Спосіб плавлення алюмінію в індукційній канальній печі
Номер патенту: 63413
Опубліковано: 10.10.2011
Автори: Гориславець Юрій Михайлович, Глухенький Олександр Іванович, Шидловський Анатолій Корнійович
Формула / Реферат
1. Спосіб плавлення алюмінію в індукційній канальній печі, що включає в себе індукційне нагрівання рідкого металу в циліндричному каналі печі, плавлення металу (шихти) в її ванні за рахунок тепла, що виділяється в каналі, створення в каналі обертального руху рідкого металу, який відрізняється тим, що в одній половині каналу метал обертають з більшою швидкістю, ніж в другій половині.
2. Спосіб плавлення алюмінію за п. 1, який відрізняється тим, що в одній половині каналу печі рідкий метал обертають зі швидкістю, яка не менше, ніж на 20 % перевищує швидкість руху в другій половині.
Текст
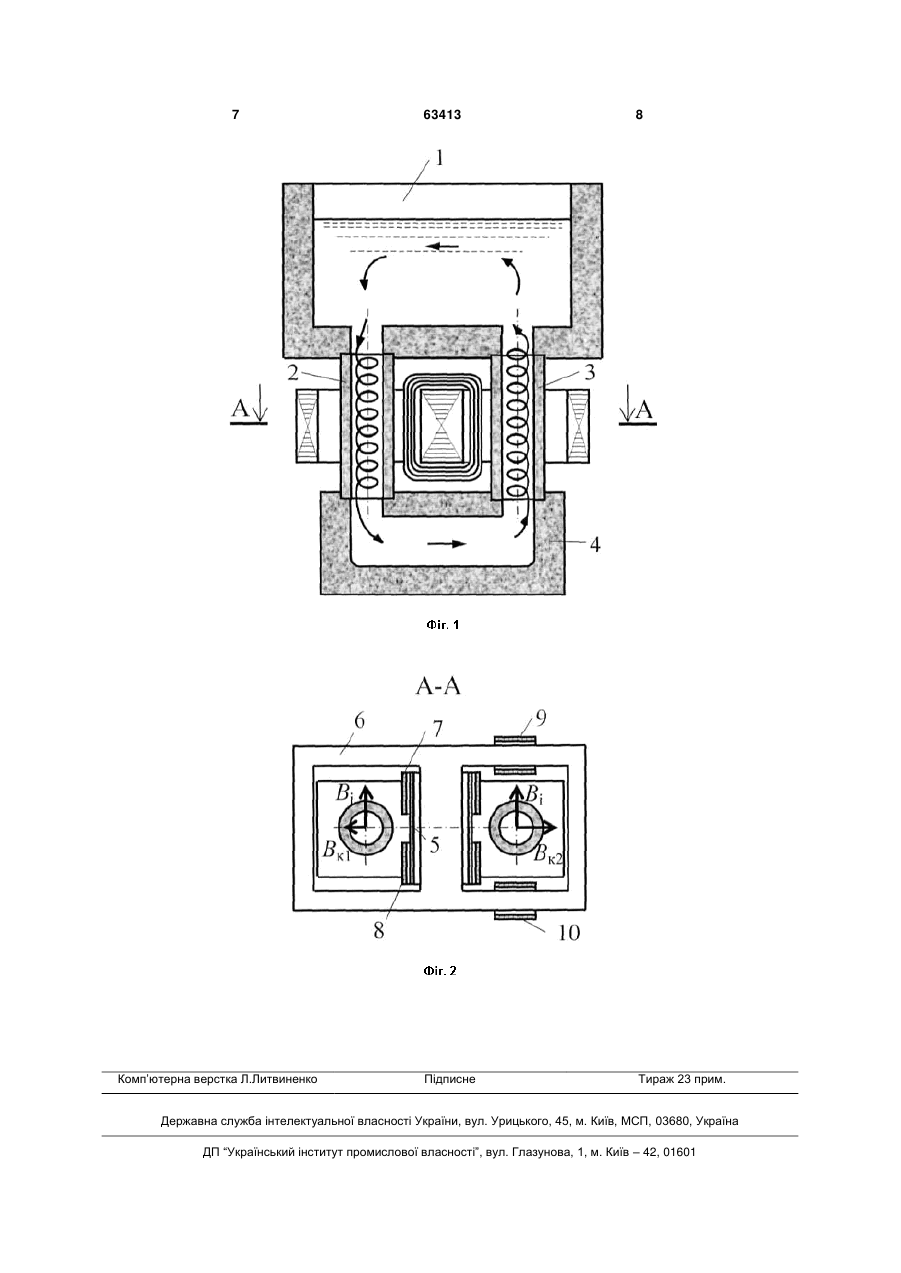
1. Спосіб плавлення алюмінію в індукційній канальній печі, що включає в себе індукційне нагрівання рідкого металу в циліндричному каналі 3 явище в печах називають "заростанням" каналів, яке призводить до погіршення процесу плавлення металу. При цьому, чим більші електромагнітні сили в металі, тим сильніше (швидше) заростають канали. Тому збільшення електромагнітних сил в гирлі каналу з метою створення в ньому транзитної течії металу призводить до більш інтенсивного заростання каналу, що є суттєвим недоліком цього способу. Відомий спосіб плавлення алюмінію, взятий за прототип, включає в себе індукційне нагрівання рідкого металу в циліндричному каналі індукційної печі, плавлення шихти в ванні печі за рахунок тепла, що виділяється в каналі, та створення в ньому обертального руху рідкого металу [4]. Наявність в циліндричному каналі печі, що має круговий поперечний переріз, обертального руху приводить до появи додаткових (відцентрових або доцентрових) сил, що діють на неметалеві домішки (частинки). Оскільки ці частинки, адсорбуючи на своїй поверхні газ (водень), який зазвичай присутній в розплаві, стають легшими за розплавлений алюміній, то в обертальному потоці рідкого металу на них діє доцентрова сила, тобто сила, яка спрямована проти електромагнітної сили, створеної індуктором. Якщо така сила перевищує радіальну електромагнітну силу, то оксидні частинки, рухаючись в обертальному потоці по спіральних траєкторіях, будуть переміщатися уже не до стінки циліндричного каналу, а до його осі. Перебуваючи в такому русі, вони стикаються між собою і коагулюють, створюючи в кінцевому рахунку оксидні конгломерати, які після вимкнення печі від електричної мережі виринають на поверхню металу в ванні печі. Таким чином за такого способу плавлення алюмінію відбувається також його очищення (рафінування) від неметалевих домішок. До недоліків такого способу належить те, що через відсутність в каналі печі транзитної течії рідкого металу відбувається значне перегрівання його в каналі по відношенню до ванни печі. Як відомо, це суттєво погіршує техніко-економічні показники печі. Задачею корисної моделі є створення