Спосіб визначення товщини межових мастильних плівок при випробуваннях матеріалів зубчатих передач
Формула / Реферат
Способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач, заключающийся в том, что образцы пары трения приводят во вращение, подают в контакт образцов смазку, устанавливают необходимую температуру смазки образцов, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения в начальный момент подачи смазки в зону контакта вращающихся образцов и в установившемся режиме вращения, определяют разность этих падений электрического напряжения, по которой оценивают толщину граничных смазочных пленок, отличающийся тем, что с целью повышения точности, температуру смазки образцов устанавливают соответствующей максимальной интенсивности образования граничных смазочных пленок углеводорода, используемого в качестве смазки.
Текст
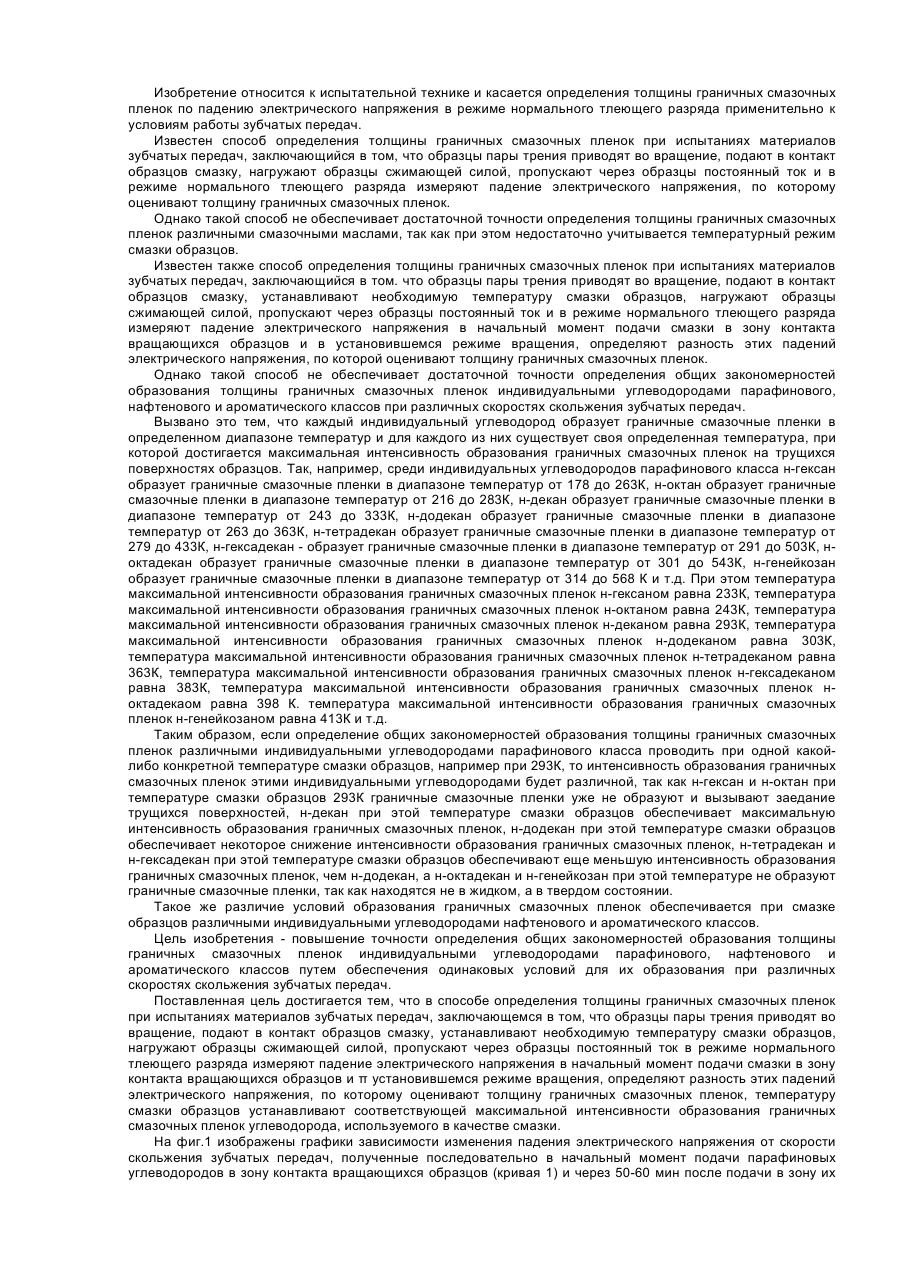
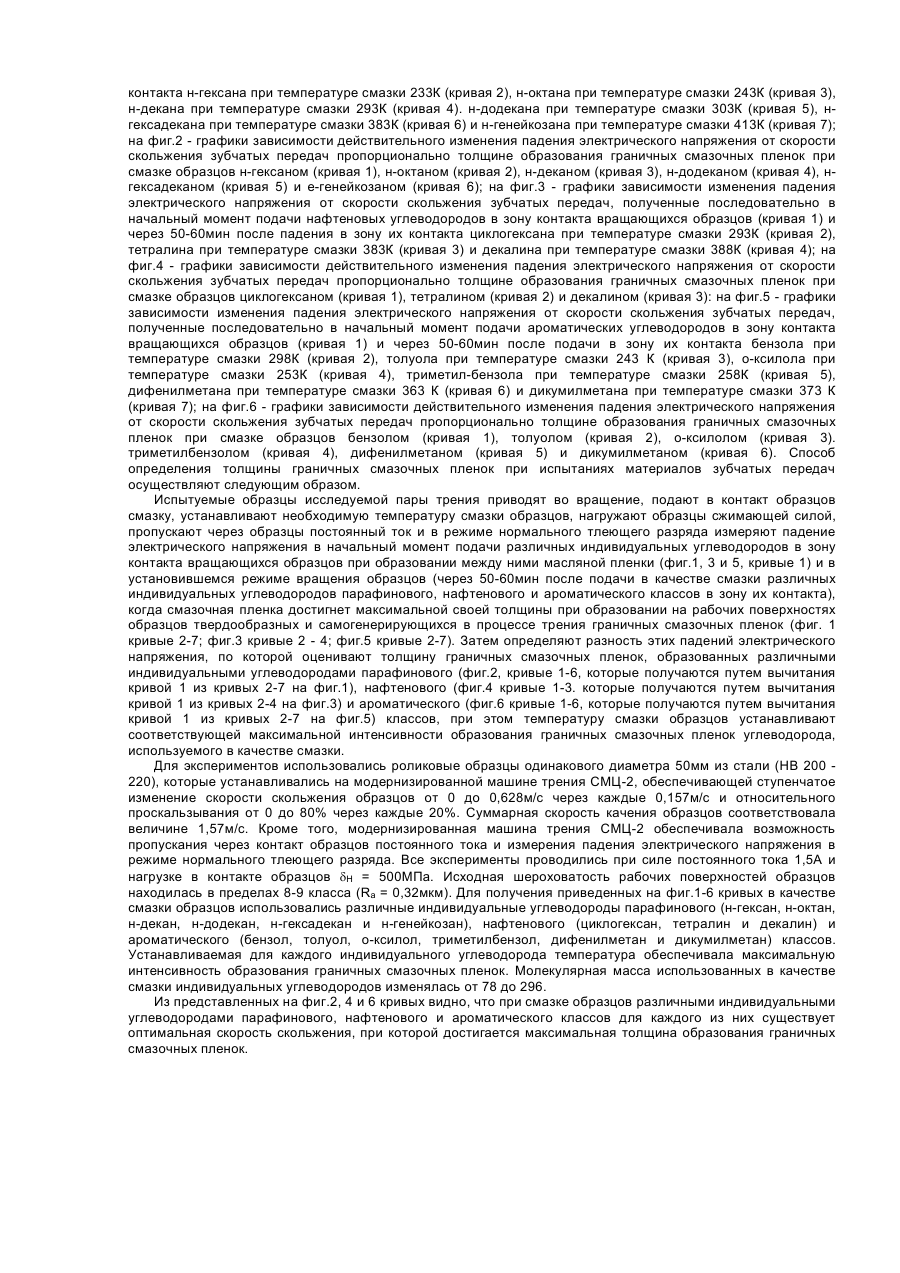
Изобретение относится к испытательной технике и касается определения толщины граничных смазочных пленок по падению электрического напряжения в режиме нормального тлеющего разряда применительно к условиям работы зубчатых передач. Известен способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач, заключающийся в том, что образцы пары трения приводят во вращение, подают в контакт образцов смазку, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения, по которому оценивают толщину граничных смазочных пленок. Однако такой способ не обеспечивает достаточной точности определения толщины граничных смазочных пленок различными смазочными маслами, так как при этом недостаточно учитывается температурный режим смазки образцов. Известен также способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач, заключающийся в том. что образцы пары трения приводят во вращение, подают в контакт образцов смазку, устанавливают необходимую температуру смазки образцов, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения в начальный момент подачи смазки в зону контакта вращающихся образцов и в установившемся режиме вращения, определяют разность этих падений электрического напряжения, по которой оценивают толщину граничных смазочных пленок. Однако такой способ не обеспечивает достаточной точности определения общих закономерностей образования толщины граничных смазочных пленок индивидуальными углеводородами парафинового, нафтенового и ароматического классов при различных скоростях скольжения зубчатых передач. Вызвано это тем, что каждый индивидуальный углеводород образует граничные смазочные пленки в определенном диапазоне температур и для каждого из них существует своя определенная температура, при которой достигается максимальная интенсивность образования граничных смазочных пленок на трущихся поверхностях образцов. Так, например, среди индивидуальных углеводородов парафинового класса н-гексан образует граничные смазочные пленки