Магнітодинамічна установка для нагрівання та розливу рідких металів і сплавів
Номер патенту: 69696
Опубліковано: 17.07.2006
Автори: Шнурко Володимир Кузьмич, Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович, Щербак Борис Костянтинович, Загоровський Павло Іванович
Формула / Реферат
Винахід відноситься до пристроїв для перетворення зворотно-поступального руху поршня в обертальний рух вала (чи навпаки - в компресорах) із застосуванням кривошипно-шатунних механізмів, у виробництві та експлуатації двигунів внутрішнього згоряння і компресорів.
Відомий пристрій для перетворення зворотно-поступального руху поршня в обертальний рух вала із застосуванням кривошипно-шатунних механізмів. (Д.Н.Вырубов, С.И.Ефимов, Н.А.Иващенко и др.; Двигатели внутреннего згорания: Конструирование и расчет на прочность поршневых и комбинированых двигателей. М.: Машиностроение, 1984. С.10-12).
Бічні сили (С.61-68), що діють на поршень та циліндр, суттєво скорочують термін їх експлуатації.
Також відомий, вибраний як прототип, пристрій для перетворення зворотно-поступального руху поршня в обертальний рух вала із застосуванням кривошипно-шатунних механізмів з крейцкопфами, де повзун забезпечує прямолінійний рух штока тому бічні зусилля на поршень і циліндр відсутні (С.173-175).
Крейцкопфні двигуни мають велику висоту (С.374), що обмежує коло їх застосування, в наслідок подвійної відстані між поршнем і колін валом - у порівнянні з безкрейцкопфними кривошипами - шатун зі штоком виготовлені масивними, що зумовлює застосування крейцкопфних механізмів в малообертальних двигунах.
В основу винаходу поставлено задачу удосконалення кривошипно-шатунного механізму шляхом модифікації з'єднання між рухомими елементами конструкції. Завдяки чому бічні зусилля на циліндр відсутні. кривошипно-шатунний механізм малогабаритний.
Поставлена задача вирішується тим, що згідно з винаходом, один поршень з'єднай ний шатунами з двома колінвалами, зубчастою передачею забезпечено обертання колін-валів у протилежних напрямках де передаточне відношення дорівнює 1, вісь циліндра паралельна бісектрисі кута між шатунами, що зумовлює розподіл бічних сил. які діють на поршень та циліндр, на рівні частини та спрямування їх у протилежних напрямках.
Розподіл бічних сил на рівні частини і спрямування у протилежних напрямках спричиняє до їх взаємознищення.
У порівнянні з прототипом, значно зменшено габарити і вагу елементів кривошипно-шатунного механізму.
За умови парного числа циліндрів у ряду . взаємознищуються центробіжні сили.
У випадку з горизонтальним розташуванням циліндрів, маса поршня підтримується шатунами - поршень не "лежить" у циліндрі.
Суть винаходу пояснюється кресленням, де зображені:
- фігура 1 - кінематична схема механізму;
- фігура 2 - кривошипно-поршнева група.
Кривошипно-поршнева група фігура 2 містить циліндр 1, в якому знаходиться поршень 2. з'єднаний пальцями 3 чи одним пальцем - видно з фігури 1 - з шатунами 4, які з’єднані з колінвалом 5. шестернями 6 фігура 1 забезпечена зубчаста передача між колінвалами, шестерні введені в зубчасте зчеплення таким чином щоб забезпечити рівність кутів і між віссю циліндра і шатунами.
Тандемний кривошип працює таким чином.
Зубчаста передача мій колінвалами передаточне відношення якої дорівнює 1 та попереднє введення в зубчасте зчеплення із забезпеченням рівності кутів міх віссю циліндра та шатунами зумовлює безперешкодне обертання колінвалів у протилежних напрямках. Навантаження періодично, рівними частинами, передається від поршня 2 на колінвали 5 - розширення газів, чи від колінвалів на поршень - стиснення газів. Бічні сили N і N1, які діють на поршень, однакові за величиною і спрямовані у протилежних напрямках, тому взаємознищуються.
