Спосіб повернення відходів обмазувальної маси у виробництво покритих зварювальних електродів
Формула / Реферат
1. Спосіб повернення відходів обмазувальної маси у виробництво зварювальних електродів шляхом їх збирання за складом з усіх місць утворення, запобігання забрудненню і перетворення їх у масу, що придатна для опресовування електродних металевих стрижнів, який відрізняється тим, що збирають свіжоутворені відходи обмазувальної маси і захищають їх від підсихання в герметичних умовах, а перетворення зібраних відходів в опресовувальну масу здійснюють шляхом напівсухого їх розтирання, подальшого зволожування їх поступовим дозуванням води у кількості 4-5% мас. від кількості відходів з одночасним перемішуванням та перетиранням цієї зволоженої маси до однорідного стану протягом 15-20 хвилин та наступного зв'язування в ній вологи шляхом введення вологопоглинаючих речовин у кількості до 1% мас. або її видалення з отриманої маси під дією енергоносія.
2. Спосіб за п. 1, який відрізняється тим, що як вологопоглинаючі речовини для зв'язування вологи у зволоженій обмазувальній масі використовують карбоксиметилцелюлозу у кількості 0,5-0,75% мас. та кальциновану соду у кількості 0,2-0,4% мас., а після введення кожної окремої речовини проводять перемішування маси до пластичного стану впродовж не менше 5 хвилин.
3. Спосіб за п. 1, який відрізняється тим, що як енергоносій для видалення вологи із зволоженої маси використовують електричний струм високої частоти або надвисокочастотний обігрів, або примусову інтенсивну вентиляцію, або вакуум або інше.
4. Спосіб за п. 1, який відрізняється тим, що зволожування розтертої напівсухої маси відходів здійснюють підігрітою до 85°С водою з подальшим перемішуванням цих компонентів протягом 5-7 хвилин.
Текст
Винахід належить до електродного виробництва, зокрема, до технології повернення у виробництво відходів обмазувальної маси покритих металевих електродів для ручного дугового зварювання, і може бути застосований на підприємствах по виготовленню електродної продукції з різною формою власності. Відомий спосіб повернення відходів обмазувальної маси, що утворюються в процесі виготовлення зварювальних електродів, а саме, при очищенні від налиплої обмазувальної маси змішувача та обмазувального циліндра і опресовувальної головки електроднообмазувального преса, а також на стадії зачищення покриття затискного та запалювального кінців зварювальних електродів. При оптимальних умовах технологічного процесу виготовлення електродів масова доля відходів становить 5-6% від кількості обмазувальної маси, що переробляється у покриття. Вказані відходи використовують як добавку до сухої електродної шихти (ВНИИ метизной промышленности Минчермет СССР. Типовая технологическая инструкция ТТИ-7.1-24-13-84 "Производство электродов покрытых металлических для ручной дуговой сварки сталей и наплавки". Магнитогорск. 1988). Сутність способу повернення вказаних відходів складається з наступних операцій: збирання відходів обмазувальної маси з місць, де вони утворюються на різних стадіях виготовлення електродів, сортування їх за складом, сушіння при температурі 250°С протягом 4-х годин, подрібнення, помел, та просіювання через сито 04 і, нарешті, додавання в суху шихту покриття електродів у кількості, що не перебільшує 10% понад 100% шихти. При цьому, показник вологості висушених відходів не повинен перевищувати 0,5% мас. Відомий також спосіб повернення відходів обмазувальної маси у виробництво зварювальних електродів, що утворюються не тільки при опресовуванні електродів в електроднообмазувальному пресі як залишки обмазувальної маси, при очищенні змішувача та при зачищенні запалювального та затискного кінців електрода, але й при настроюванні електроднообмазувального преса, при очищенні брикетувального преса, при виготовленні бракованого за складом замісу обмазувальної маси, а також при очищенні бракованих за розміром електродів та електродів з дефектами по поверхні покриття, тобто у відповідності з цим способом збирають відходи з усі х місць можливого їх утворення (Госуглепром Украины. Артемовский машиностроительный завод "Победа труда". Технологическая инструкция