Прокатна лінія для прокатки матеріалу у формі стрічки і спосіб її експлуатації

Формула / Реферат
1. Спосіб експлуатації прокатної лінії (1) для прокатки матеріалу (10), що прокатується, у формі стрічки з обтискною кліттю, а також з декількома розміщеними одна за одною у напрямку (х) прокатки прокатними клітями (2), що включає використання декількох виконавчих блоків для впливу на контур кінця (30) стрічки, який відрізняється тим, що задають встановлювальну величину (S) повороту клітей для одного або кожного виконавчого блока (20), доданого прокатній кліті (2) або обтискній кліті, в залежності від виміряного контуру кінця (30) вже прокатаної стрічки.
2. Спосіб за п. 1, який відрізняється тим, що в залежності від виміряного контуру кінця (30) вже прокатаної стрічки задають встановлювальну величину (S) для кута повороту однієї або кожної прокатної кліті (2) відносно осі (18) повороту, орієнтованої, по суті, перпендикулярно до напрямку (х) прокатки.
3. Спосіб за п. 1 або 2, який відрізняється тим, що контур кінця (30) стрічки вимірюють оптичними засобами.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що кожну встановлювальну величину (S) задають на основі оцінки полінома, який апроксимує ряд виміряних значень, що характеризують в їх сукупності контур кінця (30) стрічки.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що кожну встановлювальну величину (S) формують з врахуванням виміряного контуру початку вже прокатаної стрічки.
6. Спосіб за будь-яким з пунктів 1-5, який відрізняється тим, що кожну встановлювальну величину (S) формують з врахуванням виміряного температурного профілю прокатаної стрічки і/або виміряного у напрямку (у) по ширині стрічки профілю товщини.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що при задаванні встановлювальної величини (S) для прокатної кліті (2) враховують товщину вже прокатаної стрічки при її проходженні через дану прокатну кліть (2).
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що встановлювальну величину (S), задану для прокатної кліті (2), враховують при задаванні встановлювальної величини (S) для наступної у напрямку (х) прокатки прокатної кліті (2).
9. Спосіб за п. 8, який відрізняється тим, що встановлювальну величину (S), задану для даної прокатної кліті (2), враховують при задаванні встановлювальної величини (S) для наступної прокатної кліті (2) у мірі, пропорційній передбаченому зменшенню товщини стрічки, що прокатується, при переході до цієї наступної прокатної кліті (2).
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що кожну встановлювальну величину (S) задають за умови виконання контуру кінця (30) стрічки симетричним відносно поздовжньої середньої осі (32) прокату (10).
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що кожну встановлювальну величину (S) задають як номінальне значення положень в напрямку (у) по ширині прокату за умови отримання контуром кінця (30) стрічки максимального значення (36) по ширині стрічки.
12. Спосіб за п. 11, який відрізняється тим, що для отримання клиноподібності контуру кінця (30) стрічки задають в залежності від положення відповідної прокатної кліті (2) у прокатній лінії (1) номінальне значення у напрямку (у) по ширині стрічки для положення максимального значення (36) контуру кінця (30).
13. Прокатна лінія (1) для прокатки матеріалу (10), що прокатується, у формі стрічки з обтискною кліттю та декількома розміщеними одна за одною у напрямку (х) прокатки прокатними клітями (2), при цьому кожній з клітей доданий виконавчий блок (20) для впливу на контур кінця (30) стрічки, яка відрізняється тим, що вона оснащена блоком (22) регулювання, який виконаний з можливістю задавання встановлювальної величини (S) повороту клітей для одного або кожного виконавчого блока (20) в залежності від виміряного контуру кінця (30) вже прокатаної стрічки.
14. Прокатна лінія (1) за п. 13, яка відрізняється тим, що блок (22) регулювання виконаний з можливістю задавання встановлювальної величини (S) для кута повороту однієї або кожної прокатної кліті (2) відносно осі (18) повороту, орієнтованої, по суті, перпендикулярно до напрямку (х) прокатки.
15. Прокатна лінія (1) за п. 13 або п. 14, яка відрізняється тим, що блок (22) регулювання з боку входу з'єднаний з декількома доданими відповідній прокатній кліті (2) вимірювальними пристроями (50) для вимірювання контуру кінця (30) стрічки і/або початку стрічки.
16. Прокатна лінія (1) за п. 15, яка відрізняється тим, що один або всі вимірювальні пристрої виконані у вигляді оптичного пристрою, переважно у вигляді камери.
17. Прокатна лінія (1) за будь-яким з пп. 13-16, яка відрізняється тим, що блок (22) регулювання з боку входу з'єднаний з пристроєм (52) вимірювання температури для визначення температурного профілю прокату у напрямку (у) по його ширині і/або з декількома пристроями (54, 56) вимірювання профілю для визначення профілю стрічки у напрямку (у) по ширині.
18. Прокатна лінія (1) за будь-яким з пп. 13-17, яка відрізняється тим, що передні прокатні кліті (2) встановлені з можливістю повороту для отримання профілю чистової стрічки без клиноподібності.
19. Прокатна лінія (1) за будь-яким з пп. 13-18, яка відрізняється тим, що вона оснащена коригуючими вузлами для тягового зусилля петлеутворювача і згинального зусилля робочих валків в залежності від виміряної ширини стрічки.
20. Прокатна лінія (1) за будь-яким з пп. 13-19, яка відрізняється тим, що вона оснащена обтискною кліттю, призначеною для встановлення оптимізованої прямокутності стрічки.
21. Прокатна лінія (1) за пунктом 20, яка відрізняється тим, що містить блок контролю максимальної величини обтиснення для запобігання кінцевим дефектам стрічки типу «риб'ячого хвоста».
22. Прокатна лінія (1) за будь-яким з пп. 13-21, яка відрізняється тим, що прокатні кліті оснащені вузлами корекції профілю для можливості впливу на форму кінця стрічки.
