Спосіб складання поршневої машини з безшатунним механізмом
Формула / Реферат
Спосіб складання поршневої машини з безшатунним механізмом, що включає встановлення гільз у корпусі машини, складання й встановлення в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного вала, який відрізняється тим, що кожну гільзу встановлюють в корпусі машини з можливістю переміщення в площині, перпендикулярній осі гільзи, після складання й встановлення в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного вала виконують його прокручування, після чого фіксують кожну гільзу щодо корпуса машини відповідними засобами фіксації.
Текст
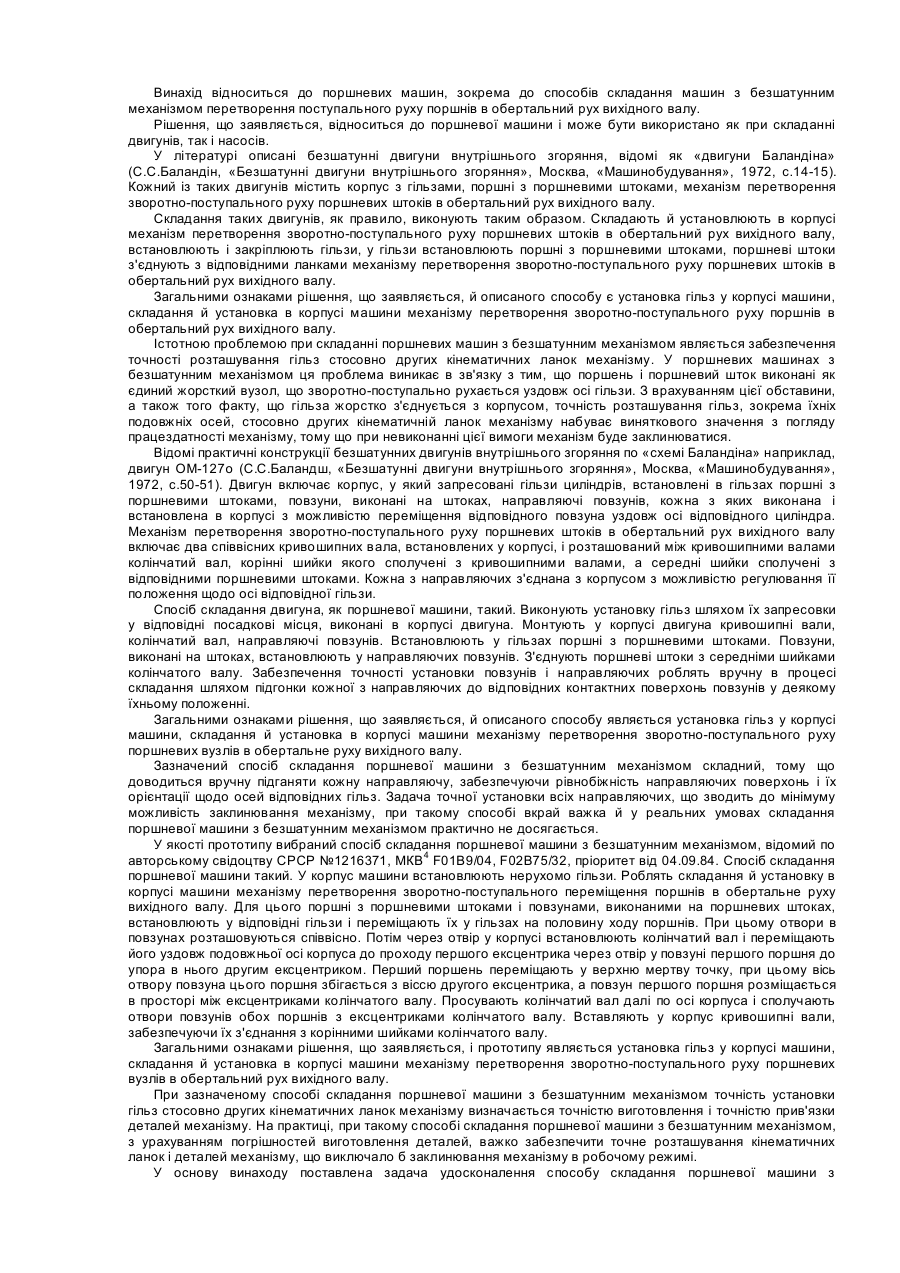
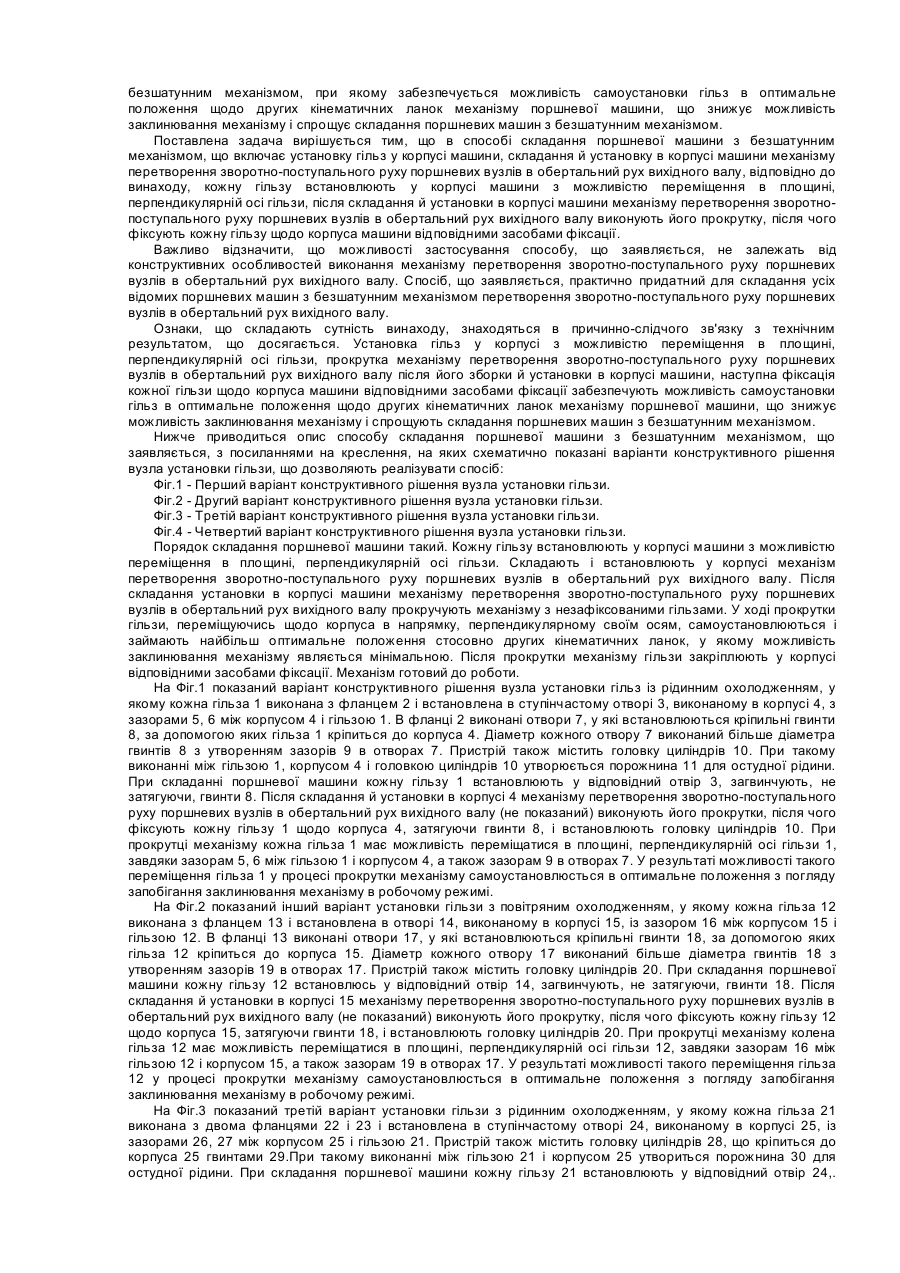
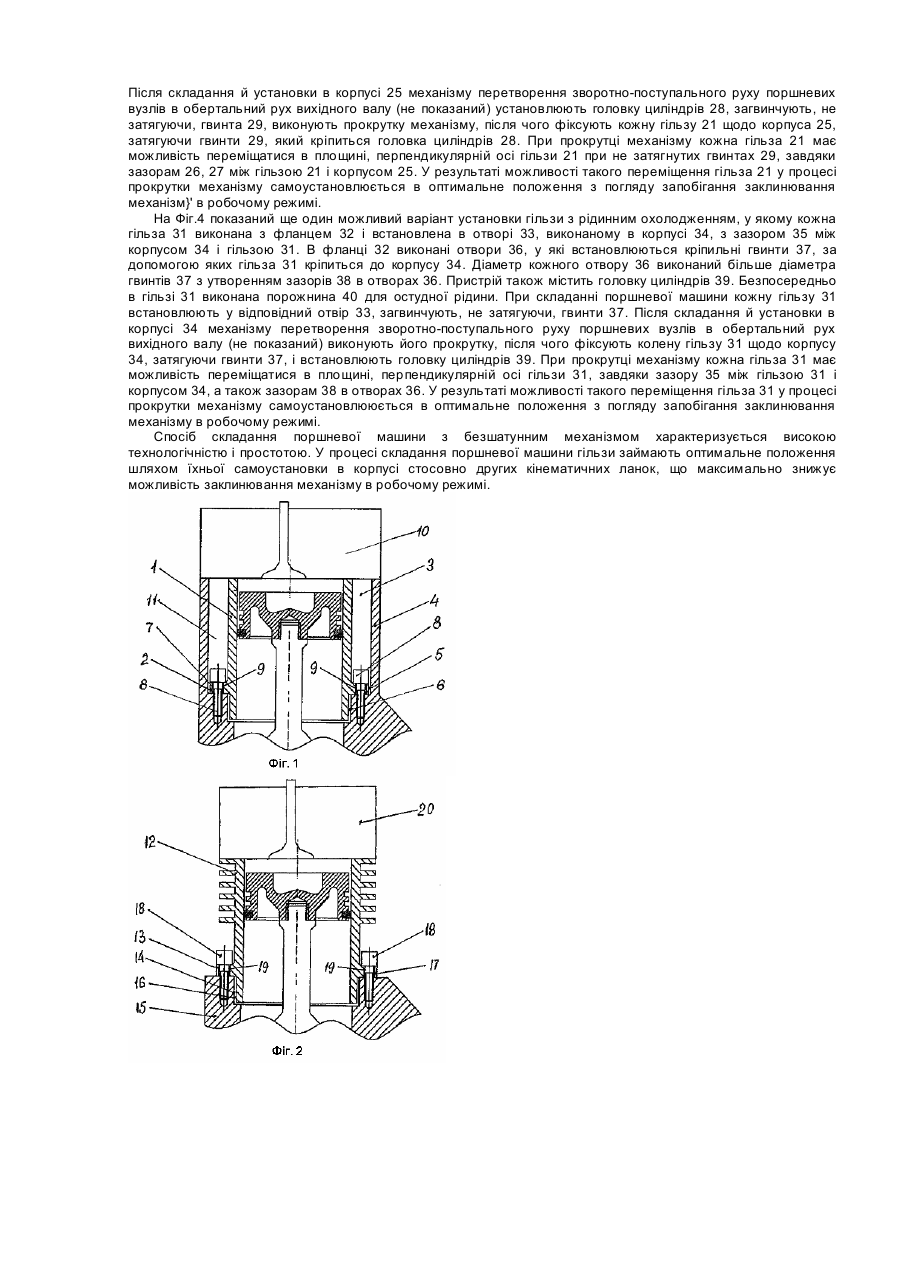
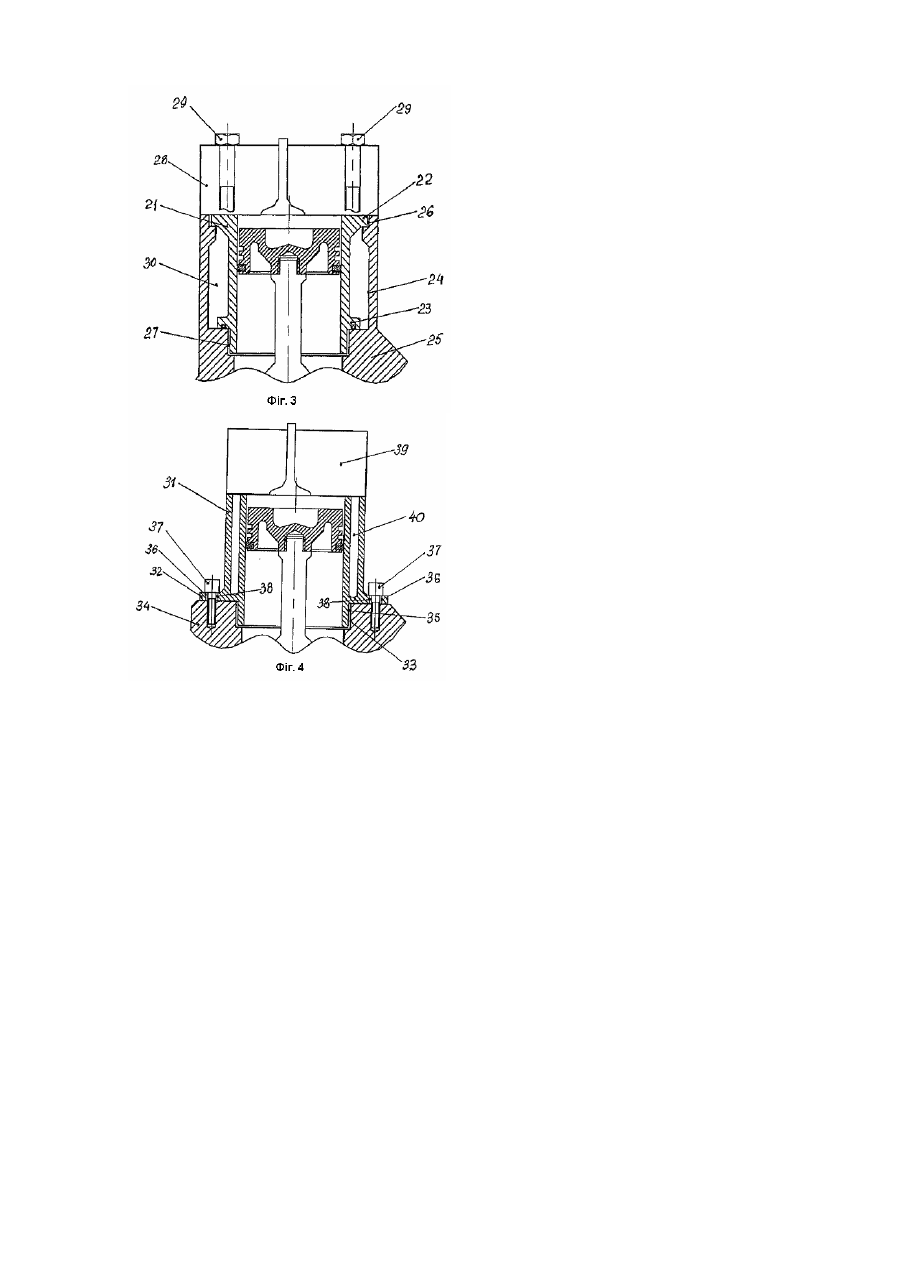
Винахід відноситься до поршневих машин, зокрема до способів складання машин з безшатунним механізмом перетворення поступального руху поршнів в обертальний рух вихідного валу. Рішення, що заявляється, відноситься до поршневої машини і може бути використано як при складанні двигунів, так і насосів. У літературі описані безшатунні двигуни внутрішнього згоряння, відомі як «двигуни Баландіна» (С.С.Баландін, «Безшатунні двигуни внутрішнього згоряння», Москва, «Машинобудування», 1972, с.14-15). Кожний із таких двигунів містить корпус з гільзами, поршні з поршневими штоками, механізм перетворення зворотно-поступального руху поршневих штоків в обертальний рух вихідного валу. Складання таких двигунів, як правило, виконують таким образом. Складають й установлюють в корпусі механізм перетворення зворотно-поступального руху поршневих штоків в обертальний рух вихідного валу, встановлюють і закріплюють гільзи, у гільзи встановлюють поршні з поршневими штоками, поршневі штоки з'єднують з відповідними ланками механізму перетворення зворотно-поступального руху поршневих штоків в обертальний рух вихідного валу. Загальними ознаками рішення, що заявляється, й описаного способу є установка гільз у корпусі машини, складання й установка в корпусі машини механізму перетворення зворотно-поступального руху поршнів в обертальний рух вихідного валу. Істотною проблемою при складанні поршневих машин з безшатунним механізмом являється забезпечення точності розташування гільз стосовно других кінематичних ланок механізму. У поршневих машинах з безшатунним механізмом ця проблема виникає в зв'язку з тим, що поршень і поршневий шток виконані як єдиний жорсткий