производства электродов покрытых металлических для ручной дуговой сварки сталей и наплавки. Г. Артемовск -1992г.). Масова доля вказаних відходів досягає 15% і навіть більше від кількості обмазувальної маси, що переробляється, але згідно з діючою сьогодні технологією повертають у виробництво електродів лише 6-10% відходів, що додають понад 100% сухої ши хти. Даний спосіб повернення відходів обмазувальної маси у виробництво електродів також, як і попередній, включає збирання та сортування їх за складом з усіх місць їх утворення, запобігання їх забрудненню, сушіння при температурі 250-350°С доти, доки показник вологості обмазувальної маси не буде дорівнювати 0,5%, подрібнення висушеного матеріалу, помел (фракція 0,063мм в межах 30-50%) та просіювання його для отримання заданого гранулометричного складу з наступним додаванням підготовлених відходів у суху ши хту для покриття електродів. Далі у змішувачі здійснюють приготування обмазувальної маси шляхом перемішування отриманої сухої шихти з рідким склом для одержання клейкої і пластичної маси, що придатна для опресовування нею металевих електродних стрижнів. Обидва способи, що наведені в різних джерелах відомості, стосуються повернення у виробництво накопичених на складах отверділих відходів обмазувальної маси. По кількості та послідовності технологічних операцій вони суттєво не відрізняються один від одного, а відрізняються тільки тим, що у відповідності з другим джерелом здійснюють більш повне збирання вказаних відходів, тобто на додаткових стадіях виготовлення металевих покритих електродів. Інших способів повернення відходів обмазувальної маси у виробництво електродів сьогодні немає, а тому спосіб повернення відходів, що описаний у др угому джерелі відомості, був вибраний за найближчий аналог способу, що заявляється, тобто за прототип. До цього слід додати, що на всіх підприємствах по виготовленню зварювальних електродів використовується технологія повернення не більше 10% цих відходів, що додаються понад 100% сухої шихти. Відходи обмазувальної маси, що залишаються невикористаними, накопичуються на складах електродних цехів підприємств, становлячи втрати виробництва, що призводить до підвищення собівартості готової продукції. До того ж, вони потребують додаткові складські приміщення і вирішення проблеми вивезення їх на міський смітник з наступною утилізацією. Недоліки відомого способу повернення отверділих відходів обмазувальної маси полягають в тому, що, поперше, постійне використання цих відходів призводить до того, що реальна їх кількість в шихті після 10-кратного додавання підвищується приблизно до 15%, а це викликає погіршення зварювально-технологічних властивостей електродів, в тому числі, зміну хімічного складу наплавленого металу. У зв'язку з цим час від часу необхідно робити перерву у поверненні відходів, щоб вийти на первинний відсоток їх у складі шихти або корегувати склад останньої. А по-друге, для повернення відходів обмазувальної маси у виробництво електродів необхідні підвищені витрати електроенергії, яка потрібна для операцій сушіння, подрібнення, помелу та просіювання цих відходів. Але головним недоліком відомого способу є те, що не досягається стовідсоткове повернення їх у виробництво. Крім цього, використання відходів обмазувальної маси при виготовленні електродів фтористокальцієвого типу (особливо низьководневих) є проблематичним з точки зору підвищення в покритті сухого залишку рідкого скла і відповідно кількості дифузійного водню в наплавленому металі. Таким чином, відомий спосіб повернення відходів обмазувальної маси в процесі виготовлення покритих електродів, по-перше, є неефективним, бо супроводжується частковою втратою вихідної сировини, а, по-друге, є енергоємним і трудомістким. Задача винаходу полягає в створенні такого способу повернення відходів обмазувальної маси у виробництво електродів, при якому принципово новий перелік технологічних операцій і відповідно новий режим перетворення цих відходів в заміс обмазувальної маси, що придатна для опресовування електродних металевих стрижнів, дозволили би впровадити безвідходну те хнологію виробництва покритих зварювальних електродів і при цьому