Текст
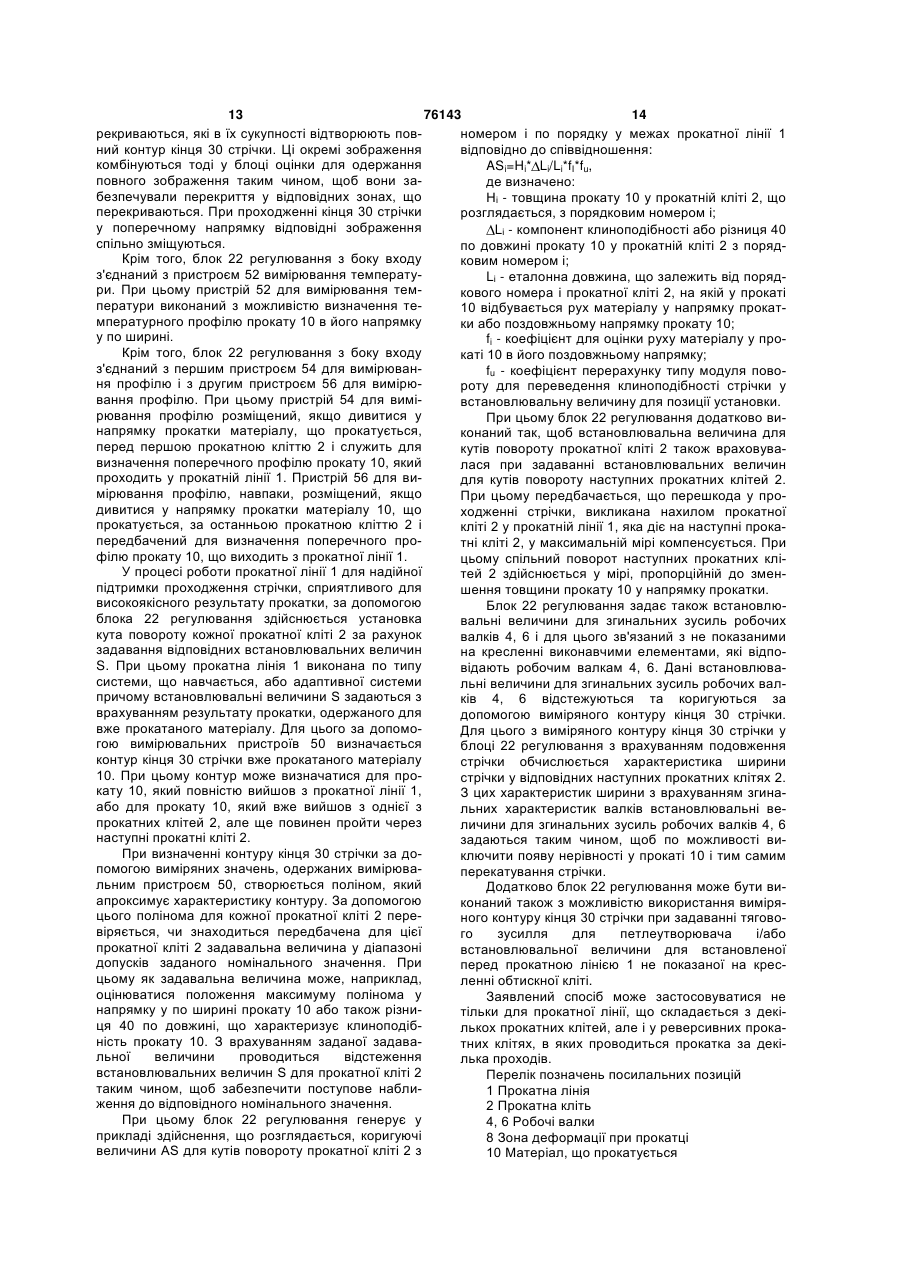
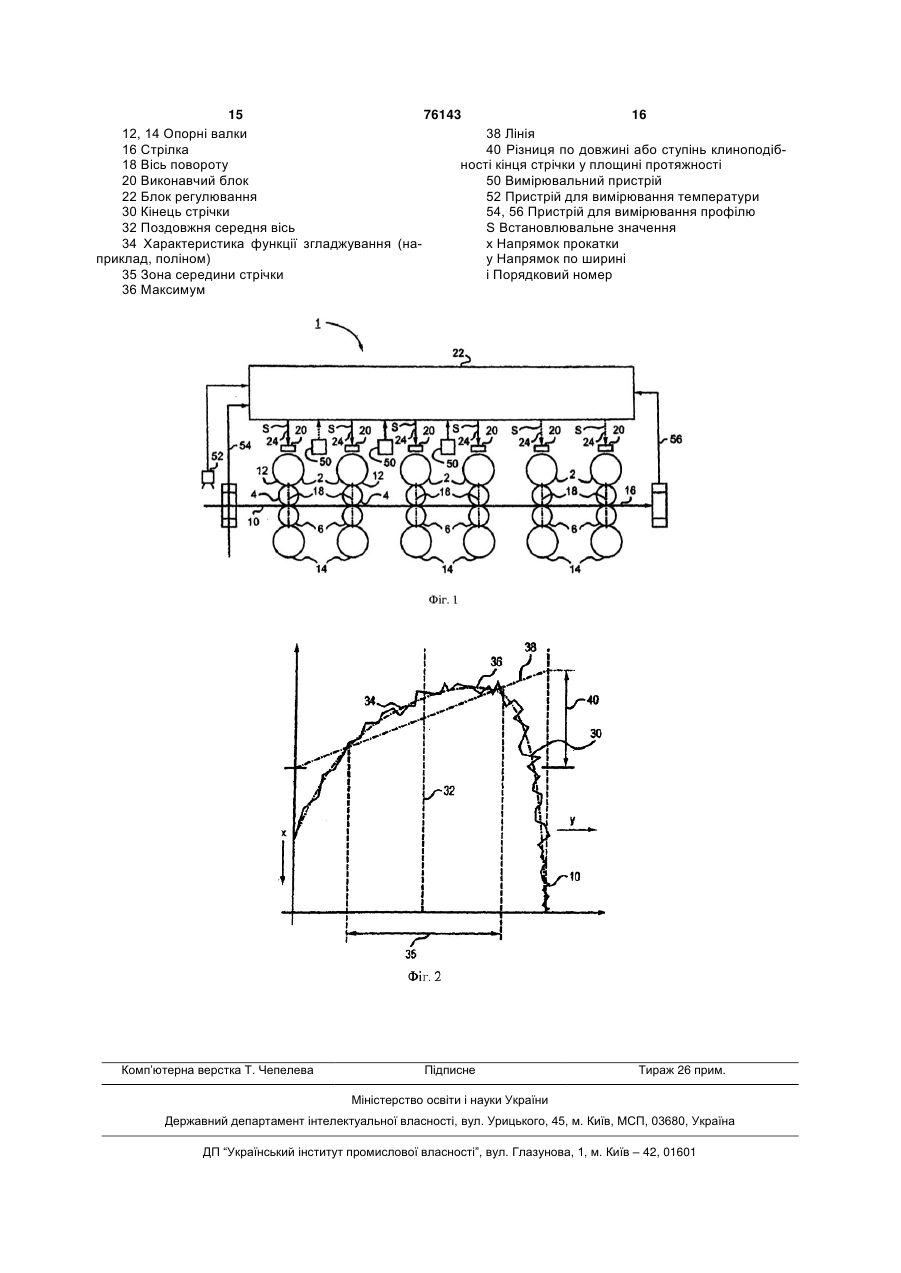
1. Спосіб експлуатації прокатної лінії (1) для прокатки матеріалу (10), що прокатується, у формі стрічки з обтискною кліттю, а також з декількома розміщеними одна за одною у напрямку (х) прокатки прокатними клітями (2), що включає використання декількох виконавчих блоків для впливу на контур кінця (30) стрічки, який відрізняється тим, що задають встановлювальну величину (S) повороту клітей для одного або кожного виконавчого блока (20), доданого прокатній кліті (2) або обтискній кліті, в залежності від виміряного контуру кінця (30) вже прокатаної стрічки. 2. Спосіб за п.1, який відрізняється тим, що в залежності від виміряного контуру кінця (30) вже прокатаної стрічки задають встановлювальну величину (S) для кута повороту однієї або кожної прокатної кліті (2) відносно осі (18) повороту, орієнтованої, по суті, перпендикулярно до напрямку (х) прокатки. 3. Спосіб за п.1 або 2, який відрізняється тим, що контур кінця (30) стрічки вимірюють оптичними засобами. 4. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що кожну встановлювальну величину (S) задають на основі оцінки полінома, який апроксимує ряд виміряних значень, що характеризують в їх сукупності контур кінця (30) стрічки. 2 (19) 1 3 76143 4 13. Прокатна лінія (1) для прокатки матеріалу боку входу з'єднаний з пристроєм (52) вимірю(10), що прокатується, у формі стрічки з обтисквання температури для визначення температурною кліттю та декількома розміщеними одна за ного профілю прокату у напрямку (у) по його шиодною у напрямку (х) прокатки прокатними клітярині і/або з декількома пристроями (54, 56) ми (2), при цьому кожній з клітей доданий виковимірювання профілю для визначення профілю навчий блок (20) для впливу на контур кінця (30) стрічки у напрямку (у) по ширині. стрічки, яка відрізняється тим, що вона оснаще18. Прокатна лінія (1) за будь-яким з пп.13-17, яка відрізняється тим, що передні прокатні кліті (2) на блоком (22) регулювання, який виконаний з можливістю задавання встановлювальної веливстановлені з можливістю повороту для отричини (S) повороту клітей для одного або кожного мання профілю чистової стрічки без клиноподібвиконавчого блока (20) в залежності від виміряності. ного контуру кінця (30) вже прокатаної стрічки. 19. Прокатна лінія (1) за будь-яким з пп.13-18, яка 14. Прокатна лінія (1) за п.13, яка відрізняється відрізняється тим, що вона оснащена коригуютим, що блок (22) регулювання виконаний з можчими вузлами для тягового зусилля петлеутволивістю задавання встановлювальної величини рювача і згинального зусилля робочих валків в (S) для кута повороту однієї або кожної прокатної залежності від виміряної ширини стрічки. кліті (2) відносно осі (18) повороту, орієнтованої, 20. Прокатна лінія (1) за будь-яким з пп.13-19, яка відрізняється тим, що вона оснащена обтискпо суті, перпендикулярно до напрямку (х) прокатки. ною кліттю, призначеною для встановлення оп15. Прокатна лінія (1) за п.13 або п.14, яка відрітимізованої прямокутності стрічки. зняється тим, що блок (22) регулювання з боку 21. Прокатна лінія (1) за пунктом 20, яка відрізняється тим, що містить блок контролю максивходу з'єднаний з декількома доданими відповідній прокатній кліті (2) вимірювальними пристроямальної величини обтиснення для запобігання ми (50) для вимірювання контуру кінця (30) стрічкінцевим дефектам стрічки типу «риб'ячого хвоски і/або початку стрічки. та». 16. Прокатна лінія (1) за п.15, яка відрізняється 22. Прокатна лінія (1) за будь-яким з пп.13-21, яка відрізняється тим, що прокатні кліті оснащені тим, що один або всі вимірювальні пристрої виконані у вигляді оптичного пристрою, переважно вузлами корекції профілю для можливості впливу у вигляді камери. на форму кінця стрічки. 17. Прокатна лінія (1) за будь-яким з пп.13-16, яка відрізняється тим, що блок (22) регулювання з Винахід відноситься до способу експлуатації прокатної лінії для прокатки матеріалу, що прокатується, у формі стрічки з обтискною кліттю, а також з декількома розташованими одна за одною у напрямку прокатки прокатними клітями, з кожною з яких співвіднесений блок регулювання для впливу на контур кінця стрічки, що прокатується. Він також відноситься до такої прокатної лінії, яка, зокрема, з боку подачі може бути оснащена обтискною кліттю для зменшення ширини прокату. Для прокатки матеріалу, що прокатується, у прокатній лінії може використовуватися декілька прокатних клітей. Прокатні кліті, які звичайно виконуються у вигляді багатовалкових прокатних клітей і включають в себе ряд робочих валків і, за необхідності, ряд опорних валків, передбачені для пропускання звичайно довгомірного прокату і розміщені одна за одною у напрямку подачі, який також називається напрямком прокатки матеріалу, що прокатується. Прокатна лінія з великою кількістю подібних прокатних клітей може, зокрема, застосовуватися для обробки виконаного у формі стрічки матеріалу, що прокатується, або стрічки, що прокатується. Матеріал, що прокатується, у формі стрічки у даному випадку має переважно двовимірну форму виконання у вигляді витягнутого у площині протяжності матеріалу, що прокатується, з лише незначною товщиною у порівнянні з його розмірами у площині протяжності. Саме при обробці виконаного подібним чином матеріалу, що прокатується, особливе значення має так званий рух стрічки, тобто прохід матеріалу, що прокатується, через прокатні кліті. При обробці матеріалу, що прокатується, у формі стрічок у матеріалі, що прокатується, виникає натяг, який позначається як натяг стрічки. Натяг стрічки звичайно діє стабілізуючим чином на проходження стрічки. У випадку обробки, асиметричної відносно поздовжньої середньої осі стрічки, натяг стрічки може також з'являтися поза центром. Внаслідок цього, особливо при виході стрічки з відповідної попередньої, якщо дивитися у напрямку прокатки, прокатної кліті, може виникнути відхилення стрічки