вузол, що зворотно-поступально рухається уздовж осі гільзи. З врахуванням цієї обставини, а також того факту, що гільза жорстко з'єднується з корпусом, точність розташування гільз, зокрема їхніх подовжніх осей, стосовно других кінематичній ланок механізму набуває виняткового значення з погляду працездатності механізму, тому що при невиконанні цієї вимоги механізм буде заклинюватися. Відомі практичні конструкції безшатунних двигунів внутрішнього згоряння по «схемі Баландіна» наприклад, двигун ОМ-127о (С.С.Баландш, «Безшатунні двигуни внутрішнього згоряння», Москва, «Машинобудування», 1972, с.50-51). Двигун включає корпус, у який запресовані гільзи циліндрів, встановлені в гільзах поршні з поршневими штоками, повзуни, виконані на штоках, направляючі повзунів, кожна з яких виконана і встановлена в корпусі з можливістю переміщення відповідного повзуна уздовж осі відповідного циліндра. Механізм перетворення зворотно-поступального руху поршневих штоків в обертальний рух вихідного валу включає два співвісних кривошипних вала, встановлених у корпусі, і розташований між кривошипними валами колінчатий вал, корінні шийки якого сполучені з кривошипними валами, а середні шийки сполучені з відповідними поршневими штоками. Кожна з направляючих з'єднана з корпусом з можливістю регулювання її положення щодо осі відповідної гільзи. Спосіб складання двигуна, як поршневої машини, такий. Виконують установку гільз шляхом їх запресовки у відповідні посадкові місця, виконані в корпусі двигуна. Монтують у корпусі двигуна кривошипні вали, колінчатий вал, направляючі повзунів. Встановлюють у гільзах поршні з поршневими штоками. Повзуни, виконані на штоках, встановлюють у направляючих повзунів. З'єднують поршневі штоки з середніми шийками колінчатого валу. Забезпечення точності установки повзунів і направляючих роблять вручну в процесі складання шляхом підгонки кожної з направляючих до відповідних контактних поверхонь повзунів у деякому їхньому положенні. Загальними ознаками рішення, що заявляється, й описаного способу являється установка гільз у корпусі машини, складання й установка в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальне руху вихідного валу. Зазначений спосіб складання поршневої машини з безшатунним механізмом складний, тому що доводиться вручну підганяти кожну направляючу, забезпечуючи рівнобіжність направляючих поверхонь і їх орієнтації щодо осей відповідних гільз. Задача точної установки всіх направляючих, що