Спосіб гумування металевих ємностей
Номер патенту: 68565
Опубліковано: 16.08.2004
Автори: Шолін Михайло Костянтинович, Лепьохін Володимир Васильович, Кудрявцева Ольга Іванівна, Селезньов Анатолій Михайлович

Формула / Реферат
Спосіб гумування металевих ємностей, який включає виготовлення заготовок, кріплення заготовок з одночасним склеюванням кромок гуми при взаємному стикуванні, який відрізняється тим, що заготовки виготовляють у вигляді листів гуми, що привулканізовані до металевих листів, що не виступають за кромки гумових, з місцевими вибірками в гумових листах з оголеннями усередині їх металевих листів та принаймні з одним отвором в кожному оголенні металевого листа, заготовки кріплять приварюванням їх металевих листів до стінок ємності крізь згадані отвори в оголеннях, при цьому після закріплення заготовок місцеві вибірки в гумових листах заклеюють гумовими вставками.
Текст
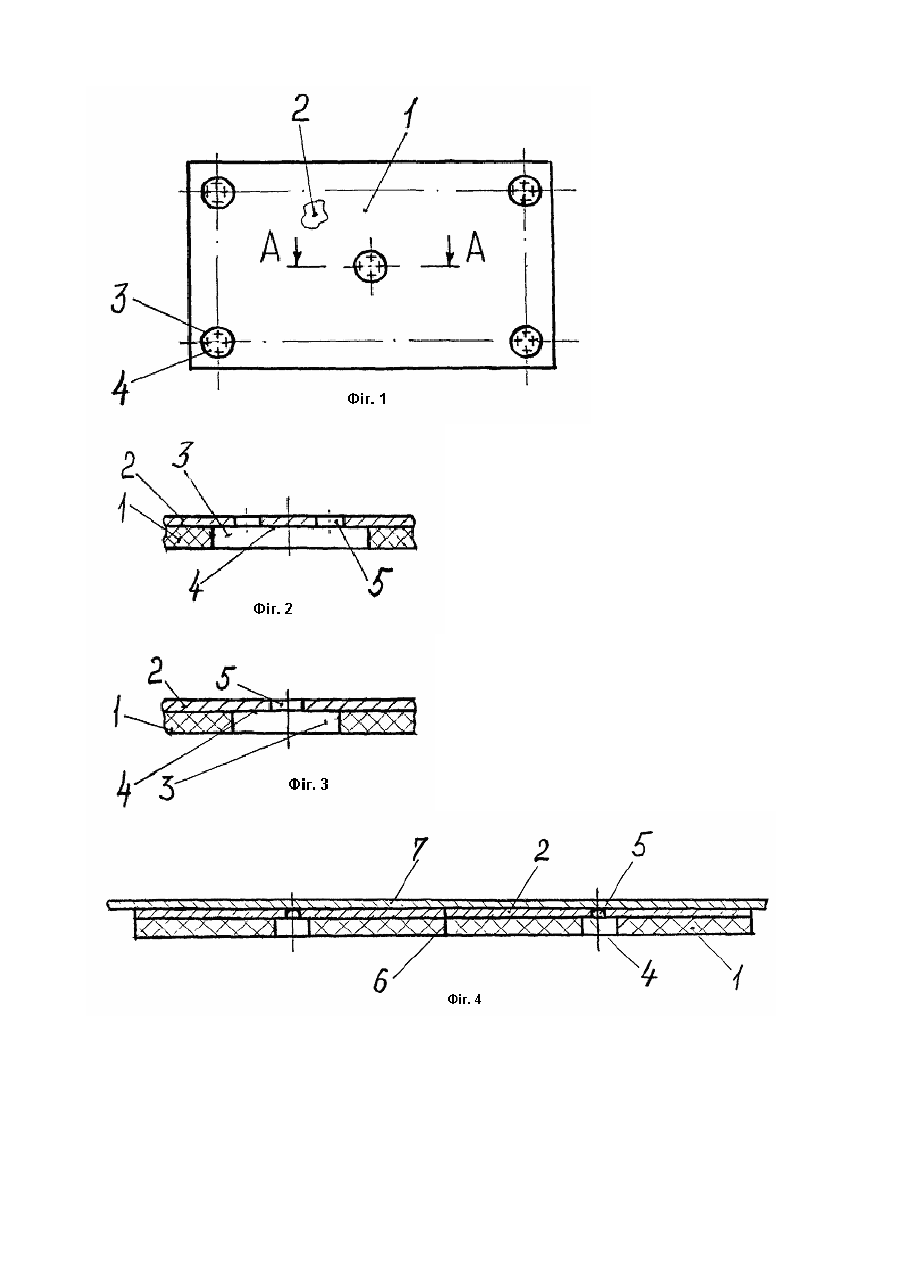
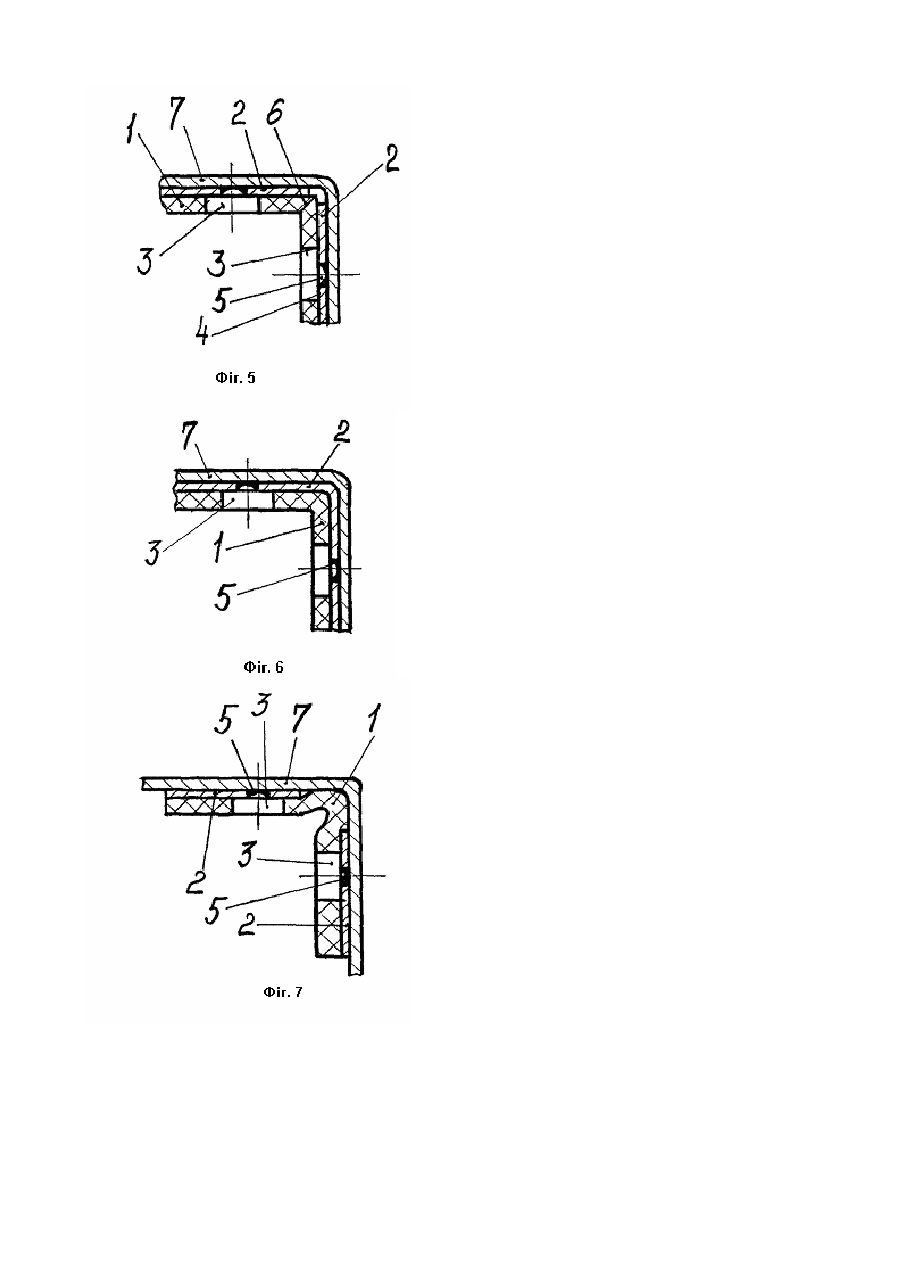
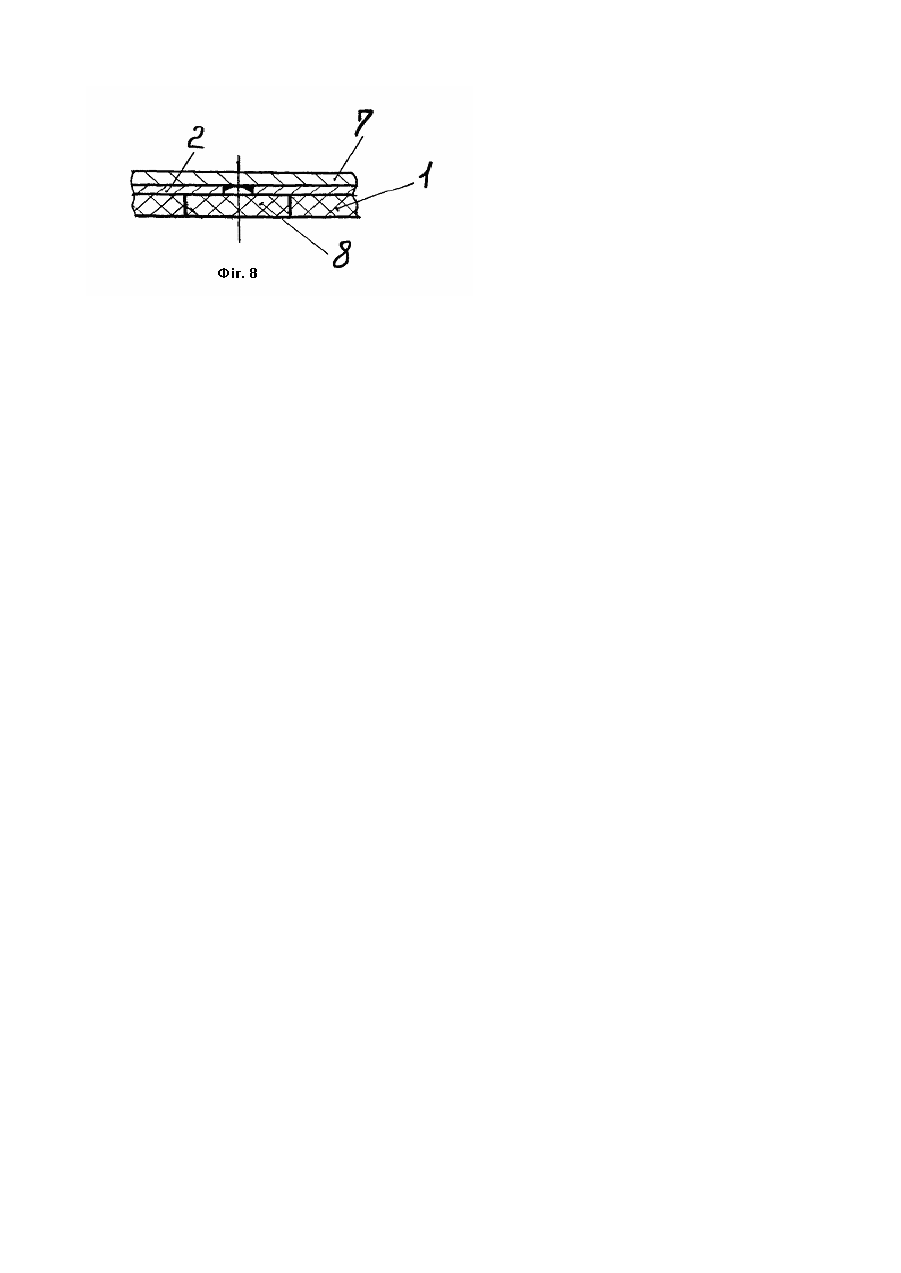
Винахід відноситься до отримання антикорозійного покриття на внутрішній поверхні ємностей і може бути використаний в хімічній, гірничорудній, металургійній та інших галузях промисловості. В існуючому на теперішній час рівні техніки є відомим аналог - спосіб гумування ємностей за [а. с. СРСР №1674464, В29С63/28 від 04.10.89р]. Цей спосіб включає попередню підготовку захищаємої поверхні, промазку клеєм, приклеювання шару гумової суміші та вулканізацію. З суттєвими ознаками винаходу в аналога співпадає наявність в загальному технологічному процесі приклеювання гуми та вулканізації. Недолік цього способу є в тому, що його можливо здійснити лише для ємностей невеликих габаритів, які можна помістити для вулканізації в автоклав. Ускладненням для здійснення цього способу при ремонтних роботах також є необхідність демонтажу ємності з місця установки та транспортування її до автоклаву. Це не завжди можливо чи доцільно. Прототипом винаходу є спосіб гумування металевих ємностей відповідно з ["ОСТ 26-17-015-85, Изделия химического машиностроения. Гуммирование., с.11-17."]