Спосiб виготовлення верхнього плечового одягу
Номер патенту: 693
Опубліковано: 15.12.1993
Автори: Романкевич Олег Володимирович, Зубович Клара Аронівна, Березненко Сергій Миколайович, Маласай Дмитро Петрович

Формула / Реферат
1. Способ изготовления верхней плечевой одежды, при котором из ткани верха, подкладки и прокладки в виде текстильной основы, содержащей термоклеевой полимерный материал, распределенный по длине его, по меньшей мере, по трем зонам жесткости, выкраивают детали, а перед сборкой деталей в изделие, предварительно проводят формообразование, для чегосое-диняют одноименные детали ткани верха и прокладки между собой и скрепляют при прессовании и термообработке, отличающийся тем, что основу термоклеевого полимерного материала выполняют посредством вязания с использованием клеевой нити, количество которой меняют, по меньшей мере, по трем зонам, а при выкраивании деталь прокладки располагают по ширине зонального материала, располагая последнюю при сборке деталей в изделие по длине детали сверху вниз, изменяя содержание клеевой нити.
2. Способ по п.1, отличающийся тем, что в качестве клеевого прокладочного материала используют клеевое трикотажное полотно, в котором линейная плотность клеевой нити изменяется, по меньшей мере, по трем зонам: в первой зоне, преимущественно от 50 до 35 текс, во второй зоне, преимущественно от 35 до 15 текс, в третьей зоне, преимущественно от 15 до 5 текс.
3. Способ по пп. 1, 2, отличающийся тем, что используют клеевой трикотажный материал, в котором соотношение клеевых и неклеевых нитей изменяется, по меньшей мере, по трем зонам: в первой зоне, преимущественно 1:1-1:2, во второй зоне, преимущественно 1:3-1:4, в третьей зоне, преимущественно 1:5-1:6.
4. Способ по пп. 1, 2, 3, отличающийся тем, что используют клеевой трикотажный материал, в котором линейная плотностью неклеевых нитей постоянна или изменяется по трем зонам: в первой зоне, преимущественно 30 текс, во второй зоне, преимущественно 20 текс, в третьей зоне преимущественно 10 текс.
Текст
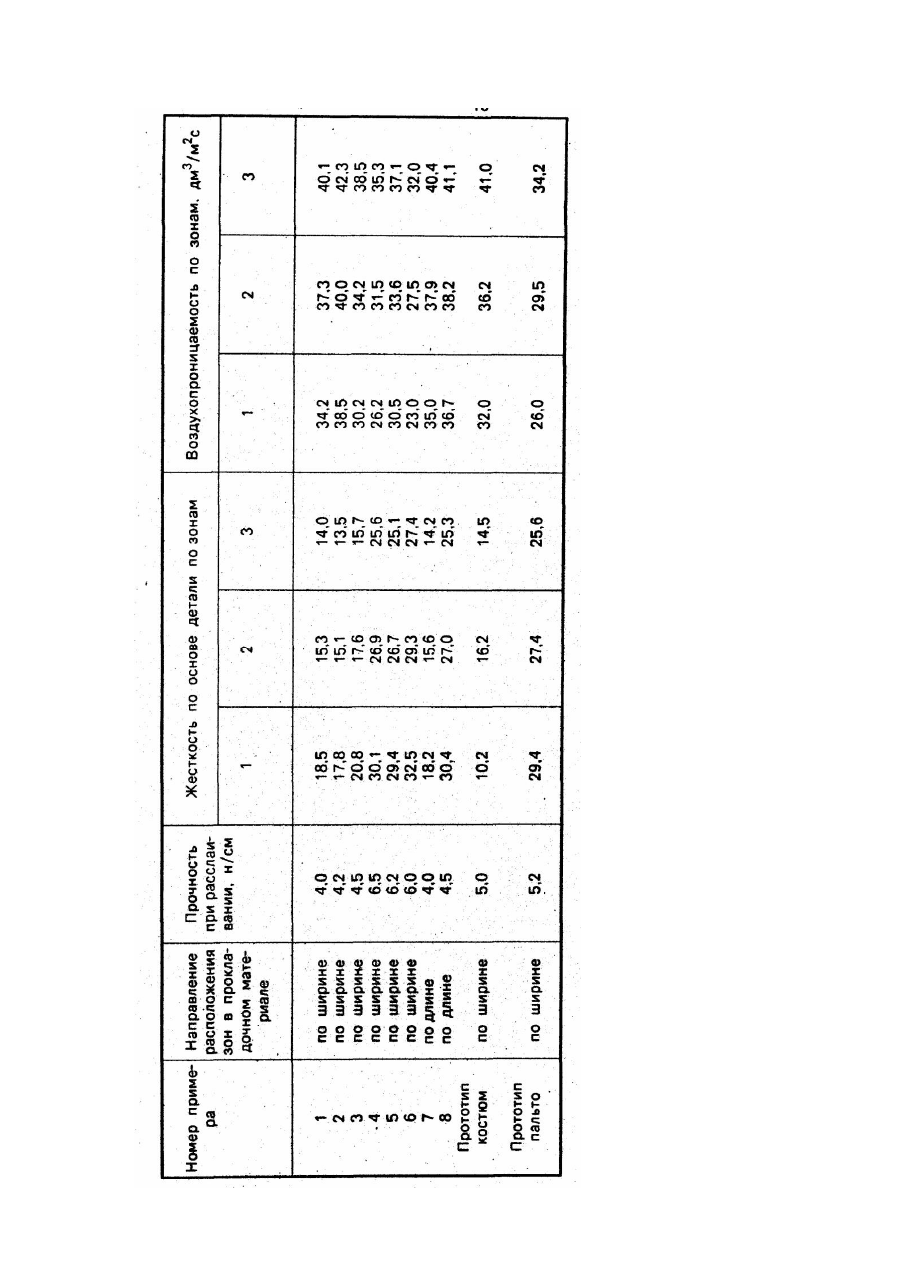
Изобретение относится к области швейной промышленности, в частности к технологии изготовления верхней плечевой одежды. Извес тен способ изготовления одежды при котором выкраивают детали, обрабатывают их полимерным веществом, которое образует поперечные связи, обеспеч ивая различную степень отверждения на отдельных учас тках деталей, и собирают пос ледние в изд елие [1]. Однако полученная таким способом одежда не соответствует требованиям гигиены ввиду низкой паро и воздухопроницаемости. Способ требует специального Оборудования для нанесения и отверждения полимерного покрытия. Реализация этого Способа на практике сопряжена с ухудшением условий труда вследствие загрязнения токсичными веществами воздуха рабочей зоны при нанесении покрытия. Известен также способ изготовления одежды, при котором выкраивают детали, дублируют их посредством наложения нескольких слоев прокладочного материала с клеевым покрытием, обеспечивая различную жесткость на отдельных участках деталей и собирают их в изделие [2]. Недостатком данного способа является его высокая трудоемкость и материалоемкость, связанная с необходимостью, изготовления дополнительных деталей