забезпечити збереження зварювально-технологічних властивостей електродів, хімічного складу наплавленого металу та механічних властивостей металу шва, що характерні для електродів, виготовлених за відомою, тобто звичайною, технологією, а також знизити енергоємність та трудомісткість всього процесу. Поставлена задача вирішується тим, що в способі повернення відходів обмазувальної маси у виробництво зварювальних електродів шляхом їх збирання за складом з усіх місць утворення, запобігання забрудненню і перетворення їх у масу, що придатна для опресовування електродних металевих стрижнів, відповідно з винаходом, збирають свіжоутворені відходи обмазувальної маси і захищають їх від підсихання в герметичних умовах, а перетворення зібраних відходів в масу, придатну для опресовування, здійснюють шляхом напівсухого розтирання зібраних відходів, подальшого зволоження їх поступовим дозуванням води у кількості 4-5% мас. з одночасним перемішуванням та перетиранням зволоженої маси до однорідного стану протягом 15-20 хвилин та наступного зв'язування вологи шляхом введення в масу вологопоглинаючих речовин у кількості до 1% мас. або її видалення з цієї маси під дією енергоносія. Причому як вологопоглинаючу речовину використовують карбоксиметилцелюлозу (КМЦ) у кількості 0,5-0,75% та кальциновану соду у кількості 0,2-0,4%, а після введення кожної окремої речовини проводять перемішування маси до пластичного стану впродовж не менше 5 хвилин. А в якості енергоносія використовують електричний струм високої частоти, або зверхвисокочастотний обігрів, або примусову інтенсивну вентиляцію, або вакуум або інше. Для зволоження напівсухи х розтертих відходів можна додавати до них підігріту до 85°С воду з одночасним перемішуванням цих компонентів протягом 5-7 хвилин. Через те, що вищерозглянуті способи повернення відходів обмазувальної маси у виробництво зварювальних електродів мають принципово різний підхід до вирішення дуже важливої проблеми по використанню відходів, що утворюються в процесі виготовлення електродів, то і переліки технологічних операцій, і режими здійснення обох способів кардинально відрізняються один від одного. А тому загальними ознаками відомого і запропонованого способів с тільки збирання відходів за складом, тобто за марками, з усіх місць їх утворення, запобігання їх забрудненню і перетворення у масу, що придатна для опресовування електродних металевих стрижнів. Принцип перетворення зібраних відходів в опресовувальну масу за відомим способом заснований на збиранні отверділих відходів і їх сухій обробці, що складається із ряду вказаних вище трудомістких і енергоємних операцій, з наступним додаванням їх до сухої ши хти покриття електродів та рідкого скла і сумісного змішування усіх компонентів. А принцип перетворення зібраних відходів в опресовувальну масу за способом, що заявляється, дуже простий та економічний і складається, по-перше, із збирання свіжоутворених відходів обмазувальної маси за марками та збереження їх від підсихання в герметичних умовах, а, по-друге, з напівсухого їх розтирання, потім мокрого розтирання шляхом додавання до них заданої кількості води і наступного з'язування води введенням у зволожену масу вологопоглинаючих речовин у кількості не менше 1% мас. або її видалення з отриманої маси під дією енергоносія. Як вологопоглинаючі речовини можуть бути використані карбоксиметилцелюлоза (КМЦ), хлористий кальцій, кальцинована сода, поташ та інші, а як енергоносії можуть бути використані примусовий обдув шляхом інтенсивної вентиляції, зверхвисокочастотний обігрів, дія струменів високої частоти, вплив вакууму та інші. Крім цього, для прискорення процесу зволоження напівсухи х розтертих відходів до них можна додавати підігріту до 85°С воду з одночасним перемішуванням зволоженої обмазувальної маси до однорідного стану протягом 5-7 хвилин. Перелічені вище технологічні операції і є відмітними ознаками способу, що заявляється. Спосіб повернення відходів обмазувальної маси у виробництво зварювальних електродів описаний нижче. При виготовленні покритих зварювальних електродів своєчасно і постійно збирають свіжі відходи обмазувальної маси за марками, тобто за складом, в