Спосіб виготовлення кускового легованого скрапу із сталевих порошкових відходів
Номер патенту: 61562
Опубліковано: 25.07.2011
Автори: Власова Оксана Василівна, Баглюк Геннадій Анатолійович, Сосновський Леонід Олександрович

Формула / Реферат
Спосіб виготовлення кускового легованого скрапу із сталевих порошкових відходів, що включає змішування порошкового шламу сталі ШХ-15 з порошком вуглецевого матеріалу, ущільнення отриманої суміші з подальшим спіканням до температури вище евтектичної, який відрізняється тим, що у суміш порошкових відходів вводять ініціатори плавлення у кількості 2-10 мас. %, які розташовують у верхньому та нижньому шарах та в центрі залежно від об'єму утилізованих відходів, а кількість вуглецю, що вводиться, складає 3-5 мас. %.
Текст
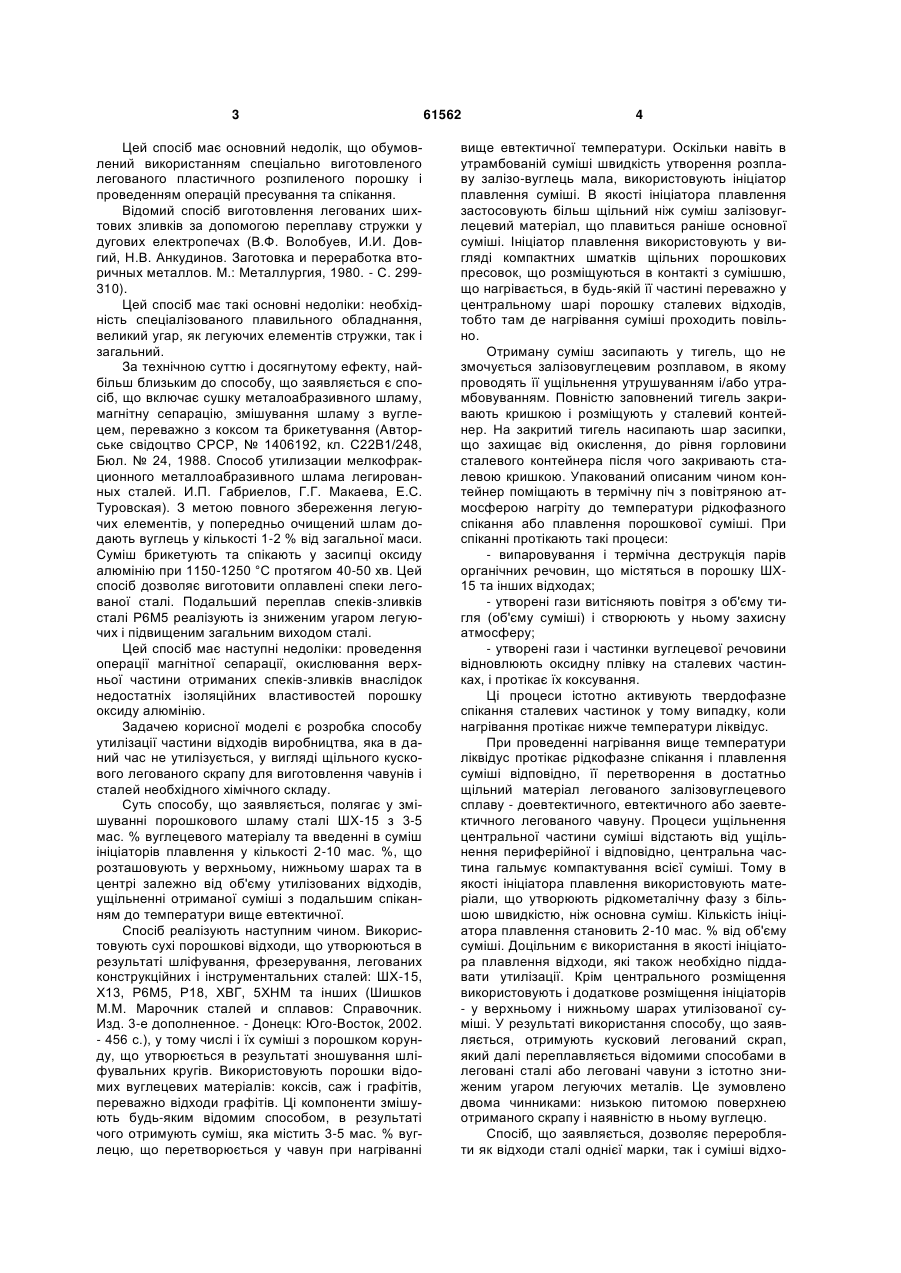
Спосіб виготовлення кускового легованого скрапу із сталевих порошкових відходів, що вклю 3 Цей спосіб має основний недолік, що обумовлений використанням спеціально виготовленого легованого пластичного розпиленого порошку і проведенням операцій пресування та спікання. Відомий спосіб виготовлення легованих шихтових зливків за допомогою переплаву стружки у дугових електропечах (В.Ф. Волобуев, И.И. Довгий, Н.В. Анкудинов. Заготовка и переработка вторичных металлов. М.: Металлургия, 1980. - С. 299310). Цей спосіб має такі основні недоліки: необхідність спеціалізованого плавильного обладнання, великий угар, як легуючих елементів стружки, так і загальний. За технічною суттю і досягнутому ефекту, найбільш близьким до способу, що заявляється є спосіб, що включає сушку металоабразивного шламу, магнітну сепарацію, змішування шламу з вуглецем, переважно з коксом та брикетування (Авторське свідоцтво СРСР, № 1406192, кл. С22В1/248, Бюл. № 24, 1988. Способ утилизации мелкофракционного металлоабразивного шлама легированных сталей. И.П. Габриелов, Г.Г. Макаева, Е.С. Туровская). З метою повного збереження легуючих елементів, у попередньо очищений шлам додають вуглець у кількості 1-2 % від загальної маси. Суміш брикетують та спікають у засипці оксиду алюмінію при 1150-1250 °С протягом 40-50 хв. Цей спосіб дозволяє виготовити оплавлені спеки легованої сталі. Подальший переплав спеків-зливків сталі Р6М5 реалізують із зниженим угаром легуючих і підвищеним загальним виходом сталі. Цей спосіб має наступні недоліки: проведення операції магнітної сепарації, окислювання верхньої частини отриманих спеків-зливків внаслідок недостатніх ізоляційних властивостей порошку оксиду алюмінію. Задачею корисної моделі є розробка способу утилізації частини відходів виробництва, яка в даний час не утилізується, у вигляді щільного кускового легованого скрапу для виготовлення чавунів і сталей необхідного хімічного складу. Суть способу, що заявляється, полягає у змішуванні порошкового шламу сталі ШХ-15 з 3-5 мас. % вуглецевого матеріалу та введенні в суміш ініціаторів плавлення у кількості 2-10 мас. %, що розташовують у верхньому, нижньому шарах та в центрі залежно від об'єму утилізованих відходів, ущільненні отриманої суміші з подальшим спіканням до температури вище евтектичної. Спосіб реалізують наступним чином. Використовують сухі порошкові відходи, що утворюються в результаті шліфування, фрезерування, легованих конструкційних і інструментальних сталей: ШХ-15, X13, Р6М5, Р18, ХВГ, 5ХНМ та інших (Шишков М.