Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів та зношувана футерівка, одержана цим способом
Номер патенту: 92510
Опубліковано: 10.11.2010
Автори: Стейнар Слагнес, Секкінгстад Антон, Вестерас Одд

Формула / Реферат
1. Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів, які застосовують в ливарному виробництві, в якому в зазор між формою, вставленою в розливний ківш або в проміжний ківш, і постійною футерівкою вводять текучу масу, яка містить гранульований або зернистий вогнетривкий матеріал, який має низьку теплопровідність, та містить зв'язуюче, в якому згадане зв’язуюче складається щонайменше з 4 мас. % силікату натрію або силікату калію і складного ефіру або суміші складних ефірів, причому за допомогою зв'язуючого забезпечують перетворення вказаного силікату в силікатовмісний гель, завдяки якому скріплюють згаданий гранульований або зернистий вогнетривкий матеріал з утворенням суцільного матеріалу, при цьому згадане зв'язуюче додають до гранульованого або зернистого вогнетривкого матеріалу одночасно з подачею останнього в задане місце виготовлення футерівки.
2. Спосіб за п. 1, який відрізняється тим, що компоненти зв'язуючого, силікат натрію або калію і складний ефір, додають до згаданого гранульованого або зернистого вогнетривкого матеріалу за допомогою комбінованого змішувального і живильного пристрою, такого як змішувальний шнек, який використовують також для доставки гранульованого або зернистого вогнетривкого матеріалу в задане місце виготовлення футерівки, при цьому додавання виконують одночасно з подачею гранульованого або зернистого вогнетривкого матеріалу в згадане місце.
3. Спосіб за п. 2, який відрізняється тим, встановлюють розмір і хімічний склад частинок гранульованого або зернистого вогнетривкого матеріалу, що доставляють за допомогою змішувального і живильного пристрою, за рахунок чого регулюють газопроникність і теплоізолюючі властивості готової футерівки.
4. Спосіб за будь-яким з пп. 2 або 3, який відрізняється тим, що кількість компонентів зв'язуючого, які додають до гранульованого або зернистого вогнетривкого матеріалу за допомогою змішувального і живильного пристрою, регулюють залежно від типу вказаного матеріалу та його потреби в зв'язуючому, так само як залежно від розміру і хімічного складу частинок.
5. Спосіб згідно з будь-яким з пп. 1-4, який відрізняється тим, що силікат натрію або силікат калію використовують у вигляді «сухого рідкого скла», яке додають у формі порошку до вологи згаданого гранульованого або зернистого вогнетривкого матеріалу.
6. Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів, які застосовують в чавуноливарному і сталеливарному виробництві, при якому гранульований або зернистий вогнетривкий матеріал, який має низьку теплопровідність, скріпляють з утворенням суцільного матеріалу за допомогою зв'язуючого, що містить 4 мас. % силікату натрію або силікату калію і складного ефіру або суміші складних ефірів, за допомоги якого забезпечують перетворення вказаного силікату у силікатовмісний гель, при цьому згадане зв'язуюче додають до гранульованого або зернистого вогнетривкого матеріалу одночасно з подачею останнього в задане місце виготовлення футерівки, причому хімічний склад згаданого гранульованого або зернистого вогнетривкого матеріалу, що використовують для виготовлення футерівки з горизонтальною розділовою площиною, яка характеризує верхню поверхню шару розплавленого чавуна або сталі і нижню поверхню шару шлаку, що плаває на поверхні розплаву в звичайних розливних ковшах і проміжних ковшах, підбирають таким чином, що готова футерівка містить MgO, причому в нижній частині розливного ковша або проміжного ковша футерівка має більш низький загальний вміст MgO, ніж вміст MgO вище згаданої площини, при цьому хімічний склад гранульованого або зернистого вогнетривкого матеріалу в частинах футерівки, які лежать вище згаданої площини і призначені для контакту зі шлаком має вміст MgO, що дорівнює щонайменше 45 мас. %.
7. Спосіб за п. 6, який відрізняється тим, що силікат натрію або силікат калію використовують у вигляді «сухого рідкого скла», яке додають у формі порошку до вологи згаданого гранульованого або зернистого вогнетривкого матеріалу
8. Зношувана футерівка розливних ковшів і проміжних ковшів, що застосовуються в ливарному виробництві, виготовлена способом за будь-яким з пп. 1-7.