зводить до мінімуму можливість заклинювання механізму, при такому способі вкрай важка й у реальних умовах складання поршневої машини з безшатунним механізмом практично не досягається. У якості прототипу вибраний спосіб складання поршневої машини з безшатунним механізмом, відомийпо авторському свідоцтву СРСР №1216371, МКВ4 F01B9/04, F02B75/32, пріоритет від 04.09.84. Спосіб складання поршневої машини такий. У корпус машини встановлюють нерухомо гільзи. Роблять складання й установку в корпусі машини механізму перетворення зворотно-поступального переміщення поршнів в обертальне руху вихідного валу. Для цього поршні з поршневими штоками і повзунами, виконаними на поршневих штоках, встановлюють у відповідні гільзи і переміщають їх у гільзах на половину ходу поршнів. При цьому отвори в повзунах розташовуються співвісно. Потім через отвір у корпусі встановлюють колінчатий вал і переміщають його уздовж подовжньої осі корпуса до проходу першого ексцентрика через отвір у повзуні першого поршня до упора в нього другим ексцентриком. Перший поршень переміщають у верхню мертву точку, при цьому вісь отвору повзуна цього поршня збігається з віссю другого ексцентрика, а повзун першого поршня розміщається в просторі між ексцентриками колінчатого валу. Просувають колінчатий вал далі по осі корпуса і сполучають отвори повзунів обох поршнів з ексцентриками колінчатого валу. Вставляють у корпус кривошипні вали, забезпечуючи їх з'єднання з корінними шийками колінчатого валу. Загальними ознаками рішення, що заявляється, і прототипу являється установка гільз у корпусі машини, складання й установка в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу. При зазначеному способі складання поршневої машини з безшатунним механізмом точність установки гільз стосовно других кінематичних ланок механізму визначається точністю виготовлення і точністю прив'язки деталей механізму. На практиці, при такому способі складання поршневої машини з безшатунним механізмом, з урахуванням погрішностей виготовлення деталей, важко забезпечити точне розташування кінематичних ланок і деталей механізму, що виключало б заклинювання механізму в робочому режимі. У основу винаходу поставлена задача удосконалення способу складання поршневої машини з безшатунним механізмом, при якому забезпечується можливість самоустановки гільз в оптимальне положення щодо других кінематичних ланок механізму поршневої машини, що знижує можливість заклинювання механізму і спрощує