Сергій Валерійович, Зорік Ігор Володимирович, Ліхачов Олександр Федорович
Формула / Реферат
Пристрій для демонтажу та паяння лопаток спрямовуючого апарата газотурбінного двигуна, який містить вакуумну камеру, вакуумний насос, форвакуумний насос, який відрізняється тим, що містить розташований на стінці вакуумної камери з можливістю позиціювання плазмотрон, систему постачання та регулювання робочого газу, джерело живлення плазмотрона, захисний екран, ділильний пристрій, який розподіляє кут оберту вала, що входить в вакуумну камеру крізь ущільнення в її стінці, таким чином, що повний оберт вала розподіляється на кількість фіксованих позицій, рівну кількості лопаток в ступені спрямовуючого апарата, знімний стапель для паяння або випаювання лопаток з розташованим в ньому спрямовуючим апаратом, закріплений на валу, електромагнітний виштовхувач лопаток.
Текст
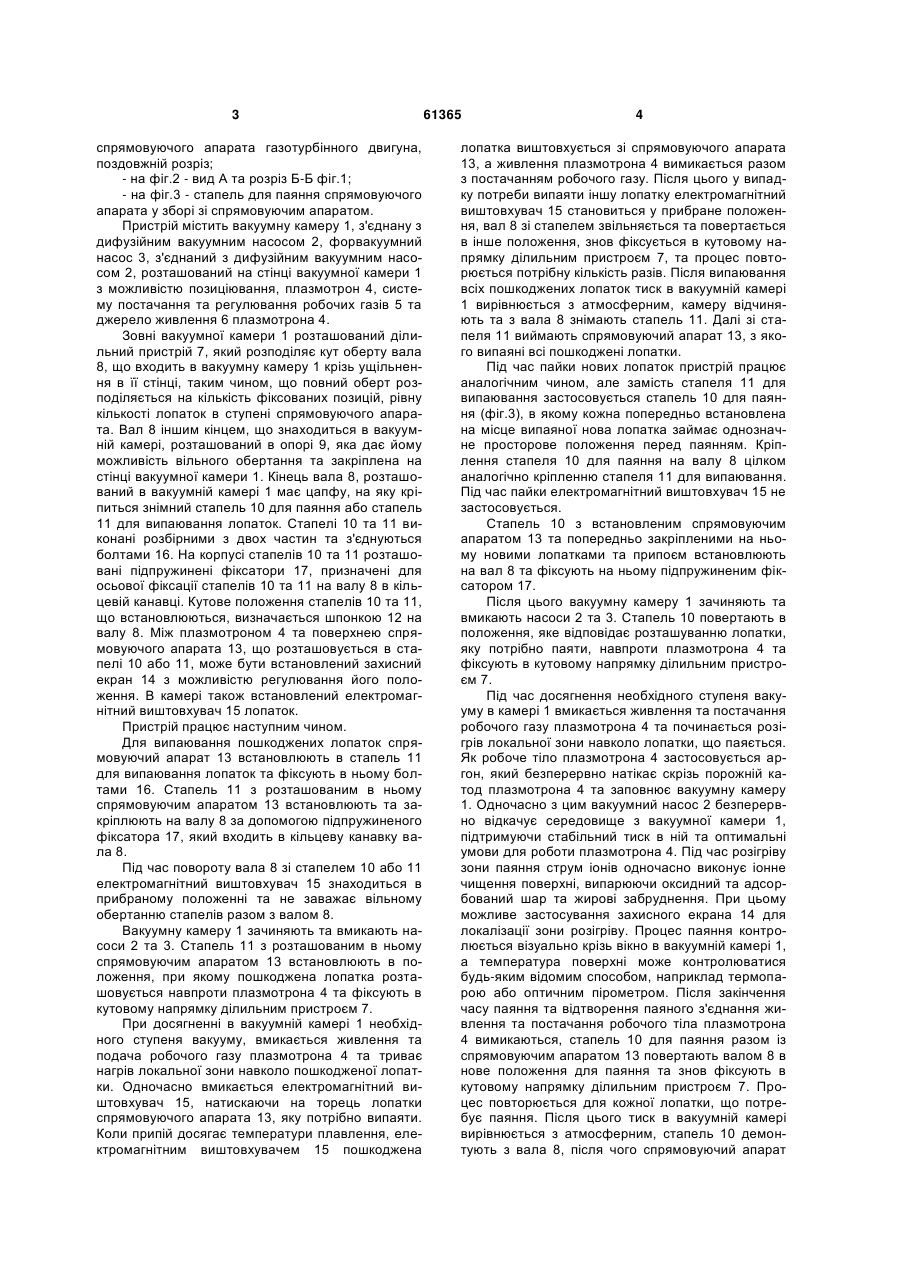
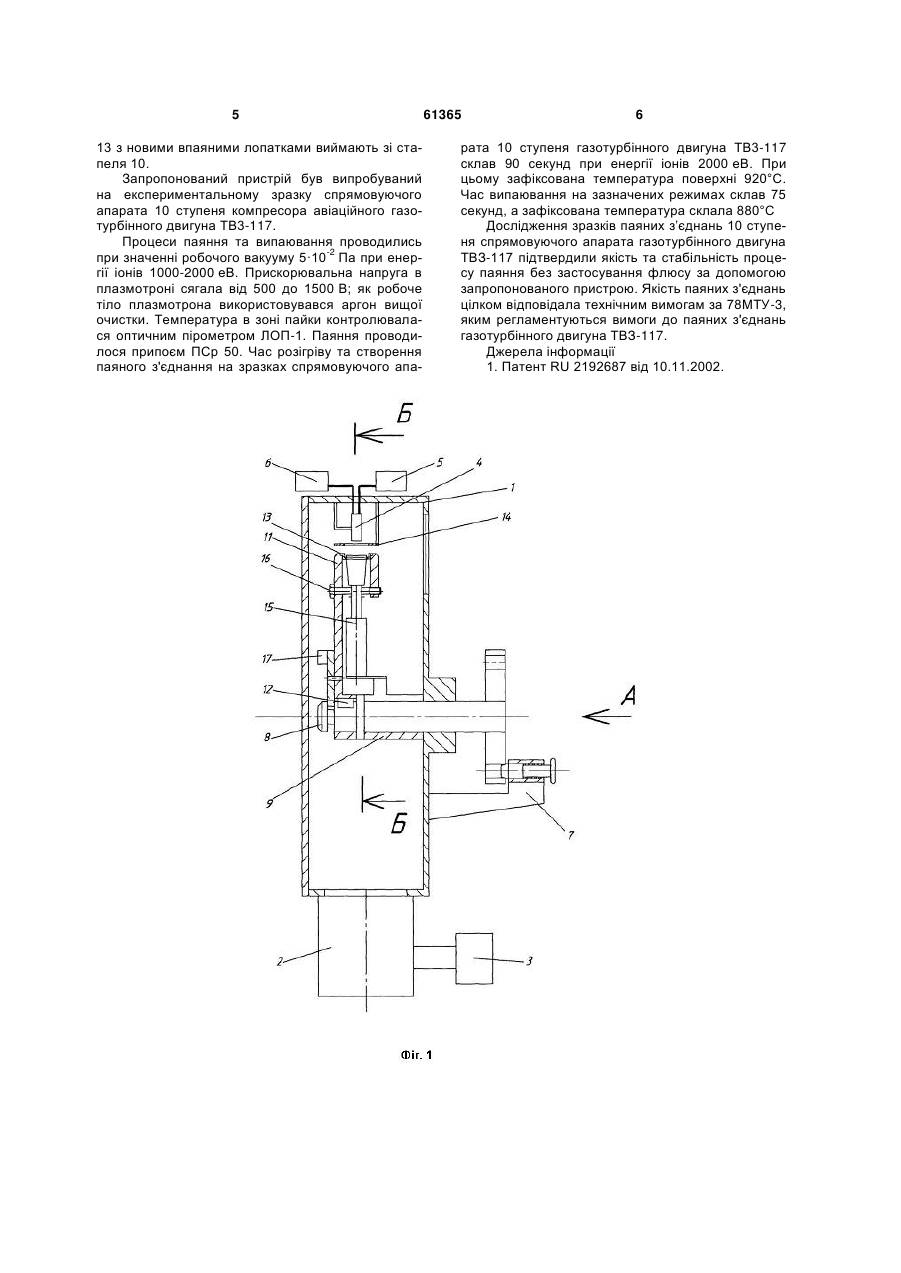
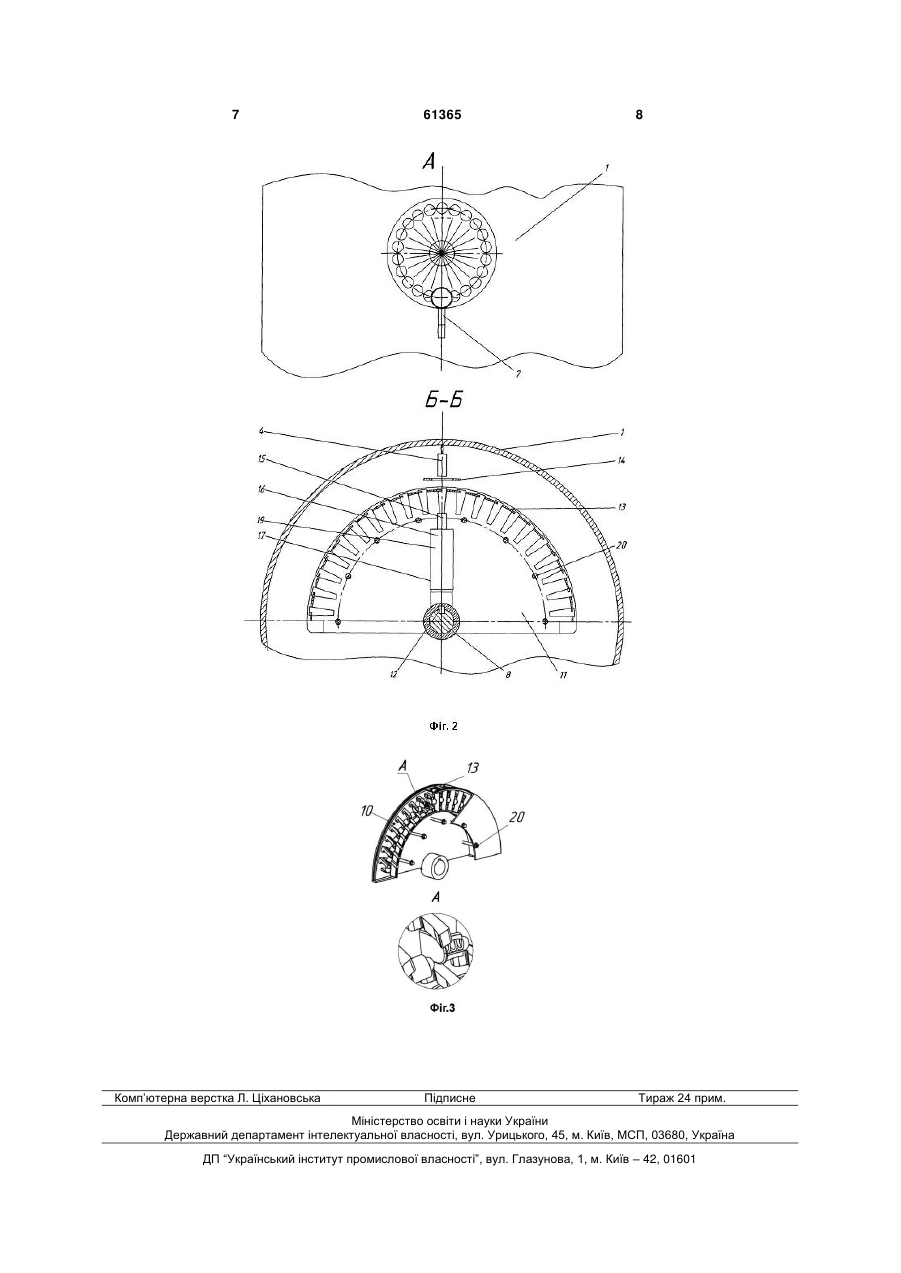
Пристрій для демонтажу та паяння лопаток спрямовуючого апарата газотурбінного двигуна, який містить вакуумну камеру, вакуумний насос, форвакуумний насос, який відрізняється тим, що 3 спрямовуючого апарата газотурбінного двигуна, поздовжній розріз; - на фіг.2 - вид А та розріз Б-Б фіг.1; - на фіг.3 - стапель для паяння спрямовуючого апарата у зборі зі спрямовуючим апаратом. Пристрій містить вакуумну камеру 1, з'єднану з дифузійним вакуумним насосом 2, форвакуумний насос 3, з'єднаний з дифузійним вакуумним насосом 2, розташований на стінці вакуумної камери 1 з можливістю позиціювання, плазмотрон 4, систему постачання та регулювання робочих газів 5 та джерело живлення 6 плазмотрона 4. Зовні вакуумної камери 1 розташований ділильний пристрій 7, який розподіляє кут оберту вала 8, що входить в вакуумну камеру 1 крізь ущільнення в її стінці, таким чином, що повний оберт розподіляється на кількість фіксованих позицій, рівну кількості лопаток в ступені спрямовуючого апарата. Вал 8 іншим кінцем, що