Текст
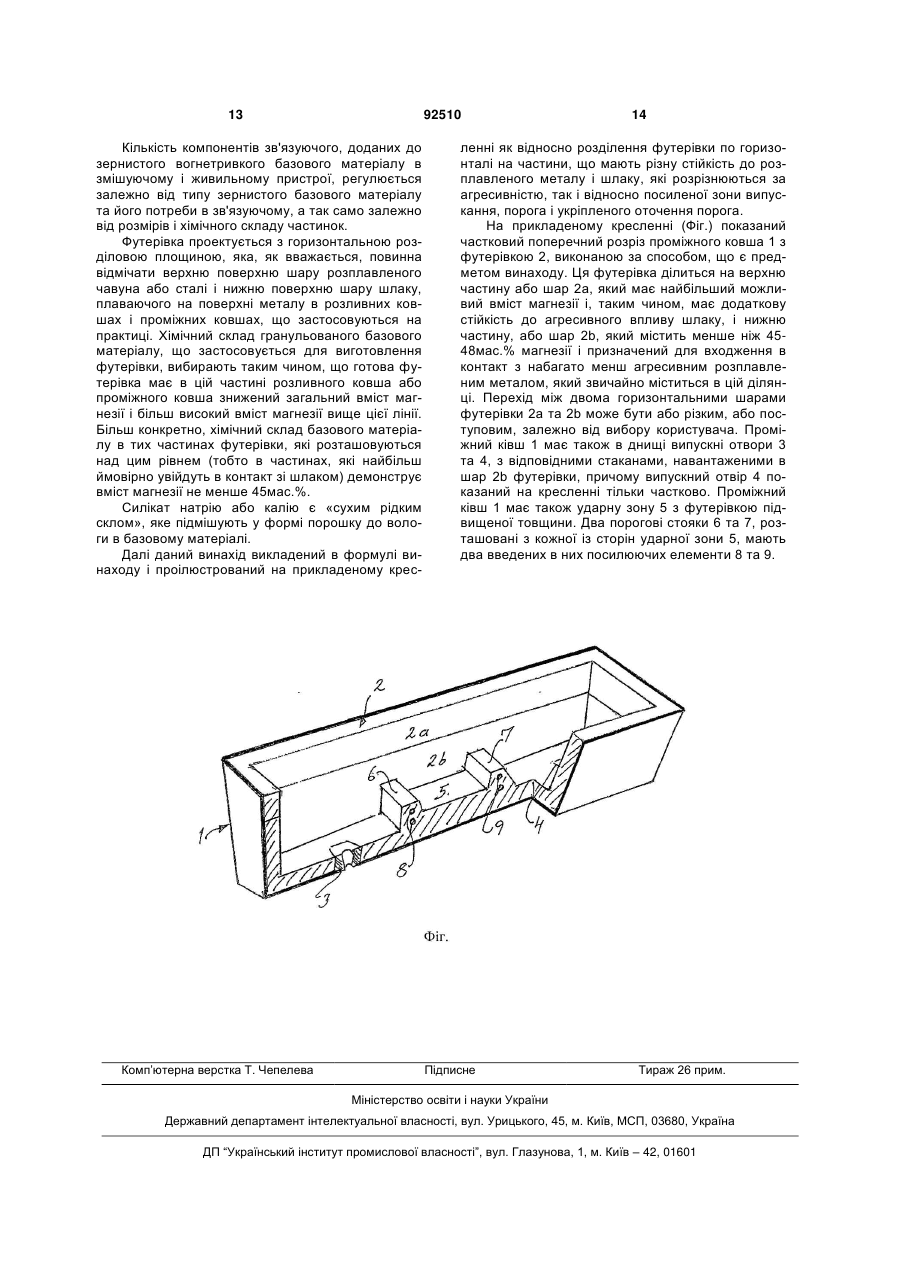
1. Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів, які застосовують в ливарному виробництві, в якому в зазор між формою, вставленою в розливний ківш або в проміжний ківш, і постійною футерівкою вводять текучу масу, яка містить гранульований або зернистий вогнетривкий матеріал, який має низьку теплопровідність, та містить зв'язуюче, в якому згадане зв’язуюче складається щонайменше з 4 мас. % силікату натрію або силікату калію і складного ефіру або суміші складних ефірів, причому за допомогою зв'язуючого забезпечують перетворення вказаного силікату в силікатовмісний гель, завдяки якому скріплюють згаданий гранульований або зернистий вогнетривкий матеріал з утворенням суцільного матеріалу, при цьому згадане зв'язуюче додають до гранульованого або зернистого вогнетривкого матеріалу одночасно з подачею останнього в задане місце виготовлення футерівки. 2. Спосіб за п. 1, який відрізняється тим, що компоненти зв'язуючого, силікат натрію або калію і складний ефір, додають до згаданого гранульованого або зернистого вогнетривкого матеріалу за 2 (19) 1 3 92510 4 терівки, причому хімічний склад згаданого гранульованого або зернистого вогнетривкого матеріалу, що використовують для виготовлення футерівки з горизонтальною розділовою площиною, яка характеризує верхню поверхню шару розплавленого чавуна або сталі і нижню поверхню шару шлаку, що плаває на поверхні розплаву в звичайних розливних ковшах і проміжних ковшах, підбирають таким чином, що готова футерівка містить MgO, причому в нижній частині розливного ковша або проміжного ковша футерівка має більш низький загальний вміст MgO, ніж вміст MgO вище згаданої площини, при цьому хімічний склад грану льованого або зернистого вогнетривкого матеріалу в частинах футерівки, які лежать вище згаданої площини і призначені для контакту зі шлаком має вміст MgO, що дорівнює щонайменше 45 мас. %. 7. Спосіб за п. 6, який відрізняється тим, що силікат натрію або силікат калію використовують у вигляді «сухого рідкого скла», яке додають у формі порошку до вологи згаданого гранульованого або зернистого вогнетривкого матеріалу 8. Зношувана футерівка розливних ковшів і проміжних ковшів, що застосовуються в ливарному виробництві, виготовлена способом за будь-яким з пп. 1-7. Даний винахід стосується подальшого вдосконалення предмета шведської патентної заявки 0402192-9 (WO 2006/030319), а саме способу виготовлення вогнетривкої зношуваної футерівки для розливних ковшів і проміжних ковшів з використанням силікату калію або силікату натрію як зв'язуючого для зернистих вогнетривких матеріалів, чиї характеристики роблять їх підходящими для використання як базових складових такої вогнетривкої зношуваної футерівки. Більш конкретно, даний винахід стосується способу виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів, призначених для використання в розливних цехах, причому при цьому способі текучу масу вводять, наприклад, в зазор між формою, вставленою в розливний ківш або в проміжний ківш, і його більш постійною футерівкою, причому текуча маса складається з гранульованого або зернистого вогнетривкого матеріалу, який має низьку теплопровідність і містить зв'язуюче у формі щонайменше 4 % мас. силікату натрію або силікату калію і складного ефіру або суміші складного ефіру, причому вказане зв'язуюче здатне перетворити вказаний силікат в силікатовмісний гель, який зв'язує зернистий вогнетривкий матеріал до утворення суцільної субстанції. Винахід стосується також зношуваної футерівки, виготовленої вказаним способом. Термін «розливний ківш», що застосовується тут, означає як дуже великі розливні ковші, що застосовуються в сталеплавильному виробництві та в інших галузях металургії для виробництва різних литих виробів, наприклад шляхом безперервного розливання, так і набагато менші розливні ковші, які також застосовуються в ливарному виробництві. Термін «проміжний ківш» використовується тут для позначення проміжних ковшів або проміжних розливних пристроїв, що застосовуються на установках безперервного розливання і дозволяють збільшити кількість рівчаків. Як має на увазі сама назва, зношувана футерівка є тією частиною футерівки розливного ковша або проміжного ковша, яка витрачається в процесі роботи і тому повинна оновлюватися через регулярні інтервали. У зв'язку з цим час і трудовитрати, яких вимагає її заміна, відіграють ключове зна чення з точки зору економічності виробничого процесу. Звичайна практика нанесення зношуваної футерівки такого типу на розливний ківш або проміжний ківш, полягає або в накладенні на більш стійку, захисну футерівку підготовлених плит з вогнетривкого матеріалу з використанням технології кам'яного мурування, або в нанесенні маси, що твердне, або суміші гранульованого вогнетривкого матеріалу шляхом набризкування, наклеювання або яким-небудь іншим способом. Отверджувач або зв'язуюче, присутнє в такій суміші, що набризкується або наклеюється, які в цей час застосовуються в промисловості, звичайно є органічним зв'язуючим, таким як фенолформальдегідна смола або карбамідоформальдегідна смола, але можливе також застосування деяких інших неорганічних зв'язуючих. Наскільки відомо, досі нікому не вдалося до сих пір довести, що фенольні смоли, які є такими, що найчастіше застосовуються зв'язуючими в цій сфері, шкідливі для здоров'я, однак згідно