Муфтове різьбове з’єднання труб
Номер патенту: 69703
Опубліковано: 15.09.2004
Автори: Шифрін Євген Ісайович, Умеренков Володимир Миколайович, Кучинський Олександр Георгійович, Володарський Михайло, Квітка Наталія Юріївна, Гуляєв Юрій Геннадійович
Формула / Реферат
Муфтове різьбове з'єднання труб, переважно для облаштування нафтових і газових свердловин, що включає муфту, на внутрішній поверхні якої, починаючи від торців, містяться дві різьбові ділянки з гладкою замковою герметизуючою частиною між ними і два збіжні по одній осі кінці труб, на зовнішній поверхні кожного з яких, починаючи від торця, у напрямку основного тіла труби послідовно розташовані гладка замкова герметизуюча частина, що входить в контакт із гладкою замковою герметизуючою частиною муфти, та різьбова ділянка, що входить в контакт із різьбовою ділянкою муфти, труба і муфта виготовлені зі сталі одного класу, яке відрізняється тим, що межа міцності матеріалу муфти (![]() ВМ, МПа) відрізняється від межі міцності матеріалу труб (
ВМ, МПа) відрізняється від межі міцності матеріалу труб (![]() ВТ, МПа) відповідно до умов
ВТ, МПа) відповідно до умов ![]() ВМ ≤0,94
ВМ ≤0,94![]() ВТ або
ВТ або ![]() ВМ ≥ 1,06
ВМ ≥ 1,06![]() ВТ.
ВТ.
Текст
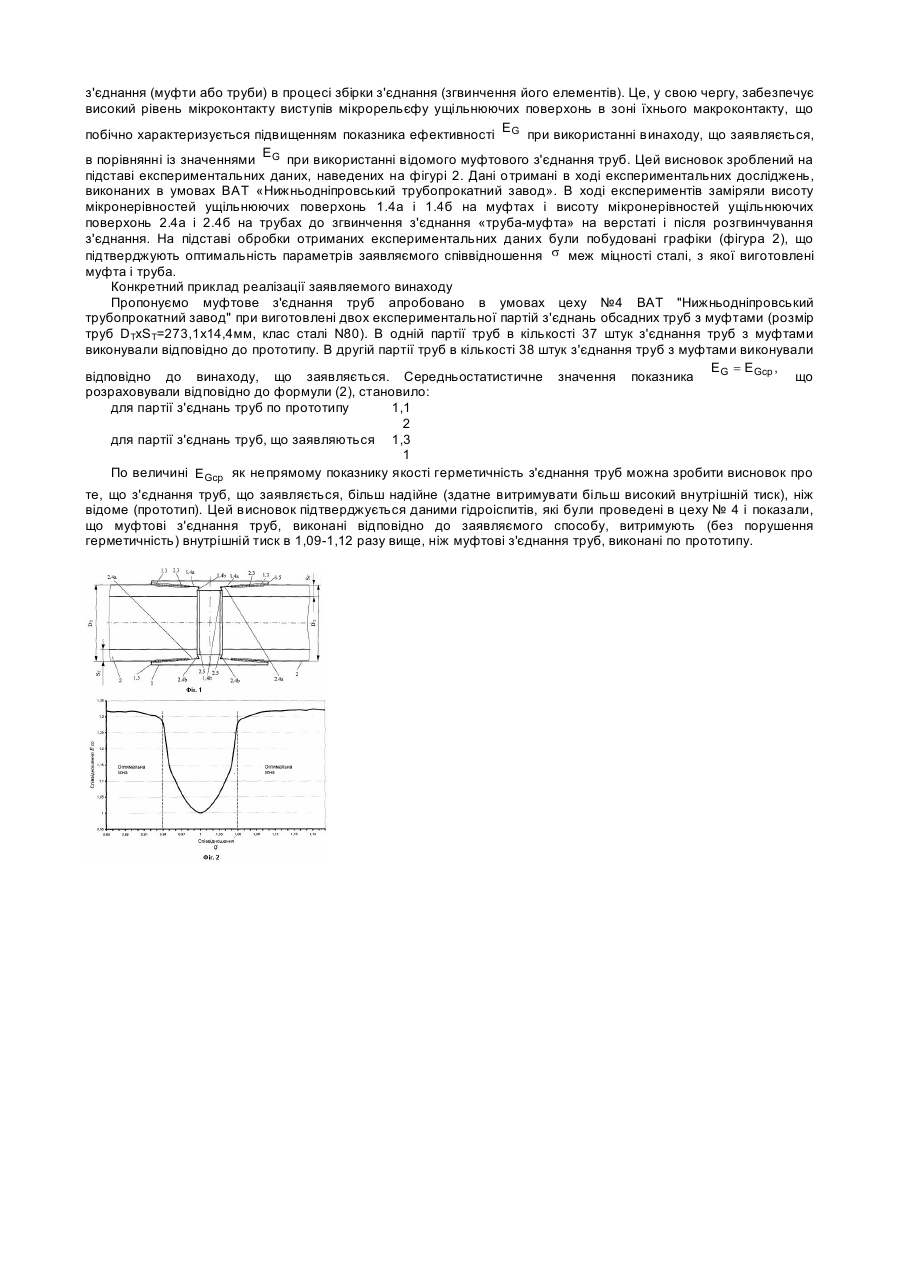
Винахід відноситься до муфтових різьбових з'єднань труб, переважно для облаштування нафтових і газових свердловин, і може бути застосовано при з'єднанні обсадних і насосно-компресорних труб у вертикальні і похилі колони для здобичі (транспортування) нафти і газу з надр Землі (у тому числі - з глибоких і надглибоких горизонтів). До муфтових різьбових з'єднань труб, що використовують при облаштуванні нафтових та газових свердловин, в числі інших, пред'являється основна вимога забезпечити герметичність в умовах експлуатації, які характеризуються роботою з'єднання під дією знакозмінних осьових та згинаючих навантажень та моментів, що крутять. Герметичність муфтового з'єднання труб визначається трьома основними факторами: - виглядом (трикутна, трапецеїдальна і т.п.) і формою (конічна, циліндрична і т.п.) різьби в різьбовій частині з'єднання, в якій ущільнення здійснюється «по різьбі»; - фізичними властивостями консистентних різьбоущільнюючих складів, що наносять на поверхні різьб муфти і кінців труб (різьбові ділянки з'єднання) перед їхнім згвинчуванням; - наявністю і геометричними параметрами герметизуючої безрізьбової замкової частині з'єднання, в якій ущільнення здійснюється «метал-по-металу». При виборі параметрів різьби вирішальними є міркування щодо забезпечення міцності різьбового з'єднання в умовах експлуатації - забезпечення високих значень показника ефективності Е, що уявляє собою співвідношення міцностей різьбового з'єднання та основного тіла труби (дивися, наприклад, книгу: Л.С. Ляховецкий та інші. Современное состояние мирового производства труб. М., Металлургия, 1992, стор.15-16). Герметичність муфтового різьбового з'єднання труб забезпечується використанням різьбоущільнюючих речовин та (або) наявністю в з'єднанні герметизуючої безрізьбової замкової частини, в якій ущільнення здійснюється "метал-пометалу" (дивися, наприклад, книгу: В.