складання поршневих машин з безшатунним механізмом. Поставлена задача вирішується тим, що в способі складання поршневої машини з безшатунним механізмом, що включає установку гільз у корпусі машини, складання й установку в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу, відповідно до винаходу, кожну гільзу встановлюють у корпусі машини з можливістю переміщення в площині, перпендикулярній осі гільзи, після складання й установки в корпусі машини механізму перетворення зворотнопоступального руху поршневих вузлів в обертальний рух вихідного валу виконують його прокрутку, після чого фіксують кожну гільзу щодо корпуса машини відповідними засобами фіксації. Важливо відзначити, що можливості застосування способу, що заявляється, не залежать від конструктивних особливостей виконання механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу. Спосіб, що заявляється, практично придатний для складання усіх відомих поршневих машин з безшатунним механізмом перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу. Ознаки, що складають сутність винаходу, знаходяться в причинно-слідчого зв'язку з технічним результатом, що досягається. Установка гільз у корпусі з можливістю переміщення в площині, перпендикулярній осі гільзи, прокрутка механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу після його зборки й установки в корпусі машини, наступна фіксація кожної гільзи щодо корпуса машини відповідними засобами фіксації забезпечують можливість самоустановки гільз в оптимальне положення щодо других кінематичних ланок механізму поршневої машини, що знижує можливість заклинювання механізму і спрощують складання поршневих машин з безшатунним механізмом. Нижче приводиться опис способу складання поршневої машини з безшатунним механізмом, що заявляється, з посиланнями на креслення, на яких схематично показані варіанти конструктивного рішення вузла установки гільзи, що дозволяють реалізувати спосіб: Фіг.1 - Перший варіант конструктивного рішення вузла установки гільзи. Фіг.2 - Другий варіант конструктивного рішення вузла установки гільзи. Фіг.3 - Третій варіант конструктивного рішення вузла установки гільзи. Фіг.4 - Четвертий варіант конструктивного рішення вузла установки гільзи. Порядок складання поршневої машини такий. Кожну гільзу встановлюють у корпусі машини з можливістю переміщення в площині, перпендикулярній осі гільзи. Складають і встановлюють у корпусі механізм перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу. Після