у сторону. До того ж, обумовлені натягом стрічки зусилля, прикладені до матеріалу, що прокатується, поза центром, можуть привести до характеристик кінця стрічки, які відхиляються від характеристик матеріалу, що власне прокатується, що знову може привести до дефектів прокату. Для того щоб мати можливість контролювати важливе для результату прокатки проходження стрічки або проходження виконаного у формі стрічки матеріалу, що прокатується, через прокатні кліті, прокатні кліті можуть бути виконані з можливістю повороту навколо осі повороту, орієнтованої по суті перпендикулярно до напрямку прокатки. За рахунок відповідного повороту однієї або кожної прокатної кліті можна при цьому впливати на проходження стрічки таким чином, щоб напруження натягу, які асиметрично виявляються, підтримува 5 76143 6 лися особливо малими або щоб підтримувалося особливо цілеспрямоване врахування факторів, інше рекомендоване значення для проходження які впливають на проходження стрічки. стрічки. Дефекти при проходженні стрічки, які моПри цьому інформація, одержана шляхом оціжуть привести, наприклад, до перекатування кінців нки контуру кінця стрічки, використовується перестрічки, пошкоджень валків і пов'язаної з цим потважним чином ще й для інших коригуючих впливів реби у додатковій зміні валків, звичайно виправу поточному процесі прокатки. Особливо переважляються відповідним поворотом прокатних клітей, ним є при цьому розрахунок характеристики шищо здійснюється оператором. Однак можливості рини стрічки у наступних прокатних клітях з врахукорекції у розрахунку на особливо хороший реванням подовження стрічки. З цієї доступної тепер зультат прокатки, є обмеженими, оскільки у пеінформації про характеристику ширини стрічки, редніх, якщо дивитися у напрямку прокатки, проказнаючи згинальні властивості валків в одній або тних клітях, через порівняно товстий матеріал, що кожній наступній прокатній кліті, можуть бути одепрокатується, необхідні коригуючі заходи визначиржані коригуючі величини для встановлювальної ти важко, і до того ж проміжні простори між сусідвеличини, характерної для згинальних властивосніми у напрямку прокатки прокатними клітями протей робочих валків. За допомогою цих коригуючих глядаються незадовільно. величин встановлювальні величини для відповідТому задачею винаходу є створення способу них згинальних властивостей робочих валків моексплуатації прокатної лінії згаданого вище типу, жуть бути задані таким чином, щоб нерівності і/або за допомогою якого особливо простим і надійним перекатування стрічок виникали в особливо неспособом можна встановлювати відтворюваним значному обсязі. чином режим проходження стрічки, який відповідає Альтернативно або додатково, інформація, заданому результату прокатки. Мета полягає у одержана шляхом оцінки контуру кінця стрічки, тому, щоб виготовити у максимальній мірі прямовикористовується переважним чином при функціокутні і симетричні кінець стрічки і початок стрічки. нуванні так званих петлеутворювачів. При постійКрім того, виникнення кінцевих дефектів стрічки ному тяговому зусиллі, наприклад, при ширині, яка типу «язика» і «риб'ячого хвоста» має бути уникзвужується, матеріалу, що прокатується, у районі нете. Крім того, повинна бути створена особливо його кінця стрічки, може виникнути локально підпридатна для здійснення способу прокатна лінія. вищене напруження натягу, яке небажаним чином Що стосується способу, то вказана задача відможе привести до розриву стрічки. Знаючи дійсну повідно до винаходу вирішується тим, що встаномінімальну ширину, що існує, внаслідок оцінки конвлювальна величина для одного або кожного витуру кінця стрічки, тягове зусилля, яким навантаконавчого блока, відповідного одній або кожній жується відповідний петлеутворювач, можна відпрокатній кліті або обтискній кліті, заздалегідь заповідно до потреби зменшити, завдяки чому дається в залежності від визначеного контуру кінможна уникнути подібного розриву стрічки. Щоб, з ця стрічки вже прокатаного матеріалу. іншого боку, уникнути утворення довгих язиків на Винахід виходить з того факту, що для простої кінці стрічки, можна для обтискної кліті передбачиі надійної підтримки заздалегідь заданого переміти окремий виконавчий блок, за допомогою якого, щення стрічки необхідно враховувати фактори наприклад, компенсуються довгі язики на кінці впливу на проходження стрічки, виходячи з особстрічки за рахунок підвищеного зменшення шириливо характерних для проходження стрічки вхідни на кінці стрічки. них величин попередніх процесів прокатки. Тим У випадку якщо вплив на ширину металу, що самим по типу самоналагоджуваної системи, що прокатується, проводиться за допомогою обтискнавчається, здійснюється відстеження факторів, ної кліті, то, зокрема, при порівняно високому змеякі впливають на проходження стрічки, з викорисншенні ширини, можуть виникати кінцеві дефекти танням попередніх результатів прокатки. Як оснострічки, так звані «риб'ячі хвости», які негативно ва для оцінки попередніх результатів прокатки виявляються при введенні стрічки у наступні пропередбачається течія матеріалу у вже чистовому катні кліті і можуть приводити до перекатування. прокатаному матеріалі, яка виникає саме в залежЗа рахунок оцінки контуру кінця стрічки можна таності від відповідно здійсненого повороту прокаткож альтернативно або додатково своєчасно розних клітей при кожному матеріалі, що прокатуєтьпізнати виникнення таких кінцевих дефектів стрічся. Дана течія матеріалу виявляється у вигляді ки типу риб'ячого хвоста, щоб можна було ефекту, який накопичується по всій довжині матеприйняти відповідні контрзаходи, зокрема, такі, що ріалу, що прокатується, особливо у районі кінця коригують впливи в обтискній кліті. І, навпаки, щоб стрічки. Таким чином, оцінка контуру кінця стрічки уникнути довгих язиків на кінці стрічки, обтискна у площині протяжності виконаного у формі стрічки кліть передбачається як виконавча ланка. Довгі матеріалу, що