Спосіб гідроструминного різання неметалевих матеріалів та пристрій для його реалізації
Номер патенту: 62103
Опубліковано: 15.12.2003
Автори: Ляшенко Борис Артемович, Саленко Олександр Федорович
Формула / Реферат
1. Спосіб гідроструминного різання неметалевих матеріалів шляхом впливу струменем рідини високого тиску, який відрізняється тим, що на поверхні натікання струменя створюють таке силове навантаження в межах пружності оброблюваного матеріалу, яке здатне викликати появу тонкого шару чистих зсувних напружень, у той час, коли інша частина матеріалу, яка знаходитиметься на осі дії струменя, буде попередньо стиснута.
2. Пристрій для реалізації способу гідроструминного різання неметалевих матеріалів, що складається з джерела живлення високого тиску, несучої системи, на якій закріплено струминну головку із встановленим соплом та системи керування положенням сопла відносно оброблюваної поверхні у горизонтальній площині, який відрізняється тим, що на струминній головці з можливістю переміщення уздовж осі струменя змонтований підтискний елемент, який контактує з пружиною, що має налагоджувальний механізм для забезпечення необхідної сили притискування оброблюванної заготовки, встановленої на столі пристрою, а саме переміщення головки уздовж осі струменя здійснюється за допомогою слідкуючої гідросистеми, чутливий елемент якої спряжений з підтискним елементом.
3. Пристрій за п. 2, який відрізняється тим, що додатково має датчик наближення струминної головки до поверхні оброблюваного матеріалу, встановлений на рухомому елементі системи підтискування і спряжений з системою відсікання потоку рідини високого тиску.
Текст
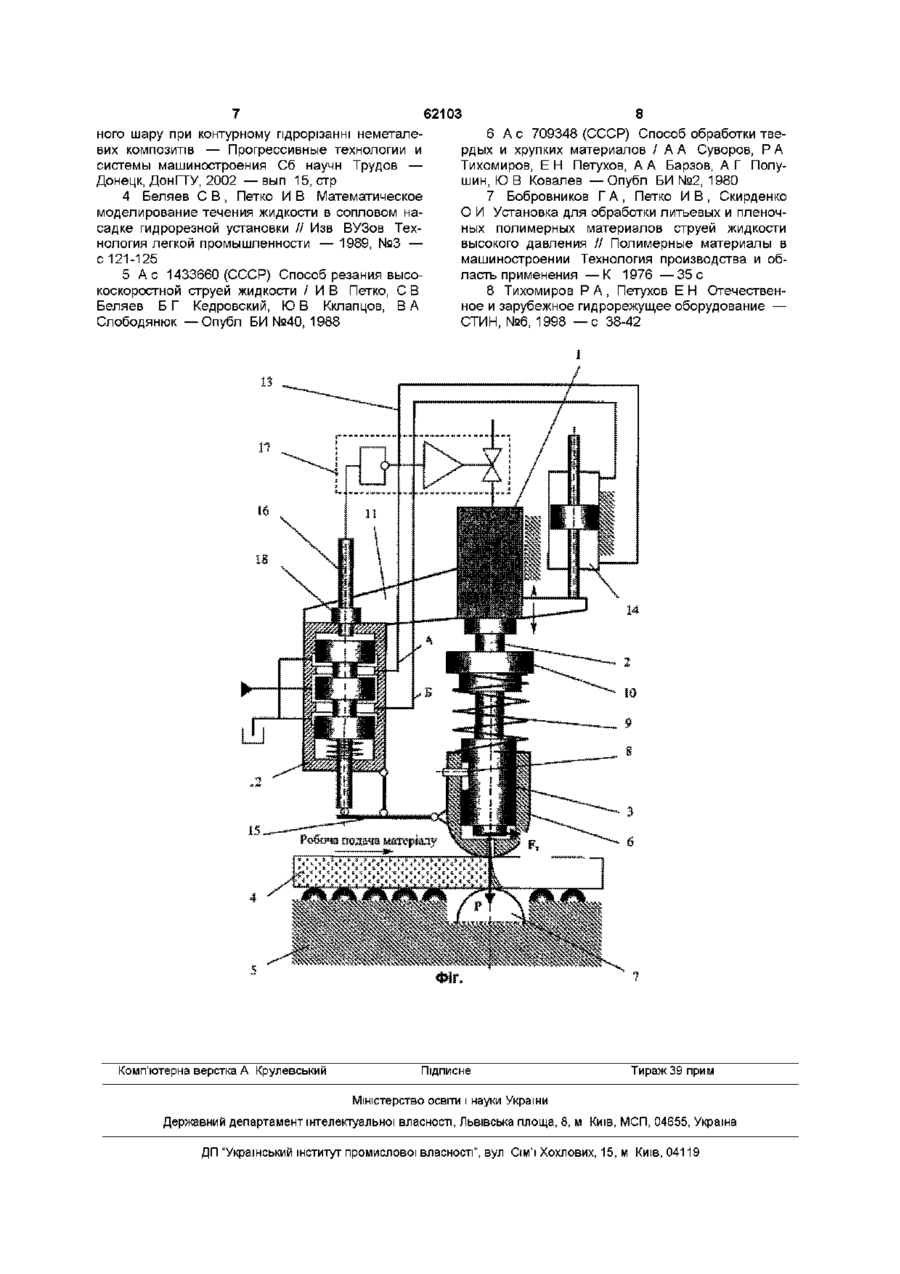
1 Спосіб пдроструминного різання неметалевих матеріалів шляхом впливу струменем рідини високого тиску, який відрізняється тим, що на поверхні натікання струменя створюють таке силове навантаження в межах пружності оброблюваного матеріалу, яке здатне викликати появу тонкого шару чистих зсувних напружень, у той час, коли інша частина матеріалу, яка знаходитиметься на осі дії струменя, буде попередньо стиснута 2 Пристрій для реалізації способу пдроструминного різання неметалевих матеріалів, що складається з джерела живлення високого тиску, несучої системи, на якій закріплено струминну головку із встановленим соплом та системи керування положенням сопла відносно оброблюваної поверхні у горизонтальній площині, який відрізняється тим, що на струминній головці з можливістю переміщення уздовж осі струменя змонтований підтискний елемент, який контактує з пружиною, що має налагоджувальний механізм для забезпечення необхідної сили притискування оброблюванної заготовки, встановленої на столі пристрою, а саме переміщення головки уздовж осі струменя здійснюється за допомогою слідкуючої гідросистеми, чутливий елемент якої спряжений з підтискним елементом