Ливарна установка
Номер патенту: 62659
Опубліковано: 12.09.2011
Автори: Резніченко Микола Сергійович, Лавренов Ігор Володимирович

Формула / Реферат
Ливарна установка, яка містить розташовані в технологічній послідовності ділянку підготовки півформ, ділянку заливання форм рідким металом, ділянку охолодження форм і ділянку вивантаження відливків, містить опору, два транспортери, на яких дзеркально укріплені півформи з можливістю змикання на ділянці заливки по вертикальній площині і з можливістю притискання між собою вздовж транспортерів, на ділянці вивантаження відливків відстань між півформами перевищує розмір відливки, крім того у верхній частині півформ, з боку їх змикання, виконані похилі грані, причому транспортери оснащені приводними зірочками, які встановлені перед ділянкою заливки форм і натяжними зірочками, які встановлені на ділянці вивантаження відливків, опорний, притискний, упорний рольганги, які розміщені на ділянках заливки та охолодження форм, привід синхронного просування транспортерів, яка відрізняється тим, що обидва транспортери змонтовані в одній площині симетрично відносно осей, вздовж яких вони рухаються, і осі, вздовж яких рухаються транспортери, паралельні між собою, причому один транспортер установлено з можливістю руху за годинниковою стрілкою, а другий транспортер установлено з можливістю руху проти годинниковою стрілки, крім того осі, довкола яких обертаються привідні та натяжні зірочки, розміщені перпендикулярно до осей руху транспортерів.
Текст
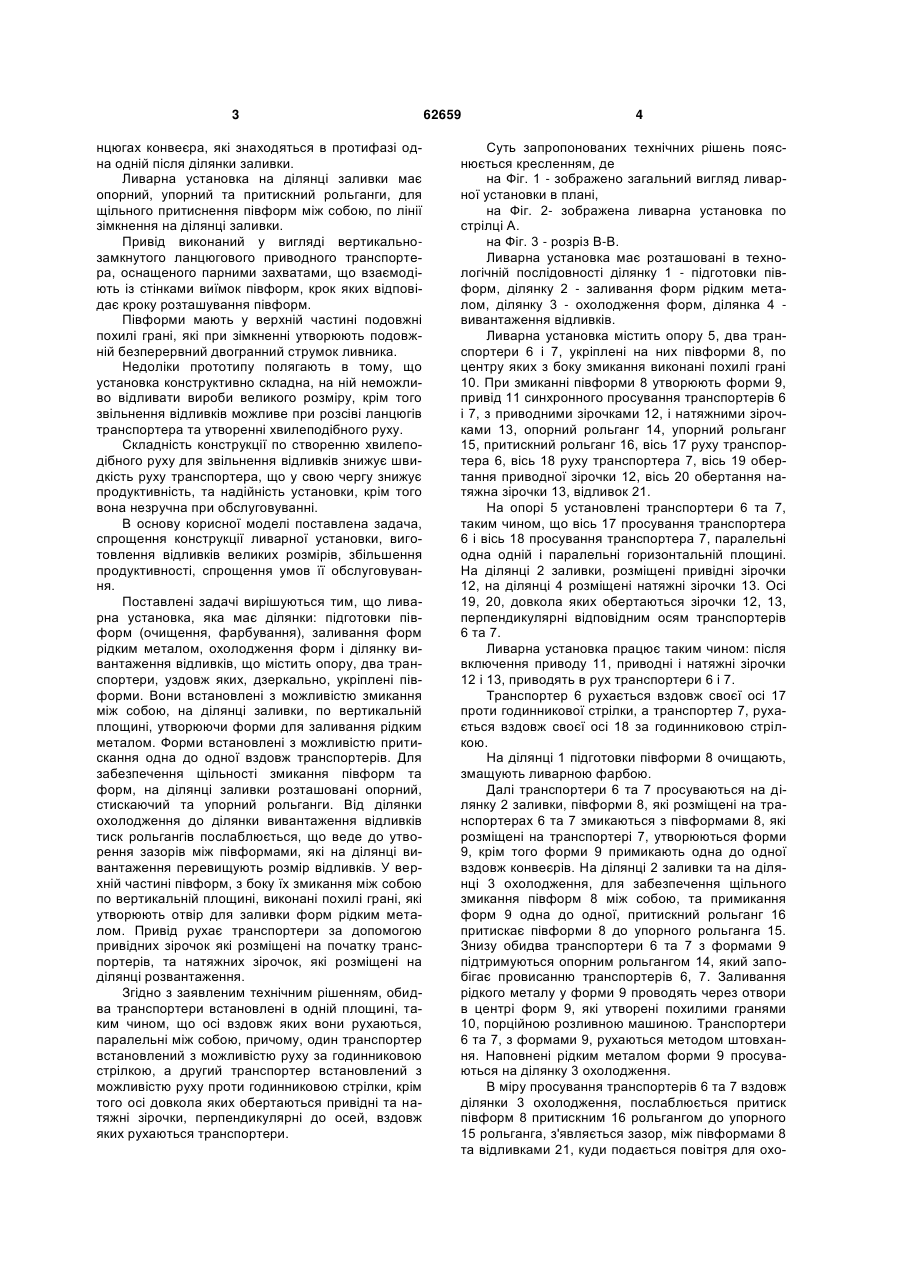
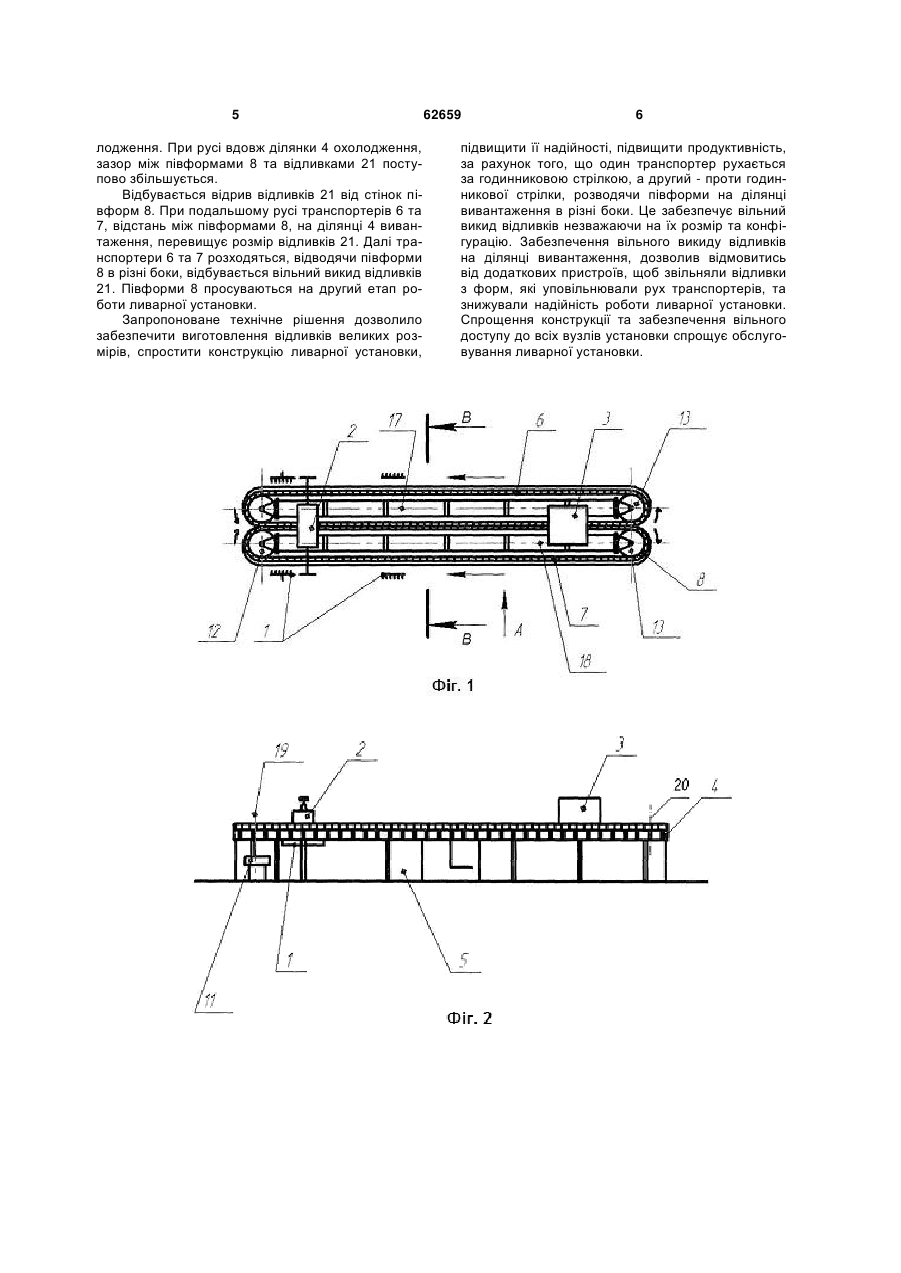
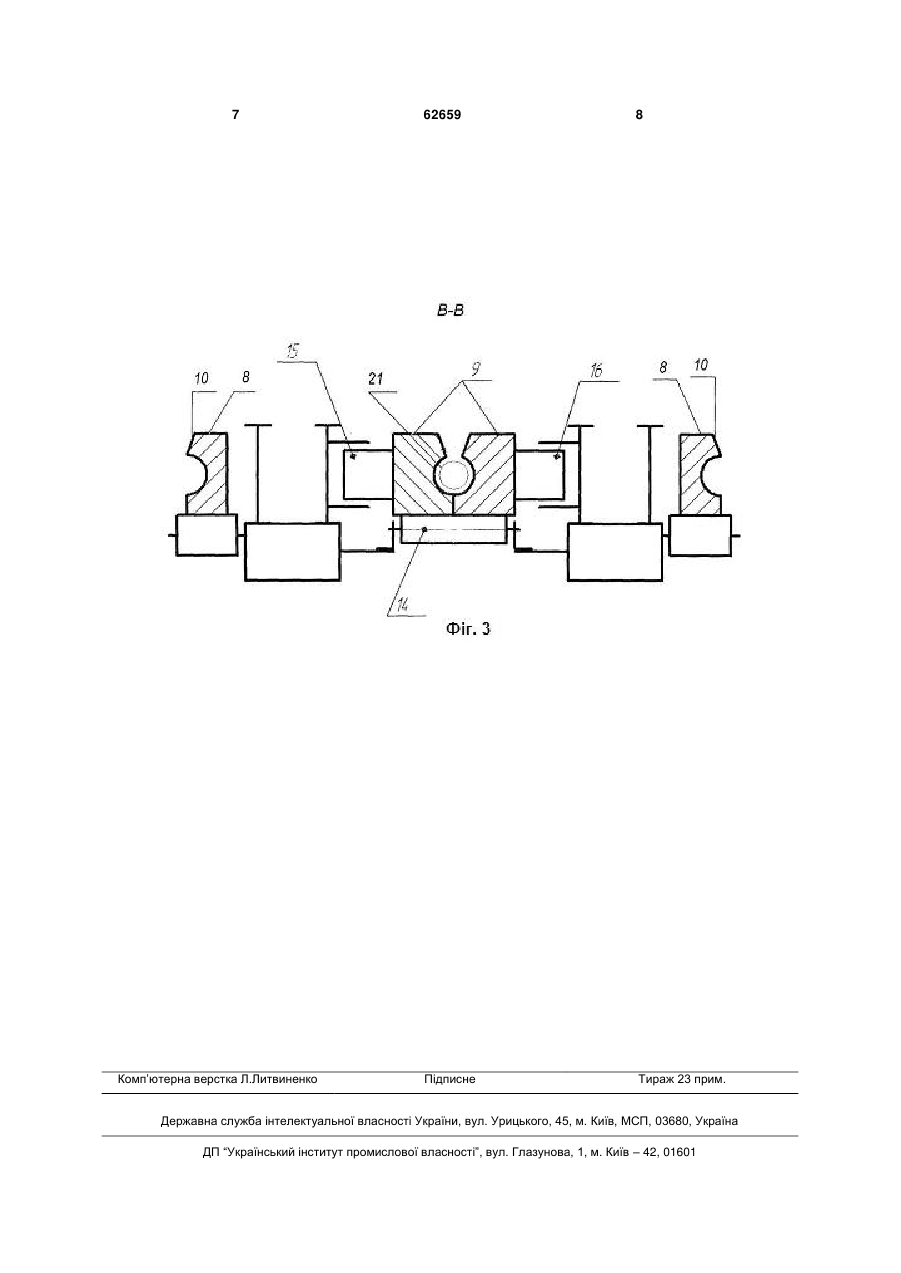
Ливарна установка, яка містить розташовані в технологічній послідовності ділянку підготовки півформ, ділянку заливання форм рідким металом, ділянку охолодження форм і ділянку вивантаження відливків, містить опору, два транспортери, на яких дзеркально укріплені півформи з можливістю змикання на ділянці заливки по вертикальній площині і з можливістю притискання між собою вздовж транспортерів, на ділянці вивантаження відливків відстань між півформами перевищує розмір відливки, крім того у верхній частині пів 3 нцюгах