ємності з кришками з усіх місць, де вони утворюються: - в електроднообмазувальному пресі: від головки штока ущільнення обмазувального циліндра, від опресовувальної головки, як залишок у пресі, при настроюванні преса; - в змішувачі і брикетувальному пресі при їх очи щенні; - в машині, що зачищає, при зніманні покриття з контактного торця електрода і його кінця під електродотримач; - при очищенні від свіжого покриття бракованих за розміром електродів та електродів з дефектами по їх поверхні. При цьому в процесі збирання відходів запобігають попаданню в них сторонніх предметів. Ємності із зібраними свіжоутвореними відходами обмазувальної маси щільно закривають кришками, щоб захистити їх від підсихання. Для визначення кількості зібраних відходів можна використовувати або мірні ємності, або ваги для зважуванння. Накопичені відходи обмазувальної маси у кількості 50-250кг за допомогою механічних пристроїв подають у бігунковий змішувач, в якому питомий тиск котків на масу дорівнює не менш 5-7кг/см 2. У змішувачі відбувається напівсухе розтирання цих відходів протягом 1-2 хвилин, оскільки при накопичуванні можливе їх ущільнення і утворення грудочок. Далі в змішувач додають воду шля хом поступового дозування її у кількості 4-5% мас. від його вмісту і продовжують розтирання зволоженої маси до однорідного стану протягом не менше 15 хвилин, виключаючи наявність в масі твердих гр удочок. Але додавання води викликає пониження її в'язкості, що утр уднює проведення опресовування електродних стрижнів. А тому в змішувач додають вологопоглинаючі речовини, які одночасно є пластифікаторами, наприклад, карбоксиметилцелюлозу у кількості 0,5-0,75% мас. та кальциновану соду у кількості 0,2-0,4% мас. від кількості маси у змішувачі. Вони не тільки роблять цю масу більш в'язкою, але й більш пластичною, підвищуючи при цьому в'язкість настільки, що маса стає придатною для опресовування електродних стрижнів. Підвищити в'язкість обмазувальної маси можливо також видаленням вологи із маси під дією енергоносіїв, наприклад, струму високої частоти, зверхвисокочастотного обігріву, інтенсивної вентиляції або вакуум у. Одержана таким чином обмазувальна маса теж цілком придатна для опресовування електродних стрижнів. Додавання води в напівсухі відходи обмазувальної маси у кількості 4-5% є оптимальним, бо додавання її у кількості менш 4% не забезпечить таке зволоження відходів, яке необхідне для одержання однорідної маси без грудочок, а введення її у кількості більш 5% призведе до перевитрати води і вологопоглинаючих речовин, що повинні зв'язати зайву воду у цій масі. Що стосується кількості введених вологопоглинаючих речовин у зволожену масу, то загальна масова доля їх повинна складати близько 1% і не більше через те, що цієї кількості достатньо для отримання заданої пластичності маси, а перевитрата цих речовин не підвищить вказаної властивості. Конкретний приклад способу повернення відходів обмазувальної маси у виробництво зварювальних електродів наданий нижче. Зібрані протягом робочої зміни свіжоутворені і чисті відходи однієї марки зважують у кількості 200кг і поміщають у змішувач, в якому відбувається їх напівсухе розтирання протягом 2 хвилин. Потім у змішувач з розтертою масою поступово додають воду у кількості 5% протягом 7 хвилин для кращого розтирання маси і підвищення її однорідності. Після введення останньої дози води масу перемішують не менше 5 хвилин, причому загальний час змішування не повинен складати менше 15 хвилин. Отримана таким чином обмазувальна маса менш в'язка, ніж маса, що використовується для опресовування металевих стрижнів. А тому у змішувач дозують карбоксиметилцелюлозу у кількості 0,5% з одночасним перемішуванням маси впродовж 5 хвилин, а потім кальциновану соду у кількості 0,25% і теж перемішують суміш впродовж 5 хвилин. Одержана таким чином обмазувальна маса відповідає всім вимогам, що пред'являються до опресовувальних мас. Для здійснення видалення вологи під дією енергоносія на зволожену обмазувальну масу впливали протягом 15-30 хвилин інтенсивним примусовим повітряним обдувом, створеним за допомогою вентилятора, швидкість повітряного потоку якого складала 5-7м/с. За цей