Штамп для виготовлення секційних гвинтових заготовок
Номер патенту: 69474
Опубліковано: 25.04.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович

Формула / Реферат
Штамп для виготовлення секційних гвинтових заготовок, що містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями, який відрізняється тим, що в матриці, на гвинтовій робочій поверхні, виконані радіальні канавки, в яких розміщені плоскі упори, встановлені з можливістю взаємодії з пружними елементами, встановленими на дні радіальних канавок, а робочі поверхні плоских упорів зі сторони пуансона розміщені в одній площині та встановлені з можливістю суміщення з гвинтовою робочою поверхнею матриці.
Текст
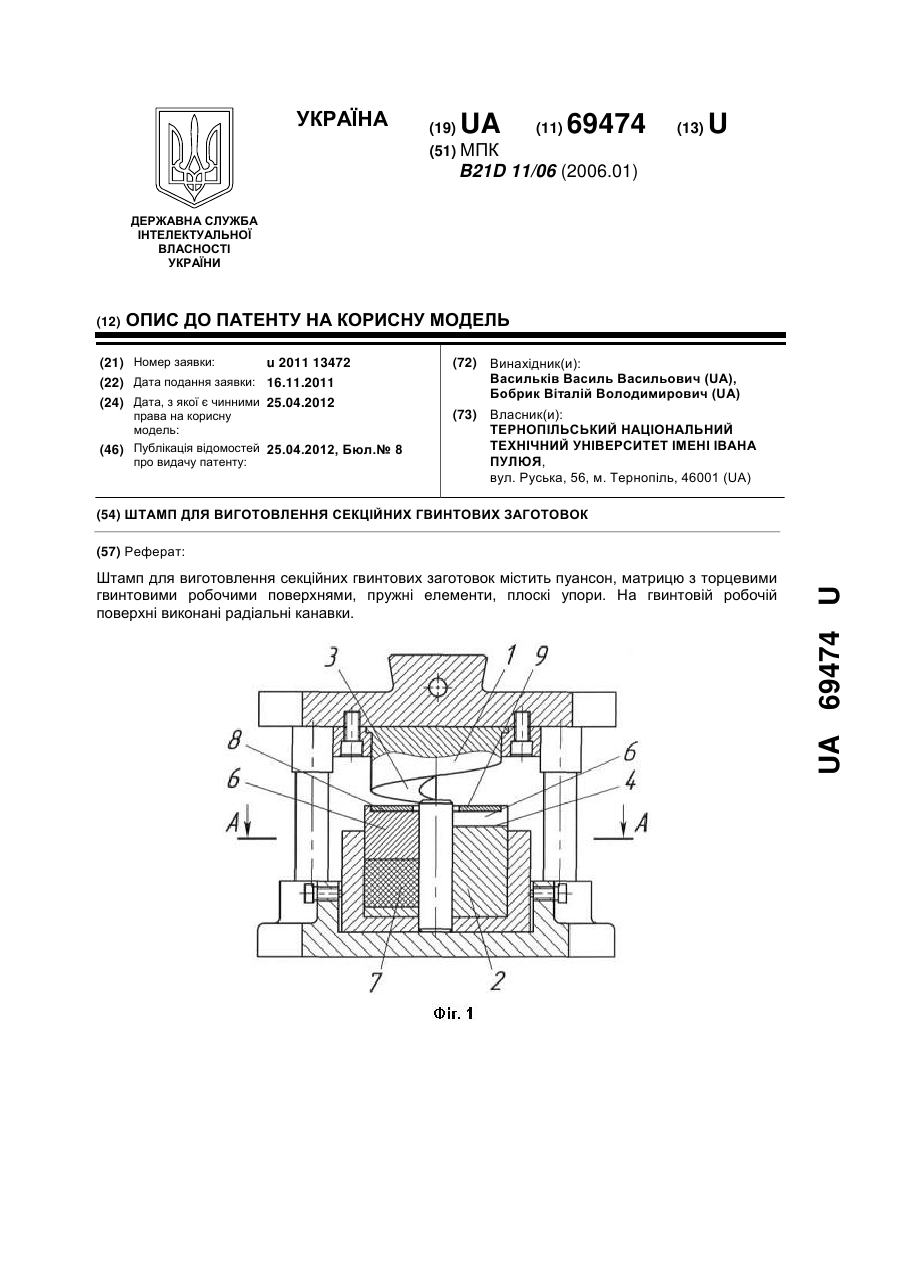
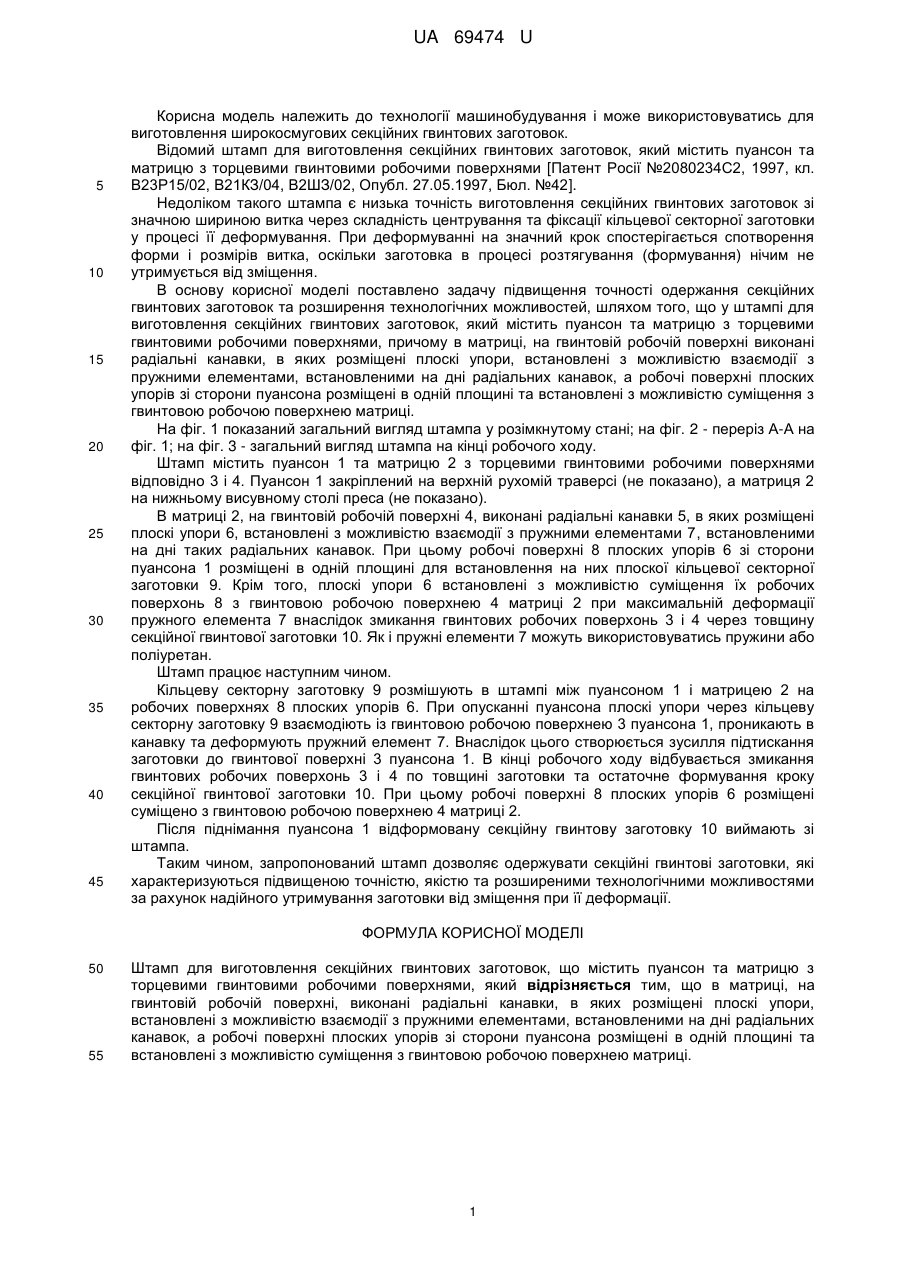
Реферат: UA 69474 U UA 69474 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових секційних гвинтових заготовок. Відомий штамп для виготовлення секційних гвинтових заготовок, який містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями [Патент Росії №2080234С2, 1997, кл. В23Р15/02, В21КЗ/04, В2ШЗ/02, Опубл. 27.05.1997, Бюл. №42]. Недоліком такого штампа є низька точність виготовлення секційних гвинтових заготовок зі значною шириною витка через складність центрування та фіксації кільцевої секторної заготовки у процесі її деформування. При деформуванні на значний крок