Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості
Номер патенту: 60728
Опубліковано: 25.06.2011
Автори: Пополов Дмитро Володимирович, Засельский Володимир Йосипович, Учитель Олександр Давидович
Формула / Реферат
Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості, що включає завантажувальний бункер, два порожнистих вальці, що обертаються назустріч один одному, в порожнину яких подається теплоносій, гребінчастий ніж, який відрізняється тим, що як на стаціонарному, так і на пресувальному вальцях нанесені кільцеві канавки, пресувальний валець встановлений на хитній стійці, яка упирається в амортизатори, що складаються з пружин стискування, та має мотор-вібратор, забезпечуючий коливання пресувальному вальцю з амплітудою рівною (0,3-0,4)×10-3 м при частоті 50 Гц, причому, мотор-вібратор встановлений на рамі таким чином, що його центр розташований на лінії, що проходить через центр пресувального вальця та перпендикулярна до опорної поверхні стійки.
Текст
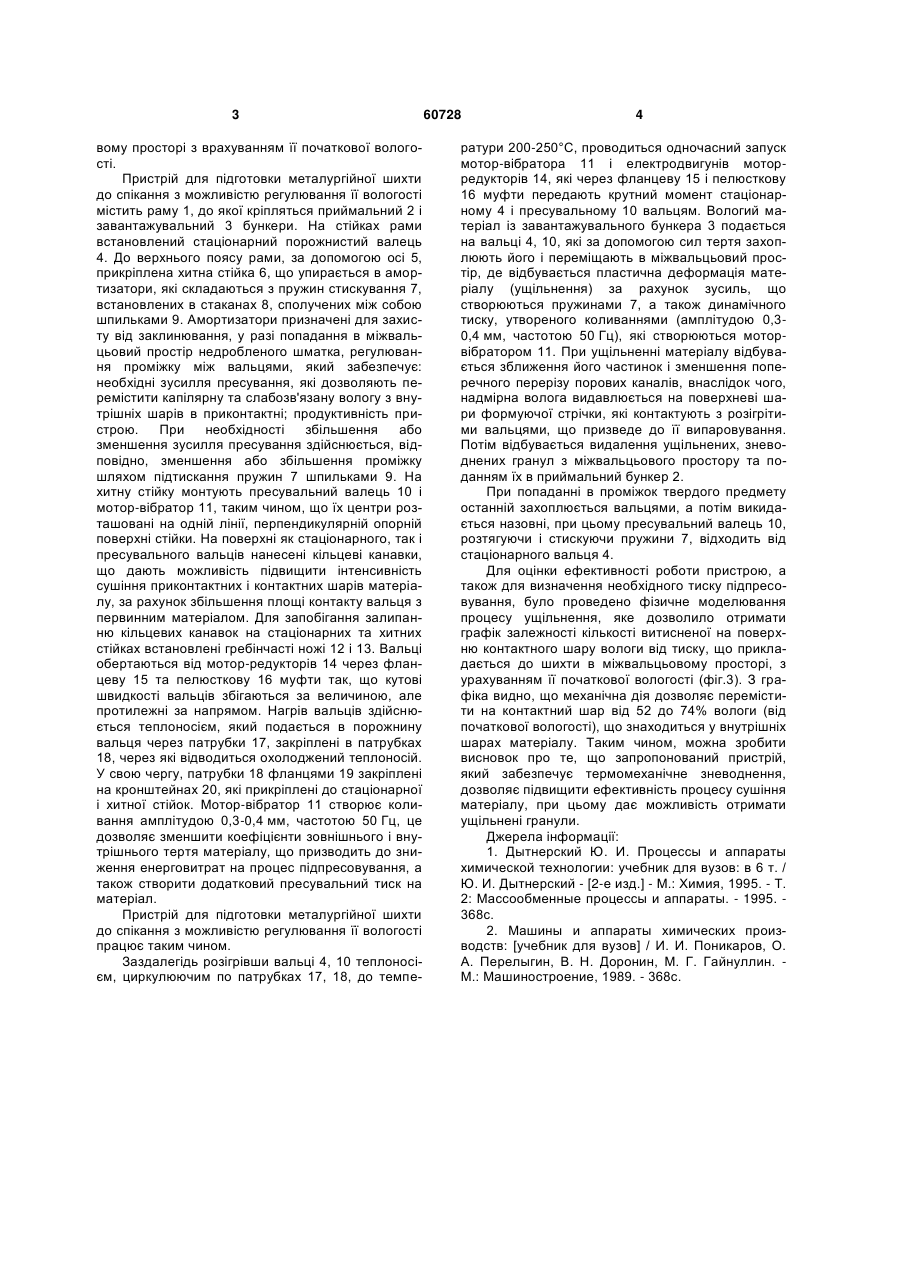
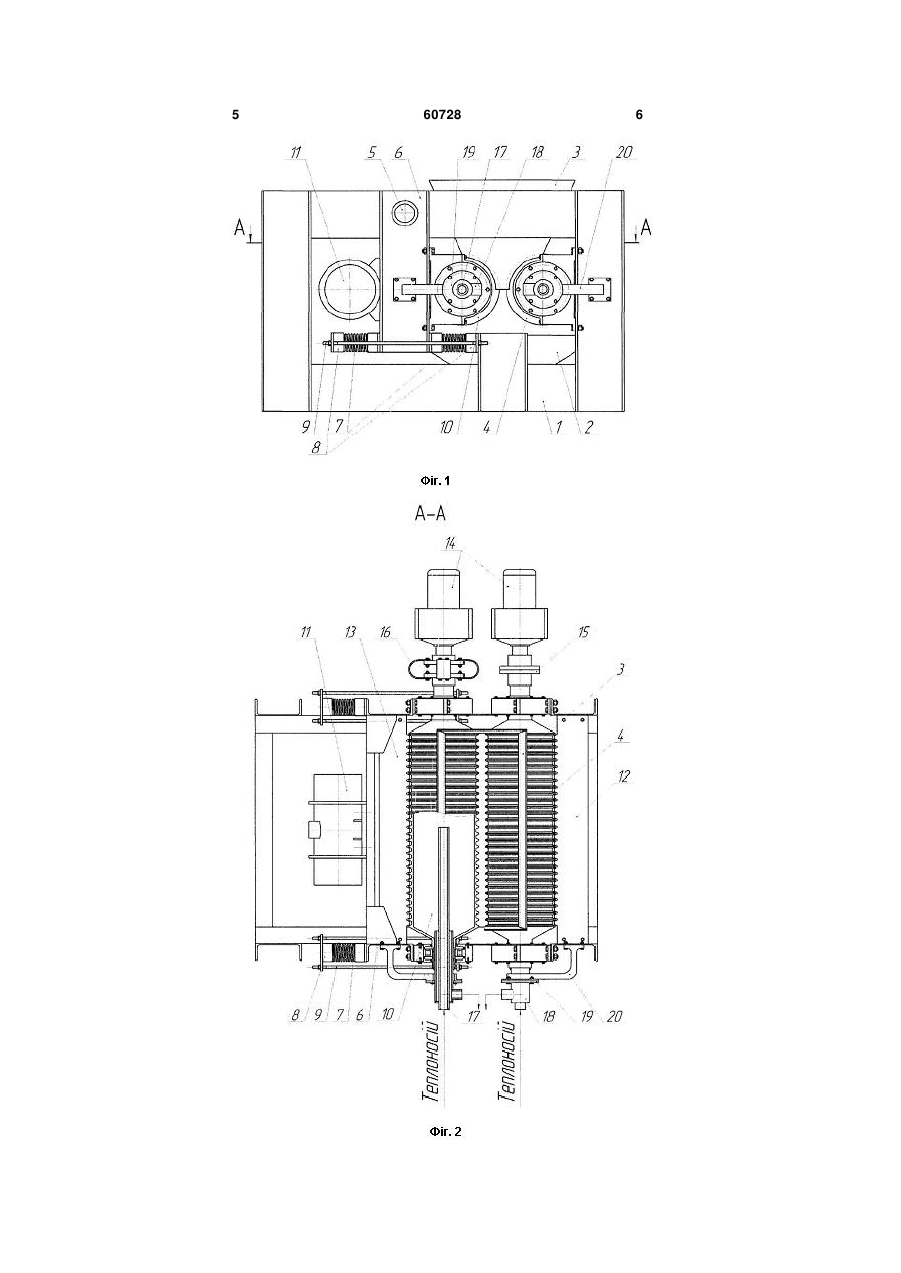
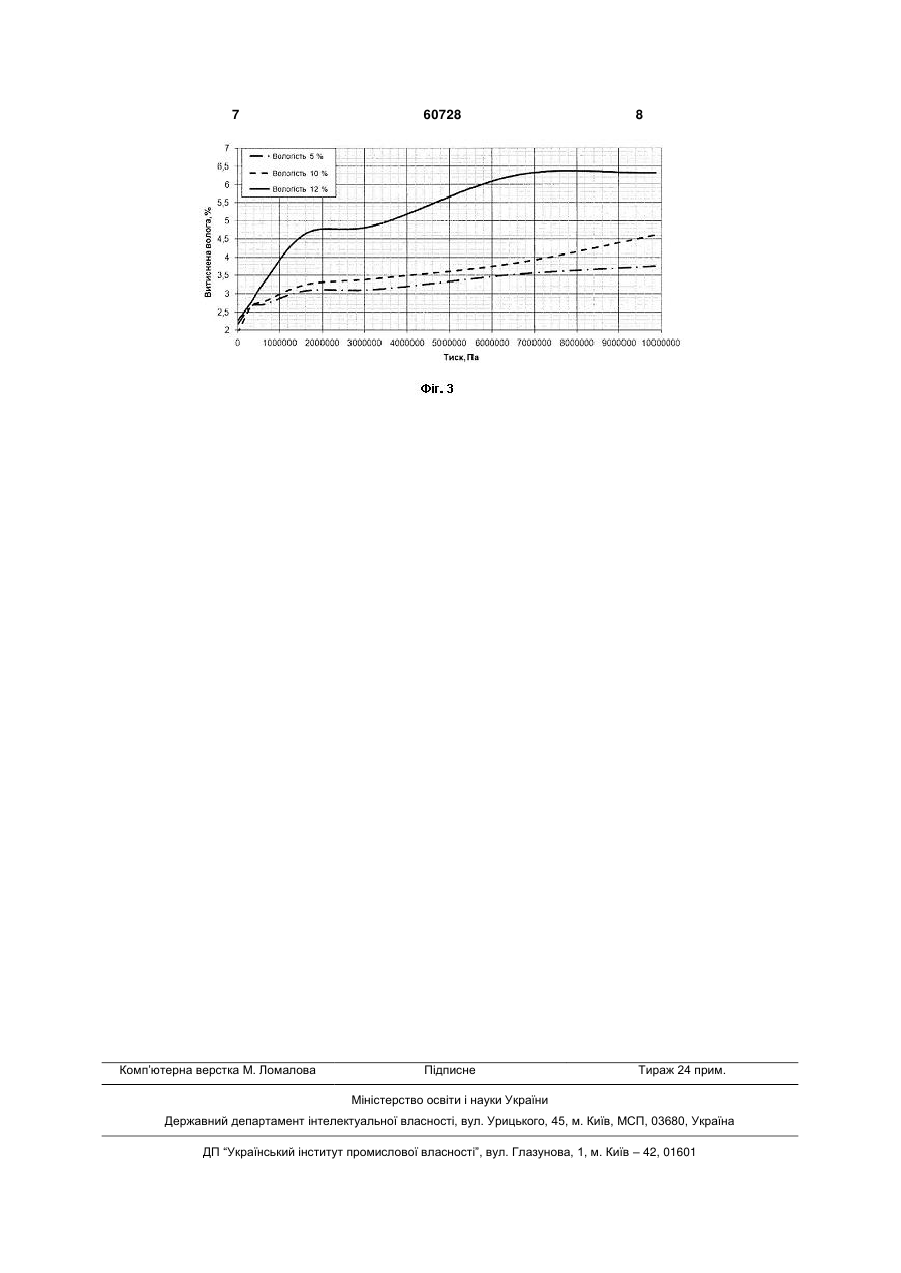
Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості, що включає завантажувальний бункер, два порожнистих вальці, що обертаються назустріч один 3 вому просторі з врахуванням її початкової вологості. Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості містить раму 1, до якої кріпляться приймальний 2 і завантажувальний 3 бункери. На стійках рами встановлений стаціонарний порожнистий валець 4. До верхнього поясу рами, за допомогою осі 5, прикріплена хитна стійка 6, що упирається в амортизатори, які складаються з пружин стискування 7, встановлених в стаканах 8, сполучених між собою шпильками 9. Амортизатори призначені для захисту від заклинювання, у разі попадання в міжвальцьовий простір недробленого шматка, регулювання проміжку між вальцями, який забезпечує: необхідні зусилля пресування, які дозволяють