Спосіб обробки сталі та сплавів

Формула / Реферат
Спосіб обробки сталі та сплавів, що включає подання добавок (легуючих та модифікуючих) і алюмінію у рідкі сталь або сплави, а також перед поданням у метал, який обробляється, попередні періоди нагрівання добавок і алюмінію до температур, вищих за температуру плавлення алюмінію, та сумісного охолодження до температур твердого стану алюмінію, який відрізняється тим, що в період нагрівання добавок і алюмінію по них пропускають електричний струм, величина якого не повинна виходити за граничні значення Імін та Імакс, що визначаються залежностями:
де 3,44.103 та 3,95.103 - чисельні коефіцієнти пропорційності, А/м3/2;
ρ - середня щільність рідкого алюмінію у температурному діапазоні обробки струмом, кг/м;
h - висота об'єму рідкого алюмінію, в якому знаходяться добавки, м;
μ - середня відносна магнітна проникність об'єму рідкого алюмінію з добавками у температурному діапазоні обробки струмом.
Текст
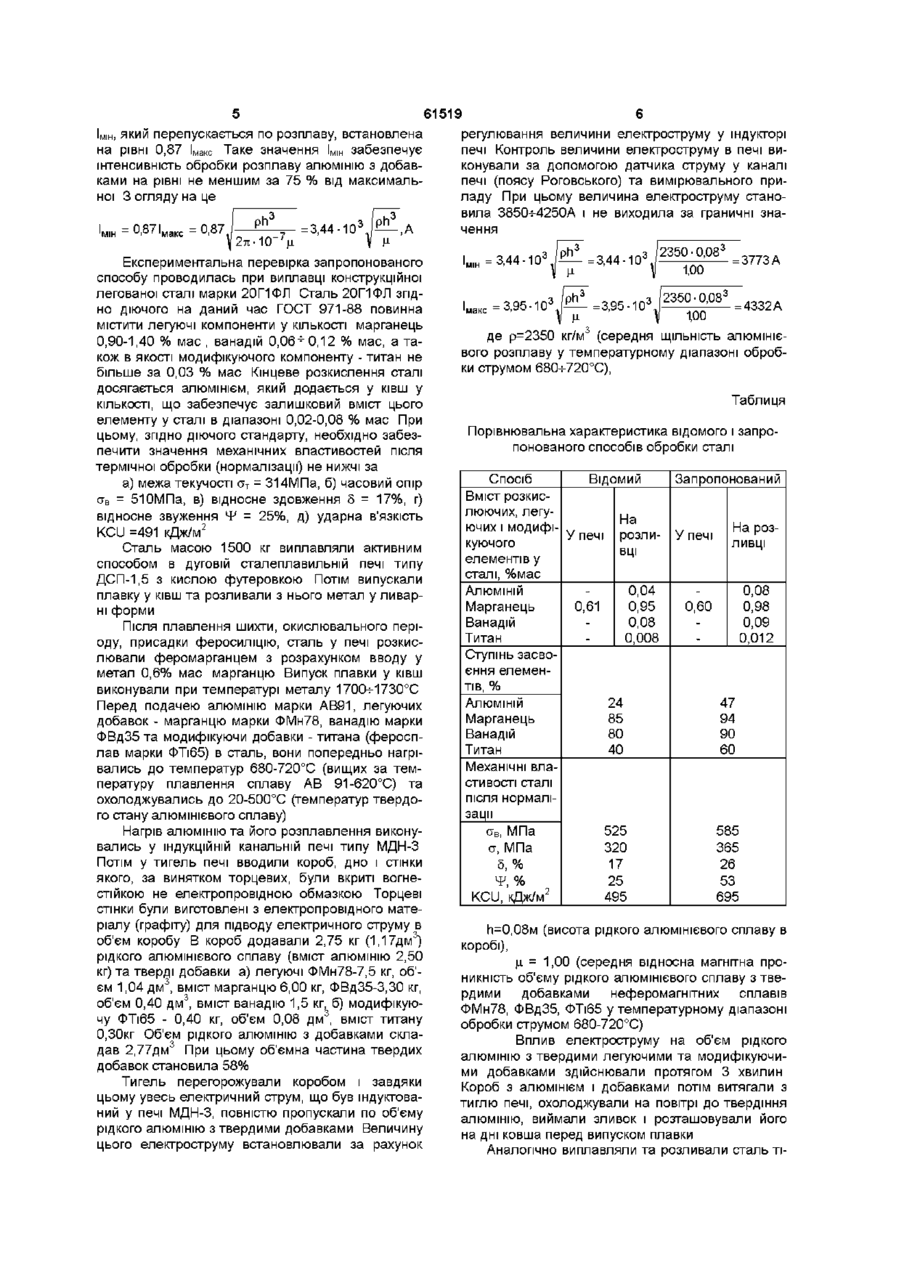
Спосіб обробки сталі та сплавів, що включає подання добавок (легуючих та модифікуючих) і алюмінію у рідкі сталь або сплави, а також перед поданням у метал, який обробляється, попередні періоди нагрівання добавок і алюмінію до температур, вищих за температуру плавлення алюмінію, та сумісного охолодження до температур твердого стану алюмінію, який відрізняється тим, що в період нагрівання добавок і алюмінію по них пропускають електричний струм, величина якого не Винахід відноситься до ливарного виробництва та металургії і може бути застосований при обробці рідких сталі та сплавів (алюмінієвих чавунів, складнолегованих нікелевих сплавів і т інш ) добавками для розкислення, легування і модифікування металу Відомий спосіб обробки сталі та сплавів у ковші, що складається з розкислення та модифікування металу через додавання волокнистого жаростійкого матеріалу у ківш (А с СРСР № 1076461 - аналог) Цей матеріал з великою питомою поверхнею попередньо обробляють розкислювачем, додають у ківш, нагрівають сумісно з ковшем, потім зливають у ківш шлак, після чого випускають у ківш метал При обробці сталі та сплавів по цьому способу волокнистий жаростійкий матеріал забруднює метал Відомий також спосіб легування сталі, у якому з метою зменшення угару і стабілізації засвоєння легуючих елементів, їх у ковші покривають рівномірним шаром алюмінієвого порошку (А с СРСР № 293862 - аналог) При обробці сталі таким способом виникають втрати алюмінієвого порошку за рахунок його механічного виносу При випуску плавки у ківш алюмінієвий порошок легко ВІДДІЛЯ повинна виходити за граничні значення ІНін та Інакс, що визначаються залежностями МІН = 3,44-103 'макс = 3,95-10 /ріг 3 де 3,4410 та 3 9510 - чисельні коефіцієнти пропорційності, А/м /2, р - середня ЩІЛЬНІСТЬ рідкого алюмінію у температурному діапазоні обробки струмом, кг/м, h - висота об'єму рідкого алюмінію, в якому знаходяться добавки, м, |j - середня відносна магнітна проникність об'єму рідкого алюмінію з добавками у температурному діапазоні обробки струмом ЄТЬСЯ ВІД легуючих добавок і, внаслідок малої у порівнянні