М. Марочник сталей и сплавов: Справочник. Изд. 3-е дополненное. - Донецк: Юго-Восток, 2002. - 456 с.), у тому числі і їх суміші з порошком корунду, що утворюється в результаті зношування шліфувальних кругів. Використовують порошки відомих вуглецевих матеріалів: коксів, саж і графітів, переважно відходи графітів. Ці компоненти змішують будь-яким відомим способом, в результаті чого отримують суміш, яка містить 3-5 мас. % вуглецю, що перетворюється у чавун при нагріванні 61562 4 вище евтектичної температури. Оскільки навіть в утрамбованій суміші швидкість утворення розплаву залізо-вуглець мала, використовують ініціатор плавлення суміші. В якості ініціатора плавлення застосовують більш щільний ніж суміш залізовуглецевий матеріал, що плавиться раніше основної суміші. Ініціатор плавлення використовують у вигляді компактних шматків щільних порошкових пресовок, що розміщуються в контакті з сумішшю, що нагрівається, в будь-якій її частині переважно у центральному шарі порошку сталевих відходів, тобто там де нагрівання суміші проходить повільно. Отриману суміш засипають у тигель, що не змочується залізовуглецевим розплавом, в якому проводять її ущільнення утрушуванням і/або утрамбовуванням. Повністю заповнений тигель закривають кришкою і розміщують у сталевий контейнер. На закритий тигель насипають шар засипки, що захищає від окислення, до рівня горловини сталевого контейнера після чого закривають сталевою кришкою. Упакований описаним чином контейнер поміщають в термічну піч з повітряною атмосферою нагріту до температури рідкофазного спікання або плавлення порошкової суміші. При спіканні протікають такі процеси: - випаровування і термічна деструкція парів органічних речовин, що містяться в порошку ШХ15 та інших відходах; - утворені гази витісняють повітря з об'єму тигля (об'єму суміші) і створюють у ньому захисну атмосферу; - утворені гази і частинки вуглецевої речовини відновлюють оксидну плівку на сталевих частинках, і протікає їх коксування. Ці процеси істотно активують твердофазне спікання сталевих частинок у тому випадку, коли нагрівання протікає нижче температури ліквідус. При проведенні нагрівання вище температури ліквідус протікає рідкофазне спікання і плавлення суміші відповідно, її перетворення в достатньо щільний матеріал легованого залізовуглецевого сплаву - доевтектичного, евтектичного або заевтектичного легованого чавуну. Процеси ущільнення центральної частини суміші відстають від ущільнення периферійної і відповідно, центральна частина гальмує компактування всієї суміші. Тому в якості ініціатора плавлення використовують матеріали, що утворюють рідкометалічну фазу з більшою швидкістю, ніж основна суміш. Кількість ініціатора плавлення становить 2-10 мас. % від об'єму суміші. Доцільним