Оправка
Номер патенту: 876
Опубліковано: 15.12.1993
Автори: Гамалей Віталій Іванович, Кузьминський Валерій Всеволодович, Соріна Уляна Веніамінівна, Павлюк Ілля Наумович
Формула / Реферат
Оправка, содержащая установленный в корпусе с возможностью перемещения толкатель, связанный с приводом, и упругий элемент, выполненный в виде втулки, на наружной поверхности которой выполнены винтовые, закрытые с двух сторон, пазы прямоугольного сечения, а наружная поверхность втулки является центрирующей, отличающаяся тем, что оправка снабжена тягой с прижимом, установленной соосно внутри толкателя с возможностью синхронного встречного перемещения, и поводками, расположенными в радиальных пазах, выполненных в корпусе, и жестко связанными с толкателем и упругим элементом, при этом шаг винтового паза упругого элемента выбирают из условия t ° 2 kn, где:
t - шаг винтового паза. k - число заходов винтовых пазов, n - ширина паза.
Текст
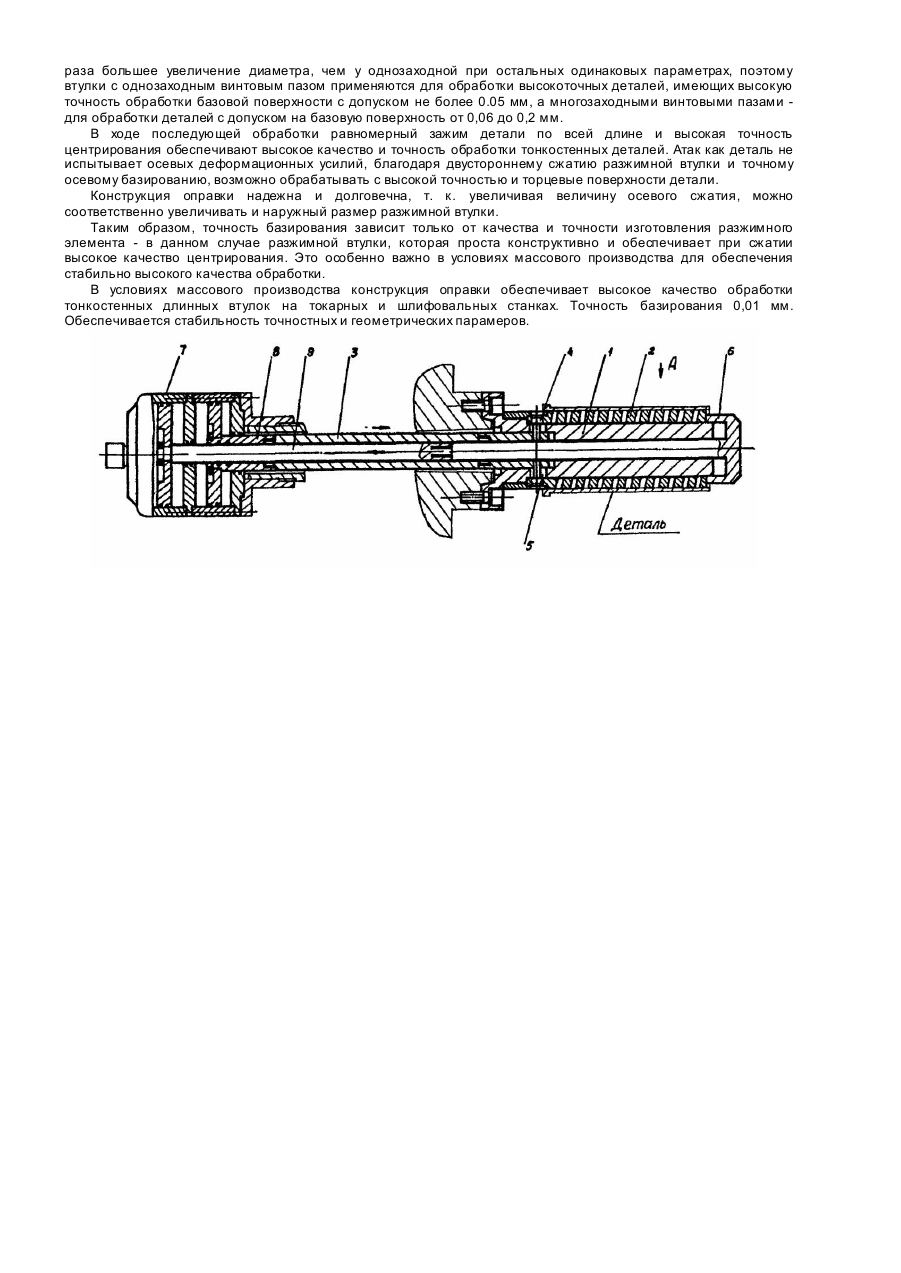
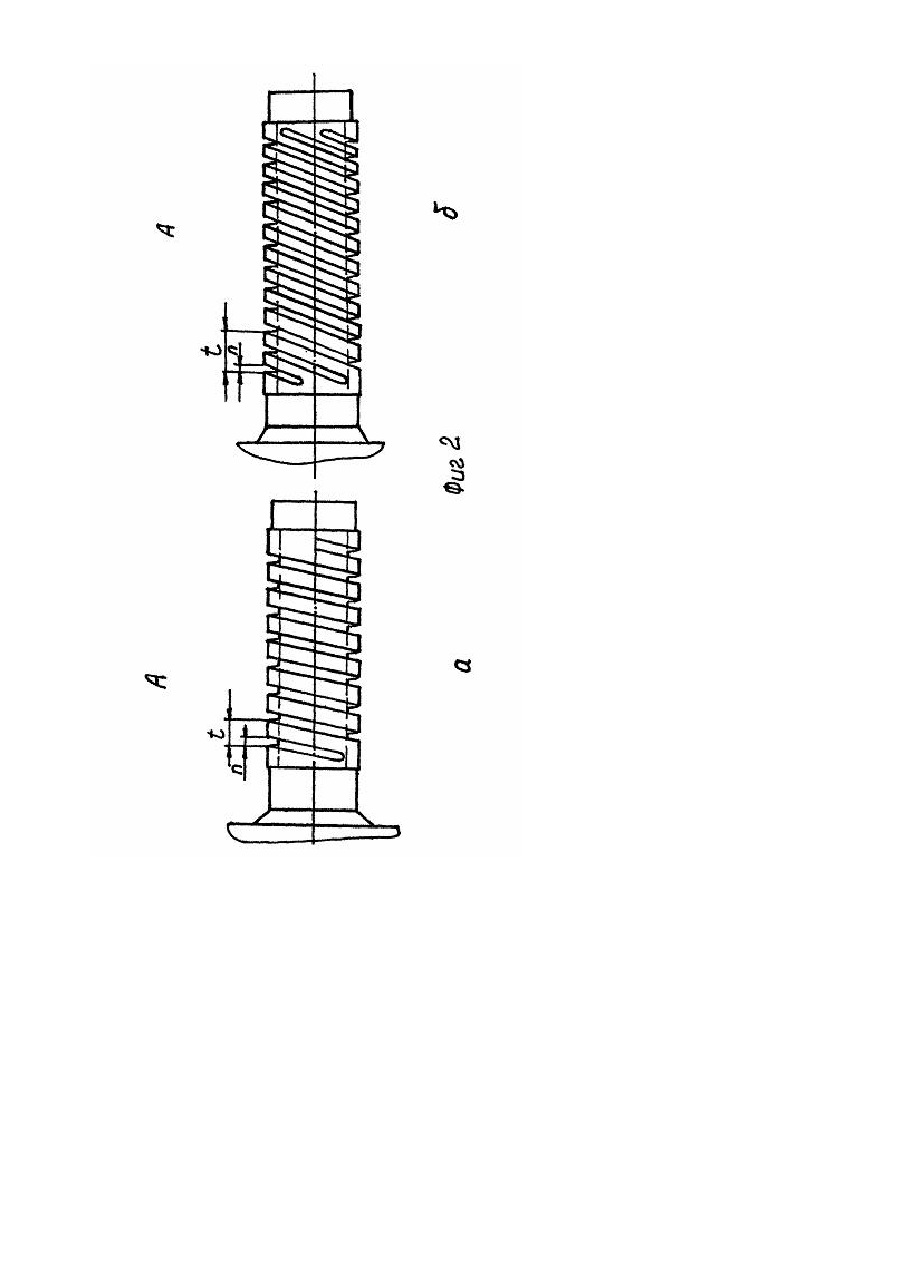
Изобретение относится к станкостроению, в частности к конструкциям"зажимных и центрирующи х оправок для обработки на токарных и шлифовальных станках тонкостенных втулок типа гильз цилиндров ДВС. Известно устройство для центрирования деталей типа разъемных колец [1], содержащее установленный в корпусе с возможностью перемещения толкатель, связанный с приводом, и упругий элемент, выполненный в виде втулки, на наружной поверхности которой выполнены винтовые, закрытые с двух сторон, пазы прямоугольного сечения, а наружная поверхность втулки является центрирующей. Конструкция имеет недостаток, который отрицательно сказывается на точиостных параметрах. Упругий элемент сжимается только с одной стороны за счет осевого перемещения, при этом виток пружины, продвигаясь внутри детали, меняет, свой угод наклона, увеличивается, диаметр пружины и происходит натягивание детали на жесткий упор. Деталь испытывает значительные осевые нагрузки, что недопустимо для тонкостенных деталей. На ухудшение точностных параметров влияет также неперпендикулярность торцов относительно посадочного пояска, особенно если длина посадочного пояска меньше его диаметра. Указанные недостатки не обеспечивают высокой точности центрирования. Задачей изобретения является усовершенствование оправки путем исключения осевой нагрузки на обрабатываемую деталь, что повышает точность обработки деталей. Сущность изобретения заключается в