А. Ткаченко та інші. Трубы для нефтяной промышленности. М., Металлургия, 1986, стор.56-57). Ефективність ущільнення в герметизуючій безрізьбовій замковій частині муфтового з'єднання труб залежить від двох факторів: - забезпечення під час експлуатації постійного макроконтакту ущільнюючих поверхонь по всьому периметру замкової зони (забезпечення контакту поверхонь муфти та труби); - забезпечення максимально можливого мікроконтакту ущільнюючих поверхонь муфти та труби в зоні їх макроконтакту. Постійний макроконтакт ущільнюючих (герметизуючих) поверхонь муфти і труби досягається відповідним вибором їх геометричних параметрів (форми і розмірів), які найбільш повно відповідають конкретним умовам експлуатації з'єднання (дивися, наприклад, книгу: В.А.Ткаченко та інші. Трубы для нефтяной промышленности. М., Металлургия, 1986, стор.60, рис.29). Відповідний рівень мікроконтакту (контакту виступів мікрорельєфу) ущільнюючих (герметизуючих) поверхонь (поверхонь замкових безрізьбових частин муфти та труб) досягається відповідним рівнем чистоти механічної обробки контактуючих поверхонь замкової частини з'єднання, тобто висотою мікронерівностей RZ який в реальних виробничих умовах складає, наприклад, для муфтових різьбових з'єднань обсадних труб величину рівня RZ=3,2-6,3мм (дивися, наприклад, нормаль на виготовлення муфтового різьбового з'єднання обсадних труб, робоче креслення документ Л 359-2002. ВАТ Нікопольський завод безшовних труб «Нікотьюб», Нікополь, 2002). Прямим методом оцінки ефективності герметичність муфтового різьбового з'єднання труб для облаштування нафтових і газових свердловин є стендове випробування з'єднання внутрішнім тиском, величина якого регламентується залежно від розмірів труби і муфти, а також класу сталі, з якої вони виготовлені (див., наприклад, стандарт Американського інституту нафти API Spec. 5CT, видання 6, п.9.4.2.1.1). Разом з прямими методами, оцінку ефективності герметичність муфтового різьбового з'єднання з наявністю безрізьбової замкової зони (для труб для облаштування нафтових і газових свердловин) здійснюють непрямими методами по непрямим показникам. Оцінку макроконтакту герметизуючих поверхонь здійснюють, наприклад, методами математичного моделювання (дивися, наприклад, патент Германії DE 19836081 С1, МПК7 F16L15/00, виданий Німецьким бюро патентів 02.03.2000). Одним з методів оцінки мікроконтакту герметизуючих поверхонь в безрізьбовій замковій зоні з'єднання є метод, заснований на вимірі рівня шорсткості (висоти мікронерівностей RZ) герметизуючих поверхонь до згвинчення з'єднання (RZ0) і після його розгвинчування RZ1 В цьому випадку ефективність мікроконтакту герметизуючих поверхонь характеризується показником EG який розраховують по формулі (дивися, наприклад, звіт по виконанню науково-дослідної роботи: Виготовлення дослідних зразків обсадних труб із зміцненими кінцями групи міцності «Л», «Д», «Е» для визначення експлуатаційних характеристик різьбових з'єднань, Дніпропетровський металургійний інститут, тема Р-84206, № державної реєстрації 81026586, 1982, стор.78-79) + R Z 0M R E G = Z0 T , (1) R Z1T + R Z1M де RZOT - початкова (до згвинчення) висота мікронерівностей (мкм) на поверхні замкової безрізьбової ділянки з'єднання на трубі, що входить в робочому стані в макроконтакт з безрізьбовою ділянкою з'єднання на муфті, що має початкову (до згвинчення) висоту мікронерівностей, рівну RZOM, мкм; RZ1T - кінцева (після розгвинчування) висота мікронерівностей (мкм) на поверхні замкової