Спосіб автоматичного регулювання процесу спікання шихти на агломераційній машині
Номер патенту: 65470
Опубліковано: 12.12.2011
Автори: Сапунов Андрій Вікторович, Щокін Вадим Петрович, Міщенко Петро Дмитрович, Петухов Ігор Васильович, Кучер Василь Григорович, Мисько Степан Миколайович

Формула / Реферат
Спосіб автоматичного регулювання процесу спікання шихти на агломераційній машині, що включає зміну швидкості руху агломераційної стрічки (аглострічки) з використовуванням як задавального параметра суми температури газів в колекторі з різницею температур газів між вакуум-камерами, розташованими по обидві сторони від заданого місця (вакуум-камери) закінчення процесу спікання, який відрізняється тим, що додатково в газах, вказаних вище вакуум-камер контролюють вміст діоксиду вуглецю (СО2) і визначають поточне значення різниці його вмісту в цих вакуум-камерах, крім того, заздалегідь, при зміні вхідних параметрів, дослідним шляхом встановлюють допустимий діапазон різниці вмісту СО2 в газах вакуум-камер, розташованих по обидві сторони від вакуум-камери, над якою закінчується процес спікання, і порівнюють різницю поточного значення вмісту СО2 зі встановленим діапазоном, - якщо поточне значення різниці більше допустимого діапазону, коректують задану температуру газів в колекторі у бік збільшення, а якщо поточне значення різниці менше встановленого діапазону - у бік зменшення.
Текст
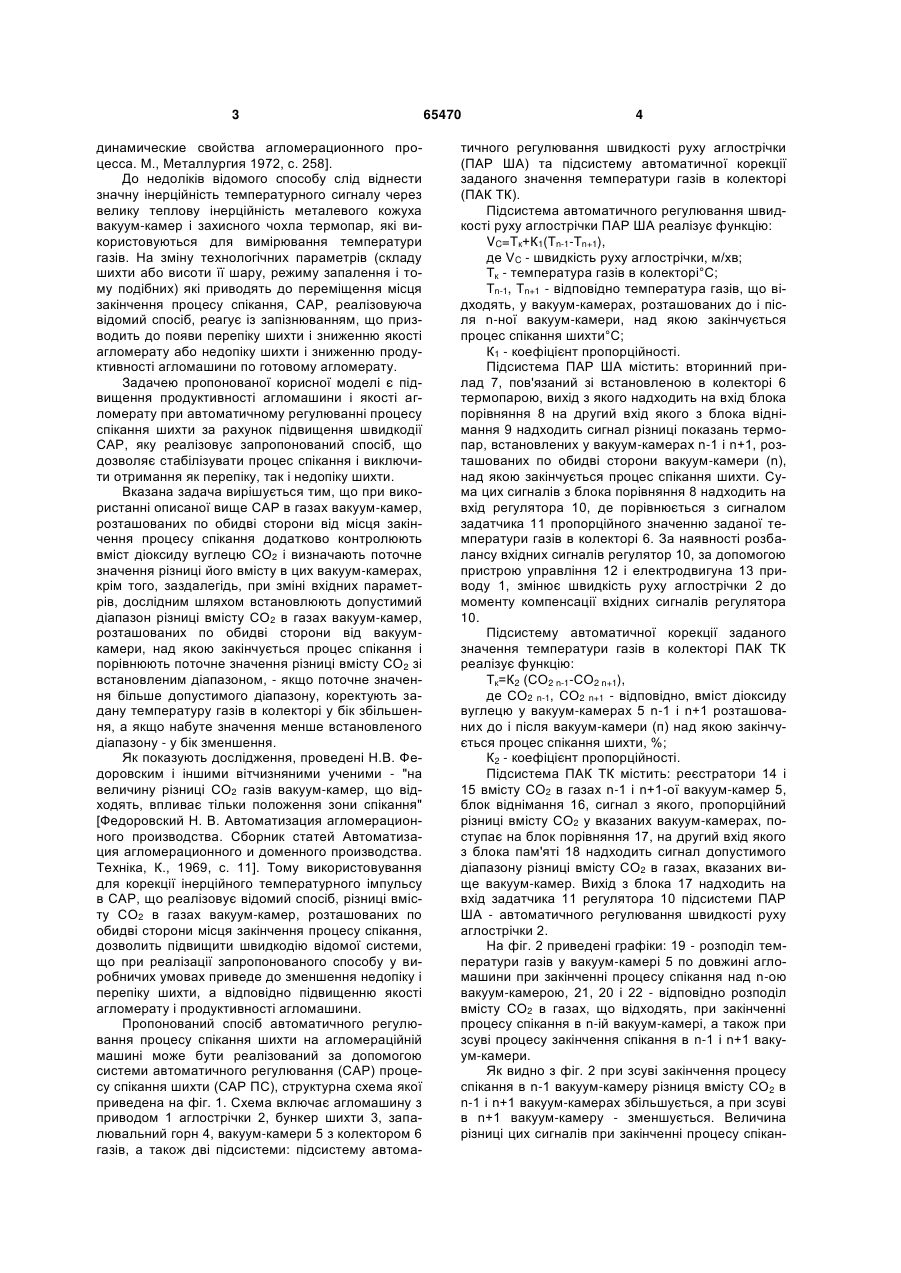
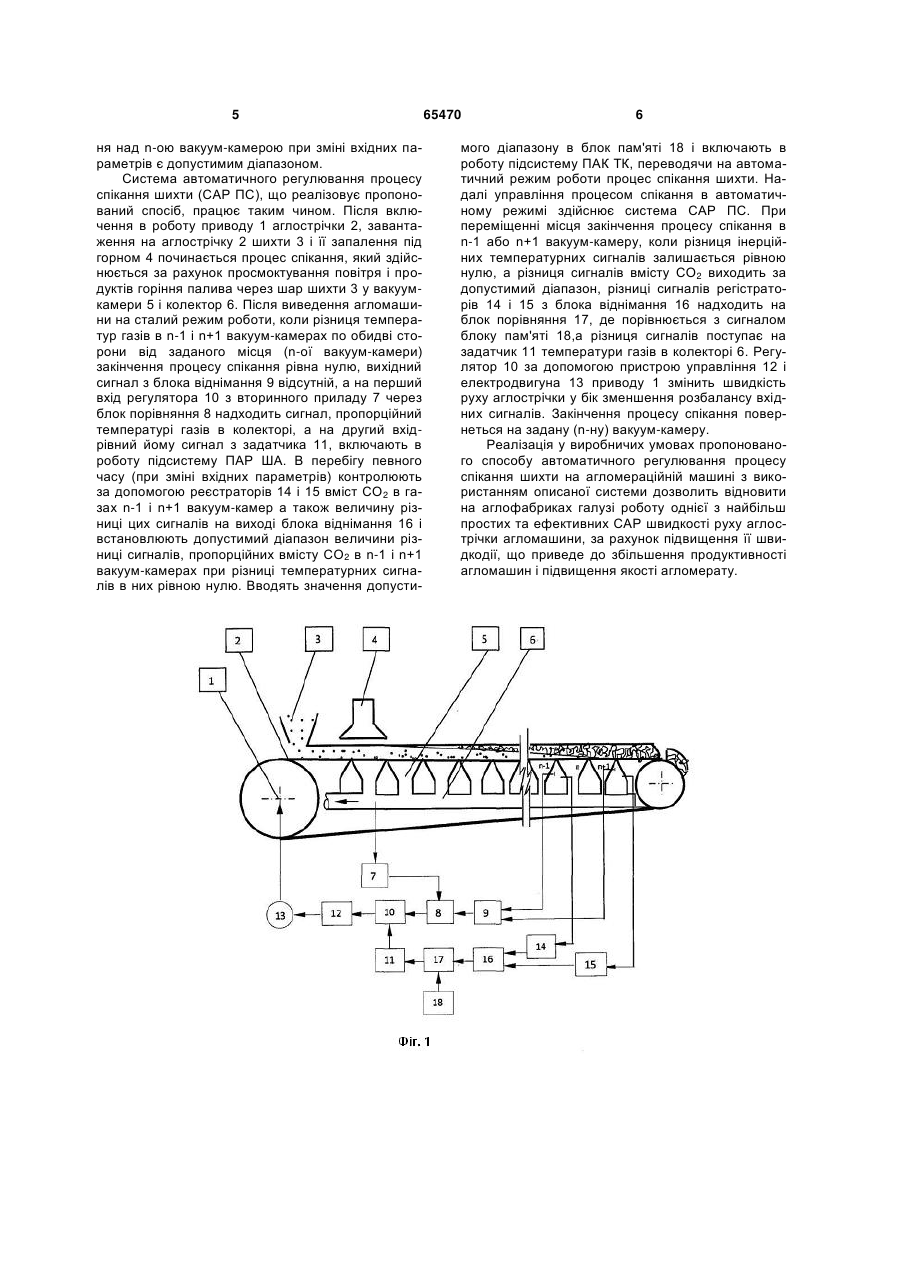
Спосіб автоматичного регулювання процесу спікання шихти на агломераційній машині, що включає зміну швидкості руху агломераційної стрічки (аглострічки) з використовуванням як задавального параметра суми температури газів в колекторі з різницею температур газів між вакуумкамерами, розташованими по обидві сторони від 3 динамические свойства агломерационного процесса. М., Металлургия 1972, с. 258]. До недоліків відомого способу слід віднести значну інерційність температурного сигналу через велику теплову інерційність металевого кожуха вакуум-камер і захисного чохла термопар, які використовуються для вимірювання температури газів. На зміну технологічних параметрів (складу шихти або висоти її шару, режиму запалення і тому подібних) які приводять до переміщення місця закінчення процесу спікання, CAP, реалізовуюча відомий спосіб, реагує із запізнюванням, що призводить до появи перепіку