способу плавлення алюмінію в індукційній канальній печі, за яким в циліндричному каналі печі з обертальним рухом рідкого металу створюється транзитна течія металу, за якою розплавлений метал із ванни надходить в канал через одне гирло, а залишає його через друге, зменшуючи таким чином перегрів металу в каналі. Новий технічний результат, що досягається в цьому випадку за рахунок інтенсифікації тепломасообміну між каналом і ванною печі, полягає в підвищенні ефективності процесу плавлення металу та збільшенні ресурсу роботи печі. Поставлена задача вирішується завдяки тому, що спосіб плавлення алюмінію, що пропонується, включає в себе індукційне нагрівання рідкого металу в циліндричному каналі печі, плавлення металу (шихти) в її ванні за рахунок тепла, що виділяється в каналі, створення в каналі обертального руху рідкого металу, за умови, що в одній половині каналу метал обертають з більшою швидкістю, ніж 63413 4 в другій половині. При цьому значний позитивний ефект досягається, коли в одній половині каналу печі рідкий метал обертають зі швидкістю, яка не менше, ніж на 20 % перевищує швидкість руху в другій половині. Як показують експериментальні дослідження індукційних канальних печей з обертальним рухом рідкого металу, якщо швидкість обертання розплаву в обох половинах каналу різна, то в такому каналі виникає транзитна течія, за якою метал із ванни поступає в ту половину каналу, де швидкість металу менша, а залишає його через другу половину, в якій швидкість обертання є більшою. При цьому встановлено, що чим більша різниця швидкостей обертального руху в цих половинах, тим більша швидкість транзитної течії в каналі. Суттєве підвищення інтенсивності тепломасообміну в печі (за рахунок цієї течії) досягається тоді, коли відмінність швидкостей обертання металу в каналі перевищує 20 %. В цьому випадку значно зменшується перегрів металу в каналі в порівнянні з тим випадком, коли ця течія відсутня. Зниження температури металу в каналі призводить до зменшення теплових втрат, тобто збільшення ККД печі, що дозволяє скоротити питомі витрати електроенергії при плавленні алюмінію. Окрім цього, зниження температури металу дозволяє також збільшити ресурс роботи печі за рахунок підвищення стійкості футеровки. Таким чином, сукупність суттєвих ознак, що викладені у формулі корисної моделі, є необхідною ідостатньою для досягнення нового технічного результату - підвищення ефективності процесу плавлення алюмінію та його сплавів в індукційній канальній печі, а також збільшення ресурсу її роботи. Пропонований спосіб може бути реалізований в індукційній канальній печі, схематичне зображення якої наведено на фіг. 1 та фіг. 2. На фіг. 1 представлено загальний вигляд печі, на фіг. 2 - її переріз по А-А. Піч містить ванну 1, в яку завантажується метал (шихта) для плавлення. Знизу до ванни стикується так звана індукційна одиниця, яка має в своєму складі індукційний канал та електромагнітну систему. Індукційний канал в даному випадку складається із трьох