в диапазоне температур от 178 до 263К, н-октан образует граничные смазочные пленки в диапазоне температур от 216 до 283К, н-декан образует граничные смазочные пленки в диапазоне температур от 243 до 333К, н-додекан образует граничные смазочные пленки в диапазоне температур от 263 до 363К, н-тетрадекан образует граничные смазочные пленки в диапазоне температур от 279 до 433К, н-гексадекан - образует граничные смазочные пленки в диапазоне температур от 291 до 503К, ноктадекан образует граничные смазочные пленки в диапазоне температур от 301 до 543К, н-генейкозан образует граничные смазочные пленки в диапазоне температур от 314 до 568 К и т.д. При этом температура максимальной интенсивности образования граничных смазочных пленок н-гексаном равна 233К, температура максимальной интенсивности образования граничных смазочных пленок н-октаном равна 243К, температура максимальной интенсивности образования граничных смазочных пленок н-деканом равна 293К, температура максимальной интенсивности образования граничных смазочных пленок н-додеканом равна 303К, температура максимальной интенсивности образования граничных смазочных пленок н-тетрадеканом равна 363К, температура максимальной интенсивности образования граничных смазочных пленок н-гексадеканом равна 383К, температура максимальной интенсивности образования граничных смазочных пленок ноктадекаом равна 398 К. температура максимальной интенсивности образования граничных смазочных пленок н-генейкозаном равна 413К и т.д. Таким образом, если определение общих закономерностей образования толщины граничных смазочных пленок различными индивидуальными углеводородами парафинового класса проводить при одной какойлибо конкретной температуре смазки образцов, например при 293К, то интенсивность образования граничных смазочных пленок этими индивидуальными углеводородами будет различной, так как н-гексан и н-октан при температуре смазки образцов 293К граничные смазочные пленки уже не образуют и вызывают заедание трущихся поверхностей, н-декан при этой температуре смазки образцов обеспечивает максимальную интенсивность образования граничных смазочных пленок, н-додекан при этой температуре смазки образцов обеспечивает некоторое снижение интенсивности образования граничных смазочных пленок, н-тетрадекан и н-гексадекан при этой температуре смазки образцов обеспечивают еще меньшую интенсивность образования граничных смазочных пленок, чем н-додекан, а н-октадекан и н-генейкозан при этой температуре не образуют граничные смазочные пленки, так как находятся не в жидком, а в твердом состоянии. Такое же различие условий образования граничных смазочных пленок обеспечивается при смазке образцов различными индивидуальными углеводородами нафтенового и ароматического классов. Цель изобретения - повышение точности определения общих закономерностей образования толщины граничных смазочных пленок индивидуальными