Текст
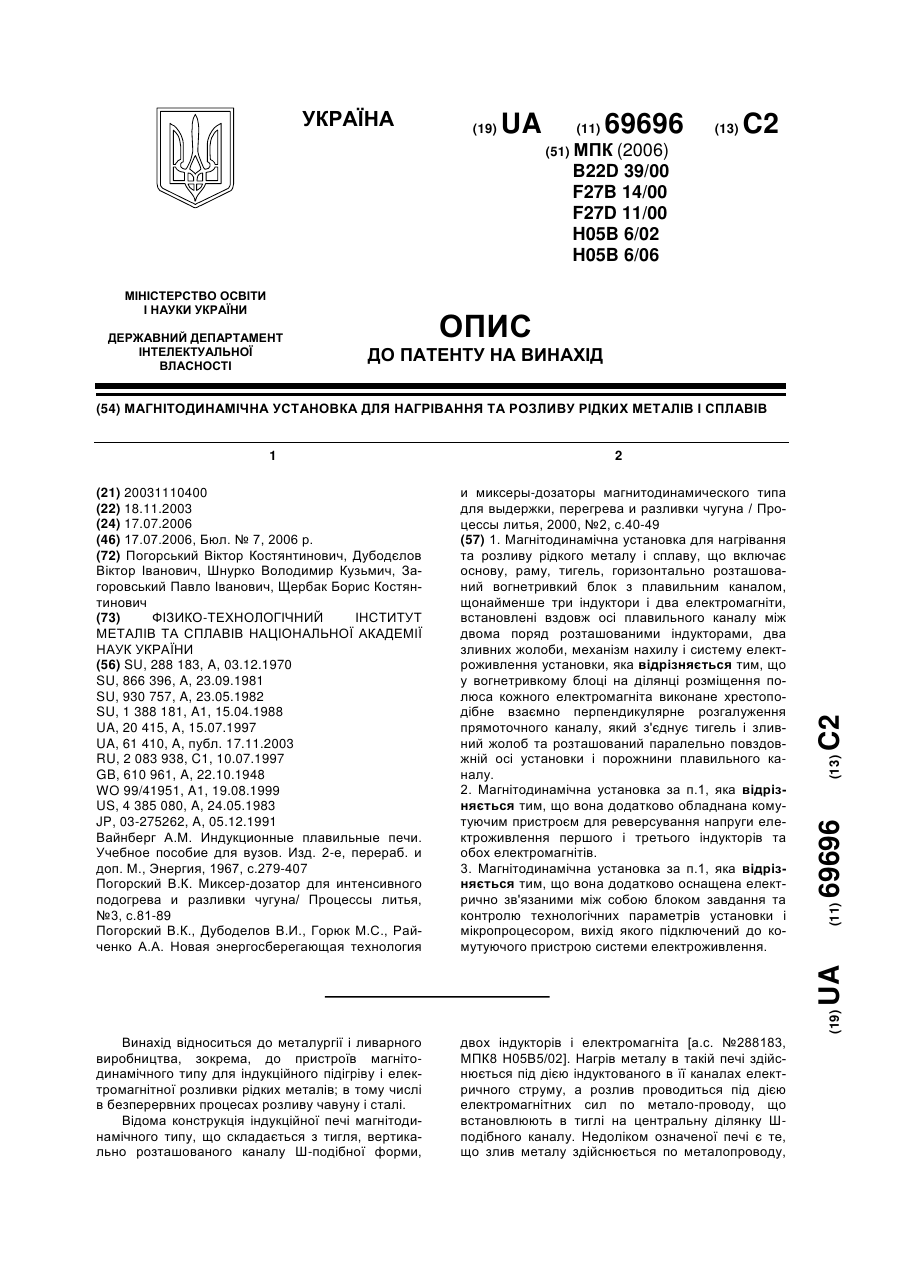
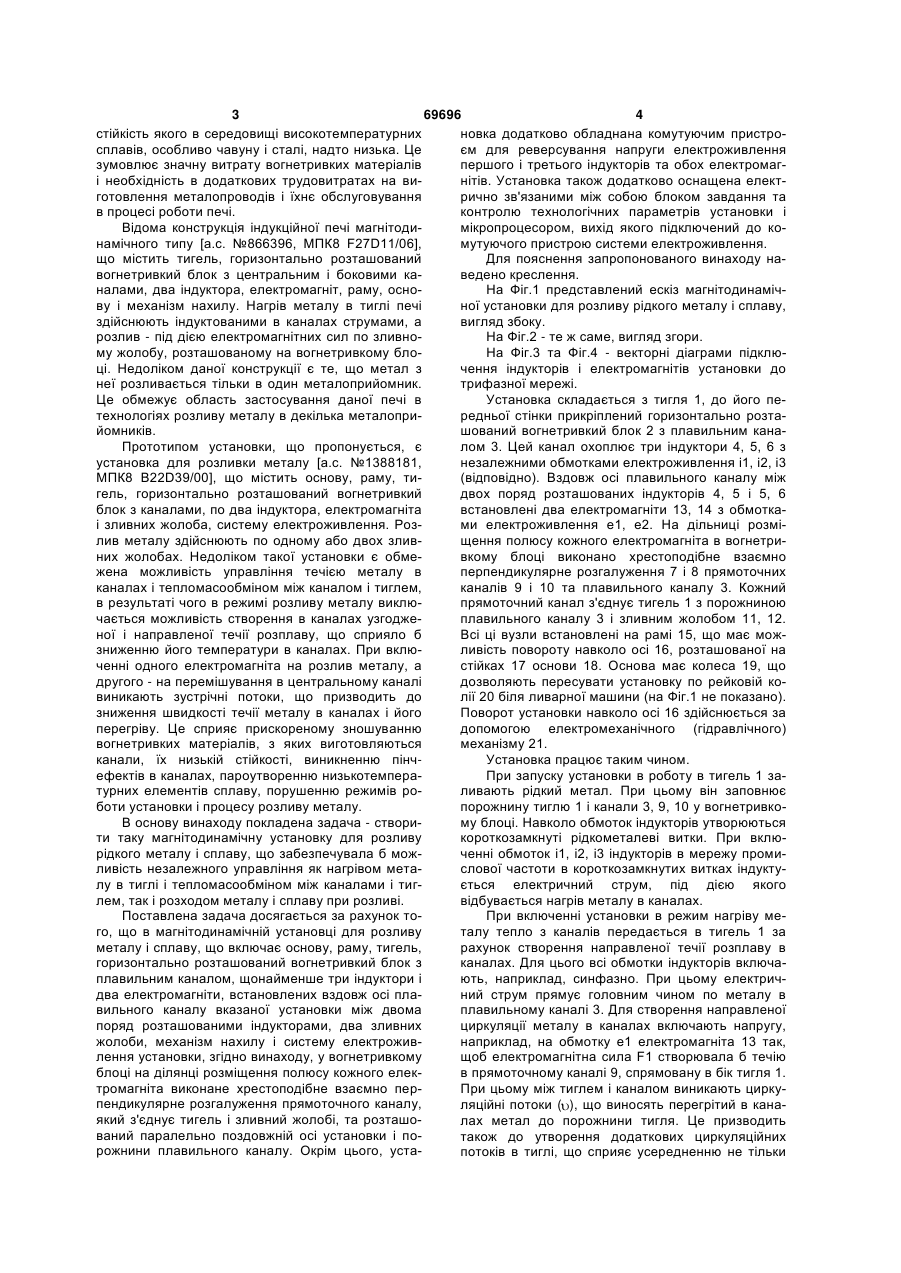
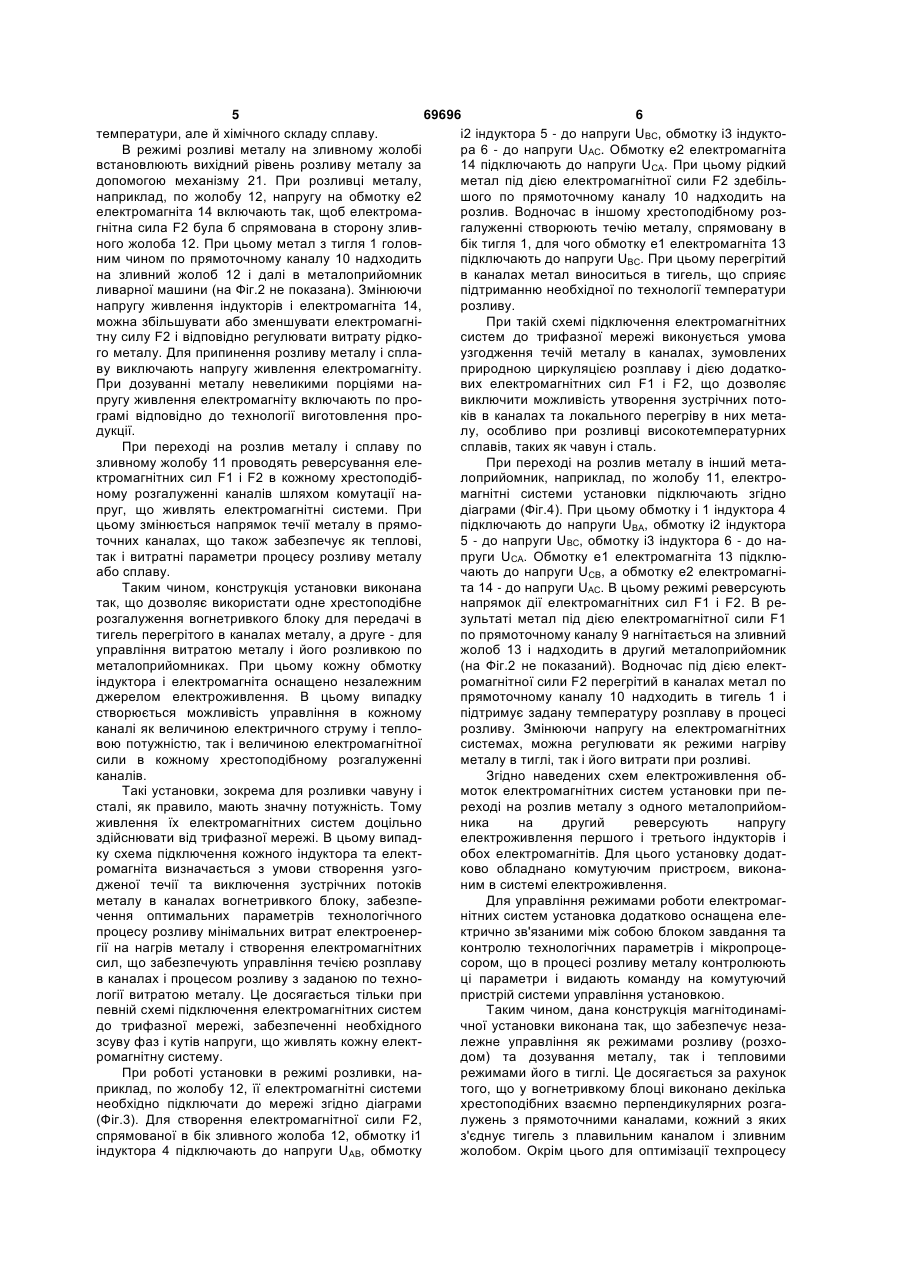
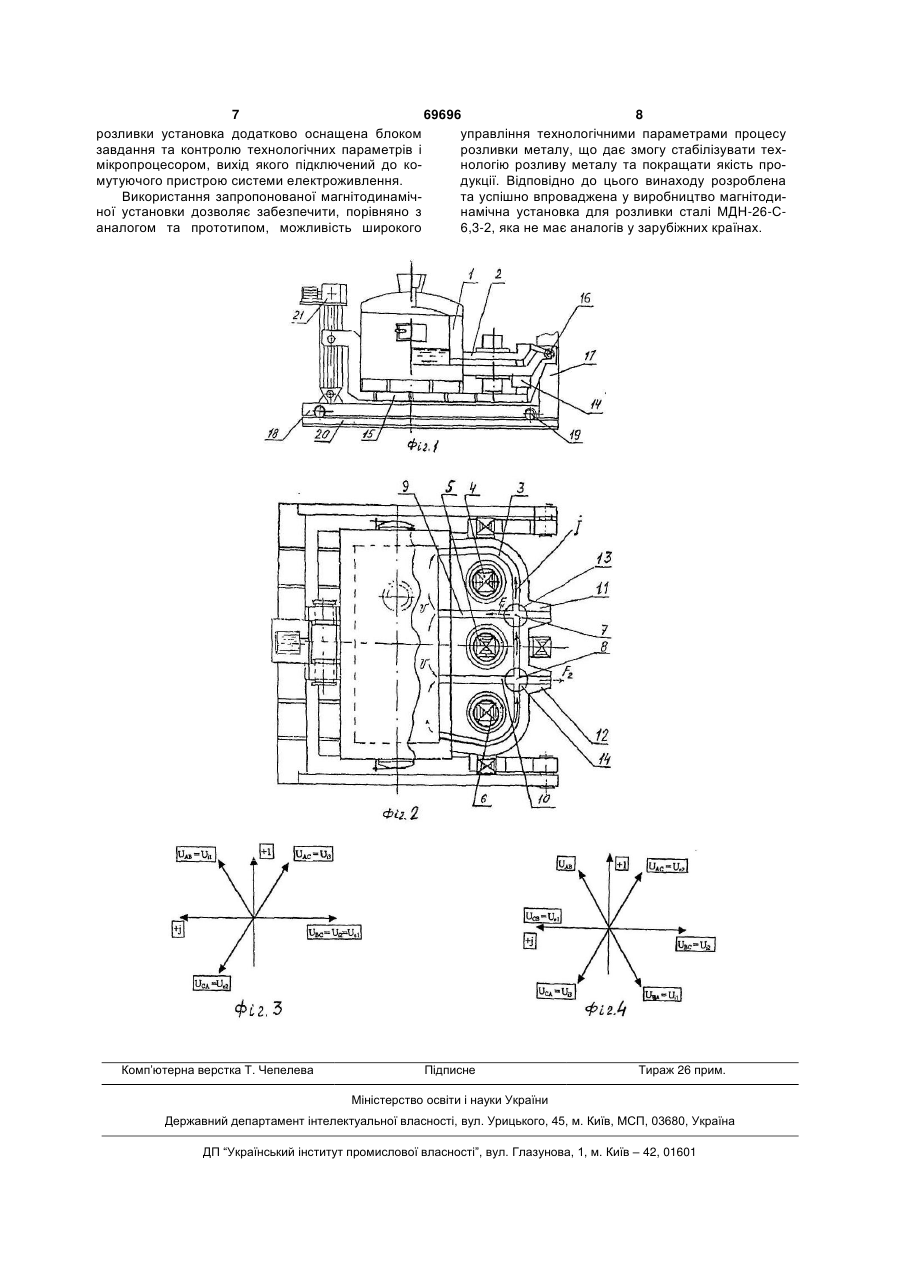
1. Магнітодинамічна установка для нагрівання та розливу рідкого металу і сплаву, що включає основу, раму, тигель, горизонтально розташований вогнетривкий блок з плавильним каналом, щонайменше три індуктори і два електромагніти, встановлені вздовж осі плавильного каналу між двома поряд розташованими індукторами, два зливних жолоби, механізм нахилу і систему електроживлення установки, яка відрізняється тим, що у вогнетривкому блоці на ділянці розміщення полюса кожного електромагніта виконане хрестоподібне взаємно перпендикулярне розгалуження прямоточного каналу, який з'єднує тигель і зливний жолоб та розташований паралельно повздовжній осі установки і порожнини плавильного каналу. 2. Магнітодинамічна установка за п.1, яка відрізняється тим, що вона додатково обладнана комутуючим пристроєм для реверсування напруги електроживлення першого і третього індукторів та обох електромагнітів. 3. Магнітодинамічна установка за п.1, яка відрізняється тим, що вона додатково оснащена електрично зв'язаними між собою блоком завдання та контролю технологічних параметрів установки і мікропроцесором, вихід якого підключений до комутуючого пристрою системи електроживлення. (19) UA (21) 20031110400 (22) 18.11.2003 (24) 17.07.2006 (46) 17.07.2006, Бюл. № 7, 2006 р. (72) Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович, Шнурко Володимир Кузьмич, Загоровський Павло Іванович, Щербак Борис Костянтинович (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU, 288 183, A, 03.12.1970 SU, 866 396, A, 23.09.1981 SU, 930 757, A, 23.05.1982 SU, 1 388 181, A1, 15.04.1988 UA, 20 415, A, 15.07.1997 UA, 61 410, A, публ. 17.11.2003 RU, 2 083 938, C1, 10.07.1997 GB, 610 961, A, 22.10.1948 WO 99/41951, A1, 19.08.1999 US, 4 385 080, A, 24.05.1983 JP, 03-275262, A, 05.12.1991 Вайнберг А.М. Индукционные плавильные печи. Учебное пособие для вузов. Изд. 2-е, перераб. и доп. М., Энергия, 1967, с.279-407 Погорский В.К. Миксер-дозатор для интенсивного подогрева и разливки чугуна/ Процессы литья, №3, с.81-89 Погорский В.К., Дубоделов В.И., Горюк М.С., Райченко А.А. Новая энергосберегающая технология C2 2 (11) 1 3 69696 4 стійкість якого в середовищі високотемпературних новка додатково обладнана комутуючим пристросплавів, особливо чавуну і сталі, надто низька. Це єм для реверсування напруги електроживлення зумовлює значну витрату вогнетривких матеріалів першого і третього індукторів та обох електромагі необхідність в додаткових трудовитратах на винітів. Установка також додатково оснащена електготовлення металопроводів і їхнє обслуговування рично зв'язаними між собою блоком завдання та в процесі роботи печі. контролю технологічних параметрів установки і Відома конструкція індукційної печі магнітодимікропроцесором, вихід якого підключений до конамічного типу [а.