складання установки в корпусі машини механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу прокручують механізму з незафіксованими гільзами. У ході прокрутки гільзи, переміщуючись щодо корпуса в напрямку, перпендикулярному своїм осям, самоустановлюються і займають найбільш оптимальне положення стосовно других кінематичних ланок, у якому можливість заклинювання механізму являється мінімальною. Після прокрутки механізму гільзи закріплюють у корпусі відповідними засобами фіксації. Механізм готовий до роботи. На Фіг.1 показаний варіант конструктивного рішення вузла установки гільз із рідинним охолодженням, у якому кожна гільза 1 виконана з фланцем 2 і встановлена в ступінчастому отворі 3, виконаному в корпусі 4, з зазорами 5, 6 між корпусом 4 і гільзою 1. В фланці 2 виконані отвори 7, у які встановлюються кріпильні гвинти 8, за допомогою яких гільза 1 кріпиться до корпуса 4. Діаметр кожного отвору 7 виконаний більше діаметра гвинтів 8 з утворенням зазорів 9 в отворах 7. Пристрій також містить головку циліндрів 10. При такому виконанні між гільзою 1, корпусом 4 і головкою циліндрів 10 утворюється порожнина 11 для остудної рідини. При складанні поршневої машини кожну гільзу 1 встановлюють у відповідний отвір 3, загвинчують, не затягуючи, гвинти 8. Після складання й установки в корпусі 4 механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу (не показаний) виконують його прокрутки, після чого фіксують кожну гільзу 1 щодо корпуса 4, затягуючи гвинти 8, і встановлюють головку циліндрів 10. При прокрутці механізму кожна гільза 1 має можливість переміщатися в площині, перпендикулярній осі гільзи 1, завдяки зазорам 5, 6 між гільзою 1 і корпусом 4, а також зазорам 9 в отворах 7. У результаті можливості такого переміщення гільза 1 у процесі прокрутки механізму самоустановлюсться в оптимальне положення з погляду запобігання заклинювання механізму в робочому режимі. На Фіг.2 показаний інший варіант установки гільзи з повітряним охолодженням, у якому кожна гільза 12 виконана з фланцем 13 і встановлена в отворі 14, виконаному в корпусі 15, із зазором 16 між корпусом 15 і гільзою 12. В фланці 13 виконані отвори 17, у які встановлюються кріпильні гвинти 18, за допомогою яких гільза 12 кріпиться до корпуса 15. Діаметр кожного отвору 17 виконаний більше діаметра гвинтів 18 з утворенням зазорів 19 в отворах 17. Пристрій також містить головку циліндрів 20. При складання поршневої машини кожну гільзу 