углеводородами парафинового, нафтенового и ароматического классов путем обеспечения одинаковых условий для их образования при различных скоростях скольжения зубчатых передач. Поставленная цель достигается тем, что в способе определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач, заключающемся в том, что образцы пары трения приводят во вращение, подают в контакт образцов смазку, устанавливают необходимую температуру смазки образцов, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток в режиме нормального тлеющего разряда измеряют падение электрического напряжения в начальный момент подачи смазки в зону контакта вращающихся образцов и π установившемся режиме вращения, определяют разность этих падений электрического напряжения, по которому оценивают толщину граничных смазочных пленок, температуру смазки образцов устанавливают соответствующей максимальной интенсивности образования граничных смазочных пленок углеводорода, используемого в качестве смазки. На фиг.1 изображены графики зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач, полученные последовательно в начальный момент подачи парафиновых углеводородов в зону контакта вращающихся образцов (кривая 1) и через 50-60 мин после подачи в зону их контакта н-гексана при температуре смазки 233К (кривая 2), н-октана при температуре смазки 243К (кривая 3), н-декана при температуре смазки 293К (кривая 4). н-додекана при температуре смазки 303К (кривая 5), нгексадекана при температуре смазки 383К (кривая 6) и н-генейкозана при температуре смазки 413К (кривая 7); на фиг.2 - графики зависимости действительного изменения падения электрического напряжения от скорости скольжения зубчатых пeредач пропорционально толщине образования граничных смазочных пленок при смазке образцов н-гексаном (кривая 1), н-октаном (кривая 2), н-деканом (кривая 3), н-додеканом (кривая 4), нгексадеканом (кривая 5) и е-генейкозаном (кривая 6); на фиг.3 - графики зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач, полученные последовательно в начальный момент подачи нафтеновых углеводородов в зону контакта вращающихся образцов (кривая 1) и через 50-60мин после падения в зону их контакта циклогексана при температуре смазки 293К (кривая 2), тетралина при температуре смазки 383К (кривая 3) и декалина при температуре смазки 388К (кривая 4); на фиг.4 - графики зависимости действительного изменения падения электрического напряжения от скорости скольжения зубчатых передач пропорционально толщине образования граничных смазочных пленок при смазке образцов циклогексаном (кривая 1), тетралином (кривая 2) и декалином (кривая 3): на фиг.5 - графики зависимости изменения падения электрического напряжения от скорости скольжения зубчатых передач, полученные последовательно в начальный момент подачи ароматических углеводородов в зону контакта вращающихся образцов (кривая 1) и через 50-60мин после