час маса набувала такої в'язкості, що ставала придатною для опресовування електродних стрижнів. Такого ж ефекту можна досягти під дією інших енергоносіїв. Для прискорення процесу зволожування та мокрого розтирання раніше розтертої напівсухої маси відходів додавали до неї підігріту до 85°С воду з одночасним перемішуванням компонентів протягом 5-7 хвилин, тобто прискорювали цей процес в 2-3 рази. Цей варіант зволожування відходів доцільний тоді, коли на підприємстві якийсь інший виробничий процес припускає наявність такої гарячої води. Для здійснення запропонованого способу повернення відходів обмазувальної маси у виробництво зварювальних електродів необхідно мати: нескладне обладнання, таке як бігунковий змішувач, декілька ємностей з кришками, що щільно закриваються, та підйомник або транспортер для подавання зібраних відходів у змішувач, а також чіткі технологічні інструкції постійного та своєчасного збирання відходів, захист їх від забруднення та підсихання і наявність вологопоглинаючих речовин або енергоносіїв. Покриття електродів, що складається із 100% підготовлених за даним винаходом свіжоутворених відходів обмазувальної маси, після опресовування цією масою електродних стрижнів та термообробки електродів має трохи темніший колір, ніж покриття, здійснене за звичайною технологією, тобто за відомим способом. Для наочності нижче в таблиці 1 надані порівняльні параметри замісу обмазувальної маси та параметри опресовування електродів і їх зовнішній вигляд згідно із запропонованим і відомим способами повернення відходів, причому у відповідності із запропонованим способом заміс обмазувальної маси складається із 100% свіжоутворених відходів, а за відомим способом маса містить 10% отверділих відходів, що додані понад 100% сухої ши хти. Таблиця 1 Параметри опресовування Характеристика замісу Зовнішній Кількість в масі Кількість Час Загальна вигляд Стабільн. Якість Н2О, КМЦ, Сода, рідкого перемішування, характеристика різнотовщ. покр-я електродів скла, % хв. маси % % % Запропон. добрий, спосіб але добра, в'язка, повернення 5,0 0,5 0,25 31 добра добра покриття але м'яка 100% трохи відходів темніше добрий, Відомий але спосіб з 27 28 добра добра добра покриття 10% трохи відходів світліше Способи Нижче в таблиці 2 надані показники технологічних властивостей зварювання і показники якісного та кількісного хімічного складу наплавленого металу, які були отримані при застосуванні електродів з покриттям із замісу обмазувальної маси, що був вигото влений лише із 100% свіжоутворених відходів у відповідності із запропонованим способом, і для порівняння ті ж самі показники, що були отримані при застосуванні електродів з покриттям, виготовленим із суміші сухої шихти та рідкого скла з додаванням 10% отверділих відходів понад 100% шихти у відповідності з відомим способом повернення відходів у виробництво електродів. Таблиця 2 Способи Запропон. спосіб повернення 100% відходів Відомий спосіб ч 10% відходів Зварювально-технологічні властивості Формування Розбризкування Горіння дуги шва Хім. склад наплавленого металу, % С Si Mn S P задовільн. задовільн. задовільн. 0,067 0,174 0,58 0,026 0,026 задовільн. задовільн. задовільн. 0,071 0,112 0,45 0,026 0,029 Оскільки в зібрані свіжоутворені відходи обмазувальної маси згідно із запропонованим способом додають тільки воду, а не рідке скло, як за відомою технологією, і пластифікатори, кількість яких в сумі не перебільшує 1%, параметри замісу обмазувальної маси і параметри опресовування електродних стрижнів, а також зовнішній вигляд електродів, одержаних запропонованим способом, такі ж самі, як і аналогічні показники електродів, виготовлених за відомим способом. До того ж порівняльні характеристики зварювання і показники хімічного складу наплавленого металу, отриманих за відомим способом і способом, що заявляється, теж майже не відрізняються один від одного. Технічний результат даного винаходу полягає в створенні безвідходної технології виробництва електродів за рахунок стовідсоткового повернення в технологічний процес свіжоутворених відходів обмазувальної маси в кінці робочої зміни або робочого дня, а також у спрощенні і економічності запропонованого