безрізьбової ділянки з'єднання на трубі, що входить в робочому стані в макроконтакт з безрізьбовою ділянкою з'єднання на муфті, що має кінцеву (після розгвинчування) висоту мікронерівностей, рівну RZ1M, мкм. З фізичного значення показника E G витікає, що, чим більше (при інших рівних початкових умовах) величина EG, тим більше площина взаємного контакту виступів мікрорельєфу ущільнюючих поверхонь в зоні їхнього макроконтакту (тим більш якісно відбувається притирання герметизуючих поверхонь) і тим більш надійно (з огляду на герметичність) повинне працювати ущільнення «метал-по-металу» (тим більший внутрішній тиск воно повинне витримувати без порушення герметичності внутрішньої порожнини). Відоме муфтове різьбове з'єднання труб, що включає муфту та два збіжні по одній осі кінця труб, що зчленуються з натягом торцями, котрі при з'єднанні між собою утворюють герметизуючий замок із проточки на торці однієї труби і розточки на торці іншої труби (дивися, наприклад, заявку Росії №98129973/06 від 05.11.1998, опубліковану 20.09.2000 - аналог). Недолік відомого муфтового різьбового з'єднання труб полягає в тому, що для його ефективного використання необхідно забезпечити гарантований контакт торцевих ділянок труб, що сполучаються, але це практично неможливо при згвинченні труб в колони в процесі облаштування нафтових і газових свердловин. Якщо передбачити, що в процесі згвинчення колони якимось чином вдасться забезпечити контакт торцевих ділянок труб, що сполучаються, однаково в процесі експлуатації колони, коли вона піддається значним деформаціям вигину, з'єднання не забезпечить герметичність, тому що при вигині колони забезпечити макроконтакт торців труб, що сполучаються, по всьому периметру ущільнення (торців труб) неможливо. Найбільш близьким по технічній суті до заявляємого (прототип) є муфтове різьбове з'єднання труб, переважно для облаштування нафтових і газових свердловин, що включає муфту, на внутрішній поверхні котрої, починаючи від торців, є дві різьбових ділянки з гладкою замковою герметизуючою частиною між ними, що складається з двох поверхонь з прямолінійними утворюючими профілю, і два збіжних по одній осі кінця труб, на зовнішній поверхні кожного з котрих, починаючи від торця у напрямку основного тіла труби послідовно розташовані гладка замкова герметизуюча частина, що входить в контакт із гладкою замковою герметизуючою частиною муфти, та різьбова ділянка, що входить в контакт із різьбовою ділянкою муфти, у якому труба і муфта виготовлені зі сталі одного класу (дивись, наприклад, міжнародний транслятор - довідник: Трубы нефтегазового сортамента. М., Наука и техника, 1997, стор.143, рис.3.14). Муфтове різьбове з'єднання труб відповідно до прототипу забезпечує надійний макроконтакт ущільнюючих поверхонь в зоні замкової герметизуючої частини з'єднання в процесі збірки та експлуатації колон. Недолік муфтового різьбового з'єднання труб відповідно до прототипу полягає в тому, що середньостатистичне значення показника EG, що дорівнює (E G )ср = 1 × J J åE Gj , (2) j =1 де EGj - значення показника EG для j-того з'єднання труб в партії; j=1, 2, 3 ..., J - порядковий номер з'єднання труб в партії; J- загальна кількість з'єднань труб в партії; для промислової партії труб і муфт, збираних в колону з використанням різьбового з'єднання, описаного в