спостерігається спотворення форми і розмірів витка, оскільки заготовка в процесі розтягування (формування) нічим не утримується від зміщення. В основу корисної моделі поставлено задачу підвищення точності одержання секційних гвинтових заготовок та розширення технологічних можливостей, шляхом того, що у штампі для виготовлення секційних гвинтових заготовок, який містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями, причому в матриці, на гвинтовій робочій поверхні виконані радіальні канавки, в яких розміщені плоскі упори, встановлені з можливістю взаємодії з пружними елементами, встановленими на дні радіальних канавок, а робочі поверхні плоских упорів зі сторони пуансона розміщені в одній площині та встановлені з можливістю суміщення з гвинтовою робочою поверхнею матриці. На фіг. 1 показаний загальний вигляд штампа у розімкнутому стані; на фіг. 2 - переріз А-А на фіг. 1; на фіг. 3 - загальний вигляд штампа на кінці робочого ходу. Штамп містить пуансон 1 та матрицю 2 з торцевими гвинтовими робочими поверхнями відповідно 3 і 4. Пуансон 1 закріплений на верхній рухомій траверсі (не показано), а матриця 2 на нижньому висувному столі преса (не показано). В матриці 2, на гвинтовій робочій поверхні 4, виконані радіальні канавки 5, в яких розміщені плоскі упори 6, встановлені з можливістю взаємодії з пружними елементами 7, встановленими на