з деякими повідомленнями, вони спричиняють нездужання у операторів, які мають з ними справу. Крім того, фенольні смоли, що залишилися після використання, не можуть згідно з існуючими правилами з охорони оточуючого середовища розглядатися просто як звичайні відходи типу піску, і повинні замість цього направлятися на сміттєві звалища при змішуванні їх з деякими органічними відходами, такими як побутове сміття, яке сприяє розкладанню залишкових фенолів, що містяться в них. Тому існують навіть деякі пов'язані з охороною оточуючого середовища причини для того, щоб спробувати знайти нове зв'язуюче для зернистих вогнетривких матеріалів, що застосовуються в цей час в розливних цехах для виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів. Різноманітні вогнетривкі матеріали з низькою теплопровідністю використовувалися досі для футерівки розливних ковшів і проміжних ковшів у формі згаданих вище заздалегідь виготовлених плит або блоків, і у формі зернистих матеріалів, утворюючих основні компоненти тверднучих зернистих сумішей, згаданих вище. Ті ж самі зернисті вогнетривкі суміші можуть використовуватися як основні 5 компоненти і в зношуваній футерівці згідно з даним винаходом. Тип вогнетривкого матеріалу, що використовується в будь-якому даному випадку для приготування зношуваної футерівки згідно з даним винаходом, великою мірою залежить від виду розплавленого металу, який вміщують в футерованих розливних ковшах і проміжних ковшах, що йдуть за ними в ливарному цеху. Підходящі зернисті вогнетривкі матеріали цього типу включають в себе, наприклад, кремнезем (діоксид кремнію), магнезит, карбонат магнію, глинозем (оксид алюмінію), силікати алюмінію (напр. вогнетривку глину), силікати магнію (напр. олівін) і вуглецьвмісні вогнетривкі матеріали (напр. подрібнені кокс і доменний шлак). Відома також домішка до таких жароміцних футерувальних матеріалів менших кількостей неорганічного волокнистого матеріалу або тирси, які обгоряють, коли готовий продукт, тобто футерівка, входить в контакт з розплавленим металом, так що в ньому утворюються пори, які знижують теплопровідність готової футерівки. Згідно з поданою автором даною заявкою шведською патентною заявкою № 0402192-9, згаданою вище, винахід не передбачає застосування фенольних полімерів, які так часто використовуються в наш час, або інших отверджувачів, що застосовуються для тих самих цілей після формування жароміцного гранульованого матеріалу, але замість цього забезпечує його зв'язування шляхом додавання до нього на самому початку невеликої кількості силікату натрію або силікату калію, який вступає в реакцію з діоксидом вуглецю, введеним після формування маси. Фактом є те, що ці силікати взаємодіють з діоксидом вуглецю, утворюючи силікатовмісний гель, який швидко зв'язує гранульований основний компонент, утворюючи готову футерівку, яка є жорсткою, міцною, і добре пристає до захисної футерівки, що вже знаходиться на місці. Як пропонується у вказаній шведській патентній заявці, зв'язуюче, що використовується тут, може бути або силікатом натрію, або силікатом калію, які обидва можуть бути позначені словом «рідке скло». Кількість силікату натрію або силікату калію, що додається, звичайно більше 4мас.% і переважно становить 6-12мас.%, що забезпечує після введення діоксиду вуглецю утворення достатньої кількості силікатовмісного гелю для зв'язування композитного зернистого базового матеріалу шляхом, що пропонується тут. Базова технологія зв'язування зернистого вогнетривкого матеріалу шляхом додавання невеликої кількості силікату натрію або силікату калію, який вступає в реакцію з діоксидом вуглецю після формування маси, є такою самою, як та, яка застосовувалася досі в практиці ливарного виробництва головним чином для виготовлення розливних ковшів і ливарних форм, але також для футерівки прибуткових надставок. Ця технологія описана в шведській патентній заявці №4837, що датується ще 1956 роком. Можна вважати очевидною можливість запозичення технології, яка застосовується для прибуткових надставок, і застосування її до розливних ковшів і проміжних ковшів, але насправді, схоже, 92510 6 цього досі не робили, хоча спосіб з використанням діоксиду вуглецю відомий в практиці ливарного виробництва з 50-х років. Це потрібно прийняти як вказівку на те, що таке перенесення технології ні якою мірою не здається очевидним фахівцям, працюючим в цій галузі. У французькому патенті №2732915 пропонується спосіб одержання зношуваної футерівки для установок безперервного розливання, в якому зовнішній зношуваний шар утворюється силікатом натрію, стверділим за допомогою діоксиду вуглецю, а шар нестверділого пористого матеріалу вміщують всередині його. Мета очевидно полягає в тому, щоб використати нестверділий шар як теплоізолятор і забезпечити достатню проникність футерівки. Однак з'ясувалося, що механічна міцність такої футерівки з повністю нестверділим внутрішнім шаром незадовільна, і тому, схоже, представляє абсолютно не потрібний ризик, оскільки вже виявлена можливість одержати однорідну футерівку, яка має як необхідні теплоізолюючі можливості, так і необхідну проникність завдяки належному вибору розмірів частинок основного зернистого компонента матеріалу футерівки. Основна ідея поданої автором даної заявки шведської патентної заявки №0402192-9 (WO 2006/030319) полягає, отже, у використанні для одержання зношуваної футерівки розливних ковшів і проміжних ковшів «силікатного способу», при якому зношувана футерівка розливних ковшів і проміжних ковшів формується шляхом введення текучої маси зернистого вогнетривкого матеріалу між постійною футерівкою і вставленою в них арматурою, причому вказана маса містить щонайменше 4мас.