для придания различной жесткости отдельным участкам деталей. Кроме того, при транспортировке прокладочного материала и в процессе производства имеет место частичное, а на некоторых участках и полное осыпание клеевого покрытия с его поверхности, что приводит к браку готового швейного изделия. Наиболее близким к данному изобретению по технической сущности и достигаемому результату является способ изготовления верхней плечевой одежды, при котором выкраивают детали, дублируют их посредством наложения зонального прокладочного материала с точечным клеевым покрытием, обеспечивая этим различную жесткость отдельных участков и собирают детали в изделие [З]. Недостатком данного способа является то, что в процессе производства одежды, а также при транспортировке и хранении деталей кроя и материалов происходит частичное осыпание точечного клеевого покрытия с поверхности прокладочного материала вследствие соприкосновения и трения отдельных его слоев в рулоне и при настилании. Это в свою очередь приводит к браку при выполнении операции дублирования: ненадежному склеиванию деталей и/или полному отсутствию склеивания на отдельных участках. Используемый для придания формоустойчивости зональный клеевой прокладочный материал обладает высокой материалоемкостью, т.к. изготавливается из нитей высокой линейной плотности, а также вследствие нанесения на его поверхность специального полимерного покрытия. Таким образом, в основу изобретения поставлена задача расширить технологические возможности регулирования формоустойчивости при изготовлении верхней плечевой одежды и повысить надежность склеивания при дублировании деталей одежды зональным клеевым прокладочным материалом при одновременном снижении материалоемкости и трудоемкости. Поставленная задача решается тем, что в способе, при котором из ткани верха, подкладки и прокладки в виде текстильной основы, содержащей термоклеевой полимерный материал, распределенный по длине его, по меньшей мере, по трем зонам жесткости, выкраивают детали, а перед сборкой деталей в изделие, предварительно проводят формообразование, для чего соединяют одноименные детали ткани верха и прокладки между собой и скрепляют при прессовании и термообработке, согласно изобретению, основу термоклеевого полимерного материала выполняют посредством вязания с использованием клеевой нити, количество которой меняют, по меньшей мере, по трем зонам, а при выкраивании деталь прокладки располагают по ширине зонального материала, располагая последнюю при сборке деталей в изделие подлине детали сверху вниз, изменяя содержание клеевой нити. Для регулирования жесткости и формоустойчивости деталей одежды используют клеевой трикотажный материал, содержащий клеевую нить, количество которой изменяется за счет изменения ее линейной плотности в различных зонах материала: в первой зоне, преимущественно 50-35 текс, во второй зоне, преимущественно 3515 текс, в третьей зоне, преимущественно 15-5 текс. Для расширения технологических возможностей регулирования свойств одежды, в частности жесткости, воздухои паропроницаемости, используют клеевой трикотажный материал, в котором количество клеевой нити изменяется за счет различного соотношения клеевых и неклеевых нитей, по меньшей мере, по трем