прототипі, відносно невелика. Відповідно відносно невелика середньостатистична надійність ущільнення в зоні гладкої замкової герметизуючої частини з'єднання і, відповідно, є відносно малим внутрішній тиск, який витримує порожнина колони без порушення герметичності. Указаний недолік обумовлений тим фактом, що за діючим стандартом для муфтових різьбових з'єднань труб (що використовуються при облаштуванні нафтових і газових свердловин) з наявністю гладких замкових герметизуючих частин висувається вимога, відповідно до якої труби і муфти у з'єднанні повинні бути виготовлені із сталі одного класу (дивися, наприклад, стандарт Американського інституту нафти АРІ Spec. 5CT, видання 6, п.8.1). Відповідно до указаної регламентації є можливим як збіг показників механічних властивостей труб та муфт, що сполучаються, так і їх відмінність в межах, що є визначеними класом сталі, з якої вони виготовлені. Так, наприклад, для вуглецевої сталі класу N80 регламентуються наступні показники механічних властивостей: межа міцності sB , МПа, не менш ніж 689 552межа текучості s T , МПа, в межах 758. Враховуючи взаємозв'язок різних показників механічних властивостей сталей (див., наприклад, довідник: Краткий справочник металлурга, М., Внешторгиздат, 1965, т.1, стор.102-121), регламентація механічних властивостей для сталі конкретного класу на практиці призводить до того, що у труб і муфт, виготовлених, наприклад, з вуглецевої сталі класу N80, твердість лежить в межах HВ=194-255, а межа міцності - в межах sB=689-920МПа. Таким чином, для даного зразку межі міцності труб (sBT) та муфти (sBT) в з'єднанні можуть мати s ( s = ВМ = 1,0 ), s ВТ або їхня відмінність може досягати граничних теоретичних значень на рівні однакові показники величин s=1,35 або s=0,74. Реально середньостатистична величина відносної відмінності міцності труб і муфти лежить в межах s=1±(0,05¸0,08). При рівній міцності матеріалу труб і муфти (величина відносної відмінності меж міцності матеріалу труб і муфти s дорівнює або близька до 1,0) мікроконтакт ущільнюючих поверхонь в зоні герметизуюча замковій частині з'єднання визначається практично лише чистотою обробки ущільнюючих поверхонь в процесі виготовлення труб і муфт. В процесі збірки з'єднання притирання (пластична формозміна мікронерівностей) ущільнюючих поверхонь практично не відбувається і величина показника Е G близька до 1,0. Враховуючи, що середньостатистичне відхилення величини s від 1,0 є малим, середньостатистичне відхилення показника ЕG від величини, близької до одиниці, також невелике, що зумовлює відносно низьку середньостатистичну надійність (з точки зору герметичності) ущільнення, описаного в прототипі. В основу винаходу поставлена задача підвищення надійності герметизації муфтового різьбового з'єднання труб шляхом підвищення площини мікроконтакту ущільнюючих поверхонь в гладкій замковій герметизуючій частині з'єднання шляхом забезпечення інтенсивної пластичної формозміни мікронерівностей поверхні одного з елементів з'єднання (муфти або труб) в гладкій замковій герметизуючій частині з'єднання. Поставлена задача вирішується тим, що у відомому муфтовому різьбовому з'єднанні труб, переважно для облаштування нафтових і газових свердловин, що включає муфту, на внутрішній поверхні котрої, починаючи від торців, є дві різьбових ділянки з гладкою замковою