З Пристрій за п 2, який відрізняється тим, що додатково має датчик наближення струминної головки до поверхні оброблюваного матеріалу, встановлений на рухомому елементі системи підтискування і спряжений з системою відсікання потоку рідини високого тиску Винахід відноситься до галузі обробки неметалевих композитів методами, основаними на використанні ефекту утворення нових поверхонь розділу за рахунок занурення в оброблюваний матеріал ріжучого клина (або великої КІЛЬКОСТІ МІКроклинів), і може бути використаний при різанні даного класу матеріалів струменем рідини високого тиску Відомо [1], що занурення ріжучого клина (як і струменя рідини високого тиску, що витікає з сопла малого діаметру) в оброблюваний матеріал супроводжується утворенням у верхівці клина такого напруженого стану, який веде до зародження та розвитку сітки мікротріщин, їх наступного руху та злиття з утворенням магістральної тріщини, розкриття якої викликає відокремлення частки матеріалу від оброблюваної заготовки Такі тріщини, як правило, розвиваються переважно уздовж вектора швидкості головного руху ріжучого клина, співпадаючи з напрямком максимального значення сили збурення По досягненні критичної швидкості росту тріщина починає розгалужуватися, а неоднорідна структура композита призводить до перерозподілу ділянок накопичення мікротріщин [2] Залежно від напрямку руху ріжучого клина, тріщини можуть знаходиться або у зоні максимальних напружень (біля верхівці клина - уявної точки максимального силового навантаження), або зосереджуватися у полімерній матриці на межі "матриця - армувальний елемент" і розвиватися далі уздовж армувальних елементів Внаслідок практично некерованого процесу тріщиноутворення, який супроводжує різання неметалевих композитів, на поверхні розділу (поверхні різа) виникає ряд дефектів спучення, відколи, розшарування, збільшується рівень шорсткості Вказані дефекти разом із обсягом матеріалу з ВІДМІННИМИ внаслідок порушення ЦІЛІСНОСТІ фізикомеханічними властивостями, прилеглим до утвореної поверхні розділу, являють дефектний шар [3] Відомий спосіб струминної обробки, направлений на підвищення якості оброблюваних поверхонь за рахунок накладення на зону різання вібрацій частотою 10-ЮОГц [4] При цьому, внаслідок запобігання виникнення на поверхні різання капілярних шарів, що утворюють так звану "водяну СО о (О 62103 струминного навантаження, що обумовить підвиподушку та зменшення гідродинамічного тиску на щення якості різа за рахунок відсутності дефектів бокові стінки різа, його якість покращується, а прона отриманій поверхні розділу у вигляді ВІДКОЛІВ та дуктивність процесу зростає Недоліком даного розшарувань способу є потреба у додаткових пристроях для Для реалізації пропонованого напруженого створення вібрацій необхідної частоти та амплітустану відомий пристрій для струминного різання ди, можливість