процесу. Спрощення запропонованого процесу полягає у застосування простих технологічних операцій напівсухого, а потім мокрого розтирання свіжоутворених відходів з подальшим корегуванням в'язкості утвореної маси замість технологічних операцій сушіння, подрібнювання, помелу та просіювання отверділих грудочок відходів, характерних для відомого способу. А економічність запропонованого процесу полягає в тому, що виключається застосування сушарки, дробарки, помольного пристрою та сит, які необхідні для здійснення відомого способу повернення відходів у виробництво електродів, що характеризується завдяки використанню цього обладнання високими показниками енерго- і матеріалоємності та трудомісткості процесу. Якщо прийняти, що на середньому підприємстві по виробництву електродів звичайно за рік переробляється біля 1500 тонн обмазувальної маси при коефіцієнті маси покриття КМП=40%, то за самими скромними підрахунками утворюється біля 15% відходів маси, тобто 225 тонн на рік. Сьогодні у виробництво повертається їх біля 8%, тобто 120 тонн, а 105 тонн, що зосталися, не використовуються. Розрахунки показують, що вартість однієї тонни обмазувальної маси електродів загального призначення складає в середньому біля 1605грн. Тоді вартість обмазувальної маси, що повернеться додатково у виробництво, складе: 1605грн.х105т=168525грн. на рік. Поточні видатки (заробітна платня, електроенергія, амортизація, додаткові витратні матеріали та інш.) складають в межах 53,5грн. на одну тонну матеріалів. Якщо відняти від вказаної суми вартості маси поточні витрати на додаткові 105т відходів, що повернуться у виробництво при застосуванні нового способу, у сумі 53,5грн.х105т=5617,5грн., то економічний ефект від використання винаходу складе 168525-5617,5=162907,5грн. на рік. А на виробництві, де треба повернути усі 15% відходів обмазувальної маси за способом, що заявляється, економічний ефект складе 349087,5грн. Суспільно-позитивний результат запропонованого способу повернення відходів обмазувальної маси у виробництво зварювальних електродів полягає у наступному: - за рахунок зниження енергоємності і трудомісткості технологічного процесу та відповідно собівартості готової продукції виникає можливість виділяти більше коштів на розвиток соціальної сфери підприємства і на покращення умов праці робітників підприємства, - постійне, своєчасне та повне повернення відходів обмазувальної маси у виробництво електродів запобігає забрудненню навколишнього середовища, - за рахунок вивільнення площадок для складування відходів на території підприємства виникає можливість використання цих площ для озеленення і створення зони відпочинку для робітників під час перерви.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for return of coating mixture waste into the production of coated welding electrode
Автори англійськоюHnatenko Mykhailo Fedorovych
Назва патенту російськоюСпособ возврата отходов обмазочной массы в производство покрытых сварочных электродов
Автори російськоюГнатенко Михаил Федорович
МПК / Мітки
МПК: B23K 35/40
Мітки: маси, виробництво, повернення, покритих, електродів, обмазувальної, відходів, зварювальних, спосіб
Код посилання
<a href="https://ua.patents.su/4-66301-sposib-povernennya-vidkhodiv-obmazuvalno-masi-u-virobnictvo-pokritikh-zvaryuvalnikh-elektrodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб повернення відходів обмазувальної маси у виробництво покритих зварювальних електродів</a>
Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів
Номер патенту: 53094
Опубліковано: 15.01.2003
Автор: Бондаренко Альвіан Павлович
МПК: B23K 35/40
Мітки: коефіцієнта, електродів, експрес-визначення, зварювальних, покриття, маси, спосіб
Формула / Реферат:
Спосіб експрес-визначення коефіцієнта маси покриття зварювальних електродів, який полягає в тому, що зважують свіжоопресовані незачищені електроди, зважують електродні стрижні і за отриманими даними визначають коефіцієнт маси покриття електродів з урахуванням поправки на втрату вологості обмазувальною масою покриття електродів під час їх термообробки, який відрізняється тим, що поправку на втрату вологості конкретною масою покриття вводять в...