шихти і зниженню якості агломерату або недопіку шихти і зниженню продуктивності агломашини по готовому агломерату. Задачею пропонованої корисної моделі є підвищення продуктивності агломашини і якості агломерату при автоматичному регулюванні процесу спікання шихти за рахунок підвищення швидкодії CAP, яку реалізовує запропонований спосіб, що дозволяє стабілізувати процес спікання і виключити отримання як перепіку, так і недопіку шихти. Вказана задача вирішується тим, що при використанні описаної вище CAP в газах вакуум-камер, розташованих по обидві сторони від місця закінчення процесу спікання додатково контролюють вміст діоксиду вуглецю СО2 і визначають поточне значення різниці його вмісту в цих вакуум-камерах, крім того, заздалегідь, при зміні вхідних параметрів, дослідним шляхом встановлюють допустимий діапазон різниці вмісту СО2 в газах вакуум-камер, розташованих по обидві сторони від вакуумкамери, над якою закінчується процес спікання і порівнюють поточне значення різниці вмісту СО2 зі встановленим діапазоном, - якщо поточне значення більше допустимого діапазону, коректують задану температуру газів в колекторі у бік збільшення, а якщо набуте значення менше встановленого діапазону - у бік зменшення. Як показують дослідження, проведені Н.В. Федоровским і іншими вітчизняними ученими - "на величину різниці СО2 газів вакуум-камер, що відходять, впливає тільки положення зони спікання" [Федоровский Н. В. Автоматизация агломерационного производства. Сборник статей Автоматизация агломерационного и доменного производства. Техніка, К., 1969, с. 11]. Тому використовування для корекції інерційного температурного імпульсу в САР, що реалізовує відомий спосіб, різниці вмісту СО2 в газах вакуум-камер, розташованих по обидві сторони місця закінчення процесу спікання, дозволить підвищити швидкодію відомої системи, що при реалізації запропонованого способу у виробничих умовах приведе до зменшення недопіку і перепіку шихти, а відповідно підвищенню якості агломерату і продуктивності агломашини. Пропонований спосіб автоматичного регулювання процесу спікання шихти на агломераційній машині може бути реалізований за допомогою системи автоматичного регулювання (CAP) процесу спікання шихти (CAP ПС), структурна схема якої приведена на фіг. 1. Схема включає агломашину з приводом 1 аглострічки 2, бункер шихти 3, запалювальний горн 4, вакуум-камери 