прокатується, забезпечує особливо язики стрічки можуть усуватися за рахунок підвицінну інформацію для попереднього задавання щеного скорочення ширини на абсолютному кінці встановлювальних величин для прокатних клітей стрічки. або обтискної кліті, при проходженні наступного Як альтернативний або додатковий коригуюматеріалу, що прокатується. чий вплив по відношенню до форми кінця стрічки Переважним чином при цьому задається встаможе передбачатися вплив на профіль матеріалу, новлювальна величина для кута повороту однієї що прокатується. Для цього виконавчі ланки, які або кожної прокатної кліті в залежності від контуру визначають профіль, особливо у передніх, якщо кінця стрічки вже прокатаного матеріалу. Саме дивитися у напрямку прокатки, прокатних клітях відповідна величина повороту прокатних клітей можуть навантажуватися встановлювальними вевідносно їх відповідних осей повороту забезпечує личинами, які задаються також в залежності від 7 76143 8 виміряного контуру кінця стрічки. В основі цього відповідної або кожної встановлювальної величилежить відоме знання, що підвищення профілю ни для кутів повороту прокатних клітей береться подовжує краї стрічки, у той час як зменшення до уваги визначений у напрямку по ширині стрічки профілю подовжує середину стрічки. За рахунок температурний профіль прокату і/або профіль відповідного впливу на профіль можна тим самим стрічки перед і/або після прокатної лінії. впливати непрямим чином на контур кінця стрічки. Помилки у проходженні стрічки, а також помиВизначення контуру кінця стрічки вже прокаталково встановлений кут повороту прокатної кліті ного матеріалу може здійснюватися на відповідможуть, в залежності від товщини металу, що проному місці у прокатній лінії і з використанням відкатується, у різній мірі впливати на результат проповідних засобів, наприклад, ряду датчиків катки. Щоб прийняти це у розрахунок, у переважширини. Однак переважним чином передбачаєтьному варіанті здійснення при задаванні ся безконтактне, зокрема, оптичне визначення встановлювальної величини для прокатної кліті контуру кінця стрічки, причому у переважному вавраховується товщина матеріалу, що прокатуєтьріанті здійснення може застосовуватися камера. ся, при його проходженні через дану прокатну Оцінка контуру кінця стрічки може при цьому здійкліть і/або профіль стрічки перед і/або за прокатснюватися тим, що визначається положення макною лінією. симуму у контурі у напрямку по ширині матеріалу, Внаслідок такої, що зменшується при прохощо прокатується, у формі стрічки, при цьому зададженні через прокатні кліті товщини матеріалу, що ється встановлювальна величина для кута повопрокатується, заходи впливу, прийняті у передній, роту з врахуванням номінального положення, яке якщо дивитися у напрямку прокатки, прокатній задається, для максимуму як величина, що відскліті, можуть також мати вплив на проходження тежується. Однак в особливо переважному варіанстрічки у наступних, якщо дивитися у напрямку ті здійснення контур кінця стрічки оцінюється за прокатки, прокатних клітях. Тому, зокрема, при допомогою полінома, за рахунок якого реалізовувикористанні клиноподібності стрічки як задавальється наближення для деякого числа з виміряних ної величини для установки кутів повороту, у пезначень, що представляють в їх сукупності контур реважному варіанті здійснення встановлювальна кінця стрічки. величина, задана для прокатної кліті, враховуєтьЗначення, що вимірюються, можуть при цьому, ся при задаванні встановлювальної величини для наприклад, визначатися у цифровому вигляді за однієї або кожної наступної у напрямку прокатки допомогою оптичної камери, причому наближення прокатної кліті. Тим самим, при задаванні встаноза допомогою полінома може бути реалізоване у влювальної величини для кута повороту прокатної підключеному обчислювальному блоці. За рахунок кліті, наступні прокатні кліті у прокатній лінії спільстворення такого полінома, який найкращим чином но повертаються, причому передбачається їх відсапроксимує одержані виміряні значення, контур теження для компенсації перешкод, викликаних кінця стрічки може бути оцінений з використанням поворотом передньої відносно них прокатної кліті. відносно невеликої кількості параметрів, які підляПри цьому в іншому переважному варіанті здійсгають подальшій обробці. Якраз при оцінці за донення задана для прокатної кліті встановлювальна помогою подібного полінома можна особливо величина при задаванні встановлювальної велисприятливим чином спільно врахувати і так званий чини для відповідної наступної прокатної кліті враклиноподібний компонент контуру кінця стрічки. У ховується у мірі, пропорційній до передбаченого випадку клиноподібності мова йде про ступінь, на зменшення товщини матеріалу, що прокатується, який переважний напрямок контуру кінця стрічки при переході у дану наступну прокатну кліть. відхиляється від напрямку по ширині прокату. Щоб асиметричні напруження натягу у прокатКлиноподібність можна визначити альтернативним ній кліті при обробці у ній підтримувати особливо способом шляхом оцінки тих точок, в яких сторони незначними, відповідну або кожну встановлювальстрічки відповідно закінчуються і переходять у конну величину для кута повороту відповідної прокаттур власне кінця стрічки. Оцінка і визначення даної кліті переважним чином відстежують таким них точок можливі особливо переважним спосочином, що встановлюється симетричний до поздобом із застосуванням полінома. вжньої середньої осі прокату контур кінця стрічки. В іншому переважному варіанті здійснення, При цьому як розрахунковий критерій для регулюдодатково до контуру кінця стрічки, при задаванні вання, відповідний прокатній лінії, може бути певстановлювальних величин для прокатних клітей редбачено те, що за рахунок відповідного задатакож враховується визначений у площині протявання встановлювальних величин для кутів жності контур початку стрічки вже прокатаного повороту прокатних клітей відхилення контуру