перемістити капілярну та слабозв'язану вологу з внутрішніх шарів в приконтактні; продуктивність пристрою. При необхідності збільшення або зменшення зусилля пресування здійснюється, відповідно, зменшення або збільшення проміжку шляхом підтискання пружин 7 шпильками 9. На хитну стійку монтують пресувальний валець 10 і мотор-вібратор 11, таким чином, що їх центри розташовані на одній лінії, перпендикулярній опорній поверхні стійки. На поверхні як стаціонарного, так і пресувального вальців нанесені кільцеві канавки, що дають можливість підвищити інтенсивність сушіння приконтактних і контактних шарів матеріалу, за рахунок збільшення площі контакту вальця з первинним матеріалом. Для запобігання залипанню кільцевих канавок на стаціонарних та хитних стійках встановлені гребінчасті ножі 12 і 13. Вальці обертаються від мотор-редукторів 14 через фланцеву 15 та пелюсткову 16 муфти так, що кутові швидкості вальців збігаються за величиною, але протилежні за напрямом. Нагрів вальців здійснюється теплоносієм, який подається в порожнину вальця через патрубки 17, закріплені в патрубках 18, через які відводиться охолоджений теплоносій. У свою чергу, патрубки 18 фланцями 19 закріплені на кронштейнах 20, які прикріплені до стаціонарної і хитної стійок. Мотор-вібратор 11 створює коливання амплітудою 0,3-0,4 мм, частотою 50 Гц, це дозволяє зменшити коефіцієнти зовнішнього і внутрішнього тертя матеріалу, що призводить до зниження енерговитрат на процес підпресовування, а також створити додатковий пресувальний тиск на матеріал. Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості працює таким чином. Заздалегідь розігрівши вальці 4, 10 теплоносієм, циркулюючим по патрубках 17, 18, до темпе 60728 4 ратури 200-250°С, проводиться одночасний запуск мотор-вібратора 11 і електродвигунів моторредукторів 14, які через фланцеву 15 і пелюсткову 16 муфти передають крутний момент стаціонарному 4 і пресувальному 10 