5 з колектором 6 газів, а також дві підсистеми: підсистему автома 65470 4 тичного регулювання швидкості руху аглострічки (ПАР ША) та підсистему автоматичної корекції заданого значення температури газів в колекторі (ПАК ТК). Підсистема автоматичного регулювання швидкості руху аглострічки ПАР ША реалізує функцію: VC=Tк+К1(Tn-1-Tn+1), де VC - швидкість руху аглострічки, м/хв; Тк - температура газів в колекторі°С; Tn-1, Tn+1 - відповідно температура газів, що відходять, у вакуум-камерах, розташованих до і після n-ної вакуум-камери, над якою закінчується процес спікання шихти°С; К1 - коефіцієнт пропорційності. Підсистема ПАР ША містить: вторинний прилад 7, пов'язаний зі встановленою в колекторі 6 термопарою, вихід з якого надходить на вхід блока порівняння 8 на другий вхід якого з блока віднімання 9 надходить сигнал різниці показань термопар, встановлених у вакуум-камерах n-1 і n+1, розташованих по обидві сторони вакуум-камери (n), над якою закінчується процес спікання шихти. Сума цих сигналів з блока порівняння 8 надходить на вхід регулятора 10, де порівнюється з сигналом задатчика 11 пропорційного значенню заданої температури газів в колекторі 6. За наявності розбалансу вхідних сигналів регулятор 10, за допомогою пристрою управління 12 і електродвигуна 13 приводу 1, змінює швидкість руху аглострічки 2 до моменту компенсації вхідних сигналів регулятора 10. Підсистему автоматичної корекції заданого значення температури газів в колекторі ПАК ТК реалізує функцію: Тк=К2 (СО2 n-1-СО2 n+1), де СО2 n-1, СО2 n+1 - відповідно, вміст діоксиду вуглецю у вакуум-камерах 5 n-1 і n+1 розташованих до і після вакуум-камери (п) над якою закінчується процес спікання шихти, %; К2 - коефіцієнт пропорційності. Підсистема ПАК ТК містить: реєстратори 14 і 15 вмісту СО2 в газах n-1 і n+1-ої вакуум-камер 5, блок віднімання 16, сигнал з якого, пропорційний різниці вмісту СО2 у вказаних вакуум-камерах, поступає на блок порівняння 17, на другий вхід якого з блока пам'яті 18 надходить сигнал допустимого діапазону різниці вмісту СО2 в газах, вказаних вище вакуум-камер. Вихід з блока 17 надходить на вхід задатчика 11 регулятора 10 підсистеми ПАР ША - автоматичного регулювання швидкості руху аглострічки 2. На фіг. 2 приведені графіки: 19 - розподіл температури газів у вакуум-камері 5 по довжині агломашини при закінченні процесу спікання над n-ою вакуум-камерою, 