знаходиться в вакуумній камері, розташований в опорі 9, яка дає йому можливість вільного обертання та закріплена на стінці вакуумної камери 1. Кінець вала 8, розташований в вакуумній камері 1 має цапфу, на яку кріпиться знімний стапель 10 для паяння або стапель 11 для випаювання лопаток. Стапелі 10 та 11 виконані розбірними з двох частин та з'єднуються болтами 16. На корпусі стапелів 10 та 11 розташовані підпружинені фіксатори 17, призначені для осьової фіксації стапелів 10 та 11 на валу 8 в кільцевій канавці. Кутове положення стапелів 10 та 11, що встановлюються, визначається шпонкою 12 на валу 8. Між плазмотроном 4 та поверхнею спрямовуючого апарата 13, що розташовується в стапелі 10 або 11, може бути встановлений захисний екран 14 з можливістю регулювання його положення. В камері також встановлений електромагнітний виштовхувач 15 лопаток. Пристрій працює наступним чином. Для випаювання пошкоджених лопаток спрямовуючий апарат 13 встановлюють в стапель 11 для випаювання лопаток та фіксують в ньому болтами 16. Стапель 11 з розташованим в ньому спрямовуючим апаратом 13 встановлюють та закріплюють на валу 8 за допомогою підпружиненого фіксатора 17, який входить в кільцеву канавку вала 8. Під час повороту вала 8 зі стапелем 10 або 11 електромагнітний виштовхувач 15 знаходиться в прибраному положенні та не заважає вільному обертанню стапелів разом з валом 8. Вакуумну камеру 1 зачиняють та вмикають насоси 2 та 3. Стапель 11 з розташованим в ньому спрямовуючим апаратом 13 встановлюють в положення, при якому пошкоджена лопатка розташовується навпроти плазмотрона 4 та фіксують в кутовому напрямку ділильним пристроєм 7. При досягненні в вакуумній камері 1 необхідного ступеня вакууму, вмикається живлення та подача робочого газу плазмотрона 4 та триває нагрів локальної зони навколо пошкодженої лопатки. Одночасно вмикається електромагнітний виштовхувач 15, натискаючи на торець лопатки спрямовуючого апарата 13, яку потрібно випаяти. Коли припій досягає температури