Спосіб рафінування металевого розплаву
Номер патенту: 63435
Опубліковано: 10.10.2011
Автори: Шидловський Анатолій Корнійович, Гориславець Юрій Михайлович, Глухенький Олександр Іванович

Формула / Реферат
Спосіб рафінування металевого розплаву, що включає пропускання через рідкий метал електричного струму, обертання розплаву в циліндричному каналі за допомогою обертального магнітного поля, яке створюється індуктором і додатковою котушкою, вдування диспергованого рафінуючого газу в обертальний потік металу, який відрізняється тим, що рафінуючий газ вдувають в зону обертального потоку, яка знаходиться від осі циліндричного каналу на відстані 0,7-0,8 його радіуса, а силу струму в додатковій котушці встановлюють такою, щоб її ампер-витки складали не менше половини ампер-витків індуктора.
Текст
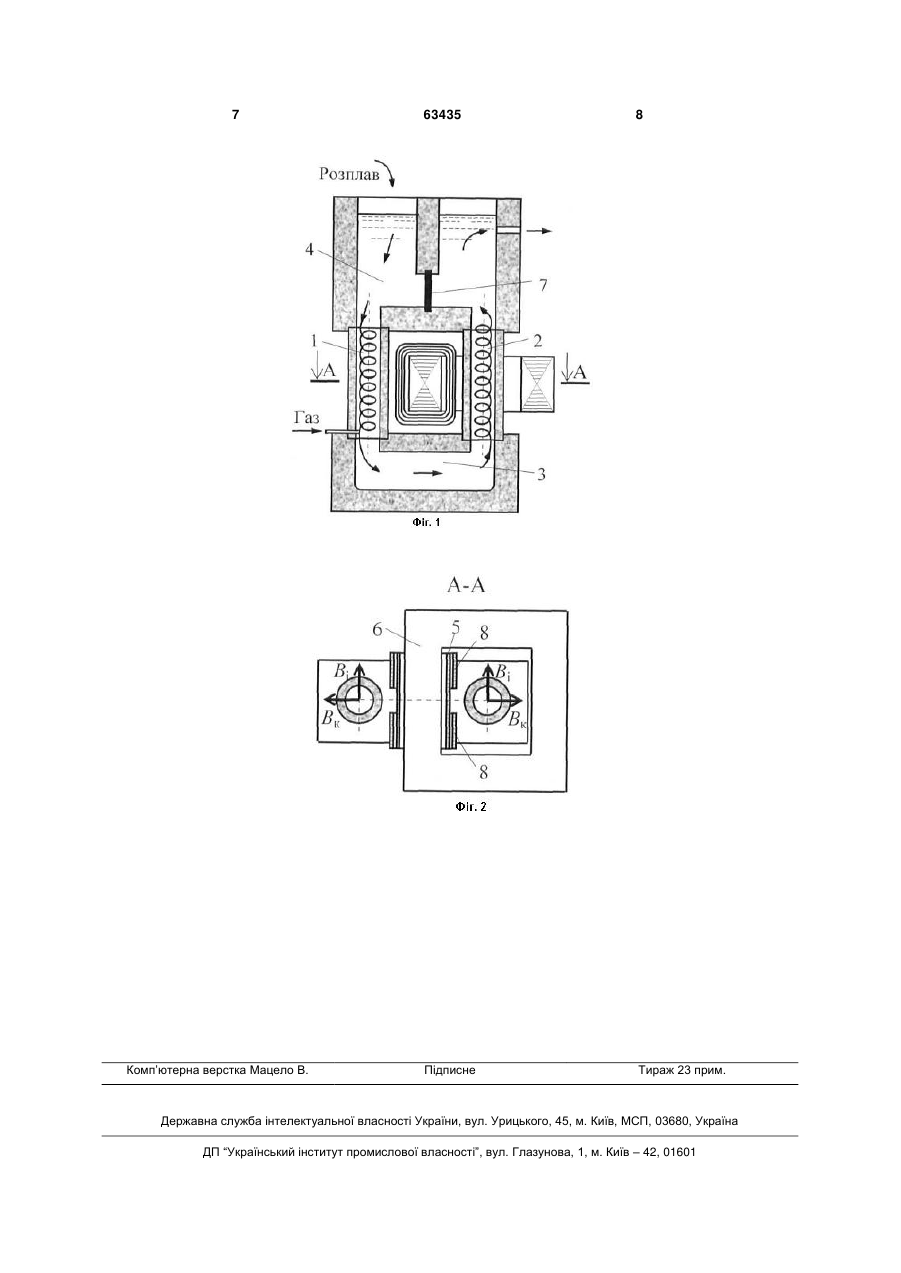
Спосіб рафінування металевого розплаву, що включає пропускання через рідкий метал електри 3 тних сил переміщаються (мігрують) до стінки, де вони коагулюють (з'єднуються), а потім виринають на поверхню у вигляді великих газових бульок. Задачею корисної моделі є створення способу рафінування металевого розплаву в процесі безперервного лиття зливків, за яким в додатковій котушці установлюють таку силу струму, яка забезпечує необхідне співвідношення між ампервитками додаткової котушки та індуктора, що змушує введені в металевий розплав газові бульбашки мігрувати не до стінки циліндричного каналу, а до його осі, а введення цих бульбашок здійснюють в зону поперечного перерізу каналу, яка забезпечує максимальний термін перебування їх в обертальному русі. Завдяки цьому досягається новий технічний результат - підвищення ефективності рафінування металевих розплавів. Поставлена задача досягається тим, що за способом рафінування металевих розплавів, який включає в себе пропускання через рідкий метал електричного струму, електромагнітне обертання розплаву в циліндричному каналі за допомогою індуктора і додаткової котушки, вдування диспергованого рафінуючого газу в метал, зазначений газ вдувають в зону обертального потоку, яка знаходиться від осі циліндричного каналу на відстані 0,7-0,8 його радіуса, а силу струму в додатковій котушці встановлюють такою, щоб її ампер-витки складали не менше половини ампер-витків індуктора. Дослідження поведінки газових бульбашок в обертальному потоці рідкого металу, створеного електромагнітною системою рафінуючого пристрою, показують, що траєкторії руху їх в поперечному перерізі циліндричного каналу залежать від співвідношення ампер-витків додаткової котушки і індуктора та від місця (зони) введення газу в перерізі каналу. Якщо ампер-витки додаткової котушки складають менше третини ампер-витків індуктора, всі бульбашки газу, рухаючись по спіральних траєкторіях, прямують до циліндричної стінки каналу незалежно від місця їх введення. Це зумовлено превалюючою дією на них радіальних електромагнітних сил, створених індуктором, над доцентровими силами, що виникають за рахунок обертального руху металу. Коли ампер-витки додаткової котушки стають більшими третини ампер-витків індуктора картина руху газових бульбашок змінюється. В цьому випадку в поперечному перерізі циліндричного каналу утворюються три характерні зони руху: пристінкова, середня і приосьова. Бульбашки, введені в рідкий метал в пристінковій і приосьовій зонах, прямують до стінки каналу, а в середній зоні - в зворотному напрямку. При цьому з приосьової і середньої зон бульбашки газу виходять на замкнуту траєкторію стійкої рівноваги, яка розділяє ці зони. Середню і пристінкову зони, навпаки, розділяє траєкторія нестійкої рівноваги. З подальшим збільшенням ампер-витків додаткової котушки розміри пристінкової та приосьової зон зменшуються, а середньої - збільшуються. Коли вони