зонам: в первой зоне, преимущественно 1:1-1:2, во второй, преимущественно 1:3-1:4, в третьей, преимущественно 1:5-1:6. Для регулирования свойств одежды, в частности жесткости и формоустойчивости, используют клеевой трикотажный материал с различным содержанием клеевой нити по зонам, в котором линейная плотность неклеевых нитей постоянна или изменяется по трем зонам: в первой зоне, преимущественно 30 текс, во второй зоне, преимущественно 10 текс. Таким образом, данное изобретение отличается от известного тем, что при изготовлении верхней плечевой одежды в качестве прокладочного материала используют клеевой трикотажный материал, содержащий клеевую нить, количество которой изменяется по меньшей мере по трем зонам для обеспечения формоустойчивости изделия по зонам. Авторам не известны технические решения, в которых регулирование формоустойчивости деталей одежды по зонам осуществляют при термодублировании за счет различного содержания клеевой нити в стр уктуре прокладочного полотна. Установлено, что при изготовлении одежды пальтовокостюмного ассортимента целесообразно использовать при дублировании трикотажный прокладочный материал, в котором линейная плотность клеевой нити от первой до последней зоны изменяется в пределах от 50 до 5 текс. Применение материала, в котором линейная плотность клеевой нити превышает 50 текс, приводит к значительному увеличению жесткости изделия, а также к пролеганию структуры трикотажного полотна и искажению лицевой поверхности детали, что особенно заметно при дублировании тонких костюмных тканей, клеевая нить линейной плотностью менее 5 текс не обеспечивает высокую прочность склеивания прокладочного материала с деталью. Экспериментально установлено также, что наиболее целесообразно использовать материал с соотношением клеевых и неклеевых нитей в пределах от 1:1 до 1:6. Использование при дублировании материала с большим содержанием клеевой нити (например при соотношении 3:1) приводит к значительному увеличению жесткости одежды и снижению ее воздухо- и паропроницаемости. Использование при дублировании деталей верха прокладочного материала с чередованием клеевых и неклеевых нитей в соотношении меньшем, чем 1:6 (например, 1:8), не обеспечивает достаточную формоустойчивость одежды. Установлено, что наиболее целесообразно использование материала, в котором линейная плотность неклеевых нитей изменяется по зонам в пределах от 50 текс до 4 текс, т.к. при этом достигается необходимая формоустойчивость и жесткость одежды, без значительного увеличения ее массы. Таким образом, использование трикотажного материала, в котором линейная плотность клеевой нити изменяется по зонам от 50 до 5 и соотношение клеевых и неклеевых нитей от 1:1 до 1:6 обеспечивает высокое качество одежды. Способ реализуют следующим образом. Пример 1. Выстаивают детали костюма из ткани арт. Н-632 и прокладочного трикотажного материала, содержащего клеевую нить из полиэтилена 277-73, линейная плотность которой изменяется по трем зонам по ширине полотна: в первой зоне - 35 текс, во второй зоне - 25 текс, в третьей зоне - 15 текс. Детали прокладочного материала накладывают на детали верха так, чтобы содержание клеевой нити уменьшалось сверху вниз, и подвергают прессованию на прессе "Мейер" (ФРГ) при температуре греющей поверхности 180°С, давлении 0,3 МПа и времени обработки 15 с. Полученные после охлаждения детали собирают в изделие. Пример 2. Выкраивают детали костюма из ткани арт. Н-632 и прокладочного трикотажного материала, содержащего клеевую нить линейной плотностью 20 текс (на основе полиэтилена марки 277-73), соотношение которой с неклеевыми х/б нитями изменяется по трем зонам по ширине полотна: в первой зоне - 1:2, во второй зоне - 1:3, в третьей зоне -1:5. Детали прокладочного материала накладывают на детали верха и подвергают прессованию при температуре греющей поверхности 180°С, давлении 0,3 МПа и времени обработки 15 с. Прессование осуществляют на прессе "Майер", Пример 3. Выкраивают детали костюма из ткани арт. Н-632 и трикотажного прокладочного материала, содержащего клеевую нить (на основе полиэтилена 277-73), линейная плотность которой и соотношение с неклеевыми нитями изменяется по ширине полотна по трем зонам: в первой зоне - 30 текс при соотношении с неклеевыми нитями 1:2, во второй зоне - 20 текс при соотношении с неклеевыми нитями 1:3. в третьей зоне - 10 текс при соотношении с неклеевыми нитями 1:5. Детали прокладочного материала накладывают на детали верха и дублируют на прессе "Майер" при температуре греющей поверхности - 180°С, давлении 0,3 МПа, времени обработки - 15с. Полученные заготовки собирают в изделие. Пример 4. Выкраивают детали пальто из ткани арт. 36969 и трикотажного прокладочного материала, содержащего клеевую нить, линейная плотность которой изменяется по трем зонам по ширине полона: в первой зоне - 50 текс, во второй зоне - 35 текс, в третьей зоне - 15 текс. Детали прокладочного материала и верха совмещают по поверхности и дублируют на прессе "Майер" при температуре греющей поверхности 170°С, давлении 0,4 МПа и времени обработки 17 с. Полученные детали собирают в изделие. Пример 5. Выкраивают детали пальто из ткани арт. 36969 и трикотажного прокладочного материала, содержащего клеевую нить, соотношение которой с неклеевыми нитями изменяется по ширине полотна по трем зонам: в первой зоне - 1:1, во второй зоне - 1:3, в третьей зоне - 1:5, Детали прокладочного материала и верха совмещают и дублирую на прессе "Майер" при температуре греющей поверхности 170°С, давлении 0,4 МПа и времени обработки 17 с. Полученные заготовки собирают в изделие. Пример 6. Выкраивают детали из ткани арт. 36969 и трикотажного прокладочного материала, в котором линейная плотность неклеевых нитей изменяется по трем зонам по ширине полотна: в первой зоне - 30 текс, во второй зоне - 20 текс, в третьей зоне - 10 текс, а также изменяется линейная плотность клеевых нитей по трем зонам: в первой зоне - 40 текс, во второй зоне - 20 текс, в третьей зоне -10 текс. Детали совмещают и дублируют при температуре греющей поверхности 170°С, давлении 0,4 МПа, времени обработки 17с. Дублирование осуществляют на прессе "Майер". Полученные заготовки собирают в изделие. Пример 7. Выкраивают детали костюма из ткани арт. И-632 и прокладочного, трикотажного материала, содержащего клеевую нить (на основе полиэтилена марки 277-73), линейная плотность которой изменяется по трем зонам по длине полотна: в первой зоне - 35 текс, во второй зоне - 25 