кінматеріалу. Хоча, внаслідок порівняно меншого ця стрічки від асиметричного контуру повинно зворуху матеріалу у поздовжньому напрямку прокату дитися до мінімуму. до початку стрічки, виявлення можливих помилок Як задавальна величина для блока регулюпри виборі кута повороту для прокатних клітей є вання, відповідного прокатній лінії, може передбаменш значимим, ніж у випадку контуру кінця стріччатися форма клина, що задається, або клинопоки, врахування контуру початку стрічки сприяє, дібність стрічки в її площині протяжності або, однак, досить позитивно поповненню інформації, альтернативно, положення максимуму контуру що оцінюється для задавання встановлювальних кінця стрічки у напрямку по ширині. При цьому величин для кутів повороту. відповідна або кожна встановлювальна величина Подальше поповнення інформації для відповідля кута повороту відповідної прокатної кліті передного вибору кутів повороту досягається тим, що у важним чином відстежується так, що контур кінця переважному варіанті здійснення при задаванні стрічки приймає своє максимальне значення у 9 76143 10 напрямку по ширині стрічки у положенні, заданому зонтальній проекції матеріалу, що прокатується. як номінальне значення. Для визначення контуру кінця стрічки можуть Особливо висока гнучкість при обробці матепередбачатися відповідні датчики ширини, за доріалу, що прокатується, досягається тим, що номіпомогою яких забезпечується можливість визнанальне значення для положення максимуму у начення ширини прокату в залежності від координапрямку по ширині або номінальне значення для ти довжини. Переважним чином, відповідний клиноподібності кінця стрічки у площині протяжновимірювальний пристрій виконаний з можливістю сті в особливо переважному варіанті здійснення безконтактного вимірювання у вигляді оптичного задається в залежності від положення відповідної пристрою, зокрема, у вигляді камери. прокатної кліті у прокатній лінії. При цьому можна, Для забезпечення можливості врахування тенаприклад, якщо дивитися у напрямку поперечномпературного профілю матеріалу, що прокатуєтьго перерізу стрічки, вже асиметрично виконаний ся, при задаванні встановлювальних величин для прокат у формі стрічки обробляти особливо перекута повороту прокатних клітей блок регулювання важним чином так, що у передній у напрямку пров іншому переважному варіанті здійснення з боку катки прокатної кліті кут повороту спочатку вставходу з'єднаний з пристроєм для вимірювання новлюється таким чином, що клиноподібність температури для визначення температурного стрічки, що прокатується, яка вводиться, змінюпрофілю стрічки у напрямку по її ширині і/або з ється у зворотному напрямку, і матеріал, що прорядом пристроїв для вимірювання профілю попекатується, тим самим приводиться до своєї симетречного перерізу стрічки. ричної відносно поздовжньої середньої осі форми Переваги, що досягаються у винаході, поляпоперечного перерізу. При цьому враховується, гають, зокрема, у тому, що за рахунок врахування що у передній прокатній кліті у зв'язку з різною контуру кінця стрічки вже прокатаного матеріалу в течією матеріалу встановлюється нерівномірне у його площині протяжності при задаванні встановнапрямку по ширині подовження стрічки, що пролювальних величин для кутів повороту прокатних катується. Однак у зв'язку з ще порівняно великою клітей, неправильні установки, які негативно позтовщиною прокату у передній прокатній кліті подіначаються на процесі прокатки і результаті прокабне нерівномірне подовження стрічки, можливо, є тки, можуть компенсуватися при повороті прокатдопустимим. У наступних у напрямку прокатки них клітей особливо простим і надійним способом. прокатних клітях може потім проводитися установПри цьому по типу системи, що навчається, або ка симетричного контуру кінця стрічки у площині адаптивної системи передбачається визначення протяжності. За рахунок подібного гнучкого заданеправильних установок за допомогою оцінки ревання номінальних значень або задавальних везультатів попередньої прокатки, при цьому контур личин при регулюванні можна відносно несиметкінця стрічки як безпосередній результат впливу ричний матеріал, що спочатку прокатується, течії матеріалу у прокаті у формі стрічки дозволяє обробляти надійним чином, при особливо незначзробити особливо точний і надійний висновок про них помилках проходження стрічки, для одержанможливі неправильні установки кутів повороту ня відносно симетричного кінцевого продукту. Пепрокатних клітей. Крім того, за рахунок задавання редбачаються також різні номінальні значення для задавальних величин для установки кутів поворопочатку стрічки, середини стрічки і кінця стрічки. ту в залежності від положення відповідної прокатДля підтримки і/або контролю процесу прокатної кліті у прокатній лінії здійснюється особливо ки у переважному варіанті здійснення додатково гнучка обробка металу, що прокатується, так що вимірюються профілі поперечного перерізу стрічпри гарантованій високій якості прокату забезпеки, що прокатується, прокату, який входить у прочується також можливість обробки заздалегідь катну лінію, і виходить з неї. відформованого різним чином прокату. Відносно прокатної лінії описаного вище типу Приклад здійснення винаходу пояснюється вказана задача вирішується за допомогою блока нижче за допомогою креслень, на яких показано: регулювання, який задає встановлювальну велиФіг.1 - схематичне представлення прокатної чину для одного або кожного виконавчого блока, лінії з декількома прокатними клітями і відповідного прокатній кліті або обтискній кліті, Фіг.2 - вигляд зверху кінця стрічки матеріалу, переважним чином для кута повороту однієї або що прокатується, у формі стрічки. кожної прокатної кліті, в залежності від визначеноОднакові елементи на обох кресленнях познаго у площині протяжності контуру кінця стрічки вже чені однаковими посилальними позиціями. прокатаного матеріалу. Блок регулювання для Прокатна лінія 1 включає в себе ряд