досягають половини ампер-витків індуктора, границя, що розділяє пристінкову та середню зони, знаходиться на відстані 0,7-0,8 радіуса циліндрич 63435 4 ного каналу в залежності від величини газових бульбашок. Отже, якщо вводити бульбашки газу в середню зону каналу біля границі з пристінковою зоною, тобто на відстані 0,7-0,8 радіуса циліндричного каналу, при встановленні сили струму в додатковій котушці, яка забезпечує таку кількість її ампервитків, що складає не менше половини ампервитків індуктора, то ці бульбашки будуть рухатися по спіральних траєкторіях в напрямку осі каналу, маючи змогу значно довше перебувати в обертальному потоці, тобто більш ефективно обробляти рідкий метал. На основі сказаного можна зробити висновок, що суттєві ознаки, які наведені у формулі корисної моделі, є необхідними й достатніми для досягнення нового технічного результату - підвищення ефективності рафінування металевих розплавів в процесі безперервного лиття зливків. Пропонований спосіб може бути реалізований за допомогою пристрою, схематичне зображення якого наведено на фіг. 1 та фіг. 2. На фіг. 1 представлено загальний вигляд пристрою; на фіг. 2 - його переріз по А-А. Пристрій містить два вертикально розташованих циліндричних канали: приймальний 1, в який поступає розплав для очищення, і роздавальний 2, з якого він надходить в ливарну машину. Зверху й знизу ці канали з'єднуються двома горизонтальними каналами 3 і 4, створюючи замкнуте для електричного струму коло, аналогічно канальній частині індукційної канальної печі. Струм в каналах збуджується індуктором 5 із замкнутим магнітопроводом 6. Верхній з'єднувальний канал 3 розділений електропровідною перегородкою 7 на два відкритих зверху відсіки: приймальний і роздавальний. Для створення обертального руху рідкого металу в циліндричних каналах пристрій оснащено додатковою котушкою 8, яка має дві зустрічно з'єднані секції, що намотані поверх індуктора. Магнітне поле цієї котушки Вк в зоні циліндричного каналу ортогональне полю розсіювання індуктора Ві. За рахунок цього, а також наявності фазового зсуву між цими полями вони створюють обертальне магнітне поле, яке розкручує рідкий метал в циліндричних каналах. Максимальна швидкість при цьому досягається, коли фазовий кут між ними складає 90 ел. град. Рафінуючий газ в цьому пристрої вдувається в нижню частину приймального циліндричного каналу 1 так, як це показано на фіг. 1. Зона введення газу в рідкий метал при цьому знаходиться від осі каналу на відстані 0,7-0,8 його радіуса. Пристрій працює наступним чином. Із плавильної або роздавальної печі (міксера) рідкий метал подають в приймальний відсік пристрою. Після заповнення металом пристрою вмикають індуктор 5, внаслідок чого в металі наводиться електричний струм, який протікає в канальній частині пристрою, в тому числі в циліндричних каналах 1 і 2, замикаючись через електропровідну перегородку 7. Значення цього струму, який приблизно дорівнює ампер-виткам індуктора, встановлюється таким, щоб компенсувати теплові втрати пристрою, а також 5 при необхідності додатково підігрівати розплав перед литтям. При подачі живлення на додаткову котушку 8 в циліндричних каналах виникає обертальний рух рідкого металу. Сила струму в цій котушці виставляється такою, щоб її ампер-витки складали не менше половини ампер-витків індуктора. Введений через сопло в канал 1 рафінуючий газ за рахунок швидкості рідкого металу диспергується на малі частинки (бульбашки). Виринаючи в рідкому металі ці бульбашки під дією обертального потоку металу рухаються по спіральних траєкторіях, переміщаючись в напрямку осі каналу. Досягнувши приосьової зони вони коагулюють і виринають на поверхню металу у приймальному відсіці. Ефект очищення металевого розплаву полягає в тім, що частинки газу, рухаючись