вальцям. Вологий матеріал із завантажувального бункера 3 подається на вальці 4, 10, які за допомогою сил тертя захоплюють його і переміщають в міжвальцьовий простір, де відбувається пластична деформація матеріалу (ущільнення) за рахунок зусиль, що створюються пружинами 7, а також динамічного тиску, утвореного коливаннями (амплітудою 0,30,4 мм, частотою 50 Гц), які створюються моторвібратором 11. При ущільненні матеріалу відбувається зближення його частинок і зменшення поперечного перерізу порових каналів, внаслідок чого, надмірна волога видавлюється на поверхневі шари формуючої стрічки, які контактують з розігрітими вальцями, що призведе до її випаровування. Потім відбувається видалення ущільнених, зневоднених гранул з міжвальцьового простору та поданням їх в приймальний бункер 2. При попаданні в проміжок твердого предмету останній захоплюється вальцями, а потім викидається назовні, при цьому пресувальний валець 10, розтягуючи і стискуючи пружини 7, відходить від стаціонарного вальця 4. Для оцінки ефективності роботи пристрою, а також для визначення необхідного тиску підпресовування, було проведено фізичне моделювання процесу ущільнення, яке дозволило отримати графік залежності кількості витисненої на поверхню контактного шару вологи від тиску, що прикладається до шихти в міжвальцьовому просторі, з урахуванням її початкової вологості (фіг.3). З графіка видно, що механічна дія дозволяє перемістити на контактний шар від 52 до 74% вологи (від початкової вологості), що знаходиться у внутрішніх шарах матеріалу. Таким чином, можна зробити висновок про те, що запропонований пристрій, який забезпечує термомеханічне зневоднення, дозволяє підвищити ефективність процесу сушіння матеріалу, при цьому дає можливість отримати ущільнені гранули. Джерела інформації: 1. Дытнерский Ю. И. Процессы и аппараты химической технологии: учебник для вузов: в 6 т. / Ю. И. Дытнерский - [2-е изд.] - М.: Химия, 1995. - Т. 2: Массообменные процессы и аппараты. - 1995. 