є використання в якості ініціатора плавлення відходи, які також необхідно піддавати утилізації. Крім центрального розміщення використовують і додаткове розміщення ініціаторів - у верхньому і нижньому шарах утилізованої суміші. У результаті використання способу, що заявляється, отримують кусковий легований скрап, який далі переплавляється відомими способами в леговані сталі або леговані чавуни з істотно зниженим угаром легуючих металів. Це зумовлено двома чинниками: низькою питомою поверхнею отриманого скрапу і наявністю в ньому вуглецю. Спосіб, що заявляється, дозволяє переробляти як відходи сталі однієї марки, так і суміші відхо 5 61562 дів сталей різних марок, що, у свою чергу, дозволяє варіювати склад одержуваного скрапу за вмістом легуючих металів. Він також дозволяє переробляти сталеві відходи, що містять абразив, який переходить у шлак при переплавці отриманого скрапу. Переробку сталевих відходів рекомендується проводити при температурах 1180-1200 °С, що дозволяє утилізувати порошкоподібні відходи безпосередньо на підприємствах, що виробляють ці відходи. Суть способу, що заявляється, ілюструють такі приклади. Приклад 1. Вручну готували порошкову суміш складу (мас. %): ШХ-15 - 96,0, графіт марки ГСМ-1 - 3,0, лярд - 1,0. Суміш засипали з утрушуванням в алундовий тигель, який закривали сталевою кришкою і упаковували в сталевий контейнер, на дно якого попередньо поміщали стружку парафіну. Алундовий тигель у сталевому контейнері засипали сумішшю складу (мас. %): пісок прожарений - 98, графіт марки ГСМ-1 - 2. На горловину повністю заповненого контейнера, накладали плоску сталеву кришку з буртом. Тривалість ізотермічної витримки при 1200 °С становила 1 годину. Щільність отриманого 3 спеку-зливку становила 5,75 г/см . В наступних експериментах суміш засипали і утрушували в графітовому тиглі з графітовою кришкою, який потім упаковували в сталевій тигель так, як це описано вище, і нагрівали при 1200 °С протягом 1 години. Було отримано спек-зливок 6 3 щільністю 7,11 г/см не припаяний до тиглю. У повторному експерименті спек-зливок щільністю 7,12 3 г/см був міцно припаяний до дна графітового тигля. Отримані результати показали, що процес спікання-плавлення суміші, яка містить необхідну кількість графіту, не дає стійких значень щільності, проте, мінімальна щільність досить висока. Приклад 2. Для виготовлення сумішей використовували наступні матеріали: порошкові відходи сталі ШХ15, залізний порошок марки ПЖР 3.200.28, графіт марки ГСМ-1, вуглецевий феромарганець. Ручним змішуванням готували три суміші, склад яких наведено в таблиці. Отримані суміші пресували під тиском 700 МПа у роз'ємній пресформі з робочим діаметром 10,0 мм. Для спікання використовували графітовий тигель і засипку з прожареного оксиду алюмінію. У тигель засипали глинозем і в нього вертикально занурювали зразки. Повністю засипаний глиноземом тигель закривали графітовою кришкою і упаковували в сталевий тигель так, як це описано в прикладі 1. Спікання проводили при 1150 °С протягом 1 години в термічній печі