с. №866396, МПК8 F27D11/06], мутуючого пристрою системи електроживлення. що містить тигель, горизонтально розташований Для пояснення запропонованого винаходу навогнетривкий блок з центральним і боковими каведено креслення. налами, два індуктора, електромагніт, раму, осноНа Фіг.1 представлений ескіз магнітодинамічву і механізм нахилу. Нагрів металу в тиглі печі ної установки для розливу рідкого металу і сплаву, здійснюють індуктованими в каналах струмами, а вигляд збоку. розлив - під дією електромагнітних сил по зливноНа Фіг.2 - те ж саме, вигляд згори. му жолобу, розташованому на вогнетривкому блоНа Фіг.3 та Фіг.4 - векторні діаграми підклюці. Недоліком даної конструкції є те, що метал з чення індукторів і електромагнітів установки до неї розливається тільки в один металоприйомник. трифазної мережі. Це обмежує область застосування даної печі в Установка складається з тигля 1, до його петехнологіях розливу металу в декілька металоприредньої стінки прикріплений горизонтально розтайомників. шований вогнетривкий блок 2 з плавильним канаПрототипом установки, що пропонується, є лом 3. Цей канал охоплює три індуктори 4, 5, 6 з установка для розливки металу [а.с. №1388181, незалежними обмотками електроживлення і1, і2, і3 МПК8 В22D39/00], що містить основу, раму, ти(відповідно). Вздовж осі плавильного каналу між гель, горизонтально розташований вогнетривкий двох поряд розташованих індукторів 4, 5 і 5, 6 блок з каналами, по два індуктора, електромагніта встановлені два електромагніти 13, 14 з обмоткаі зливних жолоба, систему електроживлення. Розми електроживлення e1, е2. На дільниці розмілив металу здійснюють по одному або двох зливщення полюсу кожного електромагніта в вогнетриних жолобах. Недоліком такої установки є обмевкому блоці виконано хрестоподібне взаємно жена можливість управління течією металу в перпендикулярне розгалуження 7 і 8 прямоточних каналах і тепломасообміном між каналом і тиглем, каналів 9 і 10 та плавильного каналу 3. Кожний в результаті чого в режимі розливу металу виклюпрямоточний канал з'єднує тигель 1 з порожниною чається можливість створення в каналах узгоджеплавильного каналу 3 і зливним жолобом 11, 12. ної і направленої течії розплаву, що сприяло б Всі ці вузли встановлені на рамі 15, що має можзниженню його температури в каналах. При вклюливість повороту навколо осі 16, розташованої на ченні одного електромагніта на розлив металу, а стійках 17 основи 18. Основа має колеса 19, що другого - на перемішування в