з'єднаних між собою секцій: двох вертикальних 2 і 3 та однієї горизонтальної 4. Вертикальні секції мають циліндричну форму круглого поперечного перерізу. Електромагнітна система печі включає в себе індуктор 5, Ш-подібний магнітопровід 6 та чотири додаткових котушки, дві з яких (7 і 8) намотані поверх індуктора, а решта дві (9 і 10) - на бокові ярма магнітопроводу, як показано на фіг. 2. Котушки 7 і 8, а також 9 і 10 між собою з'єднані зустрічно. Всі вони живляться від однієї напруги, яка забезпечує фазовий зсув між їх магнітними полями та магнітним полем індуктора в 90 ел. град. При подачі живлення на індуктор печі в індукційному каналі наводиться електричний струм, який замикається через метал, що знаходиться в ванні печі. Оскільки поперечний переріз каналу є набагато меншим від перерізу металу в ванні, то майже все тепло, що утворюється від протікання 5 такого струму, виділяється в індукційному каналі, а тому важливо ефективно передати його в ванну, де знаходиться метал (шихта), що підлягає плавленню. Як відомо, таку передачу може забезпечити транзитна течія рідкого металу, за якою метал із ванни поступає в канал через одну циліндричну секцію каналу, а залишає його через іншу. Додаткові котушки печі призначені для створення в циліндричних секціях каналу обертального руху рідкого металу. Вони забезпечують в області цих секцій магнітні поля Вк, які в просторі і за фазою зсунуті по відношенню до магнітного поля індуктора (поля розсіювання) Ві на 90 град. Це призводить до виникнення в обох секціях каналу обертального магнітного поля, яке змушує метал обертатися. Як показують дослідження, електромагнітний момент в такому випадку пропорційний ампер-виткам додаткових котушок (при постійних ампер-витках індуктора). Отже, оскільки магнітне поле додаткових котушок Вк1 в секції 2 каналу створюється котушками 7 і 8, а магнітне поле Вк2 в секції 3 - цими ж котушкам, а також котушками 9 і 10, то швидкість обертання рідкого металу в секції 3 буде більшою, ніж в секції 2. За рахунок цієї різниці в індукційному каналі виникає транзитна течія, за якою метал надходить в канал через секцію 2, а виходить в ванну через секцію 3. Загальний рух металу в печі умовно показано на фіг. 1 стрілками. Проведені дослідження показують, що усереднена швидкість транзитної течії буде достатньою для інтенсифікації тепломасообміну в печі, якщо сумарні ампер-витки котушок 7, 8, 9 і 10 будуть більшими за сумарні ампер-витків котушок 7 і 8 не менше, ніж в 1,5 рази. Оскільки обертальна (колова) швидкість рідкого металу в циліндричному каналі при заданих (постійних) ампер-витках індуктора пропорційна квадратному кореню від ампер-витків додаткових котушок, то це означає, що швидкість обертального руху в секції каналу 2 63413 6 буде перевищувати швидкість в секції 3 не менше, ніж в 1,5 рази, тобто не менше, ніж на 20%. Таким чином, наведений приклад реалізації запропонованого способу плавлення алюмінію показує, що за рахунок створення обертального руху рідкого металу в