%, і переважно 6-12мас.% силікату натрію або силікату калію, і в цю масу безпосередньо на місці вводять діоксид вуглецю в кількості, достатній для об'єднання силікатної домішки в силікатовмісний гель, який в свою чергу зв'язує масу зернистого вогнетривкого матеріалу в футерівку з утворенням міцно зв'язаного тіла. Однак згодом була виявлена така сама можливість ствердіння зв'язуючого на основі силікату натрію або силікату калію з утворенням необхідного силікатовмісного гелю без додавання діоксиду вуглецю і, зокрема, шляхом додавання до зернистої основи, яка містить силікат, підходящого складного ефіру. Звичайно, добре відомо, що силікат натрію і калію (Na/K) можна змусити тверднути складним ефіром але, наскільки можна з'ясувати, ідея використання цього способу ствердіння при виготовленні таких великих об'єктів, як зношувана футерівка розливних ковшів і проміжних ковшів, є безперечно новою. Суть ствердіння зернистої маси на основі складного ефіру, яка містить силікат, полягає в тому, що в присутності води складний ефір розкладається на кислоту і спирт, який в свою чергу спричиняє перетворення силікату Na/K в гель, і цей гель склеює зернисту масу з виключенням води. Швидкість ствердіння маси, яка містить силікат Na/K, при додаванні складного ефіру, можна регулювати шляхом вибору складного ефіру, що використовується. Складний ефір, який належним 7 чином додається до зернистої основи безпосередньо перед додаванням силікату Na/K, повинен бути доданий в кількості 10-12мас.% від ваги силікату Na/K, що повинна в свою чергу становити щонайменше 3,5-4,5мас.% матеріалу. Для ствердіння силікатів Na/K можуть бути використані численні різні складні ефіри, які мають різну швидкість ствердіння. Достатньо вказати тут як приклади тільки ті складні ефіри, які вже використовувалися для ствердіння силікатів Na/K в ливарних формах і розливних ковшах, і які мають добре відомі можливості для ствердіння силікатів та інші характеристики для даної сфери застосування, причому складними ефірами, що розглядаються, є гліценролмоноацетат (1,2,3-пропантриол моноацетат), гліцеролдіацетат (1,2,3-пропантриол діацетат) і гліцеролтриацетат (1,2,3-пропантриол триацетат). Швидкість ствердіння силікату Na/K можна регулювати не тільки шляхом вибору складного ефіру, що додається, але і змішуванням між собою різних складних ефірів для одержання швидкості ствердіння, що вимагається. Як згадувалося вище, при ствердінні силікату Na/K за допомогою складного ефіру утворюється вода, так що воді треба дати можливість зникнути після реакції ствердіння, оскільки інакше вона спричинить її сповільнення. Завдяки присутності цієї води маса, яка містить силікат, що стверділа за допомогою складного ефіру, звичайно утворює добре розвинений зовнішній шар, оскільки вода, утворена в процесі реакції ствердіння, має можливість зникнути з нього, в той час як ділянки маси, що більш глибоко лежать, мають тенденцію до наявності більш низької механічної міцності завдяки переважаючому там більш високому вмісту залишкової вологи. Тому можна вважати переважним використання діоксиду вуглецю для ствердіння таких великих об'єктів як передбачена тут футерівка розливних ковшів і проміжних ковшів. Однак це веде до виникнення двох проблем, одна з яких пов'язана із складністю досягнення рівномірного проникнення газу у великі об'єкти, а інша проблема пов'язана з тим що, як чітко показали ретельно виконані експерименти, недостатня подача СО2 веде до одержання погано стверділої маси, в той час як надмірна подача СО2 спричиняє зменшення механічної міцності в порівнянні з міцністю маси, одержаною при потрібній кількості СО2. Тому проблема може полягати в доведенні останнього значення до потрібного рівня. При подальшому розвитку даного винаходу ствердіння Na/K за допомогою СО2 комбінується із ствердіння на основі складного ефіру. У цьому випадку складний ефір додають належним чином до зернистої маси безпосередньо перед введення силікату Na/K. Це дає час ствердіння, який можна встановити заздалегідь, за умови, що складний ефір і силікат Na/K додають рівномірно до всього зернистого матеріалу протягом часу, і вони досягають всіх його частин і футерівки, приготованої з нього, більш або менш одночасно. Діоксид вуглецю може бути введений в більш проникні частини футерівки з метою прискорення або посилення 92510 8 процесу гелеутворення в цих частинах футерівки. Цей комбінований процес ствердіння може також бути застосований таким шляхом, при якому у визначених частинах футерівки використовується ствердіння на основі складного ефіру, в той час як в інших її частинах використовується ствердіння на основі СО2. Можливе використання комп'ютеризованої системи керування в поєднанні із спеціально сконструйованим шнековим конвеєром для змішування і подачі складного ефіру і силікату Na/K в зернисту основу. У такому випадку подача зернистого базового матеріалу в передбачене для нього місце в розливному ковші або в проміжному ковші не пов'язана з проблемами, що створюються відхиленнями або поломками, а