том, что оправка, содержащая установленный в корпусе с возможностью перемещения толкатель, связанный с приводом, и упругий элемент, выполненный в виде втулки, на наружной поверхности которой выполнены винтовые, закрытые с двух сторон, пазы прямоугольного сечения, а наружная поверхность втулки является центрирующей согласно изобретению, снабжена тягой с прижимом, установленной соосно внутри толкателя с возможностью синхронного встречного перемещения, и поводками, расположенными в радиальных пазах, выполненных в корпусе, и жестко связанными с толкателем и упругим элементом, при этом шаг винтового паза упругого элемента выбирают из условия f2kn, где t - шаг винтового паза. k - число заходов винтовы х пазов, n - ширина паза. Изобретение позволяет устранить осевые нагрузки, что исключает деформационные изменения, отрицательно оказывающиеся на точностных параметрах, а также позволяет обрабатывать торцы детали с двух сторон с высокой точностью параметров изготавливаемой детали и обеспечивает экономичный подбор усилия зажима. Изобретение поясняется чертежами, где на фиг.1 представлен общий вид оправки; на фиг.2 - то же. вид А на фиг.1; а -оправка с однозаходными закрытыми с торцов пазами; б - оправка с многозаходными пазами. Оправка для зажима и центрирования тонкостенных деталей содержит корпус 1, на котором установлена разжимная втулка 2. Внутри корпуса 1 расположен полый толкатель. 3, который связан с одним концом разжимной втулки 2 поводками 4, находящимися в пазах 5 корпуса 1, и имеет возможность перемещения относительно корпуса в осевом направлении. Второй конец втулки 2 взаимосвязан с подвижной в осевом направлении тягой с прижимом 6. Направление перемещения толкателя 3 и прижима 6 взаимнопротивоположное и обеспечивается приводом 7, выполненным в виде двупоршневого пневмоцилиндра с независимым перемещением встречнонаправленных штоков 8 и .9, соосных друг с другом. Разжимная втулка 2 имеет прямоугольный винтовой паз 10, закрытый с двух сторон. т.е. концы разжимной втулки не разрезаны пазом и фиксирование втулки 2 поводками 4 и прижимом 6 относительно корпуса включает при осевом сжатии скручивание витка, т.