герметизуючою частиною між ними, і два збіжних по одній осі кінця труб, на зовнішній поверхні кожного з котрих, починаючи від торця у напрямку основного тіла труби послідовно розташовані гладка замкова герметизуюча частина, що входить в контакт із гладкою замковою герметизуючою частиною муфти, та різьбова ділянка, що входить в контакт із різьбовою ділянкою муфти, у якому труба і муфта виготовлені зі сталі одного класу, межа міцності матеріалу муфти (sBM, МПа) відрізняється від межи міцності матеріалу труб (sBТ, МПа) відповідно до умов sВМ £ 0,94s ВТ , (3.1) або sВМ ³ 1,06s ВТ , (3.2) Поставлена задача вирішується за рахунок того, що ущільнюючі поверхні герметизуючої замкової частини муфтового з'єднання мають різні межі міцності матеріалу, із якого вони виготовлені. Виходячи з експериментальних досліджень, рівень розходження механічних властивостей муфти і труб обраний таким, щоб забезпечити інтенсивну пластичну деформацію мікронерівностей ущільнюючої поверхні одного з елементів з'єднання (муфти або труби) у процесі збірки з'єднання (згвинчення його елементів). Це, у свою чергу, забезпечує високий рівень мікроконтакту виступів мікрорельєфу ущільнюючих поверхонь у зоні їхнього мікроконтакту, що побічно характеризується підвищенням показника ефективності Е G при використанні винаходу, що заявляється, в порівнянні зі значеннями EG при використанні відомого муфтового з'єднання труб. Заявляєме в якості винаходу муфтове різьбове з'єднання труб, переважно для облаштування нафтових і газових свердловин, назване UPJ (Ukrainian Premium Joint, українське якісне з'єднання). Загальними ознаками найбільш близького (прототип) та заявляємого (UPJ) муфтових різьбових з'єднань труб, переважно для облаштування нафтових і газових свердловин, є те, що з'єднання включає муфту, на внутрішній поверхні котрої, починаючи від торців, є дві різьбових ділянки з гладкою замковою герметизуючою частиною між ними, і два збіжних по одній осі кінця труб, на зовнішній поверхні кожного з котрих, починаючи від торця у напрямку основного тіла труби послідовно розташовані гладка замкова герметизуюча частина, що входить в контакт із гладкою замковою герметизуючою частиною муфти, та різьбова ділянка, що входить в контакт із різьбовою ділянкою муфти, і те, що труба і муфта виготовлені зі сталі одного класу. Відрізняючи ознаки заявляємого муфтового різьбового з'єднання труб, переважно для облаштування нафтових і газових свердловин, є в тому, що межа міцності матеріалу муфти (sBM, МПа) відрізняється від межи міцності матеріалу труб (sBТ, МПа) відповідно до умов sBM£0,94sВТ або sBM£1,06sВТ. Пристрій ілюструється графічно. На фігурі 1 показано загальний вигляд муфтового різьбового з'єднання труб. Позначення на фігурі 1: 1 - муфта; 2 - труби, що з'єднуються; 1.3 - різьбові ділянки муфти; 2.3 - різьбові ділянки труб; 1.4 - гладка замкова герметизуюча частина муфти; 1.4а, 1.4б - ущільнюючі поверхні гладкої замкової герметизуючої частини муфти; 2.4 - гладка замкова герметизуюча частина труб; 2.4а, 2.4б - ущільнюючі поверхні гладких замкових герметизуючих частин труб; 1.5 - торці муфти; 2.5- торці труб; ST - товщина стінки труб, що з'єднуються; DT - діаметр труб, що з'єднуються; OO - вісь, уздовж якої співосно розташовані труби, що з'єднуються, і муфта. Ущільнюючі поверхні гладких герметизуючих