дні таких радіальних канавок. При цьому робочі поверхні 8 плоских упорів 6 зі сторони пуансона 1 розміщені в одній площині для встановлення на них плоскої кільцевої секторної заготовки 9. Крім того, плоскі упори 6 встановлені з можливістю суміщення їх робочих поверхонь 8 з гвинтовою робочою поверхнею 4 матриці 2 при максимальній деформації пружного елемента 7 внаслідок змикання гвинтових робочих поверхонь 3 і 4 через товщину секційної гвинтової заготовки 10. Як і пружні елементи 7 можуть використовуватись пружини або поліуретан. Штамп працює наступним чином. Кільцеву секторну заготовку 9 розмішують в штампі між пуансоном 1 і матрицею 2 на робочих поверхнях 8 плоских упорів 6. При опусканні пуансона плоскі упори через кільцеву секторну заготовку 9 взаємодіють із гвинтовою робочою поверхнею 3 пуансона 1, проникають в канавку та деформують пружний елемент 7. Внаслідок цього створюється зусилля підтискання заготовки до гвинтової поверхні 3 пуансона 1. В кінці робочого ходу відбувається змикання гвинтових робочих поверхонь 3 і 4 по товщині заготовки та остаточне формування кроку секційної гвинтової заготовки 10. При цьому робочі поверхні 8 плоских упорів 6 розміщені суміщено з гвинтовою робочою поверхнею 4 матриці 2. Після піднімання пуансона 1 відформовану секційну гвинтову заготовку 10 виймають зі штампа. Таким чином, запропонований