з повітряною атмосферою. Описаний експеримент було проведено повторно, але при температурі 1200 °С з використанням в якості засипки оксиду алюмінію та крупки фтористого кальцію, щільність зразків представлена в таблиці. При повторному спіканні у крупці з фтористого кальцію зразків складу 1, значення щільності зраз3 ків склало 7,53 г/см . Таблиця Номер та склад (мас. %) сумішей 1 2 3 ШХ-15 - 47,5, Fe - 90, ШХ-15 - 95,0, Fe - 45, графіт - 4,8, графіт - 5,0 феромарганець - 2,5, феромарганець - 5,0, графіт - 5,0 сажа - 0,2 3 Теоретична щільність (г/см ) / висота (мм) зразків 6,96/20,6 6,92/18,7 6,94/15,8 3 Щільність (г/см ) / пористість (%) вихідних зразків 4,36/37,37 5,29/23,80 6,27/9,43 Висота (мм) спечених при 1150°С, 1 год. зразків ~19,5, ~15,5 ~12,5 3 Щільність (г/см ) спечених при 1200 °С, 1 год. зразків в засипці Аl2О3 7,24 7,38 7,39 3 Щільність (г/см ) спечених при 1200 °С, 1 год. зразків в засипці CaF2 7,23 7,34 7,46 Дані, представлені в таблиці свідчать, що пористість і висота зразків зменшуються від першого до третього складу. Зразки розрізали уздовж вертикальної осі і оцінювали їх стан по вертикальному шліфу. Зразки третього складу практично без пор і не містять каверн. Зразки другого складу мали кілька малих раковин у верхній частині. Зразки першого складу мають велику раковину у верхній частині і під нею розташовуються декілька малих раковин. Отримані дані дозволили зробити наступні висновки. - Спочатку більш щільний зразок третього складу утворює більш щільний спек-зливок. - В якості матеріалу тигля, що контактує із залізовуглецевим розплавом, що утворюється, фтористий кальцій краще, ніж оксид алюмінію, ймовірно, через більшу хімічну інертність фтористого кальцію. 7 61562 - Можливе використання графітових тиглів захищених антиадгезійним покриттям на основі фториду кальцію або оксиду алюмінію. Приклад 3. Суміш складом (мас. %): ШХ-15 - 95, графіт марки ГСМ-1 - 5 насипали у тигель та піддавали утрушуванню. Тигель упаковували у стальний контейнер так, як це описано у прикладі 1 і спікали при 1200 °С протягом 1 год. Щільність отриманого 3 спека-зливка склала - 7,27 г/см . Таким чином, у стані утрушування була отримана досить висока щільність. Суміш порошків складу (мас. %): ШХ-15 - 90, графіт марки ГСМ-1 - 5, оксид алюмінію - 5, піддавали спіканню ідентичним образом в результаті 3 отримали спек-зливок щільністю ~ 7,6 г/см . Зливок розрізали вертикально; аналіз отриманого шліфа показав перерозподіл оксиду алюмінію, який концентрувався у верхній частині зливка. Приклад 4. Для виготовлення ініціаторів плавлення використовували такі матеріали: а) чавун марки СЧ-00; б) суміш складу (мас. %): дисперсний відсів порошку заліза - 0,063 мкм, що утворюється при виробництві порошку заліза марки ПЖР 3.200.28 95,0, графіт марки ГСМ-1 - 4,3; стеарат цинку - 0,7; в) суміш складу (мас. %): відсів порошку заліза - 40,0, відходи сталі ШХ-15 - 53,5, графіт марки ГСМ-1 - 4,5, феромарганець - 2,0. Чавун використовували у вигляді циліндрів діаметром 10,0 і висотою 14,0 мм, виточених з компактного чавуну. Порошки складу "б, в" піддавали Комп’ютерна верстка Л.