е. деталь не испытывает дополнительных деформационных нагрузок и при этом обеспечивается высокая точность центрирования. Шаг винтового паза 10 разжимной втулки 2 пропорционален ширине и числу заходов винтовых пазов. Если втулка выполнена однозаходной, то шаг должен быть в два раза больше ширины паза. Если это соотношение меньше, то при многократном зажиме происходит уменьшение шага, наступает усталость металла, могут появиться трещины, возможен отлом витка, так как жесткость витка мала и зависит от его сечения, а также от шага: чем меньше шаг, тем больше необходимы осевые перемещения подвижной тяги, чтобы обеспечить требуемый разжим втулки. При однозаходной разжимной втулке делать шаг винтового паза значительно больше, чем две ширины паза также нецелесообразно, так как при этом резко возрастает усилие, необходимое для сжатия втулки. Если втулка выполнена с дву-заходными винтовыми пазами, то шаг каждого винтового паза должен быть соответственно в четыре раза больше ширины самого паза, Таким образом, можно вывести зависимость между величиной шага и числом заходов винтовых пазов разжимной втулки: t - 2kn, где: t - шаг винтового паза, к - число заходов винтовых пазов, п - ширина паза. Оправка работает следующим образом. Деталь, например гильзу цилиндра ДВС, одевают на разжимную втулку 2, установленную на корпусе 1. Пневматический привод 7 посредством независимо перемещающихся и встречно направленных штоков 8,9 обеспечивает перемещение толкателя 3 с поводками 4 и прижима 6 навстречу друг другу, при этом толкатель 3 через поводки 4, расположенные в пазах 5 корпуса 1, двигает разжимную втулк у 2 вправо, а прижим 6 перемещает противоположный конец втулки влево. Разжимная втулка 2 синхронно сжимается с двух сторон, при этом уменьшается ее длина за счет уменьшения ширины паза 10, угол подъема витка возрастет и соответственно происходит увеличение диаметра разрезанной части втулки, при этом происходит разворот витка, а так как он имеет прямоугольную форму, то вн утренний край уменьшает зазор между корпусом 1 и разрезанной втулкой 2 а наружный край при развороте витка выбирает зазоры между деталью и втулкой, т.е. центрирует ее, а затем зажимает, тем самым обеспечивается зажим по всей длине детали. Использование разжимной втулки с одно- или многозаходными винтовыми пазами определяется конструкцией обрабатываемой детали, допуском на базовую поверхность, т.