прокатних досягнення вказаної мети з боку виходу з'єднаний клітей 2, які у приведеному прикладі здійснення з виконавчими пристроями для установки кутів виконані відповідно як багатовалкові прокатні кліті. повороту. При цьому кожна прокатна кліть 2 включає в себе Для надійного відстеження відповідних вхідних відповідно перші робочі валки 4 і другі робочі валпараметрів для блока регулювання останній переки 6, які спільно утворюють зону 8 деформації при важним чином з'єднаний з рядом вимірювальних прокатці і виконані для пропускання матеріалу 10, пристроїв, що належать відповідній прокатній кліті, що прокатується. Робочі валки 4, 6 на своїх стородля визначення контуру кінця стрічки і/або початку нах, зворотних від матеріалу 10, що прокатується, стрічки вже прокатаного матеріалу в його площині спираються на відповідні опорні валки 12-14, які зі протяжності. Вимірювальні пристрої можуть при своєї сторони закріплені у не показаній на кресцьому, наприклад, у кожній відповідній прокатній ленні станині прокатної кліті. кліті розміщуватися на такій висоті, щоб мати моПрокатна лінія 1 призначена для обробки прожливість визначення контуру кінця стрічки у горикату 10, витягнутого у площині протяжності у фор 11 76143 12 мі стрічки. Прокат 10 у формі стрічки переважно стрічки за допомогою Spline-функцій. має двовимірну форму. Для обробки подібного У прикладі здійснення, що розглядається, оціпрокату 10 у формі стрічки особливе значення має нка контуру кінця 30 стрічки передбачається за так зване проходження стрічки, тобто пропускання допомогою полінома. При цьому поліном, характепрокату 10 через прокатну кліть 2. Відповідно до ристика 34 якого показана на Фіг.2 пунктирною цього прокатна лінія 1 виконана таким чином, що лінією, вибирається таким чином, щоб його харакна проходження стрічки може впливати під час теристика 34 найкращим чином наближала визнавласне процесу прокатки. Для цього кожна прокатчений за допомогою великої кількості виміряних на кліть 2 виконана встановлюваною або поворотзначень дійсний контур кінця 30 стрічки. При маною відносно показаної на кресленні у вигляді лінії тематичному визначенні полінома переважною є осі 18 повороту, орієнтованої по суті перпендикубільша вага точок вимірювання у середній ділянці лярно до напрямку χ прокатки, позначеного стріл35 стрічки. За допомогою цього полінома інша оцікою 16. Для установки кута повороту, тобто заданка контуру кінця 30 стрічки може здійснюватися ної орієнтації відповідної прокатної кліті 2 відносно тільки з відносно невеликою кількістю параметрів. її осі 18 повороту, кожній прокатній кліті 2 доданий При цьому як задавальна величина для задавідповідний виконавчий блок 20, який ілюструє не вання встановлювальних величин S блоком 22 показану більш детально установку відповідної регулювання може використовуватися положення прокатної кліті 2. максимуму 36 на характеристиці 34 полінома у Прокатна лінія 1 обладнана блоком 22 регунапрямку у по ширині прокату 10. Альтернативно, лювання, який, у тому числі, призначений для авяк задавальна величина може також визначатися томатичного впливу на кут повороту прокатних так звана клиноподібність кінця 30 стрічки. При клітей 2. Для цього блок 22 регулювання для пецьому шляхом оцінки полінома або окремих виміредачі встановлювальної величини S з боку вихоряних значень, що відображають дійсний характер ду з'єднаний відповідно через лінію 24 передачі контуру кінця 30 стрічки, визначається схематично даних з виконавчим пристроєм 20 кожної прокатпоказаний на Фіг.2 лінією 38 переважний напрямок ної кліті 2. Прокатна лінія 1 і, зокрема, її блок 22 кінця 30 стрічки. Цей переважний напрямок відпорегулювання виконані для особливо надійної підтвідає по всій ширині прокату 10 різниці 40 довжин римки рекомендованого проходження стрічки у зовнішніх сторін прокату 10. Ця різниця 40 довжин ході процесу прокатки. є, таким чином, ступенем асиметрії кінця 30 стрічДля цього блок 22 регулювання виконаний таки. ким чином, що він задає встановлювальні величиДля визначення контуру кінця 30 стрічки прони S для кутів повороту прокатних клітей 2 в залекатна лінія 1, як вона показана на Фіг.1, обладнана жності від визначеного у площині протяжності вже рядом вимірювальних пристроїв 50. При цьому прокатаного матеріалу 10 контуру його кінця 30 вимірювальні пристрої 50 можуть бути виконані, стрічки. Приклад подібного контуру кінця 30 стрічнаприклад, у вигляді датчиків ширини. Однак у ки приведений на Фіг.2 для прокату 10 у формі прикладі здійснення, що розглядається, передбастрічки на вигляді зверху. Прокат 10 показаний при чене безконтактне оптичне визначення контуру цьому тільки на ділянці у районі його кінця 30 стрікінця 30 стрічки. Для цього вимірювальні пристрої чки. Контур кінця 30 стрічки у площині протяжності 50 виконані у вигляді оптичних пристроїв, а саме, у прокату 10 може при цьому мати відносно неріввигляді камер. При цьому вимірювальні пристрої номірну і асиметричну відносно поздовжньої сере50 розміщені відповідно між двома прокатними дньої осі 32 прокату 10 форму. Подібна асиметрія клітями 2 на такій висоті, щоб забезпечувалася може виявлятися, зокрема, внаслідок помилковим можливість визначення контуру кінця 30 стрічки на чином встановлених кутів повороту в одній або горизонтальній проекції прокату 10. При цьому декількох прокатних клітях 2. Помилково встановблок 22 регулювання для прийому вироблених лений кут повороту може, зокрема, приводити, по вимірювальними пристроями 50 виміряних знавідношенню до іншого прокату 10, до локально чень, характерних для контуру кінця 30 стрічки, з різної течії матеріалу у поздовжньому напрямку боку входу з'єднаний з вимірювальними пристрічки 10. Подібна локально різна течія матеріалу строями 50. виявляється кумулятивним чином особливо на У прикладі здійснення, що розглядається, викінці 30 стрічки 10, що прокатується, у формі асимірювальні пристрої 50, які являють собою камеметричного