текс, в третьей зоне - 15 текс. Детали прокладочного материала и верха совмещают так, чтобы содержание клеевой нити уменьшалось сверху вниз, и подвергают прессованию на прессе "Майер" при температуре греющей поверхности 180°С. давлении 0,3 МПа и времени обработки 15 с. Полученные дублированные заготовки собирают в изделие. Пример 8. Выкраивают детали костюма из ткани арт. К-632 и прокладочного трикотажного материала, содержащего клеевую нить, соотношение которой с неклеевыми нитями изменяется по трем зонам по длине полотна: в первой зоне - 1:2, во второй зоне - 1:3, в третьей зоне - 1:5. Детали дублируют на прессе "Майер" при температуре греющей поверхности 180°С, давлении - 0,3 МПа и времени обработки 15 с. Полученные заготовки собирают в изделие. Для сравнения изготовили детали пальто из ткани арт. 36969 и костюма из ткани Н-632 по условиям прототипа, с использованием трехлокального прокладочного материала с точечным клеевым покрытием. Показатели свойств полученных заготовок по примерам 1-8 и по условиям прототипа представлены в таблице. Представленные данные показывают, что заготовки, изготовленные по предлагаемому способу, обладают сопоставимыми значениями прочности при расслаивании с деталями, изготовленными по условиям прототипа. Способ позволяет получить одежду с более широкими границами изменения жесткости и водухопроницаемости. Указанные свойства можно регулировать за счет изменения содержания клеевых нитей в структуре прокладочного полотна. Использование предлагаемого способа позволяет в сравнении с прототипом повысить качество одежды за счет исключения брака при склеивании деталей, снизить материалоемкость за счет регулирования свойств посредством использования при дублировании прокладочного материала с изменяемым содержанием клеевой нити.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making upper shoulder garnments
Автори англійськоюRomankevych Oleh Volodymyrovych, Zubovych Klara Aronivna, Malasai Dmytro Petrovych, Bereznenko Serhii Mykolaiovych
Назва патенту російськоюСпособ изготовления верхней плечевой одежды
Автори російськоюРоманкевич Олег Владимирович, Зубович Клара Ароновна, Маласай Дмитрий Петрович, Березненко Сергей Николаевич
МПК / Мітки
МПК: A41D 1/00
Мітки: верхнього, плечового, спосіб, одягу, виготовлення
Код посилання
<a href="https://ua.patents.su/5-693-sposib-vigotovlennya-verkhnogo-plechovogo-odyagu.html" target="_blank" rel="follow" title="База патентів України">Спосiб виготовлення верхнього плечового одягу</a>
Спосіб виготовлення одягу
Номер патенту: 35
Опубліковано: 30.04.1993
Автори: Маласай Дмитро Петрович, Березненко Сергій Миколайович, Романкевич Олег Володимирович, Будаш Юрій Олександрович, Зубович Клара Аронівна
МПК: A41D 27/00
Мітки: виготовлення, спосіб, одягу
Формула / Реферат:
Способ изготовления одежлы, при котором выкраивают основные, промежуточные и вспомогательные детали одежды, а перед соединением их в изделие выполняют многослойные пакеты для рукавов, полочек и воротников посредством одновременного дублирования и формования клеевыми термопластичными материалами на прессе при термообработке и давлении, отличающийся тем, что, с целью повышения качества одежды при одновременном снижении материалоемкосги, в...