. Цей спосіб включає в себе виготовлення заготовок, кріплення заготовок з одночасним склеюванням їх кромок гуми при взаємній стиковці. Ці ознаки є загальними з суттєвими ознаками винаходу. На відміну від винаходу в прототипі заготовки виготовляють у вигляді гумових шматків, а прикріплюють заготовки їх приклеюванням до стінок ємності з наступною вулканізацією. Недоліком прототипа є неможливість вулканізації в автоклаві при великих габаритах ємності, а також на місці експлуатації при ремонтних роботах із-за її транспортування до автоклаву. В той час просте обклеювання внутрішньої поверхні ємності гумою без вулканізації суттєво знижує якість гумування. В основу винаходу покладено задачу - забезпечити високоякісне гумування ємностей будь-яких габаритів з забезпеченням можливості гум ування безпосередньо на місці експлуатації ємностей. Поставлена задача вирішується тим, що в способі гумування металевих ємностей, що включає виготовлення заготовок, кріплення заготовок з одночасним склеюванням їх кромок гуми при взаємній стиковці, на відміну від прототипа, - заготовки виготовляють у вигляді листів гуми, які привулканізовані до металевих листів, що не виступають за кромки гумових, з місцевими вибірками в гумових листа х з оголеннями у середині - їх металевих листів та по крайній мірі з одним отвором в оголеннях металевих листів, заготовки кріплять приварюванням їх металевих листів до стінок ємності крізь згадані отвори в оголеннях, при цьому після закріплення заготовок місцеві вибірки в гумових листа х заклеюють гумовими вставками. Причинно-наслідковий зв'язок між сукупністю ознак винаходу та технічним результатом, якого можна досягнути, складається у наступному. Виготовлення заготовок у вигляді листів гуми що є привулканізованими до металевих листів в автоклаві забезпечується розміром заготовок незалежно від габаритів ємності та місця її установки. Кріплення заготовок приварюванням їх металевих листів до стінок ємності - надійно, а також забезпечується незалежно від габаритів ємності та місця її установки. Заклеювання місця приварювання гумовими вставками - локально, і ці місця оточені ділянками гуми, що привулканізовані до металевого листа, тобто вставки