Спосіб гумування
Номер патенту: 47537
Опубліковано: 15.07.2002
Автори: Кудрявцева Ольга Іванівна, Селезньов Анатолій Михайлович, Лепьохін Володимир Васильович, Тимашов Сергій Павлович
Формула / Реферат
Спосіб гумування, що включає обробку металевої поверхні, наступне нанесення на неї клею, сушіння клею, нанесення поверх клею сирої гуми, вулканізацію, який відрізняється тим, що обробку металевої поверхні здійснюють надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, що має середню крупність, визначувану із співвідношення: d > 17h,
де: d - середня крупність наповнювача, мкм,
h- загальна товщина шару клею за нормаллю до поверхні, мкм.
Текст
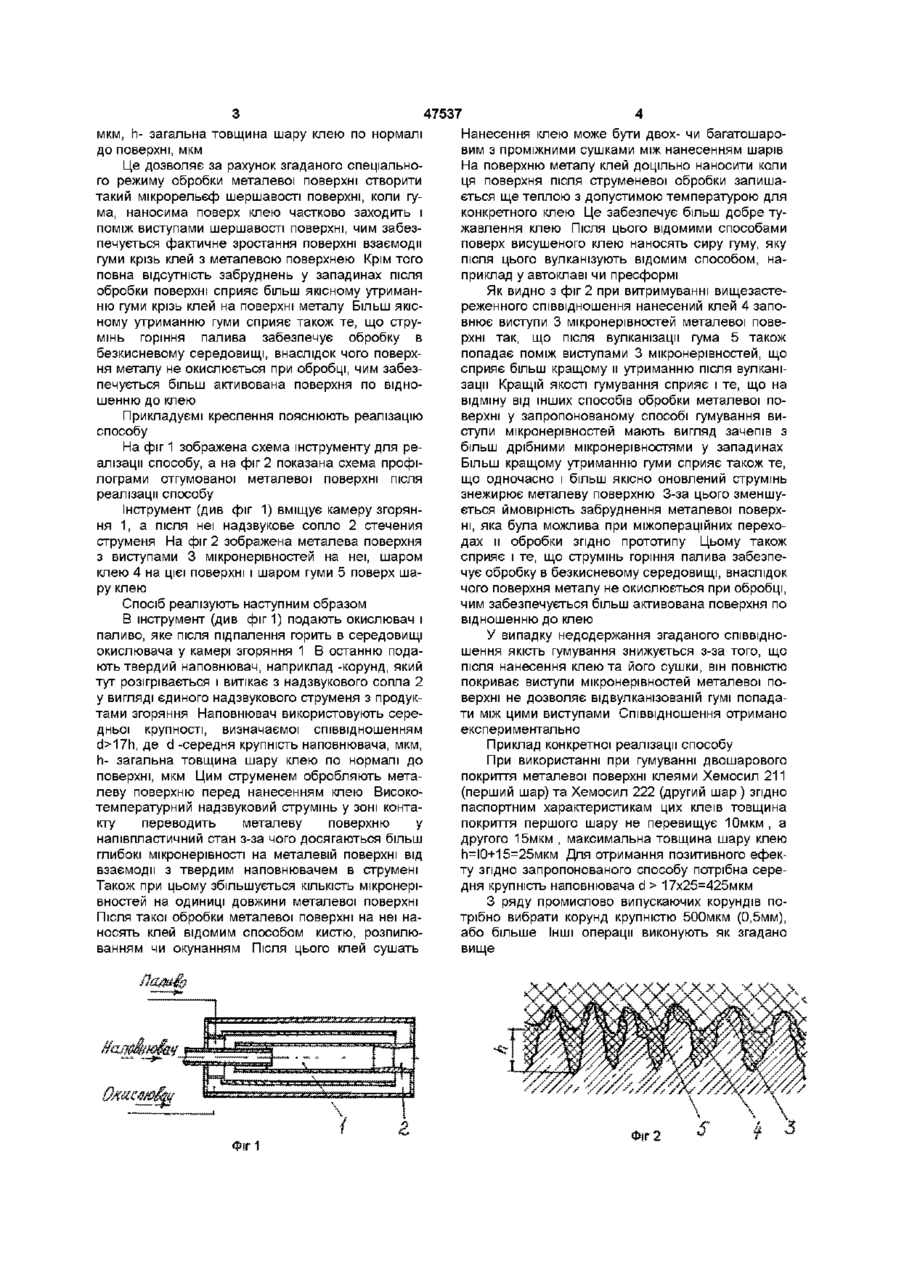
Спосіб гумування, що включає обробку металевої поверхні, наступне нанесення на неї клею, сушіння клею, нанесення поверх клею сирої гуми, вулканізацію, який відрізняється тим, що обробку металевої поверхні здійснюють надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, що має середню крупність, визначувану із співвідношення d > 17h, де d - середня крупність наповнювача, мкм, п- загальна товщина шару клею за нормаллю до поверхні, мкм до гумування Виявляється це тому, що дробоструменева дія залишає неглибокі лунки на поверхні металу та малу їх КІЛЬКІСТЬ на одиницю довжини зза чого можливе залишення ділянок забруднення та корозії Крім того при знежирюванні можливе збереження у заглибленнях залишків мастил та забруднень Можливо також забруднення поверхні при міжопераційних переходах В основу винаходу покладено задачу вдосконалити спосіб гумування шляхом здійснення обробки металевої поверхні надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, маючим середню крупність, визначаєму із співвідношення d >17h, де d - середня крупність наповнювача, мкм, п- загальна товщина шару клею по нормалі до поверхні, мкм Це дозволяє підвищити якість гумування у порівнянні з прототипом та іншими відомими способами гумування Супутнім позитивним ефектом виявляється збільшення продуктивності гумування за рахунок придания поверхні необхідної шершавості з одночасним и знежирюванням Поставлена задача вирішується тим, що в способі гумування, що включає( обробку металевої поверхні, наступне нанесення на неї клею, сушіння клею, нанесення поверх клею сирої гуми, вулканізацію, на відміну від прототипу обробку металевої поверхні здійснюють надзвуковим струменем продуктів згоряння палива з твердим наповнювачем, що має середню крупність, визначувану із співвідношення d >17h, де d - середня крупність наповнювача, О і со Ю 47537 мкм, h- загальна товщина шару клею по нормалі до поверхні, мкм Це дозволяє за рахунок згаданого спеціального режиму обробки металевої поверхні створити такий мікрорельєф шершавості поверхні, коли гума, наносима