плавлення, електромагнітним виштовхувачем 15 пошкоджена 61365 4 лопатка виштовхується зі спрямовуючого апарата 13, а живлення плазмотрона 4 вимикається разом з постачанням робочого газу. Після цього у випадку потреби випаяти іншу лопатку електромагнітний виштовхувач 15 становиться у прибране положення, вал 8 зі стапелем звільняється та повертається в інше положення, знов фіксується в кутовому напрямку ділильним пристроєм 7, та процес повторюється потрібну кількість разів. Після випаювання всіх пошкоджених лопаток тиск в вакуумній камері 1 вирівнюється з атмосферним, камеру відчиняють та з вала 8 знімають стапель 11. Далі зі стапеля 11 виймають спрямовуючий апарат 13, з якого випаяні всі пошкоджені лопатки. Під час пайки нових лопаток пристрій працює аналогічним чином, але замість стапеля 11 для випаювання застосовується стапель 10 для паяння (фіг.3), в якому кожна попередньо встановлена на місце випаяної нова лопатка займає однозначне просторове положення перед паянням. Кріплення стапеля 10 для паяння на валу 8 цілком аналогічно кріпленню стапеля 11 для випаювання. Під час пайки електромагнітний виштовхувач 15 не застосовується. Стапель 10 з встановленим спрямовуючим апаратом 13 та попередньо закріпленими на ньому новими лопатками та припоєм встановлюють на вал 8 та фіксують на ньому підпружиненим фіксатором 17. Після цього вакуумну камеру 1 зачиняють та вмикають насоси 2 та 3. Стапель 10 повертають в положення, яке відповідає розташуванню лопатки, яку потрібно паяти, навпроти плазмотрона 4 та фіксують в кутовому напрямку ділильним пристроєм 7. Під час досягнення необхідного ступеня вакууму в камері 1 вмикається живлення та постачання робочого газу плазмотрона 4 та починається розігрів локальної зони навколо лопатки, що паяється. Як робоче тіло плазмотрона 4 застосовується аргон, який безперервно натікає скрізь порожній катод плазмотрона 4 та заповнює вакуумну камеру 1. Одночасно з цим вакуумний насос 2 безперервно відкачує середовище з вакуумної камери 1, підтримуючи