зі сталлю ЩІЛЬНОСТІ, спливає догори розплаву При цьому розкислення зазнають переважно верхні шари розплаву у ковші, значна КІЛЬКІСТЬ алюмінію окислюється киснем повітря, заплутується у шлаці, що погіршує якість обробки металу і збільшує втрати легуючих елементів Найбільш близьким до способу, який заявляється, є спосіб легування і розкислення сталі (А с СРСР № 645969 - прототип) При цьому способі перед додаванням у метал легуючі добавки сумісно з алюмінієм нагрівають до температури 650900°С, а потім охолоджують до температури 200500°С При нагріванні сумісно з легуючими добавками алюміній обволікає їх, займає більшу поверхню, а при охолодженні фіксується на цих добавках Вони мають більш високу ЩІЛЬНІСТЬ НІЖ алюміній і у процесі додавання їх у розплавлену сталь утягують приєднаний до них алюміній у нижні шари розплаву Недоліком цього способу є недостатня ЩІЛЬНІСТЬ зв'язку алюмінію з легуючими добавками, внаслідок їх забрудненої пилом та адсорбованими газами поверхні Це також протидіє змочуванню рідким алюмінієм поверхні добавок, що перешко ю (О 61519 джає затіканню алюмінію у щілини між ними і не дає змоги значно збільшити поверхню алюмінію перед контактом зі сталлю В основу винаходу покладено задачу створити такий спосіб обробки сталі та сплавів, який би забезпечував очищення їх поверхні від речовин і газів, що перешкоджають щільному контакту алюмінію і добавок, надійне і швидке зварювання рідкого алюмінію з поверхнею твердих легуючих і модифікуючих добавок та гарантував би як збільшення ступеню засвоєння елементів, які розкислюють, легують і модифікують метал, так і підвищення якості сталі і сплавів Поставлена задача вирішується тим, що в способі обробки сталі та сплавів, який включає подання добавок і алюмінію у рідкі сталь або сплави, а також перед поданням у метал, що обробляється, попередні періоди нагрівання добавок і алюмінію до температур, вищих за температури плавлення алюмінію, та сумісного охолодження їх до температур твердого стану алюмінію, згідно з винаходом, в період нагрівання добавок і алюмінію по них пропускають електричний струм, величина якого не повинна виходити за граничні значення Інін та Інакс, що визначаються залежностями де 3,44*103 та 3 95*103 - чисельні коефіцієнти пропорційності, А/м 32 , р - середня ЩІЛЬНІСТЬ рідкого алюмінія у температурному діапазоні обробки струмом, кг/м3, h - висота об'єму рідкого алюмінію, в якому знаходяться добавки, м, ц - середня відносна магнітна проникність об'єму рідкого алюмінію з добавками у температурному діапазоні обробки струмом Відомо, ЩО питома електропровідність рідкого алюмінію значно відрізняється від цього показника інших добавок, які додають у сталь та сплави Тому об'єм рідкого алюмінію з твердими добавками являє собою середовище з локальними неоднорідностями електропровідності, біля яких при пропусканні електричного струму викривляються його лінії Внаслідок взаємодії електроструму з власним магнітним полем в зонах викривлення ЛІНІЙ електроструму виникають локальні магнітогідродинамічні течи, інтенсивність яких пропорційна квадрату величини