штамп дозволяє одержувати секційні гвинтові заготовки, які характеризуються підвищеною точністю, якістю та розширеними технологічними можливостями за рахунок надійного утримування заготовки від зміщення при її деформації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Штамп для виготовлення секційних гвинтових заготовок, що містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями, який відрізняється тим, що в матриці, на гвинтовій робочій поверхні, виконані радіальні канавки, в яких розміщені плоскі упори, встановлені з можливістю взаємодії з пружними елементами, встановленими на дні радіальних канавок, а робочі поверхні плоских упорів зі сторони пуансона розміщені в одній площині та встановлені з можливістю суміщення з гвинтовою робочою поверхнею матриці. 1 UA 69474 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюStamp for manufacturing sectional screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Bobryk Vitalii Volodymyrovych
Назва патенту російськоюШтамп для изготовления секционных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, секційних, гвинтових, заготовок, штамп
Код посилання
<a href="https://ua.patents.su/4-69474-shtamp-dlya-vigotovlennya-sekcijjnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Штамп для виготовлення секційних гвинтових заготовок</a>
Спосіб виготовлення гвинтових гофрованих заготовок
Номер патенту: 23331
Опубліковано: 25.05.2007
Автори: Новосад Іван Ярославович, Драган Андрій Петрович, Дячун Андрій Євгенович, Гевко Роман Богданович, Гевко Богдан Матвійович
МПК: B21H 3/00
Мітки: гвинтових, виготовлення, спосіб, заготовок, гофрованих
Формула / Реферат:
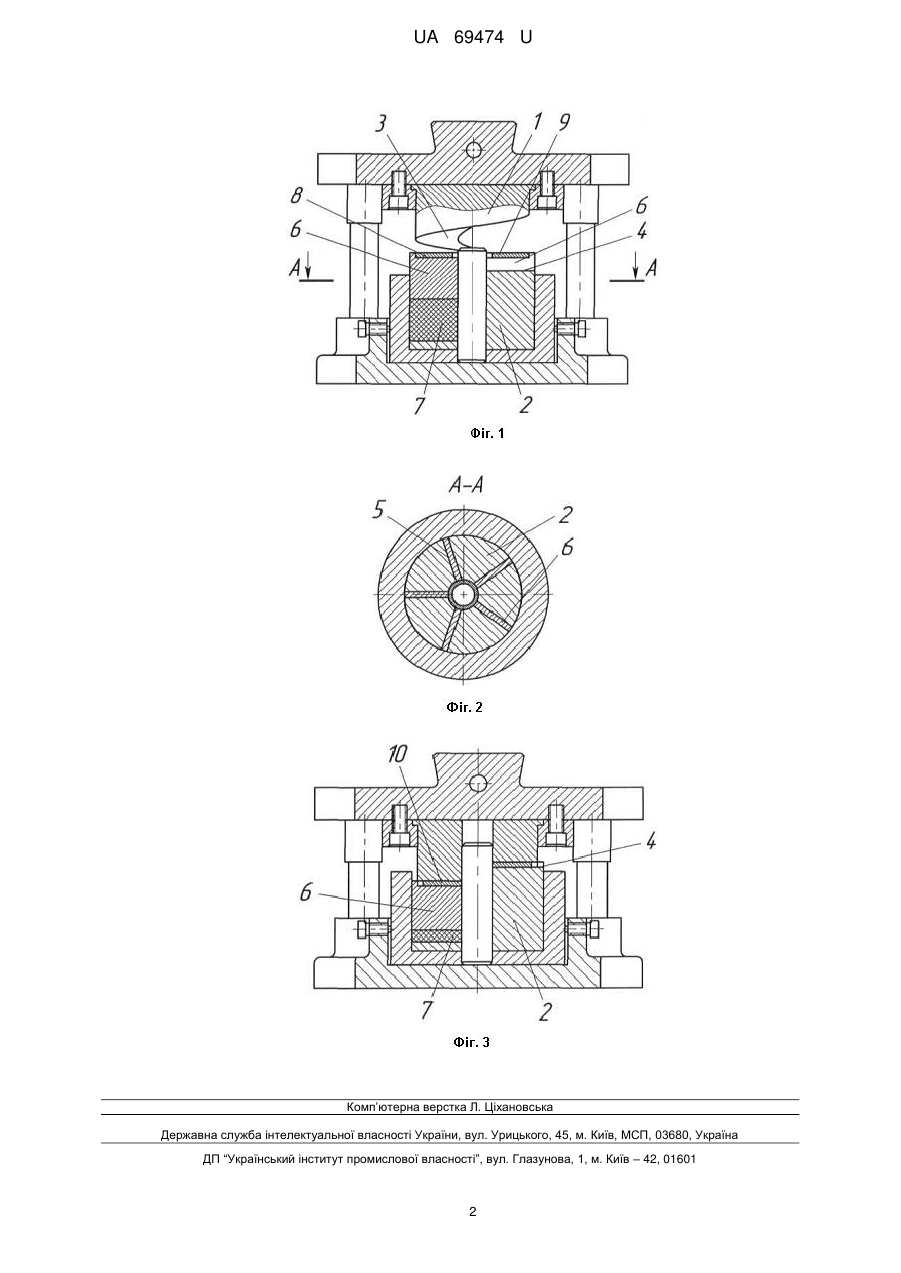
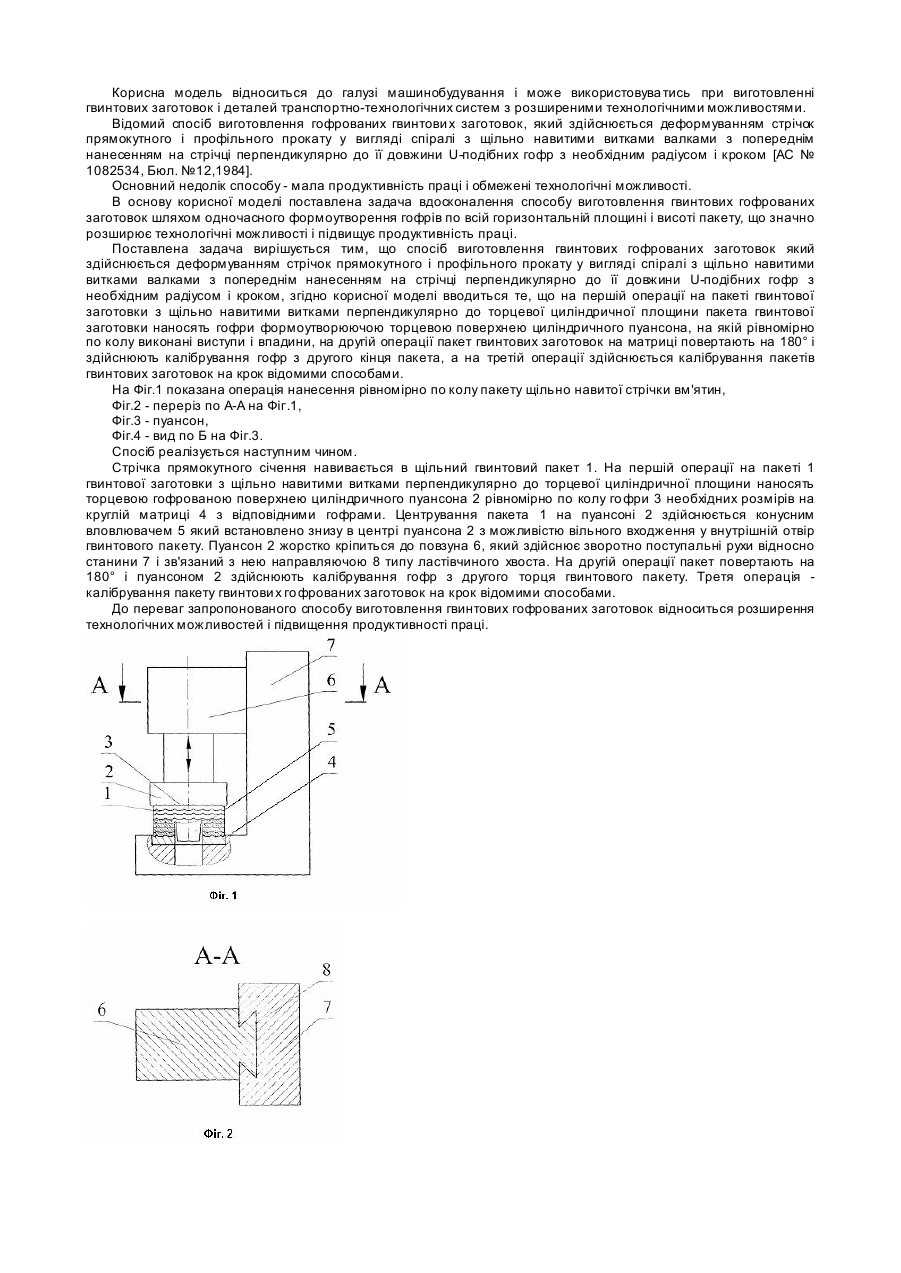
Спосіб виготовлення гвинтових гофрованих заготовок, при якому деформують стрічки прямокутного і профільного прокату у вигляді спіралі з щільно навитими витками валками з попереднім нанесенням на стрічці перпендикулярно до її довжини U-подібних гофрів з необхідним радіусом і кроком, який відрізняється тим, що на першій операції на пакеті гвинтової заготовки з щільно навитими витками перпендикулярно до торцевої циліндричної площини пакета...
Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 64318
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, гвинтових, штампозварних, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеву заготовку, розрізають по радіусу до утворення кільцевої секторної заготовки та формують секційну гвинтову заготовку шляхом розтягування кільцевої секторної заготовки за допомогою співвісних пуансона і матриці з робочими гвинтовими поверхнями з наступним зварюванням одержаних секційних гвинтових заготовок, який відрізняється тим, що при формуванні секційної...
Пристрій для виготовлення гвинтових гофрованих заготовок
Номер патенту: 64533
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гофрованих, виготовлення, заготовок, гвинтових, пристрій
Формула / Реферат:
Пристрій для виготовлення гвинтових гофрованих заготовок, який містить, встановлені з можливістю зубчастого зачеплення між собою через товщину стрічкової заготовки, формувальний зубчастий валок та формувальну основу із зубчастою поверхнею, яка виконана на торцевій початковій плоскій поверхні, що перпендикулярна до осі його обертання, який відрізняється тим, що формувальний зубчастий валок встановлений з можливістю поступального переміщення...
Спосіб виготовлення гвинтових гофрованих заготовок

Номер патенту: 26885
Опубліковано: 10.10.2007
Автори: Драган Андрій Петрович, Гевко Роман Богданович, Гладьо Юрій Богданович, Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: гвинтових, гофрованих, заготовок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтових гофрованих заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції здійснюють відрізання смуги необхідної ширини і довжини, на другій операції здійснюють формоутворення гофрів заданої форми і розмірів за допомогою ортогональних або неортогональних формоутворюючих конічних інструментів і упорної шайби, встановленої на більшому торці ведучого конічного...