конвеєра, які знаходяться в протифазі одна одній після ділянки заливки. Ливарна установка на ділянці заливки має опорний, упорний та притискний рольганги, для щільного притиснення півформ між собою, по лінії зімкнення на ділянці заливки. Привід виконаний у вигляді вертикальнозамкнутого ланцюгового приводного транспортера, оснащеного парними захватами, що взаємодіють із стінками виїмок півформ, крок яких відповідає кроку розташування півформ. Півформи мають у верхній частині подовжні похилі грані, які при зімкненні утворюють подовжній безперервний двогранний струмок ливника. Недоліки прототипу полягають в тому, що установка конструктивно складна, на ній неможливо відливати вироби великого розміру, крім того звільнення відливків можливе при розсіві ланцюгів транспортера та утворенні хвилеподібного руху. Складність конструкції по створенню хвилеподібного руху для звільнення відливків знижує швидкість руху транспортера, що у свою чергу знижує продуктивність, та надійність установки, крім того вона незручна при обслуговуванні. В основу корисної моделі поставлена задача, спрощення конструкції ливарної установки, виготовлення відливків великих розмірів, збільшення продуктивності, спрощення умов її обслуговування. Поставлені задачі вирішуються тим, що ливарна установка, яка має ділянки: підготовки півформ (очищення, фарбування), заливання форм рідким металом, охолодження форм і ділянку вивантаження відливків, що містить опору, два транспортери, уздовж яких, дзеркально, укріплені півформи. Вони встановлені з можливістю змикання між собою, на ділянці заливки, по вертикальній площині, утворюючи форми для заливання рідким металом. Форми встановлені з можливістю притискання одна до одної вздовж транспортерів. Для забезпечення щільності змикання півформ та форм, на ділянці заливки розташовані опорний, стискаючий та упорний рольганги. Від ділянки охолодження до ділянки вивантаження відливків тиск рольгангів послаблюється, що веде до утворення зазорів між півформами, які на ділянці вивантаження перевищують розмір відливків. У верхній частині півформ, з боку їх змикання між собою по вертикальній площині, виконані