подачи в зону их контакта бензола при температуре смазки 298К (кривая 2), толуола при температуре смазки 243 К (кривая 3), о-ксилола при температуре смазки 253К (кривая 4), триметил-бензола при температуре смазки 258К (кривая 5), дифенилметана при температуре смазки 363 К (кривая 6) и дикумилметана при температуре смазки 373 К (кривая 7); на фиг.6 - графики зависимости действительного изменения падения электрического напряжения от скорости скольжения зубчатых передач пропорционально толщине образования граничных смазочных пленок при смазке образцов бензолом (кривая 1), толуолом (кривая 2), о-ксилолом (кривая 3). триметилбензолом (кривая 4), дифенилметаном (кривая 5) и дикумилметаном (кривая 6). Способ определения толщины граничных смазочных пленок при испытаниях материалов зубчатых передач осуществляют следующим образом. Испытуемые образцы исследуемой пары трения приводят во вращение, подают в контакт образцов смазку, устанавливают необходимую температуру смазки образцов, нагружают образцы сжимающей силой, пропускают через образцы постоянный ток и в режиме нормального тлеющего разряда измеряют падение электрического напряжения в начальный момент подачи различных индивидуальных углеводородов в зону контакта вращающихся образцов при образовании между ними масляной пленки (фиг.1, 3 и 5, кривые 1) и в установившемся режиме вращения образцов (через 50-60мин после подачи в качестве смазки различных индивидуальных углеводородов парафинового, нафтенового и ароматического классов в зону их контакта), когда смазочная пленка достигнет максимальной своей толщины при образовании на рабочих поверхностях образцов твердообразных и самогенерирующихся в процессе трения граничных смазочных пленок (фиг. 1 кривые 2-7; фиг.3 кривые 2 - 4; фиг.5 кривые 2-7). Затем определяют разность этих падений электрического напряжения, по которой оценивают толщину граничных смазочных пленок, образованных различными индивидуальными углеводородами парафинового (фиг.2, кривые 1-6, которые получаются путем вычитания кривой 1 из кривых 2-7 на фиг.1), нафтенового (фиг.4 кривые 1-3. которые получаются путем вычитания кривой 1 из кривых 2-4 на фиг.3) и ароматического (фиг.6 кривые 1-6, которые получаются путем вычитания кривой 1 из кривых 2-7 на фиг.5) классов, при этом температуру смазки образцов устанавливают соответствующей максимальной интенсивности образования граничных смазочных пленок углеводорода, используемого в качестве смазки. Для экспериментов использовались роликовые образцы одинакового диаметра 50мм из стали (НВ 200 220), которые устанавливались на модернизированной машине трения СМЦ-2, обеспечивающей ступенчатое изменение скорости скольжения образцов от 0 до 0,628м/с через каждые 0,157м/с и относительного проскальзывания от 0 до 80% через каждые 20%. Суммарная скорость качения образцов соответствовала величине 1,57м/с. Кроме того, модернизированная