Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів
Номер патенту: 66356
Опубліковано: 26.12.2011
Автори: Антонов Віктор Васильович, Лабінцев Олексій Миколайович
Формула / Реферат
1. Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів, який містить газопроникний модуль, встановлений в металеву обойму, що з'єднується з патрубком для підведення газу, який відрізняється тим, що газопроникний модуль у нижній своїй частині має внутрішню замкнуту колекторну систему з одного, двох або трьох зв'язаних між собою каналів, які заповнені газопроникним гранулятом і з'єднуються з патрубком для підведення газу, причому цей патрубок має Г-подібну форму і приєднується одним своїм кінцем з краю і знизу до площини дна обойми, проходячи крізь дно обойми в канал колекторної системи.
2. Моноблок за п. 1, який відрізняється тим, що газопроникний модуль може бути цілісно відлитим з вогнетривкого матеріалу або може бути повністю набраний з заздалегідь виготовлених і потім скріплених жаростійким клеєм вогнетривких термооброблених складових деталей, або заздалегідь виготовлені складові елементи можуть монтуватися в металевій обоймі і заливатися вогнетривкою сумішшю, причому щілиноподібні капіляри і канали колекторної системи в газопроникному модулі можуть виконуватися як механічним способом, так і за допомогою формотворних елементів, що виплавляються, газифікуються або розчиняються.
3. Моноблок за п. 1, який відрізняється тим, що при монтажі він встановлюється на поверхню арматурного шару футерівки днища ковша або в поглиблення в арматурному шарі так, щоб Г-подібний патрубок розташовувався у горизонтальній штрабі арматурного шару і з'єднувався за допомогою швидкорознімної або різьбової з'єднувальної муфти з заздалегідь прокладеною в штрабі газопровідною трубкою, а колекторна система газопроникного модуля знаходилася не вище за рівень нормативного зносу робочого шару футерівки днища ковша.
Текст
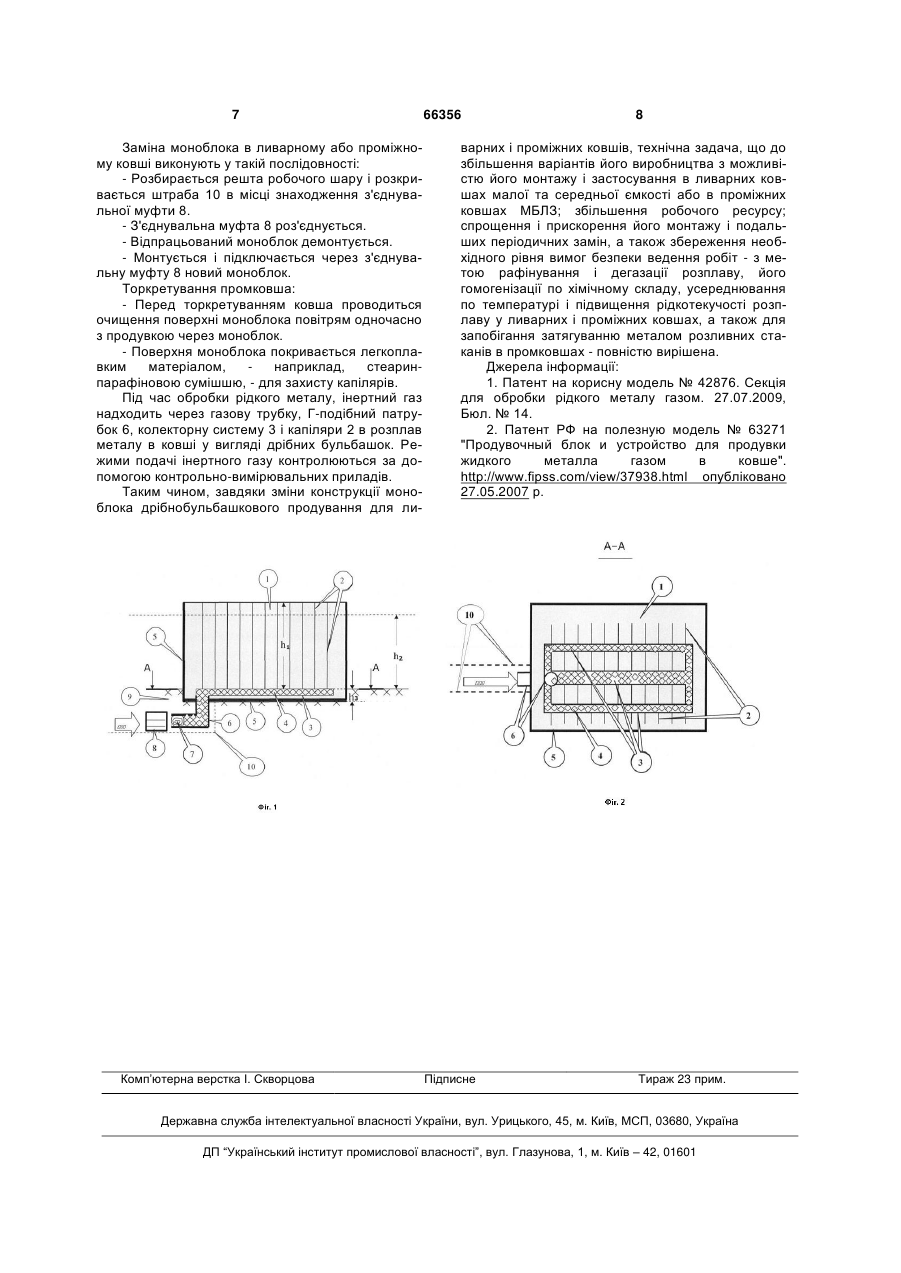
1. Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів, який містить газопроникний модуль, встановлений в металеву обойму, що з'єднується з патрубком для підведення газу, який відрізняється тим, що газопроникний модуль у нижній своїй частині має внутрішню замкнуту колекторну систему з одного, двох або трьох зв'язаних між собою каналів, які заповнені газопроникним гранулятом і з'єднуються з патрубком для підведення газу, причому цей патрубок має Г-подібну форму і приєднується одним своїм кінцем з краю і знизу до площини дна обойми, проходячи крізь дно обойми в канал колекторної системи. 2. Моноблок за п. 1, який відрізняється тим, що газопроникний модуль може бути цілісно відлитим U 2 (19) 1 3 шарі знаходилася б тільки його верхня частина з капілярами, що значно ускладнює і здорожчує як первинний монтаж пристрою в ковші, так і його заміну по закінченні кампанії ковша; також знижується рівень безпеки при експлуатації ковша унаслідок ліквідації частини арматурного шару футерівки під установку продувального пристрою і в результаті збігу вертикальних швів футерівки в місцях контакту з бічною поверхнею продувного пристрою; - конструкція такого пристрою не допускає при виготовленні застосування збірних елементів, що обмежує способи його виробництва, наприклад, із виготовлених заздалегідь, в разі необхідності, і термооброблених вогнетривних збірних деталей. Відомий "Продувальний блок і пристрій для продування рідкого металу газом в ковші" [2] з щільного