12 встановлюсь у відповідний отвір 14, загвинчують, не затягуючи, гвинти 18. Після складання й установки в корпусі 15 механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу (не показаний) виконують його прокрутку, після чого фіксують кожну гільзу 12 щодо корпуса 15, затягуючи гвинти 18, і встановлюють головку циліндрів 20. При прокрутці механізму колена гільза 12 має можливість переміщатися в площині, перпендикулярній осі гільзи 12, завдяки зазорам 16 між гільзою 12 і корпусом 15, а також зазорам 19 в отворах 17. У результаті можливості такого переміщення гільза 12 у процесі прокрутки механізму самоустановлюсться в оптимальне положення з погляду запобігання заклинювання механізму в робочому режимі. На Фіг.3 показаний третій варіант установки гільзи з рідинним охолодженням, у якому кожна гільза 21 виконана з двома фланцями 22 і 23 і встановлена в ступінчастому отворі 24, виконаному в корпусі 25, із зазорами 26, 27 між корпусом 25 і гільзою 21. Пристрій також містить головку циліндрів 28, що кріпиться до корпуса 25 гвинтами 29.При такому виконанні між гільзою 21 і корпусом 25 утвориться порожнина 30 для остудної рідини. При складання поршневої машини кожну гільзу 21 встановлюють у відповідний отвір 24,. Після складання й установки в корпусі 25 механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу (не показаний) установлюють головку циліндрів 28, загвинчують, не затягуючи, гвинта 29, виконують прокрутку механізму, після чого фіксують кожну гільзу 21 щодо корпуса 25, затягуючи гвинти 29, який кріпиться головка циліндрів 28. При прокрутці механізму кожна гільза 21 має можливість переміщатися в площині, перпендикулярній осі гільзи 21 при не затягнутих гвинтах 29, завдяки зазорам 26, 27 між гільзою 21 і корпусом 25. У результаті можливості такого переміщення гільза 21 у процесі прокрутки механізму самоустановлюється в оптимальне положення з погляду запобігання заклинювання механізм}' в робочому режимі. На Фіг.4 показаний ще один можливий варіант установки гільзи з рідинним охолодженням, у якому кожна гільза 31 виконана з фланцем 32 і встановлена в отворі 33, виконаному в корпусі 34, з зазором 35 між корпусом 34 і гільзою 31. В фланці 32 виконані отвори 36, у які встановлюються кріпильні гвинти 37, за допомогою яких гільза 31 кріпиться до корпусу 34. Діаметр кожного отвору 36 виконаний більше діаметра гвинтів 37 з утворенням зазорів 38 в отворах 36. Пристрій також містить головку циліндрів 39. Безпосередньо