Литвиненко 8 пресуванню під тиском 700 МПа у нероз'ємній і роз'ємній прес-формах відповідно з робочим діаметром 10,0 мм. Маса циліндричних ініціаторів плавлення складала ~ 8 г. Сухим змішуванням в барабані виготовляли суміш складу (мас. %): ШХ-15 - 95,0, графіт марки ГСМ-1 - 4,0, порошок прожареного оксиду алюмінію - 1,0. В алундовий тигель засипали половину суміші. В центрі розміщали наполовину занурений ініціатор плавлення і досипали залишком суміші. Таким чином, ініціатор плавлення розміщувався в центральній частині суміші. Тигель закривали кришкою, утрушували і упаковували в сталевий контейнер так, як це описано в прикладі 1 з розміщенням стружки парафіну на дні як тигля, так і контейнера. Температура спікання-плавлення становила 1160 °С, тривалість - 1,0 год. Щільність 3 зливків становила (г/см ): - без ініціатора плавлення - 5,9; - з ініціатором плавлення "а" - 7,23; - з ініціатором плавлення "б" - 7,26; - з ініціатором плавлення "в" - 7,19. Промислова придатність способу, що заявляється, передбачає виготовлення кускового легованого скрапу з метою утилізації тієї частини відходів, що утворюються в результаті шліфування, фрезерування, легованих конструкційних і інструментальних сталей, які неможливо або недоцільно використовувати для виготовлення виробів методом порошкової металургії для переробки у леговані хромом, вольфрамом, молібденом та іншими дефіцитними і дорогими металами чавуни та сталі. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of alloyed scrap from steel powdered waste
Автори англійськоюSosnovskyi Leonid Oleksandrovych, Vlasova Oksana Vasylivna, Bahliuk Hennadii Anatoliiovych
Назва патенту російськоюСпособ изготовления кускового легированного скрапа из стальных порошковых отходов
Автори російськоюСосновский Леонид Александрович, Власова Оксана Васильевна, Баглюк Геннадий Анатольевич
МПК / Мітки
МПК: C22C 33/02, B22F 3/16
Мітки: виготовлення, відходів, порошкових, легованого, спосіб, скрапу, кускового, сталевих
Код посилання
<a href="https://ua.patents.su/4-61562-sposib-vigotovlennya-kuskovogo-legovanogo-skrapu-iz-stalevikh-poroshkovikh-vidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кускового легованого скрапу із сталевих порошкових відходів</a>
Спосіб виготовлення із комунальних відходів альтернативного твердого палива
Номер патенту: 54301
Опубліковано: 10.11.2010
Автори: Блистів Тетяна Іванівна, Олексієвець Іван Леонтійович
Мітки: відходів, виготовлення, альтернативного, твердого, комунальних, палива, спосіб
Формула / Реферат:
Спосіб виготовлення із комунальних відходів альтернативного твердого палива шляхом послідовного виконання наступних операцій - механічного подрібнення (одностадійного чи двостадійного), сепарації у барабанному чи вібросепараторі з вилученням дрібних негорючих мінеральних фракцій (відсіву) та харчових відходів, який відрізняється тим, що для зменшення енергетичних і експлуатаційних витрат та підвищення надійності процесів подрібнення,...