поверх клею частково заходить і поміж виступами шершавості поверхні, чим забезпечується фактичне зростання поверхні взаємодії гуми крізь клей з металевою поверхнею Крім того повна відсутність забруднень у западинах після обробки поверхні сприяє більш якісному утриманню гуми крізь клей на поверхні металу Більш якісному утриманню гуми сприяє також те, що струмінь горіння палива забезпечує обробку в безкисневому середовищі, внаслідок чого поверхня металу не окислюється при обробці, чим забезпечується більш активована поверхня по відношенню до клею Прикладуємі креслення пояснюють реалізацію способу На фіг 1 зображена схема інструменту для реалізації способу, а на фіг 2 показана схема профілограми отгумованої металевої поверхні після реалізації способу Інструмент (див фіг 1) вміщує камеру згоряння 1, а після неї надзвукове сопло 2 стечения струменя На фіг 2 зображена металева поверхня з виступами 3 мікронерівностей на неї, шаром клею 4 на цієї поверхні і шаром гуми 5 поверх шару клею Спосіб реалізують наступним образом В інструмент (див ф і г і ) подають окислювач і паливо, яке після підпалення горить в середовищі окислювача у камері згоряння 1 В останню подають твердий наповнювач, наприклад -корунд, який тут розігрівається і витікає з надзвукового сопла 2 у вигляді єдиного надзвукового струменя з продуктами згоряння Наповнювач використовують середньої крупності, визначаємої співвідношенням d>17h, де d -середня крупність наповнювача, мкм, п- загальна товщина шару клею по нормалі до поверхні, мкм Цим струменем обробляють металеву поверхню перед нанесенням клею Високотемпературний надзвуковий струмінь у зоні контакту переводить металеву поверхню у напівпластичний стан з-за чого досягаються більш глибокі мікронерівності на металевій поверхні від взаємодії з твердим наповнювачем в струмені Також при цьому збільшується КІЛЬКІСТЬ мікронерівностей на одиниці довжини металевої поверхні Після такої обробки металевої поверхні на неї наносять клей відомим способом кистю, розпилюванням чи окунаниям Після цього клей сушать Нанесення клею може бути двох- чи багатошаровим з проміжними сушками між нанесенням шарів На поверхню металу клей доцільно наносити коли ця поверхня після струменевої обробки залишається ще теплою з допустимою температурою для конкретного клею Це забезпечує більш добре тужавлення клею Після ЦЬОГО ВІДОМИМИ способами поверхвисушеного клею наносять сиру гуму, яку після цього вулканізують відомим способом, наприклад у автоклаві чи пресформі Як видно з фіг 2 при витримуванні вищезастереженного співвідношення нанесений клей 4 заповнює виступи 3 мікронерівностей металевої поверхні так, що після вулканізації гума 5 також попадає поміж виступами 3 мікронерівностей, що сприяє більш кращому м