втрати компактності струменя, сконеметалевих матеріалів, що складається з закріпрочення його активної частини, а також неможлиленої на нерухомій частині верстата соплової говість уникнути небажаного тр і ціноутворення в ловки із встановленим у ній соплом, до якого пооброблюваному матеріалі дається технологічна рідина високого тиску, Відомий також спосіб пдрорізання [5], у ВІДПОдодатково оснащений виконаним з можливістю ВІДНОСТІ з яким з метою покращення якості різа у переміщення уздовж осі струменя на сопловій гозону різання, разом із швидкоплинним струменем, ловці підтискним елементом, який контактує з потрапляє також і струмінь газу, що витікає з соппружиною, що має налагоджувальний пристрій для ла під кутом а відносно осі натікання рідинного забезпечення необхідної сили притискування, та струменя, розташованому на відстані 10Пт від зони при обробці опирається на поверхню, створюючи в різання Створений за допомогою газового сопла останній у МІСЦІ дотику тонкий шар чистого зсуву потік перешкоджає виникненню на поверхні різанза рахунок наявної сили тертя від подачі матеріаня капілярних шарів, і також призводить до покралу, а у нижче розташованих шарах - осьове стисщення якості обробки та підвищення її ефективнокування, напрям якого співпадає з напрямом струсті Недоліком даного способу є необхідність минного впливу 3 метою розширення залучення додаткового джерела енергії - струменя технологічних можливостей та забезпечення стагазу, що підвищує вартість обробки, знижує и техбільної сили підтискування при обробці матеріалів нологічні можливості, а також не виключає можлизі змінною товщиною запропонований пристрій вості росту магістральних тріщин у будь-яких довімає також слідкуючу гідросистему, виконану, нальних напрямках відносно осі натікання рідинного приклад, за допомогою силового приводу, живструменя лення якого здійснюється через пдророзподільник Найбільш близьким до пропонованого способу золотникового типу, закріпленого на сопловій гогідроструминного різання є спосіб обробки твердих ловці, чутливий елемент якого (плунжер розподіта крихких матеріалів [6], прийнятий за прототип льника) спряжений з підтискним елементом, і у Сутність способу якого полягає у тому, що для разі зміщення останнього від рівноважного стану, підвищення продуктивності пдрорізання оброблювизначеного налагоджувальним пристроєм, внавану заготовку, разом з ударною дією струменя, слідок зміни товщини оброблюваного матеріалу, додатково навантажують розтяжною в межах прусиловий привід переміщує струминну головку з жної деформації силою у напрямку, перпендикупідтискним елементом для досягнення встановлелярному руху подачі струменя Внаслідок цього у ної сили підтискування Таким чином, система авзоні різання виникає напружений стан, який сприяє томатично забезпечує додержання оптимальних розвитку мікродефектів, утворених