368с. 2. Машины и аппараты химических производств: [учебник для вузов] / И. И. Поникаров, О. А. Перелыгин, В. Н. Доронин, М. Г. Гайнуллин. М.: Машиностроение, 1989. - 368с. 5 60728 6 7 Комп’ютерна верстка М. Ломалова 60728 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for preparation of metallurgical charge to sintering with possibility of control of its humidity
Автори англійськоюUchytel Oleksandr Davydovych, Zaselskyi Volodymyr Yosypovych, Popolov Dmytro Volodymyrovych
Назва патенту російськоюУстройство для подготовки металлургической шихты к спеканию с возможностью регулировки ее влажности
Автори російськоюУчитель Александр Давыдович, Засельский Владимир Иосифович, Пополов Дмитрий Владимирович
МПК / Мітки
МПК: B01J 2/22, F26B 17/00
Мітки: можливістю, спікання, вологості, шихти, підготовки, пристрій, регулювання, металургійної
Код посилання
<a href="https://ua.patents.su/4-60728-pristrijj-dlya-pidgotovki-metalurgijjno-shikhti-do-spikannya-z-mozhlivistyu-regulyuvannya-vologosti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підготовки металургійної шихти до спікання з можливістю регулювання її вологості</a>
Спосіб підготовки матеріалу металургійної шихти
Номер патенту: 80196
Опубліковано: 27.08.2007
Автори: Крівченко Юрій Сергійович, Шишняк Юрій Трохимович, Бичков Сергій Васильович, Степанов Максим Федотович
МПК: C22B 1/00
Мітки: підготовки, металургійної, спосіб, матеріалу, шихти
Формула / Реферат:
1. Спосіб підготовки матеріалу металургійної шихти, що включає уловлювання дрібної фракції відходів випалу матеріалу металургійної шихти, який відрізняється тим, що дрібну фракцію вказаних відходів випалу матеріалу сполучають з водою і перемішують, а потім вводять залізовмісні відходи металургійних виробництв, перемішують і здійснюють формування брикетів.2. Спосіб за п. 1, який відрізняється тим, що дрібну фракцію відходів випалу...