21, 20 і 22 - відповідно розподіл вмісту СО2 в газах, що відходять, при закінченні процесу спікання в n-ій вакуум-камері, а також при зсуві процесу закінчення спікання в n-1 і n+1 вакуум-камери. Як видно з фіг. 2 при зсуві закінчення процесу спікання в n-1 вакуум-камеру різниця вмісту СО2 в n-1 і n+1 вакуум-камерах збільшується, а при зсуві в n+1 вакуум-камеру - зменшується. Величина різниці цих сигналів при закінченні процесу спікан 5 ня над n-ою вакуум-камерою при зміні вхідних параметрів є допустимим діапазоном. Система автоматичного регулювання процесу спікання шихти (CAP ПС), що реалізовує пропонований спосіб, працює таким чином. Після включення в роботу приводу 1 аглострічки 2, завантаження на аглострічку 2 шихти 3 і її запалення під горном 4 починається процес спікання, який здійснюється за рахунок просмоктування повітря і продуктів горіння палива через шар шихти 3 у вакуумкамери 5 і колектор 6. Після виведення агломашини на сталий режим роботи, коли різниця температур газів в n-1 і n+1 вакуум-камерах по обидві сторони від заданого місця (n-ої вакуум-камери) закінчення процесу спікання рівна нулю, вихідний сигнал з блока віднімання 9 відсутній, а на перший вхід регулятора 10 з вторинного приладу 7 через блок порівняння 8 надходить сигнал, пропорційний температурі газів в колекторі, а на другий вхідрівний йому сигнал з задатчика 11, включають в роботу підсистему ПАР ША. В перебігу певного часу (при зміні вхідних параметрів) контролюють за допомогою реєстраторів 14 і 15 вміст СО2 в газах n-1 і n+1 вакуум-камер а також величину різниці цих сигналів на виході блока віднімання 16 і встановлюють допустимий діапазон величини різниці сигналів, пропорційних вмісту СО2 в n-1 і n+1 вакуум-камерах при різниці температурних сигналів в них рівною нулю. Вводять значення допусти 65470 6 мого діапазону в блок пам'яті 18 і включають в роботу підсистему ПАК ТК, переводячи на автоматичний режим роботи процес спікання шихти. Надалі управління процесом спікання в автоматичному режимі здійснює система САР ПС. При переміщенні місця закінчення процесу спікання в n-1 або n+1 вакуум-камеру, коли різниця інерційних температурних сигналів залишається рівною нулю, а різниця сигналів вмісту СО2 виходить за допустимий діапазон, різниці сигналів регістраторів 14 і 15 з блока віднімання 16 надходить на блок порівняння 17, де порівнюється з сигналом