Спосіб одержання пластифікуючої добавки для обмазувальної маси електродів
Номер патенту: 7791
Опубліковано: 26.12.1995
Автори: Ковба Василь Ананійович, Світельський Василь Петрович, Самборський Микола Васильович, Юрлов Борис Володимирович, Ковтун Ольга Іванівна, Явдощин Ігор Романович, Циркаль Світлана Дмитрівна
МПК: B23K 35/40
Мітки: пластифікуючої, обмазувальної, добавки, маси, електродів, спосіб, одержання
Формула / Реферат:
Способ получения пластифицирующей добавки для обмазочной массы электродов из осадка сточных вод целлюлозно-бумажного производства, при котором осадок сгущают, очищают, обезвоживают, гранулируют с последующей сушкой гранул, измельчают фракцию размером частиц не превышающим 355 мкм, которую используют для приготовления обмазочной массы, отличающийся тем, что, с целью повышения пластичности обмазочной массы, перед обезвоживанием из осадка...
Спосіб виготовлення покритих електродів
Номер патенту: 61708
Опубліковано: 17.11.2003
Автори: Кассов Валерій Дмитрович, Бондарев Сергій Володимирович
МПК: B23K 35/36, B23K 35/02
Мітки: виготовлення, електродів, покритих, спосіб
Формула / Реферат:
Спосіб виготовлення покритих електродів, що включає дозування компонентів покриття, змішування їх з рідким склом, нанесення отриманої обмазувальної маси на поверхню металевого стрижня, термообробку електродів, їх занурення в ємність з гомогенізованою багатокомпонентною композицією, що містить мономери вінільного чи алкільного ряду і перекисний ініціатор, який відрізняється тим, що додатково в ємність з гомогенізованою багатокомпонентною...
Покриття зварювальних електродів
Номер патенту: 62970
Опубліковано: 15.01.2004
Автори: Зражевський Вячеслав Іванович, Гайворонський Григорій Дмитрович, Чертилін Олексій Едуардович, Шишков Микола Іванович, Богаєвський Олексій Леонідович, Сорока Петро Гнатович
МПК: B23K 35/36
Мітки: покриття, зварювальних, електродів
Формула / Реферат:
Покриття зварювальних електродів, яке містить мармур, діоксид кремнію, феросплави, пластифікатор, поташ, тальк і фторид кальцію, яке відрізняється тим, що воно як пластифікатор має соняшникове лушпиння з розміром частинок менше 200 мкм при наступних співвідношеннях, % (мас.): CaCO3 45-52 SіО2 5-10 FеМn 3-8 FeSi 45% ...