вогнетриву з вертикальними газопровідними каналами капілярної форми, який виконай у формі прямокутного паралелепіпеда, газопровідні канали виконані у вигляді вертикальних капілярних отворів діаметром 0,10-0,25 мм; пристрій містить вбудований в робочий шар футерівки днища ковша газопроникний модуль, встановлений в металеву касету, сполучену з патрубком для підведення газу, газопроникний модуль містить принаймні одну секцію, металева касета виконана у вигляді піддона, труба для підведення газу розташована усередині арматурного шару футерівки днища ковша. Це технічне рішення використано як найближчий аналог. Поряд з позитивними моментами, таке конструктивне виконання продувного пристрою має наступні суттєві недоліки: - монтаж пристрою такої конструкції повинен вироблятися поетапно: спочатку встановлюється металева касета у вигляді піддона, яка закріплюється і приєднується до труби для підведення газу, а потім в піддон встановлюється газопроникний модуль і герметизується, - така схема значно ускладнює монтаж і підключення в ковші; - такий пристрій складно або неможливо застосовувати в промковшах і ливарних ковшах малої ємкості із-за невеликої товщини їх футерівки; - складність періодичних замін таких конструкцій при ремонтах ковшів. В основу корисної моделі поставлена задача: удосконалити моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів шляхом зміни його конструкції з метою: збільшення варіантів його виробництва з можливістю його монтажу і застосування в ливарних ковшах малої та середньої ємкості або в проміжних ковшах МБЛЗ; збільшення робочого ресурсу; спрощення і прискорення його монтажу і подальших періодичних замін, а також збереження необхідного рівня вимог безпеки ведення робіт. Поставлена задача вирішується завдяки тому, що моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів, що має газопроникний модуль, встановлений в металеву обойму, з якою з'єднується патрубок для підведення газу, причому цей газопроникний модуль у нижній своїй частині має внутрішню замкнуту колекторну систему з одного, двох або трьох зв'язаних між собою 66356 4 каналів, які заповнені газопроникним гранулятом і з'єднуються з патрубком для підведення газу, причому цей патрубок має Г-подібну форму і приєднується одним своїм кінцем з краю і знизу до площини дна обойми, проходячи крізь дно обойми в канал колекторної системи. Щілиноподібні капіляри і канали колекторної системи розподілу газу між капілярами в газопроникному модулі можуть виконуватися як механічним способом, так і за допомогою формотворних елементів, що виплавляються, газифікуються або розчиняються. При монтажі або при заміні в ковші моноблок встановлюється на поверхню арматурного шару днища ковша або в поглиблення в арматурному шарі так, щоб Гподібний патрубок розташовувався в штрабі арматурного шару і з'єднувався за допомогою швидкорознімної або різьбової муфти з газопровідною трубкою, прокладеною заздалегідь у горизонтальній штрабі, а колекторна система газопроникного модуля знаходилася не вище за рівень нормативного зносу робочого шару футерівки днища ковша. Загальною з найближчим аналогом суттєвою ознакою корисної моделі є наявність газопроникного модуля, встановленого в металеву обойму, що з'єднується з патрубком для підведення газу, розташованим в арматурному шарі. Відмінні від найближчого аналога істотні ознаки корисної моделі наступні: в нижній своїй частині газопроникний модуль має внутрішню замкнуту