центральному каналі дозволяють пересувати установку по рейковій ковиникають зустрічні потоки, що призводить до лії 20 біля ливарної машини (на Фіг.1 не показано). зниження швидкості течії металу в каналах і його Поворот установки навколо осі 16 здійснюється за перегріву. Це сприяє прискореному зношуванню допомогою електромеханічного (гідравлічного) вогнетривких матеріалів, з яких виготовляються механізму 21. канали, їх низькій стійкості, виникненню пінчУстановка працює таким чином. ефектів в каналах, пароутворенню низькотемпераПри запуску установки в роботу в тигель 1 затурних елементів сплаву, порушенню режимів роливають рідкий метал. При цьому він заповнює боти установки і процесу розливу металу. порожнину тиглю 1 і канали 3, 9, 10 у вогнетривкоВ основу винаходу покладена задача - створиму блоці. Навколо обмоток індукторів утворюються ти таку магнітодинамічну установку для розливу короткозамкнуті рідкометалеві витки. При вклюрідкого металу і сплаву, що забезпечувала б можченні обмоток і1, і2, і3 індукторів в мережу промиливість незалежного управління як нагрівом метаслової частоти в короткозамкнутих витках індуктулу в тиглі і тепломасообміном між каналами і тигється електричний струм, під дією якого лем, так і розходом металу і сплаву при розливі. відбувається нагрів металу в каналах. Поставлена задача досягається за рахунок тоПри включенні установки в режим нагріву мего, що в магнітодинамічній установці для розливу талу тепло з каналів передається в тигель 1 за металу і сплаву, що включає основу, раму, тигель, рахунок створення направленої течії розплаву в горизонтально розташований вогнетривкий блок з каналах. Для цього всі обмотки індукторів включаплавильним каналом, щонайменше три індуктори і ють, наприклад, синфазно. При цьому електричдва електромагніти, встановлених вздовж осі планий струм прямує головним чином по металу в вильного каналу вказаної установки між двома плавильному каналі 3. Для створення направленої поряд розташованими індукторами, два зливних циркуляції металу в каналах включають напругу, жолоби, механізм нахилу і систему електроживнаприклад, на обмотку e1 електромагніта 13 так, лення установки, згідно винаходу, у вогнетривкому щоб електромагнітна сила F1 створювала б течію блоці на ділянці розміщення полюсу кожного елекв прямоточному каналі 9, спрямовану в бік тигля 1. тромагніта виконане хрестоподібне взаємно перПри цьому між тиглем і каналом виникають циркупендикулярне розгалуження прямоточного каналу, ляційні потоки ( ), що виносять перегрітий в канаякий з'єднує тигель і зливний жолобі, тa розташолах метал до порожнини тигля. Це призводить ваний паралельно поздовжній осі установки і потакож до утворення додаткових циркуляційних рожнини