в гільзі 31 виконана порожнина 40 для остудної рідини. При складанні поршневої машини кожну гільзу 31 встановлюють у відповідний отвір 33, загвинчують, не затягуючи, гвинти 37. Після складання й установки в корпусі 34 механізму перетворення зворотно-поступального руху поршневих вузлів в обертальний рух вихідного валу (не показаний) виконують його прокрутку, після чого фіксують колену гільзу 31 щодо корпусу 34, затягуючи гвинти 37, і встановлюють головку циліндрів 39. При прокрутці механізму кожна гільза 31 має можливість переміщатися в площині, перпендикулярній осі гільзи 31, завдяки зазору 35 між гільзою 31 і корпусом 34, а також зазорам 38 в отворах 36. У результаті можливості такого переміщення гільза 31 у процесі прокрутки механізму самоустановлююється в оптимальне положення з погляду запобігання заклинювання механізму в робочому режимі. Спосіб складання поршневої машини з безшатунним механізмом характеризується високою технологічністю і простотою. У процесі складання поршневої машини гільзи займають оптимальне положення шляхом їхньої самоустановки в корпусі стосовно других кінематичних ланок, що максимально знижує можливість заклинювання механізму в робочому режимі.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assembling a piston machine with mechanism having no connecting rod
Автори англійськоюVul Oleksii Feliksovych
Назва патенту російськоюСпособ сборки поршневой машины с бесшатунным механизмом
Автори російськоюВуль Алексей Феликсович
МПК / Мітки
МПК: F01B 9/04
Мітки: безшатунним, спосіб, поршневої, машини, механізмом, складання
Код посилання
<a href="https://ua.patents.su/4-63936-sposib-skladannya-porshnevo-mashini-z-bezshatunnim-mekhanizmom.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання поршневої машини з безшатунним механізмом</a>
Поршнева машина з безшатунним механізмом
Номер патенту: 50790
Опубліковано: 15.11.2002
Автор: Вуль Олексій Феліксович
МПК: E01B 9/04
Мітки: механізмом, безшатунним, машина, поршнева
Формула / Реферат:
1. Поршнева машина з безшатунним механізмом, що включає корпус з циліндрами, поршні з поршневими штоками, повзуни, виконані на штоках, напрямні повзунів, кожна з яких сполучена з корпусом і виконана з можливістю переміщення відповідного повзуна уздовж осі відповідного циліндра, два співвісних кривошипних вала, встановлених у корпусі, і розташований між кривошипними валами колінчатий вал, корінні шийки якого сполучені з кривошипними валами, а...