колекторну систему зі зв'язаних між собою каналів, яких може бути один, два або три; канали колекторної системи заповнені газопроникним гранулятом і з'єднані з патрубком для підведення газу; патрубок для підведення газу має Г-подібну форму і приєднується з краю до площини дна обойми, проходячи крізь дно обойми в канал колекторної системи; газопроникний модуль може вироблятися як суцільновиливаним, так і набиратися із заздалегідь виготовлених складових елементів або виконуватися комбінованим способом; при монтажі в ковші моноблок встановлюється на поверхню арматурного шару днища ковша; також він може встановлюватися в невелике поглиблення арматурного шару з таким розрахунком, щоб при нормованому зносі робочого шару футерівки днища ковша колекторна система моноблока залишалася незруйнованою; при монтажі або при заміні моноблока патрубок для підведення газу Г-подібної форми, розташовується в штрабі арматурного шару і з'єднується за допомогою швидкорознімної або різьбової муфти з газопровідною трубкою, заздалегідь прокладеною в штрабі; патрубок для підведення газу, що має Г-подібну форму, з одного боку з'єднується через дно металевої обойми з колекторною системою газопроникного модуля, а з іншого боку - з газовою трубкою при монтажі або при заміні моноблока в ковші. Наявність приведених істотних ознак корисної моделі є необхідною і достатньою на всі випадки, на які поширюється область використання корисної моделі. Між істотними ознаками корисної моделі і технічнім результатом - удосконалення моноблока дрібнобульбашкового продування для ливарних і проміжних ковшів шляхом зміни його конструкції 5 для збільшення варіантів його виробництва з можливістю його монтажа і застосування в ливарних ковшах малої та середньої ємкості або в проміжних ковшах МБЛЗ; збільшення робочого ресурсу; спрощення і прискорення його монтажу і подальших періодичних замін, а також збереження необхідного рівня вимог безпеки ведення робіт, - існує причинно-наслідковий зв'язок, який пояснюється наступними доказами. Газопроникний модуль з щілинними капілярами може бути цілісно відлитим з вогнетривкого матеріалу або може бути повністю набраний з заздалегідь виготовлених і потім скріплених жаростійким клеєм вогнетривких термооброблених складових деталей, або заздалегідь виготовлені складові елементи можуть монтуватися в металевій обоймі і заливатися з вібрацією вогнетривкою сумішшю. Таким чином, маємо можливість виробляти моноблоки принаймні трьома способами, вибираючи в залежності від конкретних завдань, умов і особливостей металургійного виробництва. При виготовленні газопроникного модуля щілиноподібні капіляри і канали колекторної системи розподілу газу між капілярами виконуються механічним способом або за допомогою формотворних елементів, що виплавляються, газифікуються або розчиняються. Отже колекторна система може виконуватися принаймні чотирма способами. Колекторна система, яка виконана з каналів - на відміну від порожнини під капілярами - дає можливість звести до мінімуму площу міжкапіллярних ділянок, що різко зменшує в колекторній області руйнівну дію тиску газу на масив вогнетриву і збільшує термін експлуатації моноблока в ковші. Наявність в колекторній системі кількох закільцьованих каналів збільшує надійність її роботи у разі раптового закупорювання деяких щілинних капілярів. Щоб звести до мінімуму наслідки теплового розширення, металева обойма виготовляється з нержавіючої жароміцної