від дії швидкозначень сили підтискування зони різання а відстані плинного струменя, що підвищує продуктивність від зрізу сопла до оброблюваної поверхні процесу обробки Також для забезпечення безпеки роботи приНедоліком даного способу є складність його стрій додатково має датчик наближення струминреалізації для оброблюваних заготовок довільної ної головки до поверхні оброблюваного матеріалу, форми, обмежені технологічні можливості, а також спряжений з системою відсікання потоку рідини неможливість уникнути розвитку магістральних високого тиску тріщин у довільних напрямках Використання принципу створення рівновісноМета даного винаходу - підвищення якості обго напруженого стану та сполучення відомих елеробки шляхом зменшення товщини дефектного ментів струминної головки із встановленим сопшару за рахунок локалізації тріщиноутворення у лом, слідкуючого приводу переміщення головки, з верхівці ріжучого клина (або швидкоплинного притискним елементом, для реалізації даного струменя), що призведе до підвищення ефективпринципу на практиці, веде до набуття способом ності обробки в цілому гідроструминного різання та пристроєм для його Зазначена мета досягається тим, що у відореалізації нових технічних властивостей - локалімому способі струминного різання, який полягає у зації зони тріщиноутворення при пдрорізанні маконцентрованому струминному навантаженні пертеріалів довільної товщини, підвищення ефективпендикулярно встановленої поверхні оброблюваності керування процесом струминного різання та, ного матеріалу з попереднім розтягуванням загояк наслідок, підвищення якості обробки за рахунок товки, новим є те, що замість розтягування всієї виключення дефектів на утворених поверхнях заготовки у зоні впливу, створюють таке силове розділу навантаження в межах пружності оброблюваного матеріалу, яке здатне викликати появу тонкого Таким чином, поданий спосіб та технічне рішару чистих зсувних напружень, у той час коли шення для його реалізації відповідає критеріюінша частина матеріалу, яка знаходитиметься на "Суттєві ВІДМІНИ" осі дії струменя, буде попередньо стиснута ВиниРоботу пристрою для реалізації способу гідроклий рівновісний напружений стан в мікрообсязі струминного різання пояснено фігурою поверхні, який сприймає струминне навантаження, Пристрій складається з рухомого у напрямку запобігатиме появі магістральних тріщин, напрям стікання струменя блоку 1, на якому закріплено розвитку яких не співпадатиме з напрямком дії силову трубку 2, що жорстко з'єднана зі струмин ною головкою 3 із вмонтованим робочим соплом, розташованою на певній оптимальній відстані від поверхні оброблюваного матеріалу 4, який встановлений на столі 5 із можливістю здійснювати потрібний рух подачі На струминній головці 3 з можливістю переміщення у напрямку стікання струменя виконаний притискний елемент 6, що має центральний отвір