електроструму (Гельфгат Ю М , Лиелаусис О А , Щербинин Э В Жидкий металл под действием электромагнитных сил Рига, Зинатнэ, 1972- 248 с) Ці течи безпосередньо прилягають до поверхні твердих добавок, що забезпечує розмиття цієї поверхні, активізує проникнення рідкого алюмінію у щілини між добавками та у пори і тріщини на їх поверхневому шарі До того ж, біля поверхні добавок завдяки згущенню струмових ЛІНІЙ підвищується прямо пропорційно квадрату величини електроструму виділення тепла (закон Джоуля-Ленца) Завдяки цьому концентрованому тепловиділенню інтенсифікація взаємодії рідкого алюмінію з твердими добавками відбувається при менших температурах, ніж на ВІЛЬНІЙ поверхні (дзеркалі) розплаву, що контактує з повітрям Це сприяє зменшенню окислення киснем повітря рідкого алюмінію, яке, як відомо, зростає з підвищенням температури дзеркала розплаву При пропусканні електричного струму з величиною І (А) по об'єму рідкого алюмінію з добавками глибиною h (м) в ньому виникає об'ємна електромагнітна сила, яка стискає цей об'єм Величина електромагнітного тиску Р єн на метал дорівнює Рєм =2ті-1СГ 7 цІ 2 /гі 2 , Па де ті - число Піфагора (3,14), ц, - відносна магнітна проникність рідко металевого об'єму (Фомин Н Н , Затуловський Л М Электрические печи и установки индукционного нагрева М Металлургия -1979 -247 с ) Протидіє цьому електромагнітному тиску гідростатичний Ргс тиск у об'ємі рідкого алюмінію Згідно З ВІДОМОЮ формулою він дорівнює Ргс = pgh, Па де р- ЩІЛЬНІСТЬ рідкого алюмінію, кг/м3, g - прискорення земного тяжіння (9,8 м/с2) При перевищенні електромагнітним тиском гідростатичного, у об'ємі рідкого алюмінію починають виникати місцеві зниження його висоти (пережими), і як слідство, зниження у цих місцях гідростатичного тиску Набуває розвитку так званий пінч-ефект Це призводить до розбризкування рідкого алюмінію і оголення поверхні добавок, значного посилення їх окислення та забруднення алюмінію оксидами, порушує стабільність процесу пропускання електричного струму по алюмінію з добавками 3 огляду на вказане, максимальна величина електричного струму, який пропускають по рідкому алюмінію з добавками, визначається РІВНІСТЮ Р є н = Ргс, ЗВІДКІЛЯ pgh3 2я-1(Г7ц Враховуючи, що як ЩІЛЬНІСТЬ рідкого алюмінію, так і відносна магнітна проникність його об'єму з добавками змінюються з температурою, то у визначену залежність Інакс потрібно підставляти середні значення р та ц, у температурному діапазоні обробки струмом Відомо, ЩО при нагріванні алюмінію та добавок, які використовуються при розкисленні, легуванні і модифікуванні сталі та сплавів, їх питома електропровідність зменшується Пропускання електроструму по електропровідному середовищу призводить до його нагрівання, тому в процесі обробки неоднорідного по електропровідності, теплоємності і теплопровідності середовища, яким є рідкий алюміній з різноманітними за розмірами та особливостями електро- і теплових властивостей добавками, можливо відхилення величини електроструму в бік зниження від максимального значення Зменшення величини електроструму, що пропускають по алюмінієвому розплаву з