стабільний тиск в ній та оптимальні умови для роботи плазмотрона 4. Під час розігріву зони паяння струм іонів одночасно виконує іонне чищення поверхні, випарюючи оксидний та адсорбований шар та жирові забруднення. При цьому можливе застосування захисного екрана 14 для локалізації зони розігріву. Процес паяння контролюється візуально крізь вікно в вакуумній камері 1, а температура поверхні може контролюватися будь-яким відомим способом, наприклад термопарою або оптичним пірометром. Після закінчення часу паяння та відтворення паяного з'єднання живлення та постачання робочого тіла плазмотрона 4 вимикаються, стапель 10 для паяння разом із спрямовуючим апаратом 13 повертають валом 8 в нове положення для паяння та знов фіксують в кутовому напрямку ділильним пристроєм 7. Процес повторюється для кожної лопатки, що потребує паяння. Після цього тиск в вакуумній камері вирівнюється з атмосферним, стапель 10 демонтують з вала 8, після чого спрямовуючий апарат 5 13 з новими впаяними лопатками виймають зі стапеля 10. Запропонований пристрій був випробуваний на експериментальному зразку спрямовуючого апарата 10 ступеня компресора авіаційного газотурбінного двигуна ТВ3-117. Процеси паяння та випаювання проводились -2 при значенні робочого вакууму 5·10 Па при енергії іонів 1000-2000 еВ. Прискорювальна напруга в плазмотроні сягала від 500 до 1500 В; як робоче тіло плазмотрона використовувався аргон вищої очистки. Температура в зоні пайки контролювалася оптичним пірометром ЛОП-1. Паяння проводилося припоєм ПСр 50. Час розігріву та створення паяного з'єднання на зразках спрямовуючого апа 61365 6 рата 10 ступеня газотурбінного двигуна ТВ3-117 склав 90 секунд при енергії іонів 2000 еВ. При цьому зафіксована температура поверхні 920°С. Час випаювання на зазначених режимах склав 75 секунд, а зафіксована температура склала 880°С Дослідження зразків паяних з’єднань 10 ступеня спрямовуючого апарата газотурбінного двигуна ТВЗ-117 підтвердили якість та стабільність процесу паяння без застосування флюсу за допомогою запропонованого пристрою. Якість паяних з'єднань цілком відповідала технічним вимогам за 78МТУ-3, яким регламентуються вимоги до паяних з'єднань газотурбінного двигуна ТВЗ-117. Джерела інформації 1. Патент RU 2192687 від 10.11.2002. 