утриманню після вулканізації Кращій якості гумування сприяє і те, що на відміну від інших способів обробки металевої поверхні у запропонованому способі гумування виступи мікронерівностей мають вигляд зачепів з більш дрібними мікронерівностями у западинах Більш кращому утриманню гуми сприяє також те, що одночасно і більш якісно оновлений струмінь знежирює металеву поверхню З-за цього зменшується ймовірність забруднення металевої поверхні, яка була можлива при міжопераційних переходах и обробки згідно прототипу Цьому також сприяє і те, що струмінь горіння палива забезпечує обробку в безкисневому середовищі, внаслідок чого поверхня металу не окислюється при обробці, чим забезпечується більш активована поверхня по відношенню до клею У випадку недодержання згаданого співвідношення якість гумування знижується з-за того, що після нанесення клею та його сушки, він повністю покриває виступи мікронерівностей металевої поверхні не дозволяє відвулканізованій гумі попадати між цими виступами Співвідношення отримано експериментально Приклад конкретної реалізації способу При використанні при гумуванні двошарового покриття металевої поверхні клеями Хемосил 211 (перший шар) та Хемосил 222 (другий шар ) згідно паспортним характеристикам цих клеїв товщина покриття першого шару не перевищує Юмкм , а другого 15мкм , максимальна товщина шару клею п=Ю+15=25мкм Для отримання позитивного ефекту згідно запропонованого способу потрібна середня крупність наповнювача d > 17х25=425мкм З ряду промислово випускаючих корундів потрібно вибрати корунд крупністю 500мкм (0,5мм), або більше Інші операції виконують як згадано вище 47537 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rubberizing
Назва патенту російськоюСпособ обрезинивания
МПК / Мітки
МПК: B29L 31/00, B29C 63/00, B29K 19/00
Код посилання
<a href="https://ua.patents.su/3-47537-sposib-gumuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гумування</a>
Спосіб гумування ємнісного обладнання
Номер патенту: 3844
Опубліковано: 27.12.1994
Автори: Телеп Володимир Степанович, Нестор Василь Петрович, Хабер Микола Васильович, Давискиба Петро Михайлович, Угро Ніна Григорівна, Нестор Людмила Іллівна, Гудзера Сергій Сергійович, Ліпатов Юрій Сергійович
МПК: B29C 63/26
Мітки: спосіб, гумування, ємнісного, обладнання
Формула / Реферат:
Способ гуммирования емкостного оборудования, включающий предварительную подготовку защищаемой поверхности, промазку резиновым клеем на основе натурального каучука, приклеивание дублированного слоя резиновой смеси на основе натрий-бутадиенового каучука и вулканизацию острым паром при 108^С, отличающийся тем, что, с целью повышения химической стойкости получаемого покрытия в солянок ислых растворах с хлорорганическими примесями, увеличения...