похилі грані, які утворюють отвір для заливки форм рідким металом. Привід рухає транспортери за допомогою привідних зірочок які розміщені на початку транспортерів, та натяжних зірочок, які розміщені на ділянці розвантаження. Згідно з заявленим технічним рішенням, обидва транспортери встановлені в одній площині, таким чином, що осі вздовж яких вони рухаються, паралельні між собою, причому, один транспортер встановлений з можливістю руху за годинниковою стрілкою, а другий транспортер встановлений з можливістю руху проти годинниковою стрілки, крім того осі довкола яких обертаються привідні та натяжні зірочки, перпендикулярні до осей, вздовж яких рухаються транспортери. 62659 4 Суть запропонованих технічних рішень пояснюється кресленням, де на Фіг. 1 - зображено загальний вигляд ливарної установки в плані, на Фіг. 2- зображена ливарна установка по стрілці А. на Фіг. 3 - розріз В-В. Ливарна установка має розташовані в технологічній послідовності ділянку 1 - підготовки півформ, ділянку 2 - заливання форм рідким металом, ділянку 3 - охолодження форм, ділянка 4 вивантаження відливків. Ливарна установка містить опору 5, два транспортери 6 і 7, укріплені на них півформи 8, по центру яких з боку змикання виконані похилі грані 10. При змиканні півформи 8 утворюють форми 9, привід 11 синхронного просування транспортерів 6 і 7, з приводними зірочками 12, і натяжними зірочками 13, опорний рольганг 14, упорний рольганг 15, притискний рольганг 16, вісь 17 руху транспортера 6, вісь 18 руху транспортера 7, вісь 19 обертання приводної зірочки 12, вісь 20 обертання натяжна зірочки 13, відливок 21. На опорі 5 установлені транспортери 6 та 7, таким чином, що вісь 17 просування транспортера 6 і вісь 18 просування транспортера 7, паралельні одна одній і паралельні горизонтальній площині. На ділянці 2 заливки, розміщені привідні зірочки 12, на ділянці 4 розміщені натяжні зірочки 13. Осі 19, 20, довкола яких обертаються зірочки 12, 13, перпендикулярні відповідним осям транспортерів 6 та 7. Ливарна установка працює таким чином: після включення приводу 11, приводні і натяжні зірочки 12 і 13, приводять в рух транспортери 6 і 7. Транспортер 