контуру. ри, виконані та розміщені таким чином, що весь Для задавання встановлювальної величини S контур кінця 30 стрічки, тобто контур по всій ширидля виконавчих блоків 20 прокатних клітей 2 у ні прокату 10, знаходиться у зоні вимірювання відблоці 22 регулювання може передбачатися визнаповідного вимірювального пристрою 50 і, таким чення максимуму контуру кінця 30 стрічки у начином, може визначатися одночасно. Альтернатипрямку у по ширині прокату 10. Контур кінця 30 вно, однак, наприклад, внаслідок зовнішніх крайострічки може у даному випадку оцінюватися у вивих умов, що відхиляються, наприклад, у випадку гляді послідовності точок. У цьому випадку блок 22 дуже довгих язиків стрічки, один або кожний вимірегулювання може видавати встановлювальні рювальний пристрій 50 може бути встановлений величини S для кутів повороту прокатних клітей 2 таким чином, що його зона вимірювання охоплює таким чином, щоб максимум у контурі кінця 30 не всю ширину прокату 10. У цьому випадку по стрічки встановлювався по типу симетричного контипу послідовного сканування для визначення контуру у положенні у безпосередній близькості від туру кінця 30 стрічки може передбачатися, щоб поздовжньої середньої осі 32 прокату 10. Як альвідповідний вимірювальний пристрій 50 виконував тернатива, можлива також оцінка контуру кінця 30 зйомку ряду окремих зображень, що частково пе 13 76143 14 рекриваються, які в їх сукупності відтворюють повномером і по порядку у межах прокатної лінії 1 ний контур кінця 30 стрічки. Ці окремі зображення відповідно до співвідношення: комбінуються тоді у блоці оцінки для одержання ASi=Hi* Li/Li*fI*fu, повного зображення таким чином, щоб вони заде визначено: безпечували перекриття у відповідних зонах, що Ні - товщина прокату 10 у прокатній кліті 2, що перекриваються. При проходженні кінця 30 стрічки розглядається, з порядковим номером і; у поперечному напрямку відповідні зображення Lі - компонент клиноподібності або різниця 40 спільно зміщуються. по довжині прокату 10 у прокатній кліті 2 з порядКрім того, блок 22 регулювання з боку входу ковим номером і; з'єднаний з пристроєм 52 вимірювання температуLі - еталонна довжина, що залежить від порядри. При цьому пристрій 52 для вимірювання темкового номера і прокатної кліті 2, на якій у прокаті ператури виконаний з можливістю визначення те10 відбувається рух матеріалу у напрямку прокатмпературного профілю прокату 10 в його напрямку ки або поздовжньому напрямку прокату 10; у по ширині. fi - коефіцієнт для оцінки руху матеріалу у проКрім того, блок 22 регулювання з боку входу каті 10 в його поздовжньому напрямку; з'єднаний з першим пристроєм 54 для вимірюванfu - коефіцієнт перерахунку типу модуля повоня профілю і з другим пристроєм 56 для вимірюроту для переведення клиноподібності стрічки у вання профілю. При цьому пристрій 54 для вимівстановлювальну величину для позиції установки. рювання профілю розміщений, якщо дивитися у При цьому блок 22 регулювання додатково винапрямку прокатки матеріалу, що прокатується, конаний так, щоб встановлювальна величина для перед першою прокатною кліттю 2 і служить для кутів повороту прокатної кліті 2 також враховувавизначення поперечного профілю прокату 10, який лася при задаванні встановлювальних величин проходить у прокатній лінії 1. Пристрій 56 для видля кутів повороту наступних прокатних клітей 2. мірювання профілю, навпаки, розміщений, якщо При цьому передбачається, що перешкода у продивитися у напрямку прокатки матеріалу 10, що ходженні стрічки, викликана нахилом прокатної прокатується, за останньою прокатною кліттю 2 і кліті 2 у прокатній лінії 1, яка діє на наступні прокапередбачений для визначення поперечного протні кліті 2, у максимальній мірі компенсується. При філю прокату 10, що виходить з прокатної лінії 1. цьому спільний поворот наступних прокатних кліУ процесі роботи прокатної лінії 1 для надійної тей 2 здійснюється у мірі, пропорційній до зменпідтримки проходження стрічки, сприятливого для шення товщини прокату 10 у напрямку прокатки. високоякісного результату прокатки, за допомогою Блок 22 регулювання задає також встановлюблока 22 регулювання здійснюється установка вальні величини для згинальних зусиль робочих кута повороту кожної прокатної кліті 2 за рахунок валків 4, 6 і для цього зв'язаний з не показаними задавання відповідних встановлювальних величин на кресленні виконавчими елементами, які відпоS. При цьому прокатна лінія 1 виконана по типу відають робочим валкам 4, 6. Дані встановлювасистеми, що навчається, або адаптивної системи льні величини для згинальних зусиль робочих валпричому встановлювальні величини S задаються з ків 4, 6 відстежуються та коригуються за врахуванням результату прокатки, одержаного для допомогою виміряного контуру кінця 30 стрічки. вже прокатаного матеріалу. Для цього за допомоДля цього з виміряного контуру кінця 30 стрічки у гою вимірювальних пристроїв 50 визначається блоці 22 регулювання з врахуванням подовження контур кінця 30 стрічки вже прокатаного матеріалу стрічки обчислюється характеристика ширини 10. При цьому контур може визначатися для прострічки у відповідних наступних прокатних клітях 2. кату 10, який повністю вийшов з прокатної лінії 1, З цих характеристик ширини з врахуванням згинаабо для прокату 10, який вже вийшов з однієї з льних характеристик валків встановлювальні вепрокатних клітей 2, але ще повинен пройти через личини для згинальних зусиль робочих валків 4, 6 наступні прокатні кліті 2. задаються таким чином, щоб по можливості виПри визначенні контуру кінця 30 стрічки за доключити появу нерівності у прокаті 10 і тим самим помогою виміряних значень, одержаних вимірюваперекатування стрічки. льним пристроєм 50, створюється поліном, який Додатково блок 22 регулювання може бути виапроксимує характеристику контуру. За допомогою конаний також з можливістю використання виміряцього полінома для кожної прокатної кліті 2 переного контуру кінця 30 стрічки при задаванні