е. внутренним диаметром гильзы цилиндров. Разжимная втулка с двузаход-ными винтовыми пазами при одинаковом осевом сжатии имеет в два раза большее увеличение диаметра, чем у однозаходной при остальных одинаковых параметрах, поэтому втулки с однозаходным винтовым пазом применяются для обработки высокоточных деталей, имеющих высокую точность обработки базовой поверхности с допуском не более 0.05 мм, а многозаходными винтовыми пазами для обработки деталей с допуском на базовую поверхность от 0,06 до 0,2 мм. В ходе последующей обработки равномерный зажим детали по всей длине и высокая точность центрирования обеспечивают высокое качество и точность обработки тонкостенных деталей. Атак как деталь не испытывает осевых деформационных усилий, благодаря двустороннему сжатию разжимной втулки и точному осевому базированию, возможно обрабатывать с высокой точностью и торцевые поверхности детали. Конструкция оправки надежна и долговечна, т. к. увеличивая величину осевого сжатия, можно соответственно увеличивать и наружный размер разжимной втулки. Таким образом, точность базирования зависит только от качества и точности изготовления разжимного элемента - в данном случае разжимной втулки, которая проста конструктивно и обеспечивает при сжатии высокое качество центрирования. Это особенно важно в условиях массового производства для обеспечения стабильно высокого качества обработки. В условиях массового производства конструкция оправки обеспечивает высокое качество обработки тонкостенных длинных втулок на токарных и шлифовальных станках. Точность базирования 0,01 мм. Обеспечивается стабильность точностных и геометрических парамеров.
ДивитисяДодаткова інформація
Назва патенту англійськоюMount
Автори англійськоюSorina Uliana Veniaminivna, Pavliuk Illia Naumovych, Hamalei Vitalii Ivanovych, Kuzmynskyi Valerii Vsevolodovych
Назва патенту російськоюОправка
Автори російськоюСорина Ульяна Вениаминовна, Павлюк Илья Наумович, Гамалей Виталий Иванович, Кузьминский Валерий Всеволодович
МПК / Мітки
МПК: B23B 31/00
Мітки: оправка
Код посилання
<a href="https://ua.patents.su/3-876-opravka.html" target="_blank" rel="follow" title="База патентів України">Оправка</a>
Оправка
Номер патенту: 251
Опубліковано: 30.04.1993
Автор: Хмельницький Юрій Володимирович
МПК: B23B 31/00
Мітки: оправка
Формула / Реферат:
Оправка, в корпусе которой установлена тяга, соединенная при помощи осей с фланцем, предназначенным для взаимодействия с буртиком сменного разжимного элемента, размещенного в конической поверхности корпуса, отличающаяся тем, что, с целью повышения надежности работы, оправка снабжена валом с зубчатым колесом, а на тяге выполнен фланец с осевыми отверстиями, в которых с возможностью поворота установлены указанные оси, на торцах которых...