також з необхідністю поновлення подачі складного ефіру в базовий матеріал. Силікат Na/K повинен, звичайно, подаватися, але зміна хімічного складу базового матеріалу, що відбувається в процесі роботи, може потребувати зміни у відсотковому вмісті силікату Na/K для одержання футерівки з найкращими характеристиками. При подальшому розвитку даного винаходу доданий силікат Na/K може бути у формі порошку («сухе рідке скло»), але при цьому потрібна також вода, яка може надходити, наприклад, від вологого зернистого базового матеріалу. Як згадувалося вище, такі силікати Na/K протягом тривалого часу застосовуються як зв'язуючі для зношуваної футерівки ливарних форм і розливних ковшів. У зв'язку з цим добре відомі різні властивості різних силікатів Na/K, представлених на ринку, і накопичені відомості про ці силікати можуть бути з користю використані при випробуванні футерівки, яка містить силікати, запропонованою в цьому винаході для розливних ковшів і проміжних ковшів. У цьому випадку особливий інтерес викликає в'язкість різних марок силікатів Na/K. При використанні суміші, що стверділа за допомогою силікату Na/K і застосовується для виготовлення ливарних форм і ливарних стрижнів, фахівці іноді скаржаться на те, що не стверділий вихідний матеріал має слабку текучість, так що виявляється складним одержання достатньо дрібних деталей відливання, виготовлених в готових формах. Однак це є меншою проблемою, ніж виготовлення футерівки в розливних ковшах і проміжних ковшах, оскільки ці об'єкти, звичайно, не мають дрібних деталей за визначенням. Незважаючи на це може виявитися бажаним додати в деяких випадках до силікатної Na/K домішки поліпшуючий текучість засіб з тим, щоб гарантувати її достатню текучість для того, щоб гарантувати рівномірне перемішування силікату Na/K із зернистим базовим матеріалом. З використання зв'язуючих на основі силікатів Na/K у виливницях і ливарних стрижнях відомо також, що можливості їх видалення в довкілля можна поліпшити за рахунок додавання розкладаючого засобу у формі цукру або дуже простого сирого продукту типу меласи. Це пояснюється тим, що під час нагрівання до високої температури протягом визначеного періоду часу з подальшим охолоджуванням маса, що стверділа за допомогою силікату Na/K, до якої доданий підходящий розк 9 ладаючий засіб цього типу в кількості до 10мас.% від вмісту силікату Na/K, стає крихкою. Ця ознака може бути також використана у випадку розливних ковшів і проміжних ковшів згідно з подальшим розвитком даного винаходу, оскільки в цій галузі існує необхідність як можна більш швидкого видалення зношеної футерівки після того, як закінчиться її термін служби і буде потрібна заміна. Після перенесення процесу ствердіння за допомогою силікату Na/K в цілому з його первинної сфери застосування відносно ливарних форм та їх ливарних стрижнів на виробництво зношуваної футерівки в розливних ковшах і проміжних ковшах стає можливим зробити декілька корисних спостережень, що ведуть до подальшого поліпшення. Наприклад, виявлено, що процес ствердіння за допомогою силікату Na/K в цілому, незалежно від того, чи здійснюється він з використанням діоксиду вуглецю або складного ефіру, надає виняткові можливості для одержання футерівки розливних ковшів і проміжних ковшів, різні частині якої пристосовані для приведення у відповідність з агресивністю впливу розплавленого металу і шлаку на футерівку металургійного агрегату. Звичайно, в практиці ливарного виробництва добре відомо, що шлак, плаваючий на поверхні розплавленого металу, завжди має більш агресивний вплив на своє оточення, ніж чистий розплавлений метал, що знаходиться під ним. Оскільки стійкий матеріал звичайно має тенденцію бути більш дорогим, ніж той, що має більш низьку стійкість, можна досягти значної економії, пристосовуючи стійкість футерівки до агресивності матеріалу, впливу якого насамперед зазнає футерівка. Таке пристосування стійкості футерівки до впливу матеріалу, якого вона головним чином зазнає, також дає ту перевагу, що вся футерівка зазнає більш рівномірного зносу і стирання і тому вся може замінюватися в один і той самий час. Добре відомо, наприклад, що із згаданих раніше вогнетривких матеріалів, що застосовуються для футерівки розливних ковшів і проміжних ковшів в сталеплавильному виробництві, ті, які мають високий вміст магнезії (MgO), демонструють значно більш високу стійкість до впливу агресивного сталеплавильного шлаку, ніж матеріали з більш низьким вмістом магнезії. У той самий час, однак, високий вміст магнезії в зернистому вогнетривкому матеріалі, який використовується як вихідний матеріал, веде до автоматичного підвищення ціни. Згідно з даним варіантом реалізації винаходу, пропонується тому використовувати стверділий за допомогою силікату зернистий вогнетривкий матеріал із вмістом магнезії, що трохи перевищує 4548мас.%, для футерівки днища розливних ковшів і проміжних ковшів, а також їх нижніх частин, які переважно входять в контакт з чистим розплавленим металом, і в той самий час забезпечуючи ті частини, які в значній мірі знаходяться в контакті з набагато більш агресивним шлаком, футерівкою в основному такого самого типу, але в якій вміст магнезії перевищує 45мас.