плавильного каналу. Окрім цього, устапотоків в тиглі, що сприяє усередненню не тільки 5 69696 6 температури, але й хімічного складу сплаву. і2 індуктора 5 - до напруги UВС, обмотку і3 індуктоВ режимі розливі металу на зливному жолобі ра 6 - до напруги UАС. Обмотку е2 електромагніта встановлюють вихідний рівень розливу металу за 14 підключають до напруги UСА. При цьому рідкий допомогою механізму 21. При розливці металу, метал під дією електромагнітної сили F2 здебільнаприклад, по жолобу 12, напругу на обмотку е2 шого по прямоточному каналу 10 надходить на електромагніта 14 включають так, щоб електромарозлив. Водночас в іншому хрестоподібному розгнітна сила F2 була б спрямована в сторону зливгалуженні створюють течію металу, спрямовану в ного жолоба 12. При цьому метал з тигля 1 головбік тигля 1, для чого обмотку e1 електромагніта 13 ним чином по прямоточному каналу 10 надходить підключають до напруги UВС. При цьому перегрітий на зливний жолоб 12 і далі в металоприйомник в каналах метал виноситься в тигель, що сприяє ливарної машини (на Фіг.2 не показана). Змінюючи підтриманню необхідної по технології температури напругу живлення індукторів і електромагніта 14, розливу. можна збільшувати або зменшувати електромагніПри такій схемі підключення електромагнітних тну силу F2 і відповідно регулювати витрату рідкосистем до трифазної мережі виконується умова го металу. Для припинення розливу металу і сплаузгодження течій металу в каналах, зумовлених ву виключають напругу живлення електромагніту. природною циркуляцією розплаву і дією додаткоПри дозуванні металу невеликими порціями навих електромагнітних сил F1 і F2, що дозволяє пругу живлення електромагніту включають по провиключити можливість утворення зустрічних потограмі відповідно до технології виготовлення проків в каналах та локального перегріву в них метадукції. лу, особливо при розливці високотемпературних При переході на розлив металу і сплаву по сплавів, таких як чавун і сталь. зливному жолобу 11 проводять реверсування елеПри переході на розлив металу в інший метактромагнітних сил F1 і F2 в кожному хрестоподіблоприйомник, наприклад, по жолобу 11, електроному розгалуженні каналів шляхом комутації намагнітні системи установки підключають згідно пруг, що живлять електромагнітні системи. При діаграми (Фіг.4). При цьому обмотку і 1 індуктора 4 цьому змінюється напрямок течії металу в прямопідключають до напруги UВА, обмотку і2 індуктора точних каналах, що також забезпечує як теплові, 5 - до напруги UВС, обмотку і3 індуктора 6 - до натак і витратні параметри процесу розливу металу пруги UСА. Обмотку e1 електромагніта 13 підклюабо сплаву. чають до напруги UСВ, а обмотку е2 електромагніТаким чином, конструкція установки