Центр до токарного верстата
Номер патенту: 911
Опубліковано: 15.12.1993
Автор: Говтвян Григорій Андрійович
МПК: B23B 23/00
Мітки: центр, верстата, токарного
Формула / Реферат:
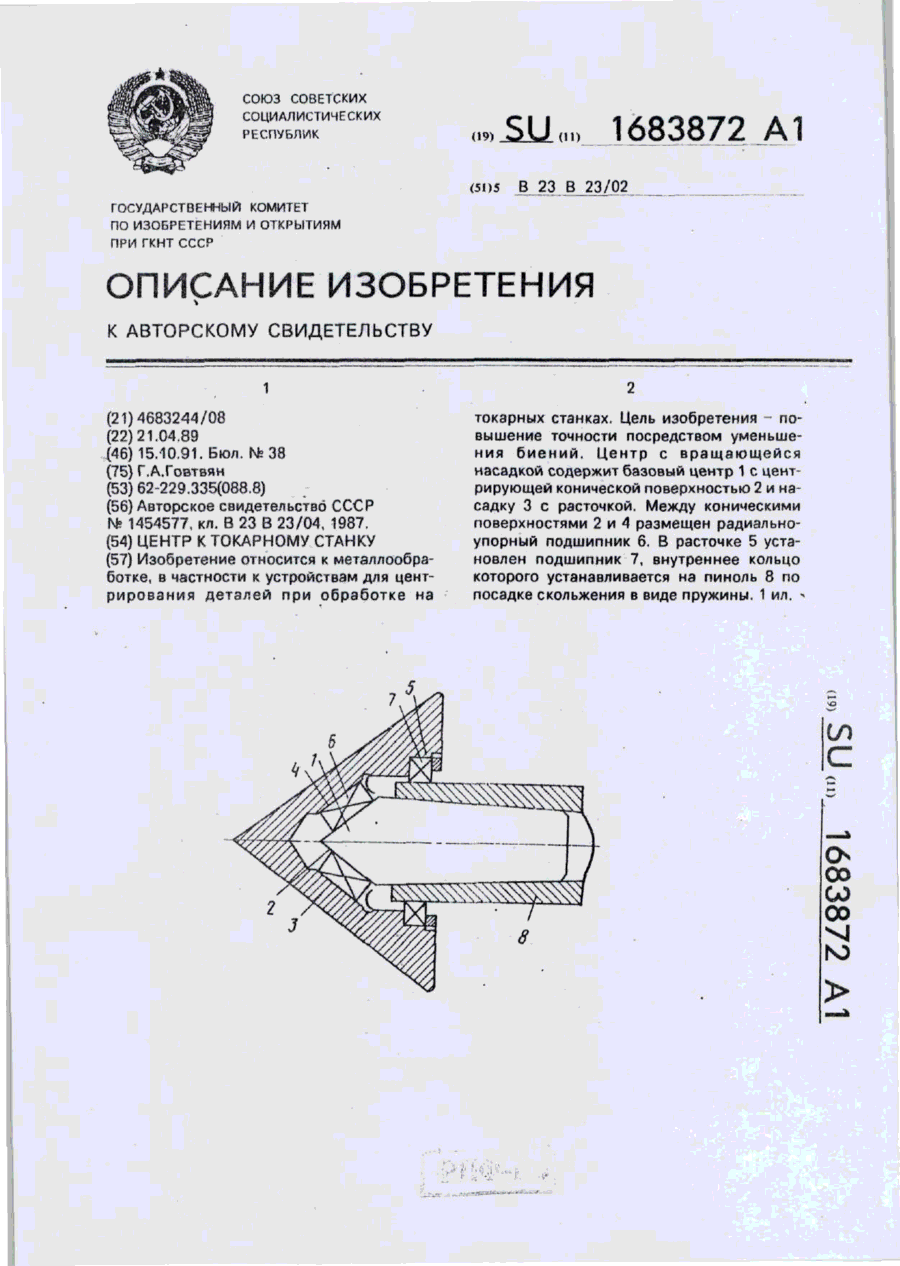
Формула изобретенияЦентр к токарному станку, содержащий расположенный в пиноли базовый центр, по меньшей мере один радиально-упорный подшипник и установленную на пиноли посредством опоры насадку, отличающийся тем, что, с целью повышения точности посредством уменьшения биений, внутреннее кольцо радиально-упорного подшипника размещено на конической поверхности базового центра, а наружное - в расточке, выполненной в насадке.