твердими добавками, на 15% веде до зменшення як інтенсивності магнітогідродинамічних течій біля добавок, так і тепловиділення біля них майже на 30% Тому мінімально допустима величина електроструму 61519 Імін, який перепускається по розплаву, встановлена на рівні 0,87 Інакс Таке значення ІНін забезпечує інтенсивність обробки розплаву алюмінію з добавками на рівні не меншим за 75 % від максимальної 3 огляду на це ' prf ,3 = 3,44-10 = 0,871. = 0,87 2TI-10"V Експериментальна перевірка запропонованого способу проводилась при виплавці конструкційної легованої сталі марки 20Г1ФЛ Сталь 20Г1ФЛ згідно діючого на даний час ГОСТ 971-88 повинна містити легуючі компоненти у КІЛЬКОСТІ марганець 0,90-1,40 % мас , ванадій 0,06-0,12 % мас, а також в якості модифікуючого компоненту - титан не більше за 0,03 % мас Кінцеве розкислення сталі досягається алюмінієм, який додається у ківш у КІЛЬКОСТІ, що забезпечує залишковий вміст цього елементу у сталі в діапазоні 0,02-0,08 % мас При цьому, згідно діючого стандарту, необхідно забезпечити значення механічних властивостей після термічної обробки (нормалізації) не нижчі за а) межа текучості а т = 314МПа, б) часовий опір а в = 510МПа, в) відносне здовження 5 = 17%, г) відносне звуження Ч* = 25%, д) ударна в'язкість KCU =491 кДж/м2 Сталь масою 1500 кг виплавляли активним способом в дуговій сталеплавильній печі типу ДСП-1,5 з кислою футеровкою Потім випускали плавку у ківш та розливали з нього метал у ливарні форми Після плавлення шихти, окислювального періоду, присадки феросиліцію, сталь у печі розкислювали феромарганцем з розрахунком вводу у метал 0,6% мас марганцю Випуск плавки у ківш виконували при температурі металу 1700-И730°С Перед подачею алюмінію марки АВ91, легуючих добавок - марганцю марки ФМн78, ванадію марки ФВд35 та модифікуючи добавки - титана (феросплав марки ФТі65) в сталь, вони попередньо нагрівались до температур 680-720°С (вищих за температуру плавлення сплаву АВ 91 -620°С) та охолоджувались до 20-500°С (температур твердого стану алюмінієвого сплаву) Нагрів алюмінію та його розплавлення виконувались у індукційній канальній печі типу МДН-3 Потім у тигель печі вводили короб, дно і стінки якого, за винятком торцевих, були вкриті вогнестійкою не електропровідною обмазкою Торцеві стінки були виготовлені з електропровідного матеріалу (графіту) для підводу електричного струму в об'єм коробу В короб додавали 2,75 кг (1,17дм3) рідкого алюмінієвого сплаву (вміст алюмінію 2,50 кг) та тверді добавки а) легуючі ФМн78-7,5 кг, об'єм 1,04 дм3, вміст марганцю 6,00 кг, ФВд35-3,30 кг, об'єм 0,40 дм3, вміст ванадію 1,5 кг, б) модифікуючу ФТі65 - 0,40 кг, об'єм 0,08 дм 3 , вміст титану 0,30кг Об'єм рідкого алюмінію з добавками складав 2,77дм3 При цьому об'ємна частина твердих добавок становила 58% Тигель пере горожу вал и коробом і завдяки цьому увесь електричний струм, що був індуктований у печі МДН-3, повністю пропускали по об'єму рідкого алюмінію з твердими добавками Величину цього електроструму встановлювали за рахунок регулювання величини електроструму у індукторі печі Контроль величини