Спосiб сарчука в.м. виготовлення речовини, що нормалiзує гомеостаз органiзму
Номер патенту: 600
Опубліковано: 15.12.1993
Автор: Сарчук Віктор Миколайович
МПК: A61H 39/00
Мітки: гомеостаз, нормалiзує, в.м, організму, речовини, спосіб, виготовлення, сарчука
Формула / Реферат:
1. Способ приготовления вещества, нормализующего гомеостаз организма, отличающийся тем, что с целью исключения побочных воздействий на организм при приеме фармакологических препаратов, на химически интактное для организма вещество переносят спектрально-волновые характеристики текстируемых лекарственных препаратов, биоэнергетически соответствующих частной патологии, путем помещения вещества носителя информации в емкость, установленную на...
Спосiб одержання антигiпоксичного засобу у лiпосомальнiй формi
Номер патенту: 950
Опубліковано: 15.12.1993
Автори: Лишко Валерій Казимірович, Стефанов Олександр Вікторович, Краснопольський Юрій Михайлович, Бригинський Сергій Олександрович
МПК: A61K 9/127
Мітки: форми, лiпосомальнiй, одержання, антигiпоксичного, спосіб, засобу
Формула / Реферат:
Формула изобретенияСпособ получения антигипоксического средства в липосомальной форме путем высушивания фосфатидилхолина, его эмульгирования в водной среде, ультразвукового воздействия, отличающийся тем, что, с цепью повышения стабильности целевого продукта, эмульгирование проводят в водной среде в соотношении 1:(20-40) и после ультразвукового воздействия целевой продукт подвергают стерилизующей фильтрации и лиофитизируют.
Спосiб профiлактики шлунково-кишкових захворювань молодняка сiльськогосподарських тварин
Номер патенту: 734
Опубліковано: 15.12.1993
Автор: Завірюха Анатолій Іванович
МПК: C12R 1/125, A61K 35/74, C12N 1/20, A61K 39/00
Мітки: шлунково-кишкових, тварин, спосіб, профілактики, сільськогосподарських, захворювань, молодняка
Формула / Реферат:
Способ профилактики желудочно-кишечных заболеваний молодняка сельскохозяйственных животных, преимущественно телят, включающий пероральное введение в первые часы жизни закваски из смеси культур штаммов Lactobacillus asidophilus lr, Escherichia coli М-І7, Streptococcus lactis L-4 и фильтрата культуральной жидкости штамма Васіllus antracis CТИ-І с титром 1;16 — 1:32, отличающийся тем, что, с целью повышения эффективности профилактики...
Спосiб одержання ектерициду
Номер патенту: 778
Опубліковано: 15.12.1993
Автори: Чайка Галина Сергіївна, Теміров Юрій Павлович, Адров Олександр Федотович
МПК: A61K 35/60
Мітки: ектерициду, спосіб, одержання
Формула / Реферат:
Способ получения эктерицида, включающий смешивание рыбьего жира с физиологическим раствором, термостатирование смеси при 43—45 °C. фильтрацию, выдерживание для выпадения осадка, стерилизующую фильтрацию, отличающийся тем, что, с целью ускорения способа, в состав смеси вводят отработанный рыбий жир, оставшийся после фильтрации целевого продукта, в количестве 10—20% от обііма свежего рыбьего жира, а термостатирование смес^ осуществляют под...
Попередній патент: Флюс для зварювання вуглецевих та низьколегованих сталей
Наступний патент: Спосіб виплавки сталі у подовому сталеплавильному агрегаті
Випадковий патент: Зірочка ланцюгової передачі