захищенні від будь - яких відривних навантажень. Все це забезпечує високоякісне гумування ємностей будь яких габаритів, в будь - якому місці установки ємностей. На фіг.1 зображено загальний вигляд виготовленої заготовки, на фіг.2 показаний розріз по А-А фіг.1 - варіант 1, а на фіг.3 - варіант 2; на фіг.4 зображені дві пристиковані та закріплені заготовки в процесі обкладки; на фіг.5, 6 та 7 показані в розрізі варіанти виготовлення заготовок та їх кріплення по кутам ємностей; на фіг.8 показана в розрізі ділянка гумування після завершальної операції. На приведених кресленнях показані заготовки у вигляді листів гуми 1, що привулканізовані до металевих листів 2 з місцевими вибірками 3 в гумових листах з оголеннями 4 металевих листів у середині вибірок , та отворами 5 на поверхнях цих оголень. Також на цих кресленнях показані: гумові кромки 6 заготовок що стикуються; стінки 7, гумуємої ємності; гумова вставка 8. Спосіб реалізується наступним образом. Спочатку виготовляють заготовки у вигляді листів гуми 1, що привулканізовані до металевих листів 2, які не виступають за кромки гуми, з місцевими виборками 3, в гумових листа х з оголеннями 4, металевих листів у середині виборок, та отворами 5 на поверхнях цих оголень. В кожному оголені 4 може бути виконано декілька отворів 5 (див. фіг.2) чи один отвір 5 (див. фіг.3). Для обкладки кутів ємності в процесі гумування стикуємих кромок 6 листів гуми 1 вони можуть бути виконані під кутом (див. фіг.5). В др угому варіанті для обкладки кутів ємності листи гуми 1 спільно з привулканізованими металевими листами 2, виконують кутовими (див.фіг.6). В третьому варіанті для обкладки кутів ємності при виготовлені заготовок до листа 1 привулканізовують два окремих металевих листа 2 для наступного згибу листа гуми 1 між ними, по кутам ємності (див. фіг.7). Кріплять заготовки приварюванням їх металевих листів 2 до стінок 7 ємності крізь отвори 5 на поверхнях оголень 4 металевих листів у середині вибірок 3 гумових листів. В процесі обкладки ємності перед стиковкою кромок 6 гумових листів 1, заготовки промазують клеєм. Після завершення обкладки ємності з використанням вищезгаданого кріплення заготовок, чи в процесі обкладки - вибірки 3 в листах гуми 1 заклеюють гумовими вставками 8 (див. Фіг.8). Тим самим як це описано вище забезпечується якісне гумування незалежно від габаритів ємності та місця виконання процесу гумування.