частин 1.4, 2.4 можуть бути виконані як із прямолінійною, так і з криволінійною утворюючою профілю; кількість ущільнюючих поверхонь в гладких герметизуючих частинах 1.4 і 2.4 може змінюватися в межах від 1 до 4 в залежності від конкретної конструкції E E G0 = Gk E G1 E (тут Gk замкової ділянки ущільнення. На фігурі 2 показано графік залежності відносної величини E E значення величини показника G при будь-якому конкретному значенні показника s; G1 - значення показника EG E = E G0 ( s) при s = 1,0 ) від величини показника s. Позначення на фігурі 2: 1 - залежність G0 для поверхонь E G0 = E G0 ( s) 1.4а та 2.4а; 2 – залежність для поверхонь 1.4б та 2.4б. Муфтове різьбове з'єднання труб, переважно для облаштування нафтових і газових свердловин, що запропоновано, здійснюється наступним чином. На заводі, що виготовляє труби і муфти, в ході технологічного процесу виготовлення продукції фіксують механічні характеристики труб і муфт, у тому числі межу міцності сталі (sВТ – для труб, sВМ – для муфт), із якої вони вироблені. Кожну трубу і муфту збирають (згвинчують) на верстатах в пару «труба-муфта», дотримуючи умови (3.1) або (3.2), піддають стандартному випробуванню внутрішнім тиском і відправляють споживачу. При виконанні умови (3.1), коли sВМ£0,94sВТ (або, що те ж саме, s£0,94), верхня межа межі міцності матеріалу муфти sВМmax = 0,94 sBT , sВМ = s ВМ max s = s ВМ min а нижня межа межі міцності матеріалу муфти ВМ визначається умовою визначається нижньою (обов'язково регламентованою відповідними стандартами або ТУ на обсадні і насосноs = sB min компресорні труби для облаштування нафтових і газових свердловин) межею межі міцності B для класу сталі, із котрої вироблені труби та муфта (наприклад, для хромової сталі класу С75 нижня межа межі міцності s = 655МПа, s 655МПа £ s ВМ £ 0,94sВТ сталі складає В min отже, величина ВМ повинна лежати в межах ). При sВМ ³ 1,06s ВТ s ³ 1,06 ), нижня межі міцності матеріалу муфти виконанні умови (3.2), коли (або, що те ж саме, sВМ = s ВМ min sВМ = sВМmax визначається умовою sВМ min = 1,06 sВТ , а верхня межа межі міцності матеріалу муфти визначається верхньою межею показника твердості НВ=НВ max або, що те ж саме, верхньою межею sВ = sВmax межі прочності для класу сталі, із якої виготовлені труби і муфта (наприклад, для хромової сталі класу С75 верхня межа показника твердості по Брінелю НВmax=237, що відповідає верхньому значенню межі міцності sB max = 827МПа, sВМ 1,06s ВТ £ s ВМ £ 827МПа сталі таким чином величина повинна лежати в межах ). У споживача при остаточній збірці з'єднання «труба-муфта-труба» дотримують умову (3), використовуючи дані заводу - виготівника про механічні характеристики труб і муфт. В обох випадках (як на заводі, так і у споживача) унаслідок відмінності механічних властивостей муфти і труб в межах, передбачених винаходом, що заявляється, забезпечується інтенсивна пластична деформація мікронерівностей ущільнюючої поверхні одного з елементів з'єднання (муфти або труби) в процесі збірки з'єднання (згвинчення його елементів). Це, у свою чергу, забезпечує високий рівень мікроконтакту виступів мікрорельєфу ущільнюючих поверхонь в зоні їхнього макроконтакту, що E побічно характеризується підвищенням показника ефективності G при використанні винаходу, що заявляється, E в порівнянні із значеннями G при