уздовж осі стікання струменя, та який своєю сферичною частиною дотикається до поверхні оброблюваного матеріалу, притискуючи останній до виконаного з можливістю вільного обертання протилежного притискного елемента 7, причому елементи 7 та 6 утворюють між собою силову скобу Рух притискного елемента 6 відносно струминної головки обмежений стопором 8, а сам елемент додатково контактує з пружиною 9, попереднє стискування якої (і, ВІДПОВІДНО, сила підтискування поверхні оброблюваного матеріалу) регулюється вузлом налагодження 10, виконаним, наприклад, у вигляді гайки з центрувальною поверхнею, яка взаємодіє з пружиною 9 та переміщується по різьбовій поверхні силової трубки 2 на потрібну величину Додатково пристрій має слідкуючу систему переміщення блоку 1, яка являє собою, наприклад, жорстко закріплений на блоці 1 за допомогою важеля 11 слідкуючий пдророзподільник золотникового типу 12, який гідравлічними магістралями 13 з'єднаний з силовим приводом 14, корпус якого нерухомо закріплений на базовому елементі пдрорізного верстата, а шток контактує з блоком 1, забезпечуючи його переміщення по направляючим у напрямку стікання струменя При цьому чутливий елемент (плунжер пдророзподільника) за допомогою шарнірно встановленої ланки зворотного зв'язку 15 з'єднаний із підтискним елементом 6 Також пристрій має змонтований на корпусі пдророзподільника датчик положення плунжеру 16, сигнал з якого сприймається системою відсікання потоку рідини 17, що подається до струминної головки і далі до сопла, яка складається з інвертору, підсилювача та виконавчого механізму, подача сигналу на який викликає відкриття потоку високого тиску Спрацювання датчику 16 налагоджується елементом 18 Пристрій працює так У початковий момент часу блок 1 із закріпленим на ньому устаткуванням відведений силовим приводом 14 у крайнє верхнє положення, притискний елемент 6 під дією попередньо налагодженої за допомогою вузла 10 пружини 9 займає нижнє положення, обмежене стопором 8, перевівши плунжер пдророзподільника 12 за допомогою ланки зворотного зв'язку 15 у верхнє положення та сполучивши магістраль А зі зливною порожниною, а магістраль Б - з напірною Налагоджений за допомогою елемента 18 датчик 16 видає сигнал керування, який, після проходження системи відсікання потоку рідини 17, перешкоджає надходженню рідини до струминної головки, забезпечуючи тим самим безпеку роботи пристрою Подача робочої рідини у розподільник призводить до того, що остання прямує по магістралі Б у верхню порожнину силового приводу 14 і викликає переміщення поршня циліндру донизу разом із 62103 блоком 1 та закріпленим на ньому устаткуванням Рух струминної головки 3, закріпленої на блоці 1 здійснюватиметься до тих пір, поки притискний елемент 6 не увійде у контакт з оброблюваним матеріалом 4, навантажить його необхідною силою Р (для виникнення на поверхні при