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rubberizing the metallic containers
Автори англійськоюSholin Mykhailo Kostiantynovych
Назва патенту російськоюСпособ обрезинивания металлических емкостей
Автори російськоюШолин Михаил Константинович
МПК / Мітки
МПК: B29C 63/26
Мітки: спосіб, ємностей, металевих, гумування
Код посилання
<a href="https://ua.patents.su/4-68565-sposib-gumuvannya-metalevikh-ehmnostejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гумування металевих ємностей</a>
Спосіб гумування металевих ємкостей
Номер патенту: 66127
Опубліковано: 15.04.2004
Автори: Лепьохін Володимир Васильович, Шолін Михайло Костянтинович, Кудрявцева Ольга Іванівна, Тимашов Сергій Павлович
МПК: B29C 63/26
Мітки: ємкостей, металевих, спосіб, гумування
Формула / Реферат:
Спосіб гумування металевих ємкостей, який включає виготовлення заготовок, кріплення заготовок з їх склеюванням при стикуванні, який відрізняється тим, що виготовляють заготовки у вигляді листів гуми, які привулканізовані до металевих листів зі зміщенням кромок листів гуми відносно кромок металевих листів, кріплять заготовки приварюванням кромок їх металевих листів до стінок ємкості, склеюють заготовки звисаючою над власним металевим листом...
Спосіб гумування
Номер патенту: 47537
Опубліковано: 15.07.2002
Автори: Лепьохін Володимир Васильович, Кудрявцева Ольга Іванівна, Тимашов Сергій Павлович, Селезньов Анатолій Михайлович
МПК: B29L 31/00, B29C 63/00, B29K 19/00
Формула / Реферат:
Спосіб гумування, що включає обробку металевої поверхні, наступне нанесення на неї клею, сушіння клею, нанесення поверх клею сирої гуми, вулканізацію, який відрізняється тим, що обробку металевої поверхні здійснюють надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, що має середню крупність, визначувану із співвідношення: d > 17h,де: d - середня крупність наповнювача, мкм, h- загальна товщина шару клею за...