використанні відомого муфтового з'єднання труб. Цей висновок зроблений на підставі експериментальних даних, наведених на фігурі 2. Дані отримані в ході експериментальних досліджень, виконаних в умовах ВАТ «Нижньодніпровський трубопрокатний завод». В ході експериментів заміряли висоту мікронерівностей ущільнюючих поверхонь 1.4а і 1.4б на муфтах і висоту мікронерівностей ущільнюючих поверхонь 2.4а і 2.4б на трубах до згвинчення з'єднання «труба-муфта» на верстаті і після розгвинчування з'єднання. На підставі обробки отриманих експериментальних даних були побудовані графіки (фігура 2), що підтверджують оптимальність параметрів заявляємого співвідношення s меж міцності сталі, з якої виготовлені муфта і труба. Конкретний приклад реалізації заявляемого винаходу Пропонуємо муфтове з'єднання труб апробовано в умовах цеху №4 ВАТ "Нижньодніпровський трубопрокатний завод" при виготовлені двох експериментальної партій з'єднань обсадних труб з муфтами (розмір труб DТxSТ=273,1х14,4мм, клас сталі N80). В одній партії труб в кількості 37 штук з'єднання труб з муфтами виконували відповідно до прототипу. В другій партії труб в кількості 38 штук з'єднання труб з муфтами виконували E G = Е Gcp , відповідно до винаходу, що заявляється. Середньостатистичне значення показника що розраховували відповідно до формули (2), становило: для партії з'єднань труб по прототипу 1,1 2 для партії з'єднань труб, що заявляються 1,3 1 По величині Е Gcp як непрямому показнику якості герметичність з'єднання труб можна зробити висновок про те, що з'єднання труб, що заявляється, більш надійне (здатне витримувати більш високий внутрішній тиск), ніж відоме (прототип). Цей висновок підтверджується даними гідроіспитів, які були проведені в цеху № 4 і показали, що муфтові з'єднання труб, виконані відповідно до заявляємого способу, витримують (без порушення герметичність) внутрішній тиск в 1,09-1,12 разу вище, ніж муфтові з'єднання труб, виконані по прототипу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMuff threaded pipe connection
Автори англійськоюVolodarskyi Mykhailo, Shyfrin Yevhen Isaiovych, Huliaiev Yurii Hennadiiovych, Umerenkov Volodymyr Mykolaiovych, Kuchynskyi Oleksandr Heorhiiovych, Kvitka Natalia Yuriivna
Назва патенту російськоюМуфтовое резьбовое соединение труб
Автори російськоюВолодарский Михаил, Шифрин Евгений Исаевич, Гуляев Юрий Геннадиевич, Умеренков Владимир Николаевич, Кучинский Александр Георгиевич, Квитка Наталья Юрьевна
МПК / Мітки
МПК: F16L 15/00, E21B 17/08
Мітки: муфтове, з'єднання, труб, різьбове
Код посилання
<a href="https://ua.patents.su/4-69703-muftove-rizbove-zehdnannya-trub.html" target="_blank" rel="follow" title="База патентів України">Муфтове різьбове з’єднання труб</a>
Муфтове різьбове з’єднання насосних штанг
Номер патенту: 58828
Опубліковано: 15.08.2003
Автори: Стеліга Іван Іванович, Копей Володимир Богданович, Петрина Юрій Дмитрович
МПК: E21B 17/04
Мітки: різьбове, штанг, з'єднання, муфтове, насосних
Формула / Реферат:
1. Муфтове різьбове з'єднання насосних штанг, яке складається з з'єднуваних штанг і муфти, яке відрізняється тим, що муфта додатково має конусні виточки і опорні торці над першими витками різьби і шайб між опорними торцями муфти і штанги, причому шайби виконані з повздовжніми пазами на їх зовнішній поверхні і їх зовнішній діаметр більший зовнішнього діаметра муфти.2. Муфтове різьбове з'єднання насосних штанг за п. 1, яке відрізняється...