сталі, причому товщина її стінок повинна бути не більше 1 мм. Наявність обойми або бандажу з нержавіючої жароміцної сталі, як показала практика, значно збільшує робочій ресурс продувного пристрою. Газопроникний модуль закріплюється у металевій обоймі за допомогою жаростійкого клею або відливається в ній і разом з нею. До краю дна металевої обойми заздалегідь одним кінцем приварюється або приєднується на різьбі патрубок Гподібної форми, який потім при складанні моноблока стає з'єднаним з внутрішньою колекторною системою газопроникного модулю. Перед монтажем моноблока в бічний стінці ковша робиться отвір для виведення газової трубки, а в арматурному шарі виконується штраба, в яку від отвору в бічний стінці до місця монтажу моноблока прокладається газова трубка з жароміцної сталі. Моноблок встановлюється на арматурний шар, а Г-подібний патрубок за допомогою муфти з'єднується в штрабі з трубкою, після чого штрабу футерують, а потім виконується футерівка робочого шару днища ковша. 66356 6 Розширення способів виготовлення газопроникного модуля та наявність обойми по всій її висоті - є конструктивними рішеннями збільшення робочого ресурсу продувного пристрою і відкриває можливість його застосування в ливарних і проміжних ковшах. Іншим напрямком збільшення робочого ресурсу є пошук вогнетривів з найбільш високою зносостійкістю. Найбільш перспективно, в даному випадку, застосування вуглецевих і хромітових вогнетривких матеріалів. Таким чином, отримано продувний пристрій, готовий до швидкого монтажу в металургійній ємності. Необхідний рівень безпеки при експлуатації моноблока витримується завдяки тому, що при монтажі вертикальні шви футерівки не збігаються, арматурний шар під моноблоком не порушується, а вузька штраба для газової трубки швидко і надійно перекривається. Корисна модель пояснюється кресленнями, на яких зображено моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів у вертикальному розрізі (Фіг. 1) і переріз по А-А (Фіг. 2). На кресленні показані такі елементи: 1 - газопроникний модуль; 2 - щілинні капіляри; 3 - колекторна система; 4 - жаростійкий гранулят; 5 - металева обойма; 6 - Г-подібний патрубок; 7 - тампон; 8 - з'єднувальна муфта; 9 - арматурний шар футерівки днища ковша; 10 - контури штраби в арматурному шарі; h1 - висота капілярів газопроникного модуля; h2 - висота робочого шару футерівки днища ковша; h3 - висота поглиблення в арматурному шарі; h1+h3 - висота металевої обойми. Виготовлення моноблока виконується в такій послідовності: - Виготовляється газопроникний модуль 1 з капілярами 2 висотою h2 і з колекторною системою 3 на рівні h3, яка заповнюється гранулятом 4 за допомогою вібрації. - Виготовляється металева обойма 5 з Гподібним патрубком 6, в який вставляється тампон 7 для попередження висипання грануляту 4. В металевій обоймі 5 із застосуванням жаростійкого клею монтується газопроникний модуль 1. Монтаж моноблока в ливарному або проміжному ковші виконують в такій послідовності: В арматурному шарі виконується штраба 10 під газопровідну трубку. У бічній стінці ковша виконується отвір. Газопровідна трубка укладається в штрабу 10 і виводиться в отвір в стінці ковша. При необхідності, в арматурному шарі виконується поглиблення висотою h3. Моноблок встановлюється на арматурний шар таким чином, щоб Г-подібний патрубок 6 розташовувався в штрабі 10. Патрубок 6 за допомогою муфти 8 з'єднується з газопровідною трубкою, і штраба футерується. Наприкінці завершується футерування робочого шару висотою h2. 