каналі індукційної канальної печі, за яким швидкість обертання металу в одній половині каналу більша за швидкість в іншій половині (особливо якщо ця різниця складає не менше 20%), то в такому каналі виникає транзитна течія металу, яка інтенсифікує тепломасообмін між індукційним каналом і ванною печі, що призводить до зниження температури металу в каналі по відношенню до ванни (зниження перегріву каналу). В свою чергу це зменшує теплові втрати, тобто підвищує ККД печі, а отже скорочує питомі витрати електроенергії при плавленні алюмінію. Окрім цього, зниження температури металу в каналі також збільшує ресурс роботи індукційної канальної печі. Література 1. Колесниченко А.Ф., Гориславец Ю.М., Бундя А.П. Создание однонаправленного движения жидкого металла в каналах индукционных плавильных печей // Магнитная гидродинамика, 1979. - №4. С. 138-140. 2. Бояревич В.В., Фрейберг Я.Ж., Шилова Е.И., Щербинин Э.В. Электровихревые течения /Под ред. Щербинина Э.В. - Рига: Зинатне, 1985. - 315 с. всего. - С. 284-289. 3. Гориславец Ю.М., Бундя А.П., Колесниченко А.Ф. Интенсивность МГД тепло-массообмена в двухфазных канальных печах в зависимости от угла сдвига фаз питающих напряжений //Интенсификация МГД тепломассообмена в индукционных канальных печах (сборник докладов). Пермь-Киев: АН СССР и АН УССР, 1981. - С. 7-10. 4. Гориславец Ю.М. Электромагнитные системы вращательного движения жидкого металла для индукционных канальных печей //Технічна електродинаміка. - 1998. - №4. - С. 12-14. 7 Комп’ютерна верстка Л.Литвиненко 63413 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for smelting aluminum in induction channel furnace
Автори англійськоюShydlovskyy Anatolii Korniiovych, Horyslavets Yurii Mykhailovych, Hlukhenkyi Oleksandr Ivanovych
Назва патенту російськоюСпособ плавки алюминия в индукционной канальной печи
Автори російськоюШидловський Анатолий Корнеевич, Горсилавец Юрий Михайлович, Глухенький Александр Иванович
МПК / Мітки
МПК: F27D 11/00
Мітки: плавлення, алюмінію, канальний, спосіб, печі, індукційний
Код посилання
<a href="https://ua.patents.su/4-63413-sposib-plavlennya-alyuminiyu-v-indukcijjnijj-kanalnijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб плавлення алюмінію в індукційній канальній печі</a>
Спосіб виготовлення високолегованих сплавів та лігатур в індукційній канальній печі
Номер патенту: 63537
Опубліковано: 15.01.2004
Автор: Середенко Володимир Олексійович
МПК: C22B 4/00
Мітки: виготовлення, індукційний, печі, спосіб, лігатур, канальний, високолегованих, сплавів
Формула / Реферат:
Спосіб виготовлення високолегованих сплавів та лігатур в індукційній канальній печі, що включає заливку у піч металу - основи сплаву та створення замкнутого рідкометалевого витка, індукування у ньому трансформаторним способом електроструму та розігрівання ним металу, завантаження у метал підігрітої до температури 530-580 К шихти легуючого компонента і розчинення її у металі, що рухається, та розлив сплаву, який відрізняється тим, що...