Поршнева машина з безшатунним механізмом

Номер патенту: 726
Опубліковано: 15.03.2001
Автор: Вуль Олексій Феліксович
МПК: F01B 9/04
Мітки: поршнева, машина, безшатунним, механізмом
Формула / Реферат:
1. Поршнева машина з безшатунним механізмом, що включає корпус з циліндрами, установлені в циліндрах поршні з поршневими штоками, повзуни, виконані на поршневих штоках, два співвісних кривошипних вали, встановлені у корпусі, і розташований між кривошипними валами колінчатий вал, корінні шийки якого з'єднані з кривошипними валами, а середні шийки з'єднані з відповідними поршневими штоками, напрямні повзунів, кожна з яких виконана у вигляді...
Кривошипно-шатунний механізм поршневої машини
Номер патенту: 50789
Опубліковано: 15.11.2002
Автор: Підгорний Олександр Сергійович
МПК: F01B 9/04
Мітки: машини, механізм, кривошипно-шатунний, поршневої
Формула / Реферат:
Кривошипно-шатунний механізм поршневої машини, що включає корпус з циліндром, поршень, розташований у циліндрі з можливістю зворотно-поступального руху, шатун, верхньою головкою шарнірно з’єднаний з поршнем, кривошипний вал, установлений в корпусі, жорстко зв'язану з корпусом циліндричну шестірню з внутрішнім зубчатим вінцем і шестірню-сателіт з зовнішнім зубчатим вінцем, зчепленим з внутрішнім зубчатим вінцем циліндричної шестірні з...
Двигун внутрішнього згоряння з безшатунним механізмом
Номер патенту: 26289
Опубліковано: 19.07.1999
Автор: Архіпов Леонід Олександрович
МПК: F02B 75/32, F02B 1/00, F01B 9/04, F02B 75/22
Мітки: двигун, безшатунним, внутрішнього, механізмом, згоряння
Формула / Реферат:
Двигун внутрішнього згоряння з безшатунним механізмом, що включає корпус, в якому розміщені опозитні циліндри з поршнями і штоками, які зчленовані з валом відбору потужності, виконаним з ексцентриками, який відрізняється тим, що штоки виконані у вигляді просторових ферм з наскрізними пазами, в середині яких розміщені ексцентрики валу відбору потужності і хомути, які охоплюють ексцентрики валу відбору потужності і зв'язані з штоками шарнірними...
Кривошипно – шатунний механізм поршневої машини
Номер патенту: 643
Опубліковано: 16.10.2000
Автор: Підгорний Олександр Сергійович
МПК: F01B 9/04
Мітки: механізм, кривошипно, поршневої, машини, шатунний
Формула / Реферат:
Кривошипно-шатунний механізм поршневої машини, який включає корпус з циліндром, поршень, розташований у циліндрі, жорстко зв'язану з корпусом циліндричну шестерню з внутрішнім зубчатим вінцем, перший кривошипний вал, встановлений в корпусі, першу шестерню-сателіт з зовнішнім зубчатим вінцем, встановлену з можливістю зачеплення з внутрішнім зубчатим вінцем циліндричної шестерні і сполучену шарнірно з першим кривошипним валом, а також перший...