7 Комп’ютерна верстка Л. Ціхановська 61365 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for repair of distributor motor of gas-turbine engine
Автори англійськоюDolmatov Anatolii Ivanovych, Mostovyi Oleksii Ivanovych, Zhonochyn Oleksandr Yuriiovych, Serheev Serhii Valeriovych, Zorik Ihor Volodymyrovych, Likhachov Oleksandr Fedorovych
Назва патенту російськоюУстройство для ремонта направляющего аппарата газотурбинного двигателя
Автори російськоюДолматов Анатолий Иванович, Мостовой Алексей Иванович, Жоночин Александр Юрьевич, Сергеев Сергей Валерьевич, Зорик Игорь Владимирович, Лихачов Александр Федорович
МПК / Мітки
МПК: F04D 29/60, B23K 3/00
Мітки: спрямовуючого, ремонту, газотурбінного, апарата, двигуна, пристрій
Код посилання
<a href="https://ua.patents.su/4-61365-pristrijj-dlya-remontu-spryamovuyuchogo-aparata-gazoturbinnogo-dviguna.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ремонту спрямовуючого апарата газотурбінного двигуна</a>
Спосіб ремонту газотурбінного двигуна

Номер патенту: 23249
Опубліковано: 10.05.2007
Автори: Полупан Віталій Іванович, Баштовий Сергій Степанович, Мозговий Володимир Федорович, Миронов Євген Володимирович, Сачко Віктор Григорович
МПК: F04D 29/60
Мітки: ремонту, двигуна, спосіб, газотурбінного
Формула / Реферат:
Спосіб ремонту газотурбінного двигуна, при якому двигун встановлюють у вертикальне положення, виконують демонтаж його вузлів і зовнішнього корпуса компресора, виконують ремонт і/або заміну лопаток компресора, збирають двигун і проводять контрольні випробування, який відрізняється тим, що попередньо демонтують вільну турбіну і встановлюють двигун фланцем соплового апарата на підлогу, лопатки замінюють як на роторі, так і на статорі компресора,...