Спосіб плавки вторинного фероалюмінію в індукційній печі
Номер патенту: 93637
Опубліковано: 25.02.2011
Автори: Алімов Валерій Іванович, Шевелєв Олександр Іванович, Апонащенко Станіслав Сергійович, Куліков Вячеслав Григорович
МПК: C22C 33/04
Мітки: спосіб, печі, індукційний, вторинного, фероалюмінію, плавки
Формула / Реферат:
Спосіб плавки вторинного фероалюмінію в індукційній печі, що включає завантаження в піч брухту чорних металів, його розплавлення, порційне довантаження алюмінієвого брухту з короткочасним вмиканням печі після завантаження кожної порції брухту і повним його розплавлюванням, який відрізняється тим, що довантаження алюмінієвого брухту здійснюють двома порціями з співвідношенням маси довантажуваного алюмінієвого брухту в першій і другій порції...
Спосіб виплавки вторинного фероалюмінію у тигельній індукційній печі

Номер патенту: 17700
Опубліковано: 16.10.2006
Автори: Куліков Вячеслав Григорович, Апонащенко Станіслав Сергійович, Шевелєв Олександр Іванович, Алімов Валерій Іванович
МПК: C22C 33/00
Мітки: вторинного, виплавки, індукційний, печі, фероалюмінію, спосіб, тигельній
Формула / Реферат:
Спосіб виплавки вторинного фероалюмінію в тигельній індукційній печі, що включає завантаження шихти з брухту чорних металів, її розплавлювання, порційне довантаження алюмінієвої частини шихти і її повне розплавлювання, який відрізняється тим, що довантаження алюмінієвої частини шихти виконують трьома порціями з короткочасним умиканням печі на половинну потужність після завантаження кожної партії алюмінієвого брухту, причому маса грудок...
Спосіб створення футерівки в індукційній печі для плавки вторинного фероалюмінію
Номер патенту: 93973
Опубліковано: 25.03.2011
Автори: Апонащенко Станіслав Сергійович, Куліков Вячеслав Григорович, Алімов Валерій Іванович, Шевелєв Олександр Іванович
МПК: F27D 1/16
Мітки: вторинного, фероалюмінію, плавки, печі, футерівки, індукційний, створення, спосіб
Формула / Реферат:
Спосіб створення футерівки в індукційній печі для плавки вторинного фероалюмінію, який включає набивання футерувальної маси в печі, завантаження чавунної шихти, поетапне сушіння футерівки, розплавлення чавуну перед наступною плавкою фероалюмінію, який відрізняється тим, що після набивання футерувальної маси та завантаження чавунної шихти, поетапне сушіння футерівки здійснюють, піднімаючи температуру протягом 2 годин до 200 °С з витримкою 2...
Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза в електродуговій печі
Номер патенту: 60347
Опубліковано: 15.10.2003
Автори: Айхбергер Хайнц, Штредер Міхель, Шимо Зігфрид, Веллс Вілльям
Мітки: відновленням, спосіб, дрібнозернистого, електродуговий, печі, прямим, отриманого, заліза, плавлення
Формула / Реферат:
1. Спосіб плавлення дрібнозернистого, отриманого прямим відновленням заліза, до 80 ваг.% якого має зернистість не більше 3 мм, в електродуговій печі, що містить ванну розплаву заліза і на рідкому залізі шар пінистого шлаку, причому залізо, отримане прямим відновленням, під час роботи печі направляють через щонайменше одну трубу, що проходить через кришку печі, зверху крізь отвір труби у шар пінистого шлаку і на рідке залізо, який...