виконана та 14 - до напруги UАС. В цьому режимі реверсують так, що дозволяє використати одне хрестоподібне напрямок дії електромагнітних сил F1 і F2. В рерозгалуження вогнетривкого блоку для передачі в зультаті метал під дією електромагнітної сили F1 тигель перегрітого в каналах металу, а друге - для по прямоточному каналу 9 нагнітається на зливний управління витратою металу і його розливкою по жолоб 13 і надходить в другий металоприйомник металоприйомниках. При цьому кожну обмотку (на Фіг.2 не показаний). Водночас під дією електіндуктора і електромагніта оснащено незалежним ромагнітної сили F2 перегрітий в каналах метал по джерелом електроживлення. В цьому випадку прямоточному каналу 10 надходить в тигель 1 і створюється можливість управління в кожному підтримує задану температуру розплаву в процесі каналі як величиною електричного струму і теплорозливу. Змінюючи напругу на електромагнітних вою потужністю, так і величиною електромагнітної системах, можна регулювати як режими нагріву сили в кожному хрестоподібному розгалуженні металу в тиглі, так і його витрати при розливі. каналів. Згідно наведених схем електроживлення обТакі установки, зокрема для розливки чавуну і моток електромагнітних систем установки при песталі, як правило, мають значну потужність. Тому реході на розлив металу з одного металоприйомживлення їх електромагнітних систем доцільно ника на другий реверсують напругу здійснювати від трифазної мережі. В цьому випаделектроживлення першого і третього індукторів і ку схема підключення кожного індуктора та електобох електромагнітів. Для цього установку додатромагніта визначається з умови створення узгоково обладнано комутуючим пристроєм, виконадженої течії та виключення зустрічних потоків ним в системі електроживлення. металу в каналах вогнетривкого блоку, забезпеДля управління режимами роботи електромагчення оптимальних параметрів технологічного нітних систем установка додатково оснащена елепроцесу розливу мінімальних витрат електроенерктрично зв'язаними між собою блоком завдання та гії на нагрів металу і створення електромагнітних контролю технологічних параметрів і мікропроцесил, що забезпечують управління течією розплаву сором, що в процесі розливу металу контролюють в каналах і процесом розливу з заданою по техноці параметри і видають команду на комутуючий логії витратою металу. Це досягається тільки при пристрій системи управління установкою. певній схемі підключення електромагнітних систем Таким чином, дана конструкція магнітодинамідо трифазної мережі, забезпеченні необхідного чної установки виконана так, що забезпечує незазсуву фаз і кутів напруги, що живлять кожну електлежне управління як режимами розливу (розхоромагнітну систему. дом) та