в потоці рідкого металу, стикаються з неметалевими включеннями, з'єднуються з ними, а потім виносять їх на поверхню. Чим довше газові бульбашки знаходяться в рідкому металі (до з'єднання між собою та утворення великих бульок), тим більш ефективним є процес рафінування. На забезпечення такої дії і спрямовані відмітні ознаки корисної моделі. Схема руху рідкого металу в пристрої умовно показана на фіг. 1 стрілками. Із приймального відсіку верхнього каналу 3 метал поступає в циліндричний канал 1, де відбувається його очищення. Далі метал через нижній горизонтальний канал 4 попадає у другий циліндричний канал 2. Наявність і в цьому каналі обертального руху рідкого металу призводить до зіткнення та коагуляції неметалевих включень, що залишились в металі після очищен 63435 6 ня газом. Утворені в результаті такого процесу більш великі частинки затримуються фільтром, який установлюють на виході пристрою (на фігурах не показано). Таким чином, у порівнянні з найближчим аналогом, введення рафінуючого газу в зону обертального потоку металевого розплаву, яка знаходиться на відстані 0,7-0,8 радіуса циліндричного каналу, при встановленні кількості ампер-витків додаткової котушки, яка складає не менше половини ампер-витків індуктора, дозволяє досягнути нового технічного результату - підвищення ефективності рафінування металевих розплавів, тобто зниження вмісту неметалевих включень в рідкому металі і покращення таким чином якості отриманих зливків. Спосіб може бути використаний для рафінування металевих сплавів в першу чергу із легких кольорових металів, зокрема алюмінієвих сплавів, в процесі безперервного лиття. Література: 1. Пат. 2130502 РФ, МПК С22В9/00. Способ электромагнитного рафинирования электропроводного расплава / Тимофеев В.Н., Христинин P.M., Бояков С.А.; заявитель и патентообладатель Красноярский государственный техничный университет. - № 98111704/02; заявл. 17.06.98; опубл. 20.05.99. 2. А.с. 1672737 СССР, МКИ С22В9/00. Устройство для рафинирования алюминия и его сплавов / Гориславец Ю.М., Завода В.М., Иванов В.Г. и др.; - № 4768068/02; заявл. 11.12.89. 7 Комп’ютерна верстка Мацело В. 63435 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1,м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for refinement of metal smelt
Автори англійськоюShydlovskyy Anatolii Korniiovych, Horyslavets Yurii Mykhailovych, Hlukhenkyi Oleksandr Ivanovych
Назва патенту російськоюСпособ рафинирования металлического расплава
Автори російськоюШидловський Анатолий Корнеевич, Горсилавец Юрий Михайлович, Глухенький Александр Иванович
МПК / Мітки
МПК: C22B 9/00
Мітки: розплаву, спосіб, рафінування, металевого
Код посилання
<a href="https://ua.patents.su/4-63435-sposib-rafinuvannya-metalevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування металевого розплаву</a>
Пристрій для рафінування металевого розплаву у проміжному ковші
Номер патенту: 55806
Опубліковано: 27.12.2010
Автори: Проскуренко Дмитро Володимирович, Смірнов Олексій Миколайович, Турунов Дмитро Миколайович, Солових Сергій Геннадійович, Маліч Світлана Валентинівна, Подкоритов Олександр Леонідович, Клімов Володимир Геннадійович, Кравченко Артем Вадимович, Лівшиц Дмитро Арнольдович
МПК: B22D 27/00, B22D 11/10
Мітки: пристрій, металевого, розплаву, рафінування, ковші, проміжному
Формула / Реферат:
Пристрій для рафінування металевого розплаву у проміжному ковші, що складається з корпусу, із коаксіально-суміщеними усередині приймальною воронкою і випускним отвором, а також колектора і вогнетривкої пористої вставки, що забезпечують введення інертного газу аксіально витікаючому металевому розплаву, який відрізняється тим, що введення інертного газу здійснюється перпендикулярно витікаючому металевому розплаву через газовипускні отвори...