наданні заготовці руху подачі встановленої сили FT) за рахунок деформування пружини 9 та зупиниться, а рух блоку 1, струминної головки 3, жорстко зв'язаного пдророзподільника 12 не призведе до того, що за рахунок наявної ланки зворотного зв'язку 15 плунжер розподільника переміститься у відносному русі вниз та перекриє надходження рідини у магістраль Б, врівноваживши тиск у магістралях так, щоб компенсувати виниклу на поверхні оброблюваного матеріалу 4 силу підтискування Р Одночасно переміщення плунжеру золотника вниз викликає розмикання контактів датчика 16, внаслідок чого інвертований сигнал проходить через систему 17, подається на відсікач потоку і технологічна рідини високого тиску починає надходити у струминну головку і до струменеформуючого сопла При цьому високошвидкісний струминний потік виконує різання оброблюваного матеріалу, навантаженою на ДІЛЯНЦІ натікання струменя потрібною силою Р, внаслідок чого у тонкому поверхневому шарі матеріалу від дії сили тертя FT виникатиме шар чистого зсуву, а під цим шаром - на осі дії струменя - відбуватиметься стиснення матеріалу Будь-яка зміна товщини матеріалу 4, що розрізається, призводить до того, що підтискний елемент 6 зміщується від свого врівноваженого нейтрального стану, який визначається вузлом налагодження 10, і завдяки наявності ланки зворотного зв'язку 15, змістить плунжер пдророзподільника, що викличе зміну тиску в магістралях А і Б з наступним переміщенням поршня силового приводу 14, яке направлене на компенсацію виниклого розузгодження Таким чином, завдяки наявності слідкуючої системи переміщення блоку 1 забезпечується номінальна сила підтискування при обробці матеріалів будь-якої товщини, що значно розширює технологічні можливості пристрою Використання запропонованого пристрою дозволяє запобігти виникненню значної зони тріщиноутворення з вільним напрямком розвитку магістральних тріщин, локалізувати зону струминної ерозії у малому об'ємі та забезпечити більш ефективне керування процесом пдрорізання, підвищивши якість виконання обробки за рахунок відсутності розшарування, ВІДКОЛІВ у поверхневому шарі, зниження рівня шорсткості в середньому у два рази, а також зменшення ВОДОМІСТКОСТІ отриманої поверхні розділу на 25-40 % Джерела інформації, прийняті до уваги при проведенні експертизи 1 Ионов В Н , Селиванов В В Динамика разрушения деформируемого тела — М Машиностроение, 1987 —272 с 2 Механическая обработка волокнистых полимерных композитов / Верезуб Н В , Тарасюк А П , Хавин Г Л , Гетманов А А — Харьков Из-во ХНАДУ (ХАДИ), 2001 — 180 с 3 Саленко О Ф Оцінка товщини деструктив 62103 ного шару при контурному пдрорізанні неметалевих композитів — Прогрессивные технологии и системы машиностроения Сб научн Трудов — Донецк, ДонГТУ, 2002 — вып 15, стр 4 Беляев С В , Петко И В Математическое моделирование течения жидкости в сопловом насадке