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: фрикційного, зміцнення, поверхневого, інструмент
Формула / Реферат:
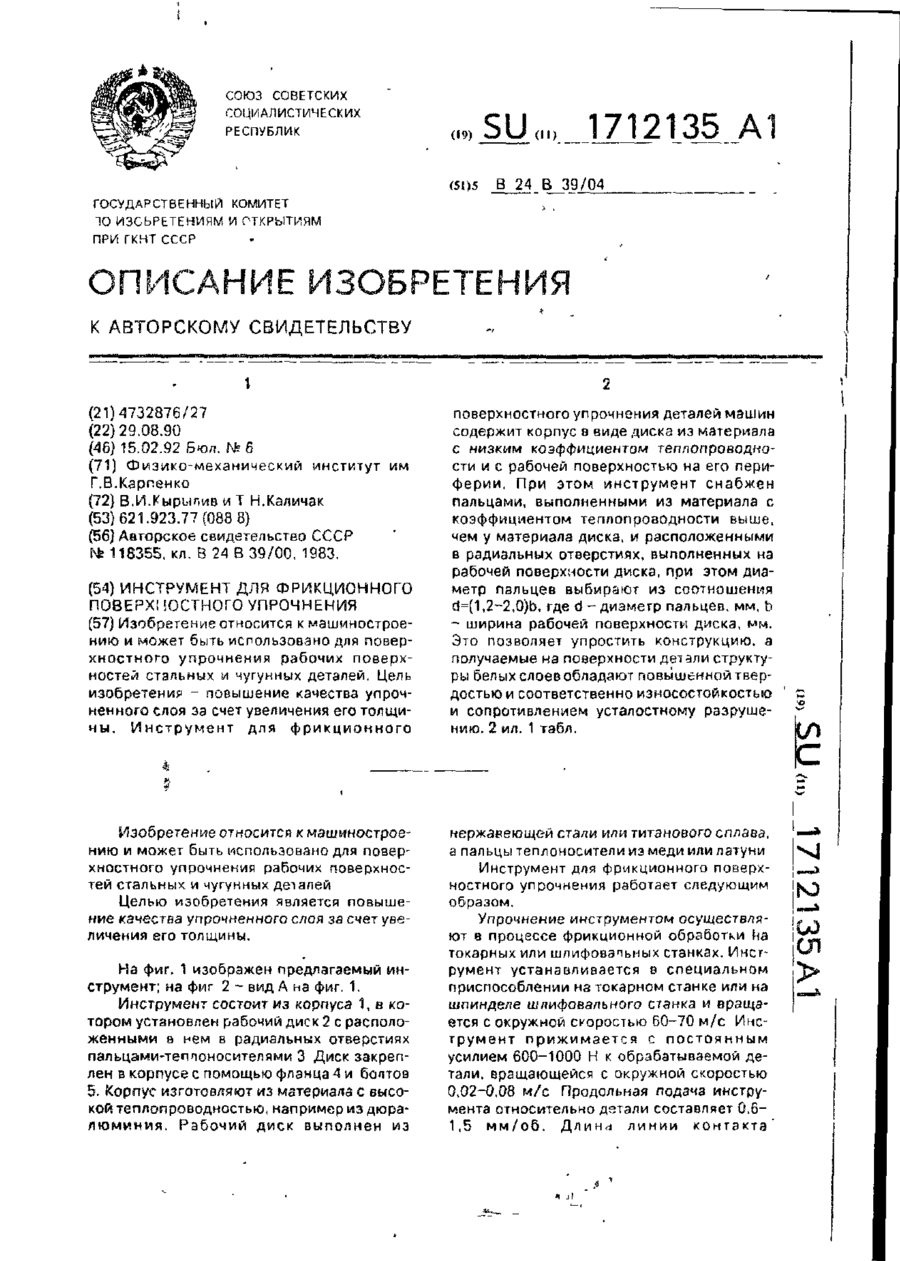
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Поршнева машина

Номер патенту: 613
Опубліковано: 15.12.1993
Автор: Борисенко Іван Ілліч
МПК: F01B 9/06
Формула / Реферат:
1. Поршневая машина по авт. св. №1123753, отличающаяся тем, что, с целью уравновешивания инерционных сил, она снабжена дополнительными поршнем и поперечным валом, в неподвижном стакане дополнительно выполнены два симметричных относительно оси стакана прямолинейных паза,дополнительный поршень установлен в корпусе оппозитно основному с образованием дополнительных рабочих полостей, выходной вал расположен в средней части корпуса и соединен с...