електроструму в печі виконували за допомогою датчика струму у каналі печі (поясу Роговського) та вимірювального приладу При цьому величина електроструму становила 3850-ь4250А і не виходила за граничні значення = 3,44-10 = 3,95-10 з ; = 3,44-10 2350-0,08 з ; = 3,95-10 ; = 3773 А 1,00 2350-0,08 ; = 4332 А 1,00 де р=2350 кг/м'5 (середня ЩІЛЬНІСТЬ алюмінієвого розплаву у температурному діапазоні обробки струмом 680-ь720°С), Таблиця Порівнювальна характеристика відомого і запропонованого способів обробки сталі Спосіб Відомий Вміст розкислюючих, легуНа Па ючих і модифіУ печі розликуючого ВЦІ елементів у сталі, %мас АЛЮМІНІЙ 0,04 Марганець 0,61 0,95 Ванадій 0,08 Титан 0,008 Ступінь засвоєння елементів, % АЛЮМІНІЙ 24 Марганець 85 Ванадій 80 Титан 40 Механічні властивості сталі після нормалізації 525 (Тв, МПа а, МПа 320 5, % 17 25 ¥, % KCU, кДж/м2 495 Запропонований У печі На розЛИВЦІ 0,08 0,98 0,09 0,012 0,60 47 94 90 60 585 365 26 53 695 п=0,08м (висота рідкого алюмінієвого сплаву в коробі), ц, = 1,00 (середня відносна магнітна проникність об'єму рідкого алюмінієвого сплаву з твердими добавками неферомагнітних сплавів ФМн78, ФВд35, ФТі65 у температурному діапазоні обробки струмом 680-720°С) Вплив електроструму на об'єм рідкого алюмінію з твердими легуючими та модифікуючими добавками здійснювали протягом 3 хвилин Короб з алюмінієм і добавками потім витягали з тиглю печі, охолоджували на повітрі до твердіння алюмінію, виймали зливок і розташовували його на дні ковша перед випуском плавки Аналогічно виплавляли та розливали сталь ті 61519 єі ж марки при попередньому перед подаванням у сталь нагріванні тих же кількостей тих же марок легуючих і модифікуючої добавок та алюмінію на дні ковша перед випуском у нього плавки з печі ДСП-1,5 Нагрівання виконували за допомогою газового пальника до температури 720°С протягом 20 хвилин, а сумісне їх охолодження до температури 450°С після цього на протязі 10 хвилин - повітрям на дні ковша при вимиканні пальника ХІМІЧНИЙ аналіз сталі та визначення її механіч Комп'ютерна верстка М Клюкш 8 них властивостей виконували стандартними методами В наданій таблиці порівнюються дані для відомого і запропонованого способів 3 таблиці випливає, що при обробці сталі по запропонованому способу, ступінь засвоєння алюмінія, легуючих і модифікуючих добавок підвищується, механічні властивості металу збільшуються, що означає підвищення якості сплаву Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for processing steel and alloys
Автори англійськоюSeredenko Volodymyr Oleksiiovych
Назва патенту російськоюСпособ обработки стали и сплавов
Автори російськоюСереденко Владимир Алексеевич
МПК / Мітки
МПК: C21C 7/00
Мітки: обробки, сплавів, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/4-61519-sposib-obrobki-stali-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталі та сплавів</a>
Спосіб позапечної обробки сталі

Номер патенту: 31898
Опубліковано: 15.12.2000
Автори: Курдюков Анатолій Андрійович, Буга Ілля Дмитрович, Бузун Ігор Леонідович, Кисіленко Володимир Васильович, Оніщук Віталій Прохорович, Носоченко Олег Васильович, Дюдкін Дмитро Олександрович, Крутіков Василь Петрович, Тітієвський Володимир Маркович