Спосіб безшовного скріплення книжкового блоку
Номер патенту: 29977
Опубліковано: 15.11.2000
Автори: Гавенко Світлана Федорівна, Кулік Любомира Йосипівна, Мартинюк Марія Святославівна
МПК: B42D 1/00
Мітки: безшовного, скріплення, блоку, спосіб, книжкового
Формула / Реферат:
Спосіб безшовного скріплення книжкового блока, що включає зрізування фальців корінця блока, його торшонування, нанесення на нього двох шарів клею, накидання обкладинки, який відрізняється тим, що перший шар клею товщиною 10-20мкм наносять на корінець блока, прикривають прозорою плівкою, опромінюють УФ-променями, знімають плівку, після чого ще раз наносять другий шар розігрітого термоклею.
Спосіб одержання малюнків на поверхні скла
Номер патенту: 47964
Опубліковано: 15.07.2002
Автор: Лєбедев Валерій Павлович
МПК: C03C 17/00
Мітки: одержання, поверхні, малюнків, скла, спосіб
Формула / Реферат:
Спосіб одержання малюнків на поверхні скла шляхом нанесення на матовану поверхню скла водного розчину міздрового клею, нагріву і сушіння, який відрізняється тим, що на матоване скло наносять малюнок, а після сушіння проводять металізацію і наносять колір у вакуумній камері.
Спосіб одержання клейового з’єднання
Номер патенту: 36992
Опубліковано: 16.04.2001
Автори: Стаднік Наталія Володимирівна, Зенкін Анатолій Семенович, Мохамед Хусейн Мустафа Аль Фрихат, Тривайло Михайло Семенович
МПК: F16B 11/00
Мітки: спосіб, клейового, одержання, з'єднання
Текст:
...так як-ширина стиску деталей В зменшується до ширини торців сітки 6 - Вх . Спосіб одержання клейового з'єднання здійснюється так. Поверхні 1,2 деталей 3 і 4 підготовлюють до склеювання, наносять клей 5 на поверхню однієї з деталей, наприклад, на поверхню 1 деталі 3, на тій же поверхні розташовують в центрі металеву сітку 6, накладають в необхідному положенні деталь 3 на деталь 4 і стискають їх між собою до моменту отвердіння клею. При...
Пристрій для очищення внутрішньої поверхні трубопроводу
Номер патенту: 43493
Опубліковано: 17.12.2001
Автори: Далік Лідія Олексіївна, Іванов Сергій Іванович, Соболь Анатолій Романович, Чурсін Олександр Маркович, Барибіна Олександра Миколаївна, Петренко Олег Іванович, Клисак Геннадій Олександрович, Ільницький Микола Карлович
МПК: B08B 9/04
Мітки: очищення, пристрій, внутрішньої, трубопроводу, поверхні
Формула / Реферат:
1. Пристрій для очищення внутрішньої поверхні трубопроводу , що містить заповнену пружним або текучим середовищем багатошарову еластичну оболонку з зовнішнім захисним шаром, яка відрізняється тим, що оболонка має сферичну форму, вентильно - запірну арматуру і виконана у вигляді кульового поршня, загальна товщина стінки (tст) і товщина захисного шару (tзс) якого мають такі співвідношення з його зовнішнім радіусом (Rп ):0,lRп £ tcт...
Попередній патент: Пристрій для ультразвукової ударної обробки металів
Наступний патент: Композиція для отримання захисного градієнтного покриття на металевiй підкладці електронно-променевим випаровуванням і конденсацією у вакуумі
Випадковий патент: Пристрій для регулювання системи холостого ходу карбюратора