Різьбове з’єднання труб з полімерних композиційних матеріалів
Номер патенту: 25205
Опубліковано: 30.10.1998
Автори: Кіндрачук Сергій Мирославович, Копей Богдан Володимирович, Гуменюк Сергій Богданович
МПК: F16L 47/00
Мітки: різьбове, композиційних, полімерних, з'єднання, матеріалів, труб
Формула / Реферат:
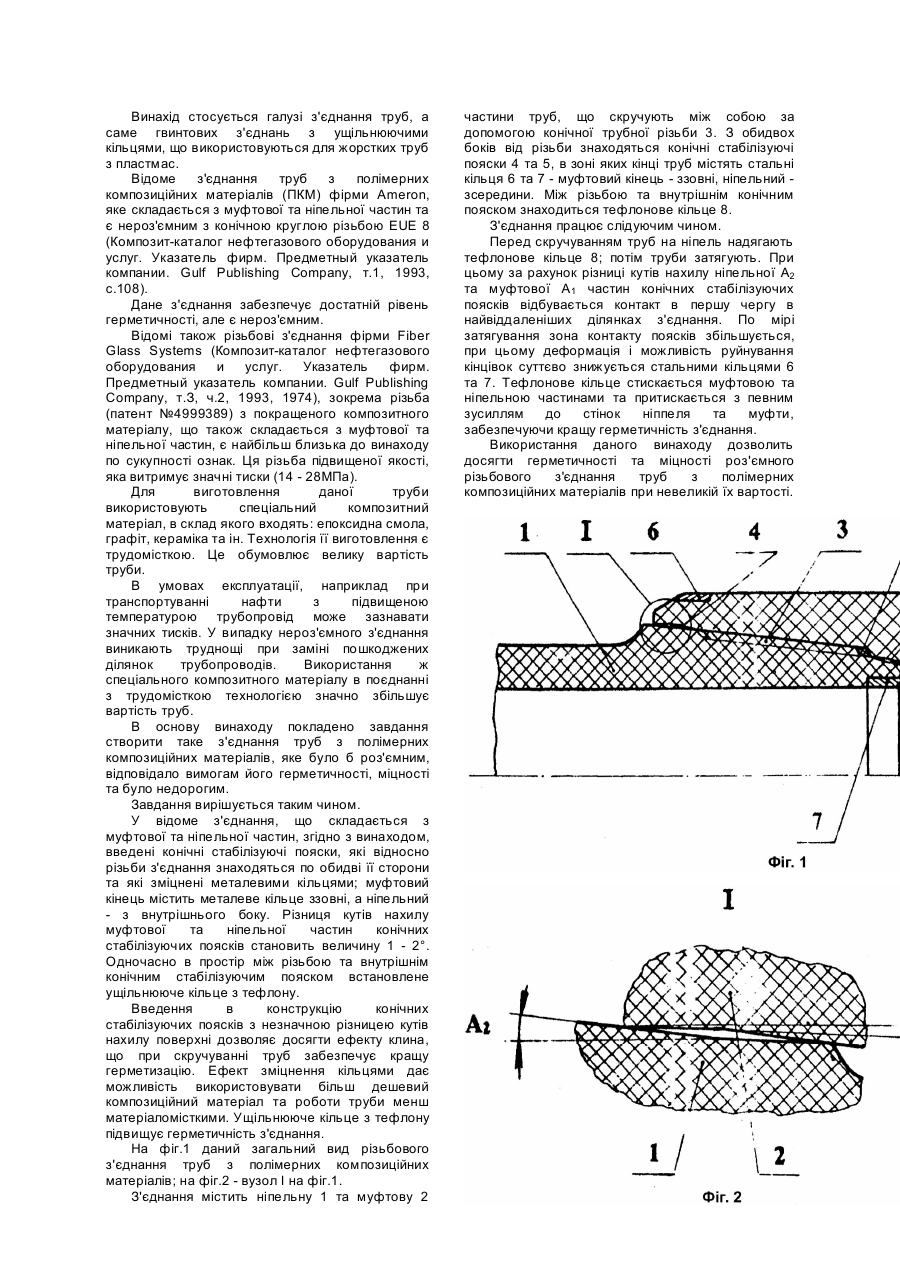
Різьбове з'єднання труб з полімерних композиційних матеріалів, що містить муфтову та ніпельну частини труб з полімерних композиційних матеріалів, сполучених між собою за допомогою конічної різьби, яке відрізняється тим, що містить додатково внутрішній та зовнішній конічні стабілізуючі пояски, зміцнені стальними кільцями, а між внутрішнім пояском та різьбою встановлене ущільнююче кільце з тефлону.
Різьбове з’єднання металевих труб для корозійного текучого середовища
Номер патенту: 66845
Опубліковано: 15.06.2004
Автори: Ноель Т'єррі, Дютійєль П'єр
МПК: E21B 17/08, E21B 17/042, F16L 15/00
Мітки: металевих, з'єднання, різьбове, труб, корозійного, текучого, середовища
Формула / Реферат:
1. Різьбове з'єднання інтегрального типу між двома металевими трубами (10, 210), що містить охоплюваний елемент (1), виконаний зовні на кінці першої труби (10), і охоплюючий елемент (200), виконаний зсередини на кінці другої труби (210), причому: охоплюваний елемент (1) має охоплювану різьбову частину (13) і охоплювану частину, яка не має різьби, причому ця охоплювана частина, що не має різьби, розташована з боку вільного кінця охоплюваного...
Різьбове з’єднання двох металевих труб з пазом, виконаним в різьбі
Номер патенту: 66876
Опубліковано: 15.06.2004
Автори: Ноель Т'єррі, Варенн Емманюель
МПК: F16L 15/00
Мітки: різьбове, різьби, пазом, двох, з'єднання, металевих, виконаним, труб
Формула / Реферат:
1. Різьбове з'єднання двох металевих труб, що включає зовнішній елемент на торці першої труби і внутрішній елемент на торці другої труби, причому зовнішній елемент має зовнішню охоплювану різьбу, внутрішній елемент має внутрішню охоплюючу різьбу, кожна поверхня виступу якого паралельна відповідній поверхні зовнішньої різьби, причому різьба зовнішня і внутрішня різьба нагвинчуються одна на одну, яке відрізняється тим, що щонайменше одна з...
Різьбове з’єднання бурильних труб

Номер патенту: 62007
Опубліковано: 15.12.2003
Автори: Лисканич Михайло Васильович, Бульбас Валерій Миколайович, Козьмін Дмитро Іванович, Джус Андрій Петрович, Огородніков Петро Іванович, Тачинський Михайло Євстахійович
МПК: E21B 17/042
Мітки: різьбове, з'єднання, труб, бурильних
Формула / Реферат:
1. Різьбове з'єднання бурильних труб, яке містить ніпель, муфту з різьбовою ділянкою і індикатор накопичення втомних пошкоджень, контактуючий у згвинченому різьбовому з'єднанні з внутрішньою поверхнею ніпеля, яке відрізняється тим, що індикатор накопичення втомних пошкоджень виконаний у вигляді товстостінного кільця з кільцевою виточкою, жорстко з'єднаного з тонкостінною циліндричною оболонкою, яка відносно внутрішньої поверхні ніпеля...
Попередній патент: Спосіб отримання фітоекстракту з інтерфероніндукуючою дією
Наступний патент: Конусно-гвинтова сушарка для сипких матеріалів
Випадковий патент: Гвинт компресуючий для остеосинтезу кісткових уламків