%, і у всіх випадках, коли це можливе, футерівкою з чистої магнезії. Звичайно, раніше пропонувалося виготовлення шаруватої футерівки такого типу, але завжди 92510 10 була зацікавленість у використанні більш стійкого матеріалу поруч з розплавленим матеріалом і шлаком, і або більш дешевого матеріалу, або матеріалу з відмінними властивостями (напр. чудовими теплоізолючими властивостями) для використання всередині, як пропонує, наприклад, французький патент №2338100, згаданий раніше. Тому в цих старіших шаруватих футерівках шари йдуть вертикально по стінках металургійних агрегатів. На відміну від цього даний винахід пропонує горизонтальну шаруватість або розділення футерівки в бокових стінках розливних ковшів і проміжних ковшів і, більш конкретно, використання матеріалу з більш низьким вмістом магнезії і, тому, більш низькою ціною, на рівні нижче звичайного рівня ванни чистого розплавленого матеріалу, а матеріал з більш високим вмістом магнезії - над звичайним рівнем ванни розплавленого металу, тобто в ділянці, де футерівка знаходиться головним чином в контакті з набагато більш агресивним шлаком. Днище тут може бути виконане з матеріалу з більш низьким вмістом магнезії. Базовий принцип процесу згідно з винаходом, призначеного для виготовлення такої футерівки розливних ковшів і проміжних ковшів, полягає в тому, що вся футерівка виконується із зернистого вогнетривкого матеріалу, який містить силікат Na/K, що наноситься, який твердне за допомогою діоксиду вуглецю і/або складного ефіру для формування твердого тіла. Це дозволяє використовувати автоматизований змішувач, який подає силікат Na/K і, можливо, складний ефір в зернистий базовий матеріал таким чином, щоб змінити хімічний склад зернистого базового матеріалу, наприклад для здійснення поступового переходу від низького вмісту магнезії до більш високого її вмісту для місць, розташованих біля звичайного місця знаходження шару шлаку, плаваючого на поверхні розплавленого металу. Важливою перевагою виконання зношуваної футерівки розливних ковшів і проміжних ковшів з використанням зернистого матеріалу, що спочатку застосовується в рихлому вигляді, який твердне і склеюється на місці застосування, є те, що при цьому виникає можливість здійснення поступового переходу між різними характеристиками, основаного на зміні хімічного складу і/або гранулометричного складу матеріалу. Зернистий базовий матеріал, який використовується головним чином згідно з даним винаходом, має звичайно розміри частинок порядку 0,11мм, але вони можуть варіюватися в цьому діапазоні, наприклад для контролю газопроникності і тепло ізолюючих властивостей готової футерівки, так само як кількості зв'язуючого силікату Na/K, що вимагається. Тому існує можливість варіювати газопроникність і теплоізолюючі властивості готової футерівки в достатньо широких межах за рахунок обмеженої зміни розмірів частинок і хімічного складу частинок базового матеріалу. Крім того, оскільки для різних вогнетривких матеріалів основи потрібна різна кількість зв'язуючого, необхідно контролювати кількість силікату Na/K, а також складного ефіру, що додаються, оскільки ствердіння на ос 11 нові складного ефіру використовується в достатньо вузьких рамках і - як згадувалося вище - воно належним чином здійснюється за допомогою шнекового конвеєра з комп'ютерним керуванням, що застосовується для змішування, або за допомогою іншого типу змішувача, що застосовується для подачі зв'язуючого в базовий матеріал, і для одночасної видачі базового матеріалу в місце, що вимагається, в футерівці. Що стосується необхідності контролювати додавання зв'язуючих компонентів у вузьких рамках, то при цьому потрібно пам'ятати, що для чистого олівіну потрібно набагато менше зв'язуючого ніж, наприклад, для магнезиту. Основні характеристики футерівки, одержаної згідно з даним винаходом, можуть також варіюватися залежно від гранулометричного складу базового матеріалу, і різні зернисті вогнетривкі матеріалу можуть потребувати різної кількості зв'язуючих у вигляді силікавмісного гелю, утвореного силікатом Na/K, що використовується, так що змішувальне обладнання з комп'ютерним керуванням дозволяє також одержувати футерівку з найкращими властивостями. Як вказувалося раніше, зернистий вогнетривкий базовий матеріал, що застосовується насамперед згідно з даним винаходом, має розміри частинок в діапазоні 0,1-1мм. Підходящі базові матеріали, які в цей час постачає промисловість, мають розміри частинок в наступних діапазонах: 0,2-1мм, 0,1-0,5мм і 0,1-0,3мм. Підходяще змішування цих марок дозволяє легко одержати базовий матеріал з розмірами частинок в діапазоні 0,11мм. Якщо ця операція комбінується з використанням згаданого вище змішувача з комп'ютерним керуванням, в якому відсотковий вміст всіх компонентів, які він завантажує і змішує, може варіюватися в дуже широких межах, з'являється можливість постійно і поступово змінювати і базовий матеріал, і зв'язуюче, а також змушувати тверднути всі частини зношуваної футерівки, одержаної згідно з винаходом, так що задовольняються конкретні вимоги, які пред'являються до різних частин футерівки. Це може бути дуже корисним, оскільки дозволяє також одержати зношувану футерівку згідно з винаходом, яка має оптимальні властивості у всіх своїх частинах. Так, базовий матеріал з меншим розміром частинок дає більш щільний і більш стійкий матеріал футерівки. Однак, в цьому випадку потрібно більше зв'язуючого, оскільки загальна площа контактної поверхні між частинками тут більше. На відміну від цього базовий матеріал, що