Спосіб підготовки агломераційної шихти до спікання
Номер патенту: 12675
Опубліковано: 15.02.2006
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Латишко Григорій Івановіч, Жигарь Валерій Іванович, Сирота Володимир Ілліч
МПК: C22B 1/16
Мітки: спосіб, підготовки, шихти, агломераційної, спікання
Формула / Реферат:
Спосіб підготовки агломераційної шихти до спікання, який відрізняється тим, що в агломераційну шихту додають відсепаровану мінеральну частину сталеплавильних шлаків, яку попередньо змішують із залізовмісними шламами у кількості 1:10-30 в залежності від вологості шламів.
Спосіб підготовки агломераційної шихти до спікання
Номер патенту: 55602
Опубліковано: 27.12.2010
Автори: Климанчук Владислав Владиславович, Струтинський В'ячеслав Анатолійович, Сирота Володимир Ілліч, Рогов Леонід Миколаевич, Бойко Володимир Семенович
МПК: C10B 37/00, C03C 6/00, C23C 2/00, C21D 9/52
Мітки: шихти, підготовки, спосіб, агломераційної, спікання
Формула / Реферат:
Спосіб підготовки агломераційної шихти до спікання, що містить у собі дрібнозернистий залізорудний концентрат, агломераційну руду, залізовмісні агломераційні домішки та інші компоненти із зволоженням агломераційної шихти, який відрізняється тим, що зволоження агломераційної шихти проводять водним розчином бурячної патоки або патокою інших галузей промисловості шляхом її розпилення в барабані-грудкувачі перед укладанням на аглострічку або у...
Спосіб підготовки агломераційної шихти до спікання
Номер патенту: 55781
Опубліковано: 27.12.2010
Автори: Засельский Володимир Йосипович, Учитель Олександр Давидович, Пополов Дмитро Володимирович
МПК: C22B 1/16
Мітки: спікання, шихти, підготовки, спосіб, агломераційної
Формула / Реферат:
Спосіб підготовки агломераційної шихти до спікання, що включає розділення матеріалів за крупністю, дозування та зволоження компонентів шихти, підпресовування, змішування та огрудкування в барабанному змішувачі-огрудковувачі, який відрізняється тим, що осереднені та підготовлені за крупністю компоненти агломераційної шихти примусово змішуються до однорідності 95-98 % та зволожуються до 7-10 %, отримана агломераційна шихта перед...
Лінія для підготовки і подачі матеріалу металургійної шихти
Номер патенту: 81666
Опубліковано: 25.01.2008
Автори: Шишняк Юрій Трохимович, Крівченко Юрій Сергійович, Степанов Максим Федотович, Бичков Сергій Васильович
МПК: C22B 1/24
Мітки: лінія, матеріалу, шихти, підготовки, металургійної, подачі
Формула / Реферат:
1. Лінія для підготовки і подачі матеріалу металургійної шихти, що містить пристрій (1) для уловлювання дрібнофракційних відходів випалювання матеріалу з відхідних від агрегату (2) випалювання газів і ємність (3) для збору дрібнофракційних відходів випалювання матеріалу, яка відрізняється тим, що містить принаймні один реактор (4), обладнаний дозатором (5) води, ємність (6) для прийому залізовмісних відходів металургійного виробництва і...
Попередній патент: Каталізатор для глибокого окиснення рідких та газоподібних вуглеводнів органічного палива
Наступний патент: Спосіб одержання зносостійких покриттів на вентильних металах
Випадковий патент: Спосіб виготовлення порожнистих деталей