блоку пам'яті 18,а різниця сигналів поступає на задатчик 11 температури газів в колекторі 6. Регулятор 10 за допомогою пристрою управління 12 і електродвигуна 13 приводу 1 змінить швидкість руху аглострічки у бік зменшення розбалансу вхідних сигналів. Закінчення процесу спікання повернеться на задану (n-ну) вакуум-камеру. Реалізація у виробничих умовах пропонованого способу автоматичного регулювання процесу спікання шихти на агломераційній машині з використанням описаної системи дозволить відновити на аглофабриках галузі роботу однієї з найбільш простих та ефективних CAP швидкості руху аглострічки агломашини, за рахунок підвищення її швидкодії, що приведе до збільшення продуктивності агломашин і підвищення якості агломерату. 7 Комп’ютерна верстка А. Крижанівський 65470 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic regulation of sintering process of charge on sintering machine
Автори англійськоюKucher Vasyl Hryhorovych, Mischenko Petro Dmytrovych, Mysko Stepan Mykolaiovych, Petukhov Ihor Vasyliovych, Sapunov Andrii Viktorovych, Schokin Vadym Petrovych
Назва патенту російськоюСпособ автоматического регулирования процесса спекания шихты на агломерационной машине
Автори російськоюКучер Василий Григорьевич, Мищенко Петр Дмитриевич, Мисько Степан Николаевич, Петухов Игорь Васильевич, Сапунов Андрей Викторович, Щекин Вадим Петрович
МПК / Мітки
МПК: C22B 9/00
Мітки: спосіб, шихти, регулювання, спікання, агломераційній, автоматичного, машини, процесу
Код посилання
<a href="https://ua.patents.su/4-65470-sposib-avtomatichnogo-regulyuvannya-procesu-spikannya-shikhti-na-aglomeracijjnijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання процесу спікання шихти на агломераційній машині</a>
Спосіб інтенсифікації процесу спікання агломераційної шихти
Номер патенту: 34371
Опубліковано: 11.08.2008
Автори: Кучер Василь Григорович, Рудь Юрій Савелійович
МПК: C21B 5/00
Мітки: спосіб, інтенсифікації, процесу, агломераційної, шихти, спікання
Формула / Реферат:
Спосіб інтенсифікації процесу спікання агломераційної шихти, що включає змішування, грудкування, завантаження на візок агломераційної машини шихти та її запалення за допомогою горнових газів, який відрізняється тим, що верхній шар завантаженої шихти до моменту входу в зону горнових газів підігрівають на глибину 25-50 мм до температури точки роси шихти, що підігрівається.