Спосіб виготовлення паливних брикетів з рослинних відходів
Номер патенту: 30664
Опубліковано: 15.12.2000
Автори: Криворотько Володимир Михайлович, Сухенко Юрій Григорович, Максимов Олександр Федорович, Якимчук Микола Трохимович, Суржок Володимир Миколайович
МПК: C10L 5/40
Мітки: спосіб, брикетів, паливних, відходів, рослинних, виготовлення
Формула / Реферат:
Спосіб виготовлення паливних брикетів з рослинних відходів, що включає подрібнення рослинних відходів, їх теплову обробку теплоносієм у режимі фільтрування та послідуюче пресування, який відрізняється тим, що як теплоносій використовують вологий генераторний газ та продукти згорання генераторного газу, причому обробку проводять у потоці, спочатку через рослинні відходи в режимі фільтрування пропускають суміш вологого генераторного газу з...
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Вовк Андрій Іванович, Білошицький Микола Володимирович
МПК: B22F 3/14
Мітки: порошкових, зносостійким, спосіб, виготовлення, виробів, шаром, біметаличних
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Спосіб виготовлення теплоізоляційного целюлозонаповненого матеріалу з відходів вінілових шпалер
Номер патенту: 31482
Опубліковано: 10.04.2008
Автор: Хлавнович Станіслав Михайлович
МПК: C04B 18/04, D21B 1/00
Мітки: теплоізоляційного, виготовлення, шпалер, відходів, матеріалу, спосіб, целюлозонаповненого, вінілових
Формула / Реферат:
Спосіб виготовлення теплоізоляційного целюлозонаповненого матеріалу з відходів вінілових шпалер, який відрізняється тим, що відходи виробництва вінілових шпалер послідовно піддають крупнодисперсному та дрібнодисперсному подрібненню, під час якого одержану масу змішують з антипіреном (10-13 %) і антисептиком (6-8 %).
Спосіб виготовлення сухої будівельної суміші на основі гіпсовмісних відходів
Номер патенту: 71225
Опубліковано: 15.11.2004
Автори: Забара Тетяна Миколаївна, Мендрул Ганна Олександрівна, Чернишова Римма Олександрівна
МПК: C04B 11/28, C04B 28/14
Мітки: будівельної, суміші, виготовлення, спосіб, сухої, основі, гіпсовмісних, відходів
Формула / Реферат:
Спосіб виготовлення сухої суміші на основі гіпсовмісних відходів, який включає операції подрібнення природного наповнювача, підсушування суспензії, брикетування, автоклавної обробки, сушіння в три етапи, дроблення, помелу, який відрізняється тим, що суспензовані гіпсовмісні відходи перед підсушуванням змішують з подрібненим природним наповнювачем.
Попередній патент: Турбосепаратор
Наступний патент: Шліфувальний круг
Випадковий патент: Спосіб використання зрошувальних земель залежно від водозабезпечення в зоні дії основних зрошуваних систем україни