тягововіряється, чи знаходиться передбачена для цієї го зусилля для петлеутворювача і/або прокатної кліті 2 задавальна величина у діапазоні встановлювальної величини для встановленої допусків заданого номінального значення. При перед прокатною лінією 1 не показаної на кресцьому як задавальна величина може, наприклад, ленні обтискної кліті. оцінюватися положення максимуму полінома у Заявлений спосіб може застосовуватися не напрямку у по ширині прокату 10 або також різнитільки для прокатної лінії, що складається з декіця 40 по довжині, що характеризує клиноподіблькох прокатних клітей, але і у реверсивних проканість прокату 10. З врахуванням заданої задаватних клітях, в яких проводиться прокатка за декільної величини проводиться відстеження лька проходів. встановлювальних величин S для прокатної кліті 2 Перелік позначень посилальних позицій таким чином, щоб забезпечити поступове набли1 Прокатна лінія ження до відповідного номінального значення. 2 Прокатна кліть При цьому блок 22 регулювання генерує у 4, 6 Робочі валки прикладі здійснення, що розглядається, коригуючі 8 Зона деформації при прокатці величини AS для кутів повороту прокатної кліті 2 з 10 Матеріал, що прокатується 15 76143 16 12, 14 Опорні валки 38 Лінія 16 Стрілка 40 Різниця по довжині або ступінь клиноподіб18 Вісь повороту ності кінця стрічки у площині протяжності 20 Виконавчий блок 50 Вимірювальний пристрій 22 Блок регулювання 52 Пристрій для вимірювання температури 30 Кінець стрічки 54, 56 Пристрій для вимірювання профілю 32 Поздовжня середня вісь S Встановлювальне значення 34 Характеристика функції згладжування (наx Напрямок прокатки приклад, поліном) у Напрямок по ширині 35 Зона середини стрічки і Порядковий номер 36 Максимум Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMill train for milling a strip-type product to be milled and method of its operation
Автори англійськоюSeidel Juergen
Назва патенту російськоюПрокатная линия для прокатки материала в форме ленты и способ ее эксплуатации
Автори російськоюЗайдель Юрген
МПК / Мітки
МПК: B21B 37/72, B21B 37/68
Мітки: стрічки, форми, прокатна, експлуатації, прокатки, лінія, спосіб, матеріалу
Код посилання
<a href="https://ua.patents.su/8-76143-prokatna-liniya-dlya-prokatki-materialu-u-formi-strichki-i-sposib-ekspluataci.html" target="_blank" rel="follow" title="База патентів України">Прокатна лінія для прокатки матеріалу у формі стрічки і спосіб її експлуатації</a>
Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу
Номер патенту: 75107
Опубліковано: 15.03.2006
Автор: Фіггє Дітер
МПК: B21B 31/00, B21B 31/16
Мітки: прокатки, гарячої, матеріалу, холодної, кліть, металевого, стрічкового, прокатна
Формула / Реферат:
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з...
Спосіб експлуатації валків для прокатки
Номер патенту: 21611
Опубліковано: 06.01.1998
Автори: Морозов Валерій Іванович, Нечепоренко Володимир Андрійович, Босий Володимир Миколайович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Шапаренко Олександр Володимирович, Горяний Анатолій Григорович, Сміяненко Ігор Миколайович, Черевач Володимир Афонасійович, Дьомічев Сергій Володимирович
МПК: B21B 28/00
Мітки: валків, прокатки, експлуатації, спосіб
Формула / Реферат:
Спосіб підготовки прокатних валків до роботи протягом експлуатаційної кампанії, що включає переточування робочої поверхні валків після кожної чергової вивалки валків із кліті, наступне зміцнення робочої поверхні з використанням плазмового розряду, який послідовно переміщують по поверхні для нагрівання її під поверхневе гартування, і повторну завалку валків у кліть, який відрізняється тим, що зміцнення робочої поверхні валків здійснюють шляхом...
Лінія для порізки конвеєрної стрічки на смуги
Номер патенту: 6427
Опубліковано: 16.05.2005
Автори: Матвійчук Анатолій Васильович, Логуш Іван Володимирович, Гурик Олег Ярославович, Гевко Ігор Богданович
МПК: B23Q 37/00
Мітки: стрічки, лінія, конвеєрної, смуги, порізки
Формула / Реферат:
Лінія для порізки конвеєрної стрічки на смуги, що виконана у вигляді рами, механізму приводу, механізму подачі, де верхній і нижній привідні валки розміщені один над одним у вертикальній площині, а в нижнього шліцьового валика поперечний профіль і розміри визначені профілем і розмірами конвеєрної стрічки, дискові ножі виконані у вигляді ножових блоків по два в кожному, осі яких паралельні між собою, і пульта керування, яка відрізняється тим,...
Спосіб автоматичної стабілізації режиму прокатки
Номер патенту: 69693
Опубліковано: 15.09.2004
Автори: Політов Ігор Віталійович, Бабенко Михайло Антонович, Сокуренко Анатолій Валентинович, Щур Віталій Андрійович, Куваєв Володимир Миколайович, Шеремет Володимир Олександрович, Довгань Сергій Михайлович, Курочкін Олександр Федорович, Костюченко Михайло Іванович, Півняк Генадій Григорович
МПК: B21B 1/00
Мітки: автоматичної, режиму, прокатки, спосіб, стабілізації
Формула / Реферат:
Спосіб автоматичної стабілізації режиму прокатки, що включає завдання величини прогину, що стабілізується, вимір поточної величини прогину, який відрізняється тим, що стабілізацію величини прогину здійснюють регулюванням співвідношення швидкостей приводів попередніх за ходом прокатки клітей.
Прокатна кліть

Номер патенту: 62354
Опубліковано: 15.12.2003
Автори: Бобров Анатолій Андрійович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Литвинов Володимир Ілліч, Шевченко Олексій Якович, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21B 13/02
Формула / Реферат:
Прокатна кліть, яка містить станину з верхнім та нижнім робочими валками з підшипниковими подушками, встановленими з можливістю контакту з облицювальними планками боковин станини, і, з'єднані з магістраллю напору і зливу, розпірні гідрокапсули для вибору зазорів між підшипниковими подушками і облицювальними планками, яка відрізняється тим, що гідрокапсули розміщені в опорних поверхнях, виготовлених у боковинах станини з боку входу або виходу...