Спосіб рафінування розплаву брухту міді
Номер патенту: 24175
Опубліковано: 25.06.2007
Автори: Бялик Гаррі Абрамович, Наумик Валерій Владиленович, Адамчук Станіслав Іванович, Омельченко Ольга Станіславівна, Луньов Валентин Васильович
МПК: C22B 9/04
Мітки: розплаву, рафінування, спосіб, міді, брухту
Формула / Реферат:
Спосіб рафінування розплаву брухту міді при індукційній виплавці, що включає індукційну виплавку міді, введення вуглецю для рафінування, який відрізняєтьсятим, що вуглець, який додається до розплаву брухту міді, виконаний з щільного графіту у формі шайби з певною кількістю вільнорозташованих отворів, які збільшують контактну поверхню міді з графітом.
Спосіб рафінування розплаву міді від домішок
Номер патенту: 10043
Опубліковано: 17.10.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
МПК: C22B 15/00
Мітки: спосіб, міді, домішок, рафінування, розплаву
Формула / Реферат:
Спосіб рафінування розплаву міді від домішок, в якому до розплаву міді, наприклад, за допомогою дуттєвих фурм, встановлених у корпусі печі нижче рівня розплаву, подають окислювач, наприклад кисень повітря, подають флюс, наприклад крейду, розплав постійно перемішують, наприклад, за допомогою повітря, що подається через дуттєві фурми, після закінчення процесу рафінування здійснюють видалення шлаків з поверхні розплаву, який відрізняється тим,...
Пристрій для електромагнітного перемішування металевого розплаву
Номер патенту: 81579
Опубліковано: 10.01.2008
Автори: Кондратенко Ігор Петрович, Білобров Юрій Миколайович, Ращепкін Анатолій Павлович, Биковський Анатолій Іванович, Кочин Леонід Павлович, Плугатар Віктор Семенович, Широкорад Сергій Іванович
МПК: H02K 17/02, B22D 11/11, B22D 11/115, H02K 17/04, B22D 11/10, B22D 27/02
Мітки: пристрій, металевого, перемішування, електромагнітного, розплаву
Формула / Реферат:
Пристрій для електромагнітного перемішування металевого розплаву, який включає багатополюсну магнітну систему, що утворена симетрично розташованими постійними магнітами, і привід її обертання, який відрізняється тим, що згаданий привід обертання розміщений співвісно з багатополюсною магнітною системою і має вигляд асинхронної електричної машини з порожнистим ротором, до внутрішньої поверхні якого прикріплено постійні магніти.
Спосіб обробки металевого розплаву ультрадисперсними порошками
Номер патенту: 35506
Опубліковано: 25.09.2008
Автори: Александров Валерій Дмитрович, Бродецький Ігор Леонідович, Волошин В'ячеслав Степанович, Крейденко Фіра Семенівна, Ісаєв Олег Борисович, Живченко Володимир Семенович, Бєлов Борис Федорович, Фірстов Сергій Олексійович, Ковура Олександр Борисович, Троцан Анатолій Іванович
МПК: C21C 7/00
Мітки: спосіб, порошками, розплаву, обробки, металевого, ультрадисперсними
Формула / Реферат:
Спосіб обробки металевого розплаву ультрадисперсними порошками, що включає подачу порошків газом-носієм через донний продувний пристрій у придонні об'єми рідкого металу, який відрізняється тим, що ультрадисперсні порошки подають в шлейфо-пузирковому режимі в протитечії до рідкого металу.
Попередній патент: Дробарка молоткова
Наступний патент: Посівна секція просапної сівалки
Випадковий патент: Лінія для виробництва біодизельного палива