Маркувальний пристрій для ємностей

Номер патенту: 119
Опубліковано: 25.12.1997
Автор: Дубік Ольга Богданівна
МПК: B65C 3/00
Мітки: ємностей, маркувальний, пристрій
Формула / Реферат:
1. Маркувальний пристрій для ємностей, що містить марку, який відрізняється тим, що на марку прилаштований ковпачок з можливістю міцно охопити голівку ємності.2. Пристрій за п. 1, який відрізняється тим, що ковпачок виконаний з прозорої поліетиленової термоусадної фольги.3. Пристрій за п. 1, який відрізняється тим, що ковпачок має кулясту форму.
Спосіб розміщення та кріплення металевих листів на залізничній платформі
Номер патенту: 50069
Опубліковано: 15.10.2002
Автор: Петрухін Володимир Миколайович
МПК: B61D 3/16
Мітки: розміщення, кріплення, спосіб, платформи, листів, залізничний, металевих
Формула / Реферат:
1. Спосіб розміщення та кріплення металевих листів на залізничній платформі, що включає розміщення їх на вантажонесучих опорах в похилому положенні, який відрізняється тим, що листи розміщують і закріплюють консольно на похилих ложементах вантажонесучих опор з упиранням нижніми ребрами в їхні опорні площадки, нижні краї листів притискають до ложементів затискачами, а верхні консольні краї листів охоплюють гнучкими кріпильними елементами і...
Спосіб розміщення металевих листів на залізничній платформі
Номер патенту: 50067
Опубліковано: 15.10.2002
Автор: Петрухін Володимир Миколайович
МПК: B61D 3/16
Мітки: спосіб, розміщення, залізничний, платформи, металевих, листів
Формула / Реферат:
Спосіб розміщення металевих листів на залізничній платформі, що включає їх розміщення на вантажонесучих опорах в похилому положенні, який відрізняється тим, що верхні ребра листів розміщують на висоті від 4000 мм до 5300 мм від рівня головки рейки з виходом за габарит навантаження, а площини листів розміщують під кутом від 30° до 55° до вертикалі таким чином, що елементи вантажонесучої опори кріплення нижнього краю листів виходять за боковий...
Попередній патент: Криволінійний міст
Наступний патент: Спосіб монтажу прогонової будови мосту
Випадковий патент: Спосіб одержання фільтрувальної речовини для очищення мастильно-охолодних рідин