Спосіб виробництва агломерату на агломераційній машині
Номер патенту: 51515
Опубліковано: 26.07.2010
Автори: Носоченко Олег Васильович, Панченко Олег Анатолійович, Антонов Юрій Григорович, Крижановський Анатолій Степанович, Буга Ілля Дмитрович, Івко Володимир Вікторович, Єрмоленко Ганна Володимирівна, Тростян Вікторія Іванівна, Гирін Юрій Володимирович
МПК: C22B 1/16
Мітки: агломерату, агломераційній, спосіб, виробництва, машини
Формула / Реферат:
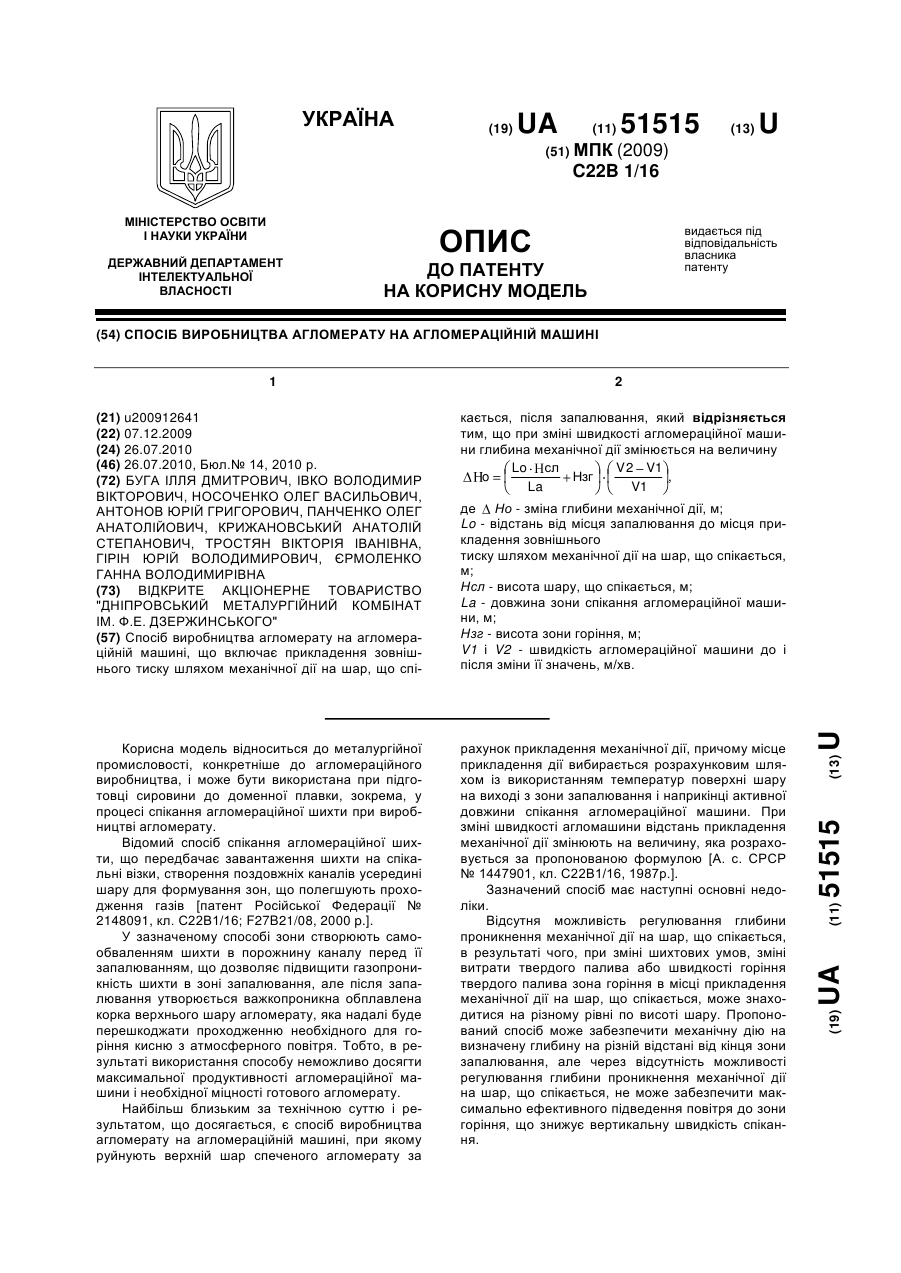
Спосіб виробництва агломерату на агломераційній машині, що включає прикладення зовнішнього тиску шляхом механічної дії на шар, що спікається, після запалювання, який відрізняється тим, що при зміні швидкості агломераційної машини глибина механічної дії змінюється на величинуде Но -...
Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості
Номер патенту: 60728
Опубліковано: 25.06.2011
Автори: Пополов Дмитро Володимирович, Учитель Олександр Давидович, Засельский Володимир Йосипович
МПК: B01J 2/22, F26B 17/00
Мітки: підготовки, шихти, регулювання, вологості, пристрій, спікання, можливістю, металургійної
Формула / Реферат:
Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості, що включає завантажувальний бункер, два порожнистих вальці, що обертаються назустріч один одному, в порожнину яких подається теплоносій, гребінчастий ніж, який відрізняється тим, що як на стаціонарному, так і на пресувальному вальцях нанесені кільцеві канавки, пресувальний валець встановлений на хитній стійці, яка упирається в амортизатори, що...