6 рухається вздовж своєї осі 17 проти годинникової стрілки, а транспортер 7, рухається вздовж своєї осі 18 за годинниковою стрілкою. На ділянці 1 підготовки півформи 8 очищають, змащують ливарною фарбою. Далі транспортери 6 та 7 просуваються на ділянку 2 заливки, півформи 8, які розміщені на транспортерах 6 та 7 змикаються з півформами 8, які розміщені на транспортері 7, утворюються форми 9, крім того форми 9 примикають одна до одної вздовж конвеєрів. На ділянці 2 заливки та на ділянці 3 охолодження, для забезпечення щільного змикання півформ 8 між собою, та примикання форм 9 одна до одної, притискний рольганг 16 притискає півформи 8 до упорного рольганга 15. Знизу обидва транспортери 6 та 7 з формами 9 підтримуються опорним рольгангом 14, який запобігає провисанню транспортерів 6, 7. Заливання рідкого металу у форми 9 проводять через отвори в центрі форм 9, які утворені похилими гранями 10, порційною розливною машиною. Транспортери 6 та 7, з формами 9, рухаються методом штовхання. Наповнені рідким металом форми 9 просуваються на ділянку 3 охолодження. В міру просування транспортерів 6 та 7 вздовж ділянки 3 охолодження, послаблюється притиск півформ 8 притискним 16 рольгангом до упорного 15 рольганга, з'являється зазор, між півформами 8 та відливками 21, куди подається повітря для охо 5 лодження. При русі вдовж ділянки 4 охолодження, зазор між півформами 8 та відливками 21 поступово збільшується. Відбувається відрив відливків 21 від стінок півформ 8. При подальшому русі транспортерів 6 та 7, відстань між півформами 8, на ділянці 4 вивантаження, перевищує розмір відливків 21. Далі транспортери 6 та 7 розходяться, відводячи півформи 8 в різні боки, відбувається вільний викид відливків 21. Півформи 8 просуваються на другий етап роботи ливарної установки. Запропоноване технічне рішення дозволило забезпечити виготовлення відливків великих розмірів, спростити конструкцію ливарної установки, 62659 6 підвищити її надійності, підвищити продуктивність, за рахунок того, що один транспортер рухається за годинниковою стрілкою, а другий - проти годинникової стрілки, розводячи півформи на ділянці вивантаження