складається з більш крупних частинок, вимагає менше зв'язуючого з тих самих причин, тобто через меншу загальну площу контактної поверхні і, як можна чекати, він має трохи меншу стійкість; однак велика газопроникність забезпечує поліпшену теплоізоляцію в матеріалі футерівки. Футерівка, виготовлена із зернистого матеріалу і стверділа безпосередньо на місці застосування, повинна бути піддана набиванню або трамбуванню перед ствердінням, оскільки в іншому випадку в стверділій масі можуть легко утворитися порожнини. У порівнянні з одержанням футерівки 92510 12 шляхом складання заздалегідь виготовлених компонентів на місці в цьому випадку з'являється додаткова виробнича операція, але тут можна одержати виграш від всіх переваг, згаданих вище, з яких найбільшу користь, можливо, надає гнучкість. Ця гнучкість може бути використана, наприклад, для виготовлення футерівки з додатково збільшеною товщиною в ударній зоні проміжних ковшів, тобто на ділянці, в якій в них подають свіжий розплавлений метал. Вона може бути також використана для формування «стояків» для порогів, оточуючих випускні отвори або стакани в звичайних проміжних ковшах для того, щоб не дозволити шлаку досягнути цих отворів при спорожненні проміжного ковша. Можливість контролювати товщину футерівки шляхом її подачі у формі зернистого матеріалу дозволяє також включити кріплення або посилення в тих місцях футерівки, де вони потрібні, наприклад в згаданих вище стояках порогів. І, нарешті, матеріал футерівки, сформований за допомогою зв'язуючого Na/K, може також застосовуватися згідно з винаходом для того, щоб замінити звичайну набивальну глину навколо змінних випускних стаканів в днищі розливних ковшів і проміжних ковшів, причому ці стакани виготовляють з надзвичайно стійкого матеріалу. Важливою метою даного винаходу є пропозиція вдосконаленого способу одержання зношуваної футерівки для розливних ковшів і проміжних ковшів ливарних цехів, причому спосіб усуває або щонайменше значно зменшує проблеми, описані вище. Ця мета, так само як інші, тут не перелічені, досягаються в способі, викладеному в незалежних пунктах формули винаходу, в той час як різні варіанти реалізації винаходу описані в залежних пунктах. Даний винахід пропонує таким чином поліпшений спосіб одержання зношуваної футерівки для розливних ковшів і проміжних ковшів, що застосовуються в ливарному виробництві, який відрізняється тим, що зв'язуюче має форму силікату натрію або калію і складного ефіру, які додаються до зернистого вогнетривкому матеріалу одночасно з подачею цього матеріалу в місце формування футерівки. Інші аспекти способу згідно з винаходом описані нижче. Компоненти зв'язуючого, тобто силікат натрію і калію та складний ефір, додають до зернистого вогнетривкого матеріалу в комбінованому обладнанні змішування і завантаження, такому як шнековий конвеєр, який використовується також для змішування і транспортування зернистого базового матеріалу в місце, що вимагається, формування футерівки і вказане додавання здійснюється одночасно з подачею зернистого базового матеріалу в місце, що вимагається. Газопроникність і теплоізолюючі властивості готової футерівки регулюються шляхом контролю пористості суміші, що в свою чергу досягається шляхом регулювання розмірів і хімічного складу частинок базового матеріалу за допомогою змішуючого і живильного пристрою. 13 92510 Кількість компонентів зв'язуючого, доданих до зернистого вогнетривкого базового матеріалу в змішуючому і живильному пристрої, регулюється залежно від типу зернистого базового матеріалу та його потреби в зв'язуючому, а так само залежно від розмірів і хімічного складу частинок. Футерівка проектується з горизонтальною розділовою площиною, яка, як вважається, повинна відмічати верхню поверхню шару розплавленого чавуна або сталі і нижню поверхню шару шлаку, плаваючого на поверхні металу в розливних ковшах і проміжних ковшах, що застосовуються на практиці. Хімічний склад гранульованого базового матеріалу, що застосовується для виготовлення футерівки, вибирають таким чином, що готова футерівка має в цій частині розливного ковша або проміжного ковша знижений загальний вміст магнезії і більш високий вміст магнезії вище цієї лінії. Більш конкретно, хімічний склад базового матеріалу в тих частинах футерівки, які розташовуються над цим рівнем (тобто в частинах, які найбільш ймовірно увійдуть в контакт зі шлаком) демонструє вміст магнезії не менше 45мас.%. Силікат натрію або калію є «сухим рідким склом», яке підмішують у формі порошку до вологи в базовому матеріалі. Далі даний винахід викладений в формулі винаходу і проілюстрований на прикладеному крес Комп’ютерна верстка Т. Чепелева 14 ленні як відносно розділення футерівки по горизонталі на частини, що мають різну стійкість до розплавленого металу і шлаку, які розрізнюються за агресивністю, так і відносно посиленої зони випускання, порога і укріпленого оточення порога. На прикладеному кресленні (Фіг.) показаний частковий поперечний розріз проміжного ковша 1 з футерівкою 2, виконаною за способом, що є предметом винаходу. Ця футерівка ділиться на верхню частину або шар 2а, який має найбільший можливий вміст магнезії і, таким чином, має додаткову стійкість до агресивного впливу шлаку, і нижню частину, або шар 2b, який містить менше ніж 4548мас.% магнезії і призначений для входження в контакт з набагато менш агресивним розплавленим металом, який звичайно міститься в цій ділянці. Перехід між двома горизонтальними шарами футерівки 2а та 2b може бути або різким, або поступовим, залежно від вибору користувача. Проміжний ківш 1 має також в днищі випускні отвори 3 та 4, з відповідними стаканами, навантаженими в шар 2b футерівки, причому випускний отвір 4 показаний на кресленні тільки частково. Проміжний ківш 1 має також ударну зону 5 з футерівкою підвищеної товщини. Два порогові стояки 6 та 7, розташовані з кожної із сторін ударної зони 5, мають два введених в них посилюючих елементи 8 та 9. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production of wear lining for casting ladles and pouring boxes and wear lining made in this process