гидрорезной установки // Изв ВУЗов Технология легкой промышленности — 1989, №3 — с 121-125 5 А с 1433660 (СССР) Способ резания высокоскоростной струей жидкости / И В Петко, С В Беляев Б Г Кедровский, Ю В Кклапцов, В А Слободянюк — Опубл БИ №40, 1988 Комп'ютерна верстка А Крулевський 8 6 А с 709348 (СССР) Способ обработки твердых и хрупких материалов / А А Суворов, РА Тихомиров, Е Н Петухов, А А Барзов, А Г Полушин, Ю В Ковалев —Опубл БИ №2, 1980 7 Бобровников Г А , Петко И В , Скирденко О И Установка для обработки литьевых и пленочных полимерных материалов струей жидкости высокого давления // Полимерные материалы в машиностроении Технология производства и область применения — К 1976 —35 с 8 Тихомиров Р А , Петухов Е Н Отечественное и зарубежное гидрорежущее оборудование — СТИН, №6, 1998 — с 38-42 Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for water-jet cutting of non-metallic materials
Автори англійськоюSalenko Oleksandr Fedorovych, Liashenko Borys Artemovych
Назва патенту російськоюСпособ гидроструйной резки неметаллических материалов и устройство для его реализации
Автори російськоюСаленко Александр Федорович, Ляшенко Борис Артемович
МПК / Мітки
МПК: F16C 32/06, B24B 41/00
Мітки: спосіб, гідроструминного, матеріалів, різання, реалізації, пристрій, неметалевих
Код посилання
<a href="https://ua.patents.su/4-62103-sposib-gidrostruminnogo-rizannya-nemetalevikh-materialiv-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроструминного різання неметалевих матеріалів та пристрій для його реалізації</a>
Пристрій для гідроструминного різання листових матеріалів
Номер патенту: 18786
Опубліковано: 25.12.1997
Автори: Больбот Олександр Кіндратович, Туркот Віктор Володимирович, Смола Володимир Миколайович
МПК: B23D 31/00
Мітки: різання, гідроструминного, пристрій, листових, матеріалів
Формула / Реферат:
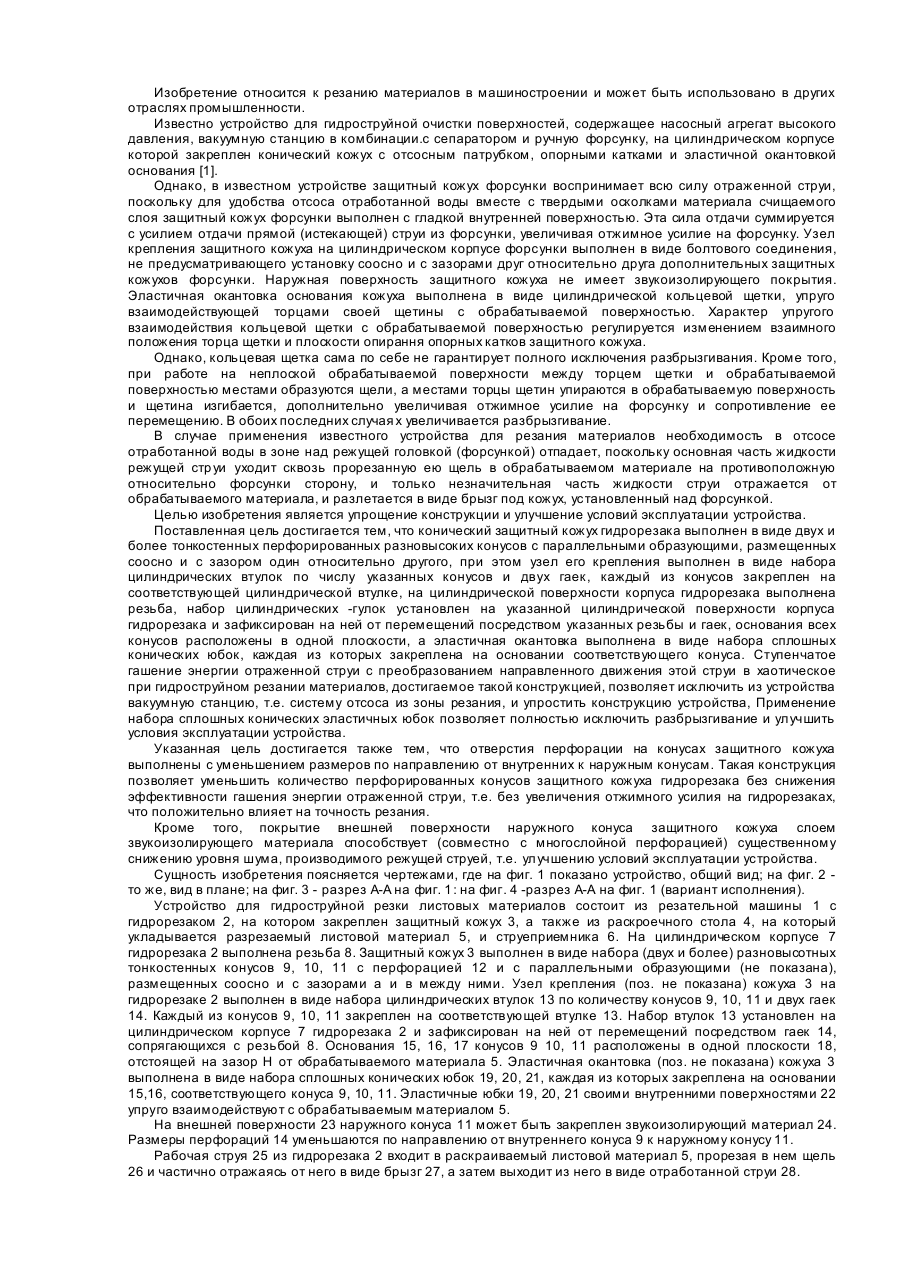
1. Устройство для гидроструйной резки листовых материалов, содержащее резательную машину, на цилиндрическом корпусе гидрорезака которой посредством узла крепления установлен конический защитный кожух с эластичной окантовкой основания для упругого взаимодействия с обрабатываемой поверхностью листового материала, отличающееся тем, что конический защитный кожух выполнен в виде не менее двух тонкостенных перфорированных разновысотных конусов с...
Пристрій для гідроструминного різання листових матеріалів
Номер патенту: 18788
Опубліковано: 25.12.1997
Автори: Туркот Віктор Володимирович, Смола Володимир Миколайович, Больбот Олександр Кіндратович
МПК: B23D 31/00, B26F 3/00
Мітки: листових, пристрій, гідроструминного, матеріалів, різання
Формула / Реферат:
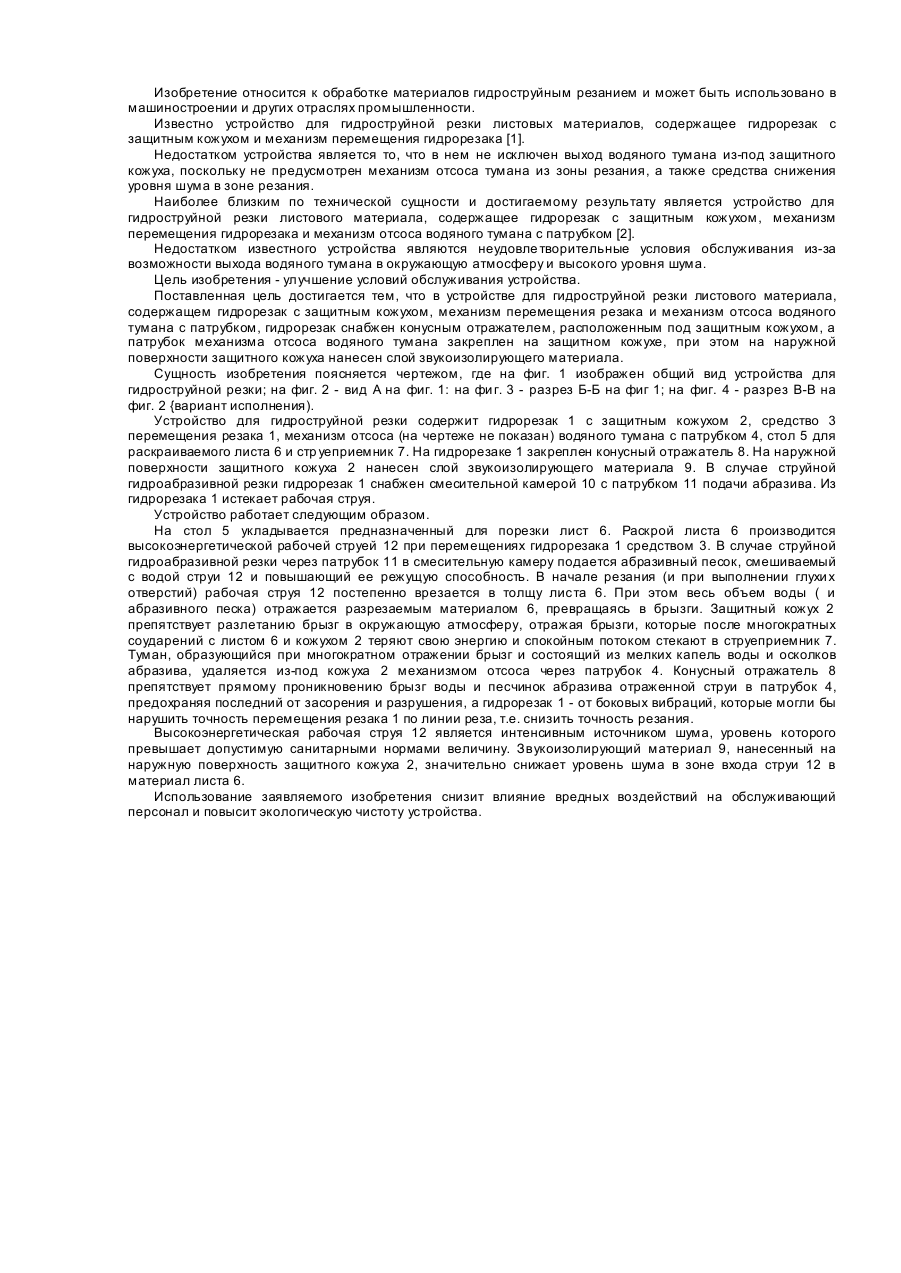