машина трения СМЦ-2 обеспечивала возможность пропускания через контакт образцов постоянного тока и измерения падения электрического напряжения в режиме нормального тлеющего разряда. Все эксперименты проводились при силе постоянного тока 1,5А и нагрузке в контакте образцов dН = 500МПа. Исходная шероховатость рабочих поверхностей образцов находилась в пределах 8-9 класса (Ra = 0,32мкм). Для получения приведенных на фиг.1-6 кривых в качестве смазки образцов использовались различные индивидуальные углеводороды парафинового (н-гексан, н-октан, н-декан, н-додекан, н-гексадекан и н-генейкозан), нафтенового (циклогексан, тетралин и декалин) и ароматического (бензол, толуол, о-ксилол, триметилбензол, дифенилметан и дикумилметан) классов. Устанавливаемая для каждого индивидуального углеводорода температура обеспечивала максимальную интенсивность образования граничных смазочных пленок. Молекулярная масса использованных в качестве смазки индивидуальных углеводородов изменялась от 78 до 296. Из представленных на фиг.2, 4 и 6 кривых видно, что при смазке образцов различными индивидуальными углеводородами парафинового, нафтенового и ароматического классов для каждого из них существует оптимальная скорость скольжения, при которой достигается максимальная толщина образования граничных смазочных пленок.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the thickness of boundary lubricant films at testing materials of toothed gearings
Автори англійськоюHuzenko Yurii Mykhailovych
Назва патенту російськоюСпособ определения толщины граничных масляних пленок при испытаниях материалов зубчатых передач
Автори російськоюГузенко Юрий Михайлович
МПК / Мітки
МПК: G01B 7/02
Мітки: мастильних, передач, матеріалів, визначення, зубчатих, плівок, межових, спосіб, випробуваннях, товщини
Код посилання
<a href="https://ua.patents.su/4-66437-sposib-viznachennya-tovshhini-mezhovikh-mastilnikh-plivok-pri-viprobuvannyakh-materialiv-zubchatikh-peredach.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення товщини межових мастильних плівок при випробуваннях матеріалів зубчатих передач</a>
Пристрій для визначення товщини змащувальних плівок при випробуваннях матеріалів зубчастих передач
Номер патенту: 42234
Опубліковано: 15.10.2001
Автор: Гузенко Юрій Михайлович
МПК: F16H 57/00, G01N 3/56
Мітки: визначення, плівок, товщини, передач, випробуваннях, пристрій, матеріалів, змащувальних, зубчастих
Формула / Реферат:
Пристрій для визначення товщини змащувальних плівок при випробуваннях матеріалів зубчастих передач, що містить послідовно з'єднані між собою роликові зразки, амперметр, реостат, акумуляторну батарею і вимикач, а також жорстку струмопровідну пластину і паралельно з'єднаний із зразками вольтметр, який відрізняється тим, що він доповнений трипозиційним перемикачем, який своєю центральною клемою, зв'язаною безпосередньо з його рухомою перемичкою,...