Автори англійськоюSteinar Slagnes, Sekkinstad Anton, Westeras Odd
Назва патенту російськоюСпособ изготовления изнашиваемой футеровки для разливочных ковшей и промежуточных ковшей и изнашиваемая футеровка, полученная этим способом
Автори російськоюСтейнар Слагнес, Секкингстад Антон, Вестерас Одд
МПК / Мітки
МПК: B22D 41/02, F27D 1/16, C04B 35/00, F27D 1/10
Мітки: ковшів, зношуваної, футерівки, цим, виготовлення, спосіб, способом, футерівка, розливних, зношувана, проміжних, одержана
Код посилання
<a href="https://ua.patents.su/7-92510-sposib-vigotovlennya-znoshuvano-futerivki-dlya-rozlivnikh-kovshiv-i-promizhnikh-kovshiv-ta-znoshuvana-futerivka-oderzhana-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зношуваної футерівки для розливних ковшів і проміжних ковшів та зношувана футерівка, одержана цим способом</a>
Спосіб виготовлення зношуваного шару вогнетривкої футерівки в розливних ковшах і розливних формах
Номер патенту: 86263
Опубліковано: 10.04.2009
Автор: Сейнар Слагнес
МПК: B22D 41/02
Мітки: формах, вогнетривкої, виготовлення, ковшах, розливних, футерівки, спосіб, шару, зношуваного
Формула / Реферат:
1. Спосіб виготовлення зношуваного шару (6, 9, 11) вогнетривкої футерівки в розливних ковшах і розливних формах (1), призначених для лиття металу, причому зношуваний шар (6, 9, 11) футерівки утворюють декількома шарами сипучих сумішей на основі ряду різних гранульованих вогнетривких матеріалів з низькою теплопровідністю, причому кожна із згаданих сумішей містить щонайменше 4 мас. % натрієвого або калієвого рідкого скла, який відрізняється...
Маса для виготовлення монолітної футерівки металоприймальних ковшів
Номер патенту: 39626
Опубліковано: 15.06.2001
Автори: Кучер Іван Гурійович, Щербак Юрій Васильович, Якименко Олексій Іванович, Ольшанський Володимир Ілліч, Кучер Анатолій Гурійович, Тимошенко Владимир Іванович, Лапін Євген Володимирович
МПК: C04B 35/14, C04B 35/66
Мітки: монолітної, футерівки, маса, ковшів, виготовлення, металоприймальних
Формула / Реферат:
Маса для виготовлення монолітної футерівки металоприймальних ковшів, яка містить в собі кварцит, вогнетривку глину і воду, яка відрізняється тим, що вміст на гранулометричний склад кварциту змінюється у такому співвідношенні, % мас.: кварцит 83, глина вогнетривка 17, вода (більш 100%), при цьому кварцит містить фракцію О,5-0,09 мм - 45-50, а менше 0,09 мм -55-50.
Спосіб виготовлення рівностійкої монолітної футерівки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 17.02.2003
Автори: Тонкушин Анатолій Федорович, Кійко Генадій Васильович, Король Леонід Наумович, Кренделев Василій Миколайович, Казаков Сергій Сергійович, Панченко Олександр Іванович, Булат Володимир Олександрович
МПК: B22D 41/02
Мітки: виготовлення, сталерозливних, спосіб, монолітної, футерівки, ковшів, рівностійкої
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Шаблон для виготовлення футерівки металургійних ковшів
Номер патенту: 53221
Опубліковано: 15.01.2003
Автори: Івко Володимир Вікторович, Несвіт Володимир Васильович, Музирін Олександр Олегович, Учитель Лев Михайлович, Макшеєв Володимир Миколайович, Сітало Олександр Олексійович, Слівченко Анатолій Іванович, Тонконог Анатолій Олексійович
МПК: B22D 41/02
Мітки: ковшів, футерівки, шаблон, металургійних, виготовлення
Формула / Реферат:
Шаблон для виготовлення футерівки металургійних ковшів, що містить установлені одна на одну і з’єднані між собою із зазором конусоподібні секції, верхня з яких виконана з вушками, пристрій для взаємного регулювання секцій і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що вушка виконані не виступаючими за зовнішню поверхню верхньої секції, а величина зазору між нижньою секцією та попередньою перевищує величину...
Вогнетривка суміш для виготовлення футерівки сталерозливних ковшів
Номер патенту: 10332
Опубліковано: 15.11.2005
Автор: Конопляник Олександр Юліанович
МПК: C04B 35/66, C04B 35/14
Мітки: ковшів, суміш, вогнетривка, сталерозливних, футерівки, виготовлення
Формула / Реферат:
Вогнетривка суміш для виготовлення футерівки сталерозливних ковшів, що містить кварцит, ферохромовий шлак, рідке скло та додаток, яка відрізняється тим, що як додаток містить магнезіально-залізисту суміш при такому співвідношенні компонентів, мас. %: кварцит 70,0 - 72,2 ферохромовий шлак 2,3 - 2,4 рідке скло 24,0 - 24,6 ...
Попередній патент: Спосіб (варіанти) і пристрій (варіанти) для попереднього кодування в системі з дуплексом з частотним розділенням каналів
Наступний патент: Спосіб одержання магнітного сплаву
Випадковий патент: Бензоконденсовані п'ятичленні гетероцикли і їх застосування