МПК: C21C 7/06
Мітки: спосіб, обробки, позапечної, сталі
Текст:
...становить 160-2СО гУс. Загальною з прототипом суттєвою ознакою є введення в розплав алюмінію та кальцію у вигляді дроту* Відмінними від прототипа суттєвими ознаками винаходу є такі: - введення в розплав алюмінію та кальцій у суміші зі співвід ношенням, мас, % (57-62)і(43-38) відповідно у вигляді порошкового дроту; - масова швидкість надходження кальцію становить 160-220 г/сПриведені вище суттєви ознаки є необхідними і достатніми для всіх...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: спосіб, куль, сталі, термічної, молольних, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб безокисної термічної обробки прокату з вуглецевих марок сталі та сплавів на основі титану
Номер патенту: 27452
Опубліковано: 15.09.2000
Автори: Лозовой Віктор Іванович, Ковальова Олександра Дмитрівна, Крихта Валерій Петрович, Кофф Володимир Зусьєвич, Прудкова Раїса Антонівна, Пічугіна Тетяна Олександрівна, Горєлов Генадій Степанович, Копилова Надія Юхимівна, Вальков Олег Анатолійович
МПК: C21D 9/00
Мітки: обробки, марок, вуглецевих, титану, спосіб, термічної, основі, прокату, сталі, сплавів, безокисної
Текст:
...создание термосредств большой протяженности, что практически невозможно в условиях ограниченных производственных площадей Поэтому известный способ не обеспечивает безокислительную термообработку промышленных партий проката из углеродистых сталей и сплавов на основе титана. S аботки [4] прокат Рабочее пространство открытый муфель с доступом воздуха закрытый муфель без доступа воздуха закрытый муфель с давлением ниже атмосферного открытый...
Спосіб позапічної обробки сталі при отриманні заготовок безперервним розливанням
Номер патенту: 39992
Опубліковано: 16.07.2001
Автори: Дюдкін Дмитро Олександрович, Бать Юрій Ізраілевич, Кочевенко Іван Іванович, Гринберг Самуіл Юхимович
МПК: C21C 7/06
Мітки: отриманні, сталі, безперервним, розливанням, позапічної, спосіб, обробки, заготовок
Формула / Реферат:
1. Спосіб позапічної обробки сталі при отриманні заготовок безперервним розливанням, що містить в собі розкиснення сталі алюмінієм та введення в сталерозливний ківш матеріалів, що містять в собі кальцій, який відрізняється тим, що перед введенням матеріалів, що містять в собі кальцій, визначають кількість алюмінію і вуглецю в розплаві, а витрата матеріалів, що містять в собі кальцій, в перерахунку на засвоєний металом кальцій установлюють із...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Буга Ілля Дмитрович, Рогоз Ігор Борисович, Ярославцев Юрій Григорович, Бузун Ігор Леонідович, Ромадикін Сергій Дмитрович, Крутіков Василій Петрович, Курдюков Анатолій Андрійович
МПК: C21C 7/00
Мітки: ковші, спосіб, сталі, обробки, позапічної
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Попередній патент: Спосіб утилізації замасленої прокатної окалини
Наступний патент: Сорбційний матеріал для осушування сильнозволожених книжок
Випадковий патент: Водна дисперсія наночастинок