в різні боки. Це забезпечує вільний викид відливків незважаючи на їх розмір та конфігурацію. Забезпечення вільного викиду відливків на ділянці вивантаження, дозволив відмовитись від додаткових пристроїв, щоб звільняли відливки з форм, які уповільнювали рух транспортерів, та знижували надійність роботи ливарної установки. Спрощення конструкції та забезпечення вільного доступу до всіх вузлів установки спрощує обслуговування ливарної установки. 7 Комп’ютерна верстка Л.Литвиненко 62659 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting plant
Автори англійськоюReznichenko Mykola Serhiiovych, Lavrenov Ihor Volodymyrovych
Назва патенту російськоюЛитейная установка
Автори російськоюРезниченко Николай Сергеевич, Лавренов Игорь Владимирович
МПК / Мітки
МПК: B22D 15/04
Код посилання
<a href="https://ua.patents.su/4-62659-livarna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Ливарна установка</a>
Установка для безперервної відливки виробів
Номер патенту: 16550
Опубліковано: 15.08.2006
Автор: Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: виробів, безперервної, відливки, установка
Формула / Реферат:
Установка для безперервної відливки виробів, що містить півформи, які шарнірно закріплені на возиках з роликами і спільні між собою з утворенням форми, при цьому возики утворюють похилий вертикально замкнутий конвеєр з загальним заливним каналом, і відливний пристрій, бокові притискачі, яка відрізняється тим, що осі суміжних роликів форм з'єднані пластинами, один із отворів яких виконаний з зазором в сторону центра пластини у вигляді еліпса...
Установка для безперервного відливання виробів

Номер патенту: 17702
Опубліковано: 16.10.2006
Автори: Жеребний Михайло Олександрович, Жеребний Михайло Сергійович
МПК: B22D 15/00
Мітки: безперервного, установка, відливання, виробів
Формула / Реферат:
1. Установка для безперервного відливання виробів, яка містить півформи, шарнірно закріплені на возиках з роликами, вісь обертання яких зміщена відносно центра ваги, і з'єднані між собою в форми, утворюючи похилий, вертикально замкнутий, конвеєр з загальним заливним каналом, яка відрізняється тим, що осі обертання півформ розташовані в площині між центром ваги притиснення півформ і центром ваги розкриття півформ.2. Установка за...