Спосіб ремонту газотурбінного двигуна

Номер патенту: 63639
Опубліковано: 15.01.2004
Автори: Остапко Олексій Васильович, Єштокін Віктор Афанасійович, Полупан Віталій Іванович
МПК: F04D 29/60
Мітки: газотурбінного, ремонту, двигуна, спосіб
Формула / Реферат:
Спосіб ремонту газотурбінного двигуна шляхом заміни зовнішньої обойми соплового апарата, який відрізняється тим, що перед розбиранням знятого соплового апарата виконують позначки взаємного положення деталей, позначки переносять на нову обойму, потім складання соплового апарата виконують по нанесених позначках та перевіряють центрування зовнішньої обойми відносно зовнішнього корпусу соплового апарата.
Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна і пристрій для його здійснення
Номер патенту: 47884
Опубліковано: 15.07.2002
Автори: Победімський Євген Миколайович, Ценципер Адольф Ісаакович, Червінський Володимир Петрович
МПК: F01D 25/08
Мітки: здійснення, пристрій, газотурбінного, турбіни, газової, охолодження, спосіб, соплового, двигуна, апарата, рідинного
Формула / Реферат:
1. Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна, що включає подачу води із насоса в лопатки соплового апарата газової турбіни, відведення від них тепла, охолодження води і повернення її назад в насос, який відрізняється тим, що воду охолоджують природним газом, що відбирається від магістрального газопроводу як паливний газ двигуна, причому частину води після соплового апарата газової турбіни вводять в...
Спосіб ремонту газотурбінного двигуна
Номер патенту: 25781
Опубліковано: 27.08.2007
Автори: Сачко Віктор Григорович, Баштовий Сергій Степанович, Миронов Євген Володимирович, Полупан Віталій Іванович, Мозговий Володимир Федорович
МПК: F04D 29/60
Мітки: ремонту, спосіб, двигуна, газотурбінного
Формула / Реферат:
Спосіб ремонту газотурбінного двигуна, при якому двигун розбирають, виконують заміну компресора, збирають і здійснюють контрольні випробування, який відрізняється тим, що двигун встановлюють у вертикальне положення вихлопним патрубком вгору і виконують розбирання двигуна послідовно до вузла першого соплового апарата, демонтують ротор турбіни компресора, послабляють затягування задньої гайки підшипника компресора, перевертають двигун на 180°,...
Спосіб ремонту газотурбінного двигуна
Номер патенту: 25780
Опубліковано: 27.08.2007
Автори: Терещенко Володимир Ростиславович, Сачко Віктор Григорович, Полупан Віталій Іванович, Баштовий Сергій Степанович, Мозговий Володимир Федорович
МПК: F04D 29/60
Мітки: ремонту, спосіб, газотурбінного, двигуна
Формула / Реферат:
Спосіб ремонту газотурбінного двигуна, при якому двигун розбирають, виконують заміну ротора турбіни компресора, збирають і здійснюють контрольні випробування, який відрізняється тим, що двигун встановлюють у вертикальне положення вихлопним патрубком вгору, розбирання двигуна виконують послідовно до вузла першого соплового апарата, демонтують ротор турбіни компресора, збирання двигуна виконують у зворотному порядку, при цьому монтаж ротора...
Попередній патент: Візок ручний
Наступний патент: Поліетиленова пляшка в упаковці
Випадковий патент: Наливка "спотикач козацький"