Пристрій для змащення зубчатих передач з вертикальним розміщенням валів
Номер патенту: 1716
Опубліковано: 25.10.1994
Автор: Амелін Валерій Вікторович
МПК: F16H 57/04
Мітки: розміщенням, вертикальним, передач, валів, зубчатих, змащення, пристрій
Формула / Реферат:
Устройство для смазки зубчатых передач с вертикальным расположением валов, содержащее разбрызгиватель смазки, выполненный в виде полого усеченного конуса, закрепленного на одном из валов со смещением относительно его оси вращения так, что основание конуса обращено к зубчатой передаче, а его боковая поверхность частично погружена в смазку, отличающееся тем, что конус выполнен разрезным в плоскости, проходящей через ось вращения вала, и...
Пристрій для контролю товщини плівок високотемпературних матеріалів
Номер патенту: 20501
Опубліковано: 15.07.1997
Автори: Мотрунич Сергій Яношович, Світлинець Володимир Павлович, Берцик Юрій Іванович, Довгошей Микола Іванович, Качер Ігор Емануїлович
Мітки: пристрій, матеріалів, контролю, високотемпературних, товщини, плівок
Формула / Реферат:
Пристрій для контролю товщини плівок високотемпературних матеріалів, виконаний у вигляді послідовно встановленого джерела лінійно-поля-ризованого випромінювання, чвертьхвильової пластинки, підкладки з плівкою, оптичної системи, контролюючого фотоприймача та системи реєстрації, який відрізняється тим, що пристрій додатково містить світлоподілювач, встановлений між чііертьхвильовою пластинкою і джерелом випромінювання, оптичний клин,...
Пристрій для контролю міцнісного стану елементів зубчатих передач
Номер патенту: 12092
Опубліковано: 25.12.1996
Автор: Фрідман Борис Петрович
МПК: G01B 7/30
Мітки: передач, контролю, зубчатих, міцнісного, пристрій, стану, елементів
Формула / Реферат:
1. Устройство для контроля прочностного состояния элементов зубчатых передач, содержащее основание, установленные на нем электропривод с блоком питания н контактором включения, первый счетчик рабочих циклов и нагружатель контролируемой передачи, генератор несущей частоты, соединенные последовательно усилитель несущей частоты, амплитудный демодулятор и усилитель пульсирующего демодулированного сигнала, первый исполнительный релейный блок с...
Спосіб визначення оптимальної товщини стінки ливарної форми
Номер патенту: 12852
Опубліковано: 28.02.1997
Автори: Кузнєцов Сергій Вікторович, Абрамов Віктор Валеріанович, Андрієнко Анатолій Георгієвич, Родякін Сергій Володимирович
МПК: B22D 11/049
Мітки: спосіб, товщини, оптимальної, ливарної, визначення, стінки, форми
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, отличающийся тем, что дополнительно фиксируют время...
Попередній патент: Пристрій для притиснення магнітної плівки до магнітної головки
Наступний патент: Масажер м.с. тривайла
Випадковий патент: Кристалічний безводний мікофенолят мофетилу, фармацевтичний склад та набір, які придатні для одержання внутрішньовенної композиції