Покриття зварювальних електродів
Номер патенту: 62971
Опубліковано: 15.01.2004
Автори: Гайворонський Григорій Дмитрович, Богаєвський Олексій Леонідович, Зражевський Вячеслав Іванович, Сорока Петро Гнатович, Шишков Микола Іванович, Чертилін Олексій Едуардович
МПК: B23K 35/36
Мітки: покриття, зварювальних, електродів
Формула / Реферат:
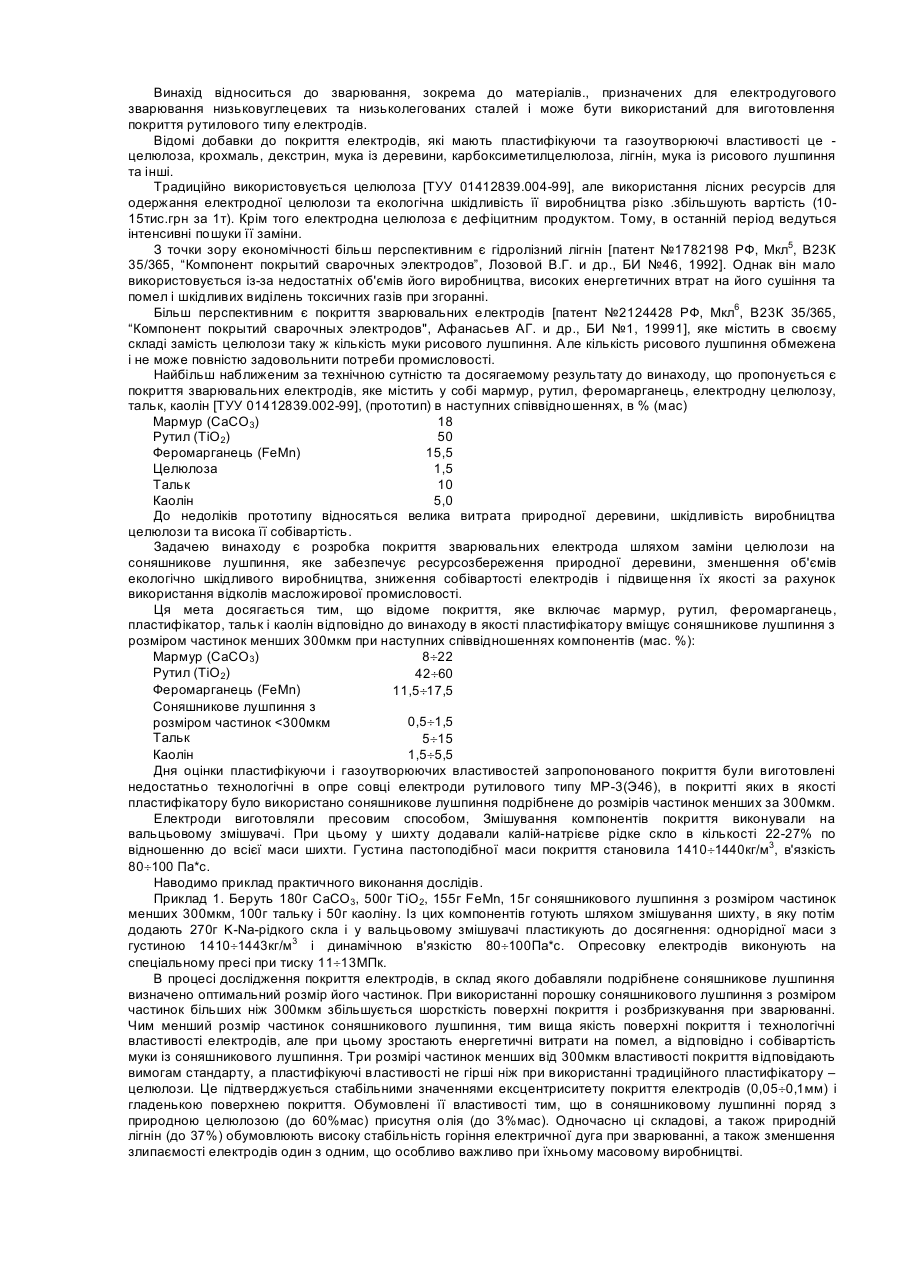
Покриття зварювальних електродів, яке містить мармур, рутил, феромарганець, пластифікатор, тальк і каолін, яке відрізняється тим, що воно як пластифікатор має соняшникове лушпиння з розміром частинок менше 300 мкм при наступних співвідношеннях, % (мас.): CaCO3 8-22 ТіО2 42-60 FеМn 11,5-17,5 соняшникове лушпиння ...
Попередній патент: Двопоясна вантова система
Випадковий патент: Пристрій для виготовлення напою "солодовий чай"