Ливарна форма

Номер патенту: 66966
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Віткалов Іван Сергійович, Бондаренко Сергій Вікторович
МПК: B22D 29/00, B22C 9/00, B22D 7/06, B22C 13/00
Формула / Реферат:
1. Ливарна форма, що містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому у нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що нижня півформа додатково оснащена опорами, розташованими перпендикулярно зовнішнім стінкам півформ співвісно між собою у горизонтальній площині, які забезпечуютьповорот згаданої нижньої півформи відносно подовжньої осі опор, верхня півформа додатково...
Ливарна форма для термопластів

Номер патенту: 44081
Опубліковано: 15.01.2002
Автори: Синюк Олег Миколайович, Скиба Микола Єгорович, Злотенко Борис Миколайович
МПК: B29C 45/27
Мітки: термопластів, форма, ливарна
Формула / Реферат:
Ливарна форма для термопластів, яка містить рухому і нерухому півформи, формуючі гнізда, систему регульованого охолодження і розвідні канали ливникової системи, яка відрізняється тим, що в нерухомій півформі установлені з можливістю обмеженого переміщення в напрямку осі форми вставки з антифрикційного матеріалу і металу, які утворюють стінки розвідних ливникових каналів.
Ливарна форма

Номер патенту: 66967
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
МПК: B22C 9/00, B22D 29/00, B29C 33/44, B22D 7/06, B29C 41/34
Формула / Реферат:
Ливарна форма, яка містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому в нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що кількість верхніх і нижніх півформ збільшено не менше ніж у два рази, нижні півформи виконані з'єднаними між собою в блок або по бічних стінках, або по торцевих стінках, крайні нижні півформи додатково обладнані цапфами, розташованими перпендикулярно...
Попередній патент: Універсальний гвинтовий змішувач
Наступний патент: Компресійний апарат для лікування медіальних переломів шийки стегнової кістки
Випадковий патент: Спосіб подавання інертного газу до джерела горіння або самонагрівання вугілля