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: обробки, полімерних, деталей, матеріалів, пристрій, механічної
Формула / Реферат:
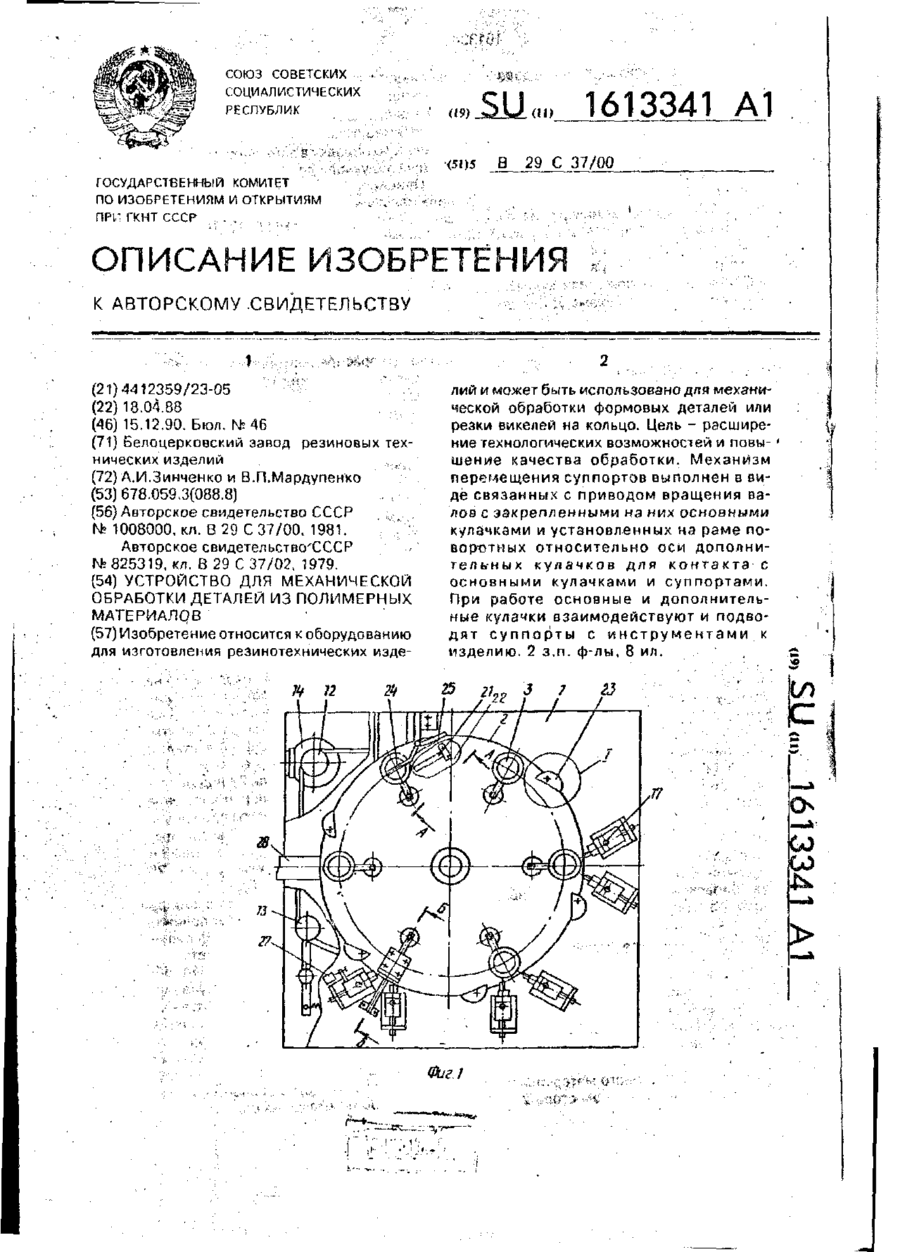
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Попередній патент: Валок прокатного стану
Наступний патент: Флюс для зварювання вуглецевих та низьколегованих сталей
Випадковий патент: Вібраційний млин