7 Заміна моноблока в ливарному або проміжному ковші виконують у такій послідовності: - Розбирається решта робочого шару і розкривається штраба 10 в місці знаходження з'єднувальної муфти 8. - З'єднувальна муфта 8 роз'єднується. - Відпрацьований моноблок демонтується. - Монтується і підключається через з'єднувальну муфту 8 новий моноблок. Торкретування промковша: - Перед торкретуванням ковша проводиться очищення поверхні моноблока повітрям одночасно з продувкою через моноблок. - Поверхня моноблока покривається легкоплавким матеріалом, наприклад, стеаринпарафіновою сумішшю, - для захисту капілярів. Під час обробки рідкого металу, інертний газ надходить через газову трубку, Г-подібний патрубок 6, колекторну систему 3 і капіляри 2 в розплав металу в ковші у вигляді дрібних бульбашок. Режими подачі інертного газу контролюються за допомогою контрольно-вимірювальних приладів. Таким чином, завдяки зміни конструкції моноблока дрібнобульбашкового продування для ли Комп’ютерна верстка І. Скворцова 66356 8 варних і проміжних ковшів, технічна задача, що до збільшення варіантів його виробництва з можливістю його монтажу і застосування в ливарних ковшах малої та середньої ємкості або в проміжних ковшах МБЛЗ; збільшення робочого ресурсу; спрощення і прискорення його монтажу і подальших періодичних замін, а також збереження необхідного рівня вимог безпеки ведення робіт - з метою рафінування і дегазації розплаву, його гомогенізації по хімічному складу, усереднювання по температурі і підвищення рідкотекучості розплаву у ливарних і проміжних ковшах, а також для запобігання затягуванню металом розливних стаканів в промковшах - повністю вирішена. Джерела інформації: 1. Патент на корисну модель № 42876. Секція для обробки рідкого металу газом. 27.07.2009, Бюл. № 14. 2. Патент РФ на полезную модель № 63271 "Продувочный блок и устройство для продувки жидкого металла газом в ковше". http://www.fipss.com/view/37938.html опубліковано 27.05.2007 р. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMonoblock for fine-bubble blowing for casting and intermediate ladles
Автори англійськоюLabintsev Oleksii Mykolaiovych, Antonov Viktor Vasyliovych
Назва патенту російськоюМоноблок мелкопузырчатой продувки для литейных и промежуточных ковшей
Автори російськоюЛабинцев Алексей Николаевич, Антонов Виктор Васильевич
МПК / Мітки
МПК: B22D 1/00, B22D 11/11, C21C 7/072, B22D 41/00
Мітки: продування, ковшів, дрібнобульбашкового, ливарних, моноблок, проміжних
Код посилання
<a href="https://ua.patents.su/4-66356-monoblok-dribnobulbashkovogo-produvannya-dlya-livarnikh-i-promizhnikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Моноблок дрібнобульбашкового продування для ливарних і проміжних ковшів</a>
Моноблок дрібнобульбашкового продування
Номер патенту: 63627
Опубліковано: 10.10.2011
Автор: Лабінцев Олексій Миколайович
МПК: B22D 41/02, C21C 7/00
Мітки: продування, моноблок, дрібнобульбашкового
Формула / Реферат:
1. Моноблок дрібнобульбашкового продування з суцільнолитим або складеним капілярним вогнетривким шаром, який відрізняється тим, що капілярний шар має бандаж, своєю виступаючою частиною утворюючий стінки газорозподільного колектора; після укладання в колектор грануляту, до бандажа герметично приєднується донна пластина з виступами по периметру, утворюючи порожнину колектора.2. Моноблок за п. 1, який відрізняється тим, що при...