дозування металу, так і тепловими При роботі установки в режимі розливки, нарежимами його в тиглі. Це досягається за рахунок приклад, по жолобу 12, її електромагнітні системи того, що у вогнетривкому блоці виконано декілька необхідно підключати до мережі згідно діаграми хрестоподібних взаємно перпендикулярних розга(Фіг.3). Для створення електромагнітної сили F2, лужень з прямоточними каналами, кожний з яких спрямованої в бік зливного жолоба 12, обмотку і1 з'єднує тигель з плавильним каналом і зливним індуктора 4 підключають до напруги UАВ, обмотку жолобом. Окрім цього для оптимізації техпроцесу 7 69696 8 розливки установка додатково оснащена блоком управління технологічними параметрами процесу завдання та контролю технологічних параметрів і розливки металу, що дає змогу стабілізувати техмікропроцесором, вихід якого підключений до конологію розливу металу та покращати якість промутуючого пристрою системи електроживлення. дукції. Відповідно до цього винаходу розроблена Використання запропонованої магнітодинамічта успішно впроваджена у виробництво магнітодиної установки дозволяє забезпечити, порівняно з намічна установка для розливки сталі МДН-26-Саналогом та прототипом, можливість широкого 6,3-2, яка не має аналогів у зарубіжних країнах. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMagnetodynamic installation for pouring of liquid metal and alloy
Автори англійськоюPohorskyi Viktor Konstiantynovych, Dubodelov Viktor Ivanovych, Scherbak Borys Kostiantynovych
Назва патенту російськоюМагнитодинамическая установка для разливки жидкого металла
Автори російськоюПогорский Виктор Константинович, Дубоделов Виктор Иванович, Щербак Борис Константинович
МПК / Мітки
МПК: F27D 11/00, F27B 14/00, H05B 6/02, H05B 6/06, B22D 39/00
Мітки: установка, розливу, сплавів, металів, магнітодинамічна, нагрівання, рідких
Код посилання
<a href="https://ua.patents.su/4-69696-magnitodinamichna-ustanovka-dlya-nagrivannya-ta-rozlivu-ridkikh-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Магнітодинамічна установка для нагрівання та розливу рідких металів і сплавів</a>
Магнітодинамічна установка для нагріву та розливу рідких металів
Номер патенту: 61410
Опубліковано: 17.11.2003
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: F27B 14/00, B22D 39/00, F27D 11/00
Мітки: розливу, установка, металів, магнітодинамічна, нагріву, рідких
Формула / Реферат:
Підвіска одновісного колісного причепа має раму, ресору зі змінною робочою довжиною, гумовий пластинчастий елемент та амортизатор сухого тертя асиметричного типу. Амортизатор сухого тертя асиметричного типу складається з профільованої пластини, елемента сухого тертя, пластин та притискної пружини, з'єднаних елементами кріплення.