Устройство для гидроструйной резки листовых материалов, содержащее гидрорезак с защитным кожухом, механизм перемещения гидрорезака и механизм отсоса водяного тумана с патрубком, отличающееся тем, что гидрорезак снабжен конусным отражателем, расположенным под защитным кожухом, а патрубок механизма отсоса водяного тумана закреплен на защитном кожухе, при этом на наружной поверхности защитного кожуха нанесен слой звукоизолирующего материала.
Пристрій для гідроструминного різання
Номер патенту: 18785
Опубліковано: 25.12.1997
Автори: Смола Володимир Миколайович, Туркот Віктор Володимирович, Больбот Олександр Кіндратович
МПК: B23D 31/00
Мітки: гідроструминного, різання, пристрій
Формула / Реферат:
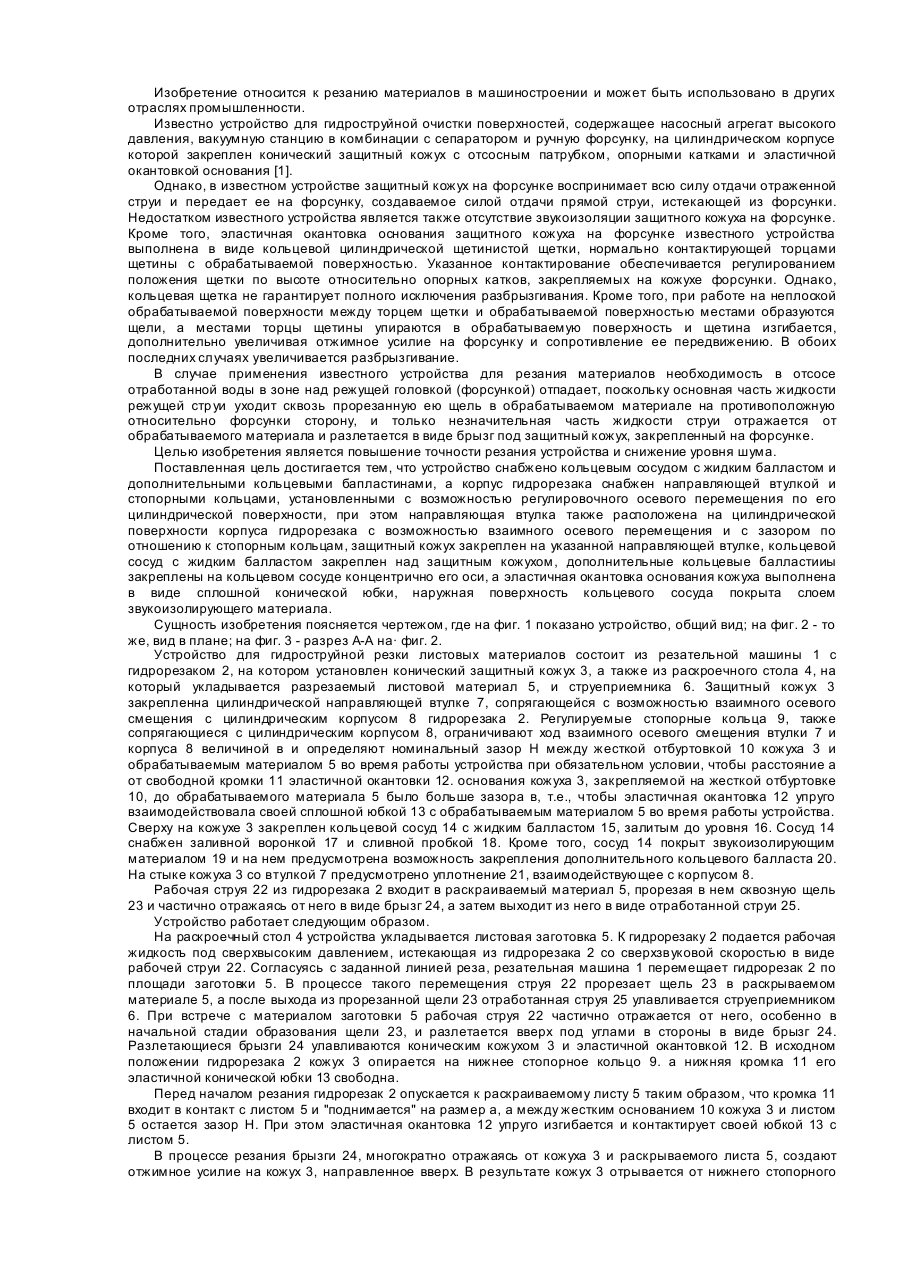
1. Устройство для гидроструйной резки листовых материалов, содержащее резательную машину с гидрорезаком, на цилиндрическом корпусе которого установлен конический защитный кожух с эластичной окантовкой основания, раскроечный стол, и струеприемник, отличающееся тем, что оно снабжено кольцевым сосудом с жидким балластом и дополнительными кольцевыми балластными элементами, а корпус гидрорезака снабжен направляющей втулкой и стопорными кольцами,...
Спосіб розподілу матеріалів у відсаджувальній машині і пристрій для його реалізації
Номер патенту: 50257
Опубліковано: 15.10.2002
Автори: Федоскін Валерій Олексійович, Франчук Всеволод Петрович, Небатов Андрій Володимирович, Бас Костянтин Маркович
МПК: B03B 5/18
Мітки: відсаджувальній, спосіб, матеріалів, пристрій, машини, реалізації, розподілу
Формула / Реферат:
Відсаджувальна машина, яка містить ванну, кінематично зв'язане з приводом і джерелом коливань рухоме решето, що встановлене на напрямних, яка відрізняється тим, що вона містить додаткове джерело коливань, кінематично зв'язане з джерелом коливань, джерела коливань виконані із можливістю незалежного регулювання їх ексцентриситетів по величині і взаємному розташуванню, рухоме решето встановлено з можливістю зміни кута його нахилу, при цьому одне...
Спосіб класифікації зернистих матеріалів та пристрій для його реалізації
Номер патенту: 29292
Опубліковано: 16.10.2000
Автори: Афанас'єв Віталій Валентинович, Угланов Ігор Олексійович, Сергєєв Андрій Михайлович
МПК: B07B 4/02, B07B 7/00, B07B 15/00
Мітки: матеріалів, класифікації, спосіб, пристрій, реалізації, зернистих
Формула / Реферат:
1. Спосіб класифікації зернистих матеріалів, що вміщує, подачу матеріалу шаром, продувку шару поперечним повітряним потоком, приймання продуктів розділення у бункера та рециркуляцію повітря, який відрізняється тим, що матеріал подають на повітрянодувну машину у вигляді ротора з лопатями, здувають дрібний продукт повітряним потоком по ходу обертання ротора у приймач, а на крупний діють лопатями і направляють у приймач проти хода обертання...
Попередній патент: Транспортний пакет будівельних каменів
Наступний патент: Двигун з зовнішнім підведенням теплоти
Випадковий патент: Спосіб захисту від мікробіологічних процесів при екстрагуванні сахарози