Спосіб контролю процесу спікання агломерату
Номер патенту: 40726
Опубліковано: 15.08.2001
Автори: Щокін Вадим Петрович, Толмачев Станислав Трохимович
МПК: G01K 5/00, C22B 1/14, G01N 21/01
Мітки: агломерату, контролю, процесу, спікання, спосіб
Формула / Реферат:
1. Спосіб контролю процесу спікання агломерата, що включає вимірювання електромагнітного свічення агломерата при спіканні шихти, автоматичний контроль товщини шару спеченого агломерата, який відрізняється тим, що здійснюють контроль електромагнітного випромінювання спеченої шихти у діапазоні низьких...
Спосіб підготування вологих залізовмісних шламів до спікання в агломераційній шихті
Номер патенту: 47366
Опубліковано: 15.11.2004
Автори: Малимон Олександр Панасович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Пефтієв Ігор Михайлович, Сирота Володимир Ілліч, Латишко Григорій Івановіч, Фентісов Ігор Миколайович
МПК: C22B 1/24, C22B 1/243
Мітки: вологих, підготування, залізовмісних, спосіб, спікання, агломераційній, шламів, шихти
Формула / Реферат:
Спосіб підготування вологих залізовмісних шламів до спікання в агломераційній шихті, що включає змішування шламу ізсухими відходами виробництва, який відрізняється тим, що як сухий компонент для змішування застосовують шлак сталеплавильного виробництва фракцією розміром до 20 мм, що має відношення вмісту СаО до SiO2 від 2,0 до 4,0, у кількісному співвідношенні до шламу в межах від 1 : 2 до 1 : 10.