Магнітодинамічна установка для розливу рідкого металу
Номер патенту: 69696
Опубліковано: 15.09.2004
Автори: Загоровський Павло Іванович, Щербак Борис Костянтинович, Шнурко Володимир Кузьмич, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович
МПК: F27B 14/00, B22D 39/00, H05B 6/02, H05B 6/06, F27D 11/00
Мітки: металу, розливу, рідкого, установка, магнітодинамічна
Формула / Реферат:
Винахід відноситься до пристроїв для перетворення зворотно-поступального руху поршня в обертальний рух вала (чи навпаки - в компресорах) із застосуванням кривошипно-шатунних механізмів, у виробництві та експлуатації двигунів внутрішнього згоряння і компресорів.Відомий пристрій для перетворення зворотно-поступального руху поршня в обертальний рух вала із застосуванням кривошипно-шатунних механізмів. (Д.Н.Вырубов, С.И.Ефимов,...
Установка для розливу сплавів
Номер патенту: 23271
Опубліковано: 19.05.1998
Автори: Набатчіков Володимир Романович, Ярославцев Юрій Григорович, Буга Ілля Дмитрович, Сочнєв Олександр Єгорович, Курдюков Анатолій Андрійович, Гріневич Ігор Петрович, Сердюков Віктор Павлович, Голубєв Володимир Іванович
МПК: C21C 5/28
Мітки: сплавів, розливу, установка
Текст:
...1, самоходной тележки 2 для подачи изложниц 4 в зону разливки, газохода 3, ковша 5, подвешенного на траверсе 6. Конструктивным отличием заявляемой установки является то, что вытяжной зонт выполнен в виде усеченной призмы с одной открытой гранью и пазами на двух смежных гранях. Предложенная конструкция зонта позволяет с помощью специальной траверсы ковш с расплавом подавать в зону разливки, при этом отИадает необходимость в использовании...
Пристрій для зберігання і розливу рідких продуктів
Номер патенту: 68427
Опубліковано: 16.08.2004
Автор: Сисоєв Владімір Ніколаєвіч
МПК: C12H 1/22, B65D 81/24
Мітки: продуктів, рідких, зберігання, пристрій, розливу
Формула / Реферат:
1. Пристрій для зберігання і розливу рідких продуктів, що являє собою місткість в формі бочки, у днищі якої встановлений зливний кран, а в центральній частині (в пуці) боковика бочки виконаний отвір, через який, всередині бочки закріплений елемент, що розширяється з можливістю розширення до об'єму бочки під впливом атмосферного повітря або зовнішнього джерела газу, який відрізняється тим, що бочка виконана з дубової клепки, ширина...
Спосіб розливання рідких металів і сплавів
Номер патенту: 19881
Опубліковано: 25.12.1997
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: сплавів, металів, рідких, розливання, спосіб
Формула / Реферат:
Способ разливки жидких металлов и сплавов, включающий их подачу в разливочное устройство, выдержку с возможностью подогрева до температуры заливки форм и заливку форм, отличающийся тем, что, всю массу жидких металлов или сплавов выдерживают в разливочном устройстве при температуре на 3-15% ниже температуры заливки форм, а подогрев до температуры заливки форм между очередными заливками ведут отделенной от всей массы, по меньшей мере, одной...
Попередній патент: Прокатна лінія для прокатки матеріалу у формі стрічки і спосіб її експлуатації
Наступний патент: Фармацевтичний розчин арипіпразолу для внутрішнього вживання
Випадковий патент: Спосіб виробництва котунів із залізорудних матеріалів на цементній зв`язці