Формуючий вузол пристрою для виготовлення гвинтових гофрованих заготовок
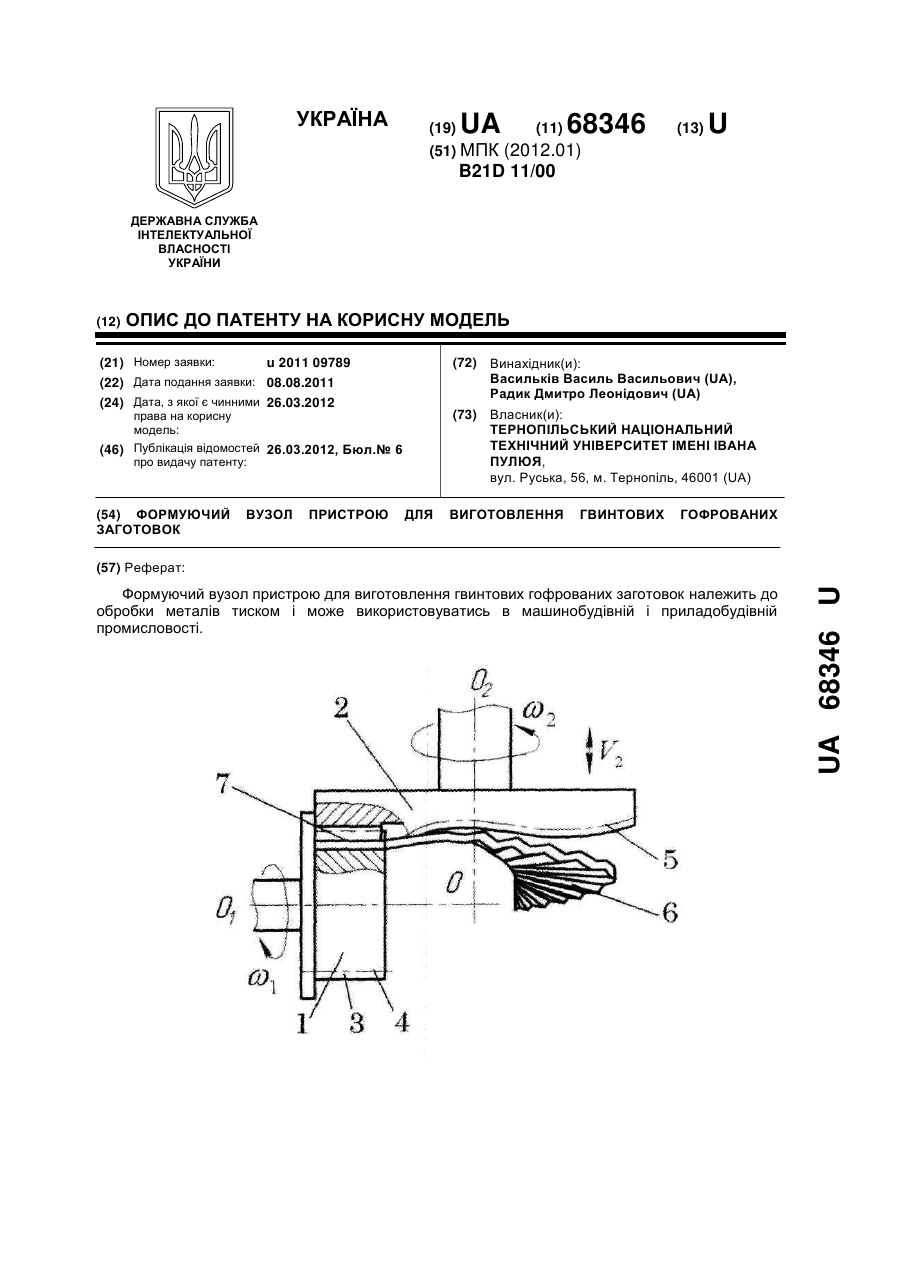
Номер патенту: 68346
Опубліковано: 26.03.2012
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: пристрою, заготовок, гвинтових, вузол, гофрованих, формуючий, виготовлення
Формула / Реферат:
Формуючий вузол пристрою для виготовлення гвинтових гофрованих заготовок, який містить, встановлені з можливістю зубчастого зачеплення між собою через товщину стрічкової заготовки, циліндричний формувальний зубчастий валок із початковою циліндричною поверхнею та формувальну основу із зубчастою поверхнею, яка виконана на торцевій початковій поверхні що перпендикулярна до осі її обертання, причому осі формувального валка і формувальної основи...
Попередній патент: Дискретний дренаж за підпірною стінкою
Наступний патент: Екологічно чисті пелети твердого палива
Випадковий патент: Продувний пристрій для обробки металургійних розплавів інертним газом