Моноблок дрібнобульбашкового продування у індукційній печі
Номер патенту: 64509
Опубліковано: 10.11.2011
Автор: Лабінцев Олексій Миколайович
МПК: C21C 7/00, B22D 41/02
Мітки: моноблок, продування, дрібнобульбашкового, індукційний, печі
Формула / Реферат:
1. Моноблок дрібнобульбашкового продування у індукційній печі з щілинними капілярами, колекторною системою і газопостачальним штуцером, який відрізняється тим, що у нижній основі своєї капілярної вогнетривкої частини має трапецеїдальний, прямокутний або дископодібний виступ, на який при збірці моноблока надівається окремо виготовлений, змащений жаростійким клеєм, вогнетривкий газорозподільний колектор.2. Моноблок за п. 1, який...
Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів та зношувана футерівка, одержана цим способом
Номер патенту: 92510
Опубліковано: 10.11.2010
Автори: Секкінгстад Антон, Стейнар Слагнес, Вестерас Одд
МПК: F27D 1/16, F27D 1/10, C04B 35/00, B22D 41/02
Мітки: ковшів, проміжних, цим, футерівки, розливних, футерівка, одержана, способом, виготовлення, спосіб, зношуваної, зношувана
Формула / Реферат:
1. Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів, які застосовують в ливарному виробництві, в якому в зазор між формою, вставленою в розливний ківш або в проміжний ківш, і постійною футерівкою вводять текучу масу, яка містить гранульований або зернистий вогнетривкий матеріал, який має низьку теплопровідність, та містить зв'язуюче, в якому згадане зв’язуюче складається щонайменше з 4 мас. % силікату натрію...
Стопор-моноблок
Номер патенту: 74462
Опубліковано: 15.12.2005
Автори: Цупрун Олексій Юрійович, Смірнов Олексій Миколайович, Єронько Сергій Петрович, Орлов Ігор Олексійович
МПК: B22D 41/14
Мітки: стопор-моноблок
Формула / Реферат:
1. Стопор-моноблок, що містить протяжний корпус з вогнетривкого матеріалу з наскрізним аксіальним каналом і вузол кріплення його до механізму підйому, що включає розміщений в аксіальному каналі стрижень з центральним газопідвідним каналом, зв'язаний своєю верхньою частиною за допомогою зовнішньої різі з натискною гайкою, що спирається на металевий диск, який примикає до верхнього торця протяжного корпуса, встановлену у верхній частині...
Стопор-моноблок
Номер патенту: 74461
Опубліковано: 15.12.2005
Автори: Єронько Сергій Петрович, Смірнов Олексій Миколайович, Цупрун Олексій Юрійович, Орлов Ігор Олексійович
МПК: B22D 41/14
Мітки: стопор-моноблок
Формула / Реферат:
Стопор-моноблок, що містить протяжний корпус з вогнетривкого матеріалу і вузол кріплення його до механізму підйому, який включає вертикальний циліндричний стрижень, зв’язаний за допомогою зовнішньої різі з натискною гайкою, що спирається на металеву шайбу, яка примикає до верхнього торця протяжного корпусу, і оснащений у своїй нижній частині фіксатором, розміщеним в профільному пазі, виконаному в протяжному корпусі на деякому віддаленні від...
Попередній патент: Спосіб оцінки ефективності лікування генералізованого пародонтиту у вагітних із залізодефіцитною анемією
Наступний патент: Спосіб виміру частоти гармонійних коливань
Випадковий патент: Спосіб додаткової фіксації зведеної кишки при черевноанальній резекції з приводу раку