Спосіб термообробки сталевого холоднодеформованого дроту
Номер патенту: 69766
Опубліковано: 10.05.2012
Автори: Пономарьова Ірина Валеріївна, Туков Володимир Анатолійович, Алімов Валерій Іванович, Олейнікова Оксана Вікторівна, Алімова Світлана Валеріївна

Формула / Реферат
Спосіб термообробки сталевого холоднодеформованого дроту, що включає пічне нагрівання не вище т. Ac1, який відрізняється тим, що через дріт попередньо короткочасно пропускають у вигляді імпульсу електричний струм щільністю 103-1012 А/м2.
Текст
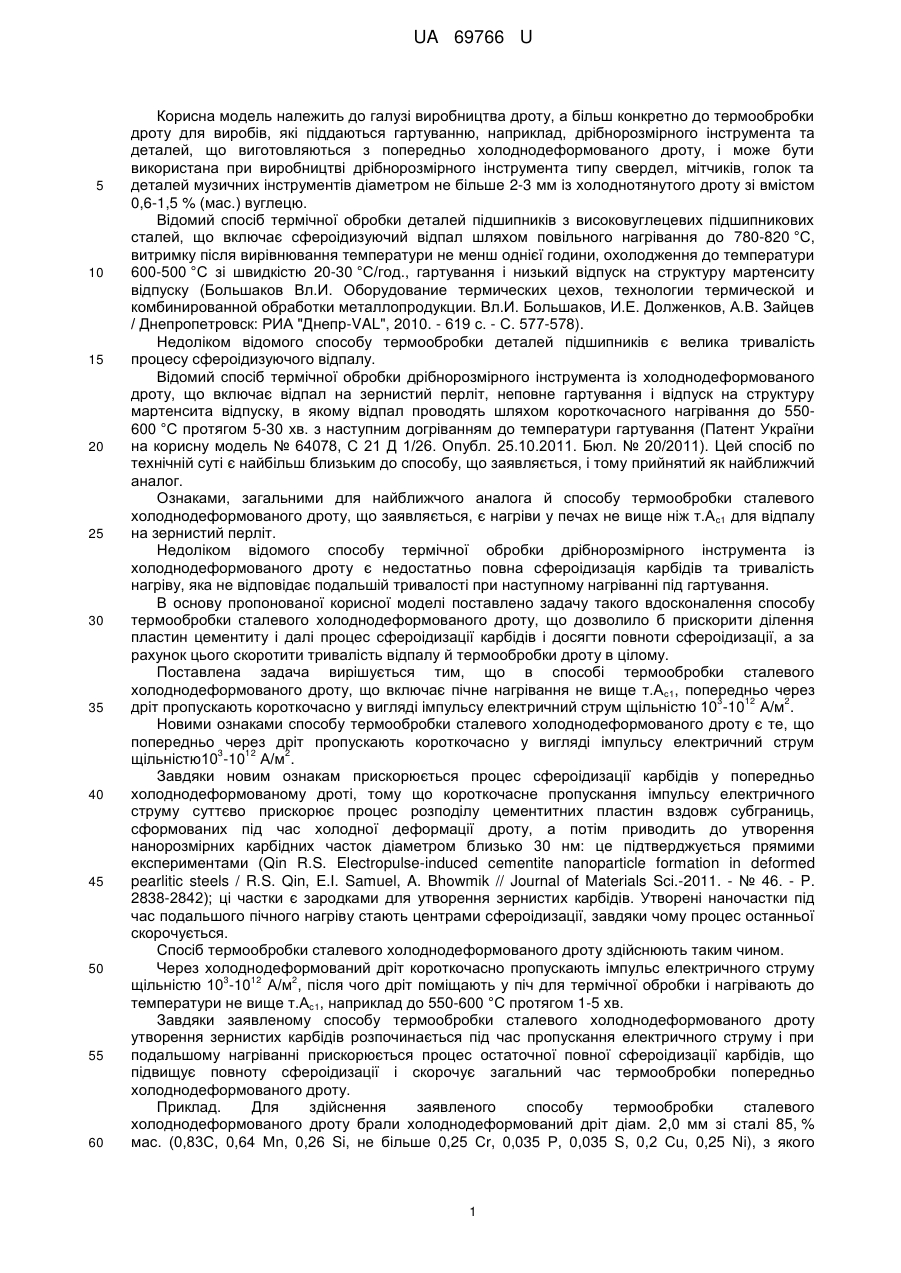
Реферат: Спосіб термообробки сталевого холоднодеформованого дроту, при якому через дріт 3 12 попередньо короткочасно пропускають у вигляді імпульсу електричний струм щільністю 10 -10 2 А/м . UA 69766 U (12) UA 69766 U UA 69766 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виробництва дроту, а більш конкретно до термообробки дроту для виробів, які піддаються гартуванню, наприклад, дрібнорозмірного інструмента та деталей, що виготовляються з попередньо холоднодеформованого дроту, і може бути використана при виробництві дрібнорозмірного інструмента типу свердел, мітчиків, голок та деталей музичних інструментів діаметром не більше 2-3 мм із холоднотянутого дроту зі вмістом 0,6-1,5 % (мас.) вуглецю. Відомий спосіб термічної обробки деталей підшипників з високовуглецевих підшипникових сталей, що включає сфероідизуючий відпал шляхом повільного нагрівання до 780-820 °C, витримку після вирівнювання температури не менш однієї години, охолодження до температури 600-500 °C зі швидкістю 20-30 °C/год., гартування і низький відпуск на структуру мартенситу відпуску (Большаков Вл.И. Оборудование термических цехов, технологии термической и комбинированной обработки металлопродукции. Вл.И. Большаков, И.Е. Долженков, А.В. Зайцев / Днепропетровск: РИА "Днепр-VAL", 2010. - 619 с. - С. 577-578). Недоліком відомого способу термообробки деталей підшипників є велика тривалість процесу сфероідизуючого відпалу. Відомий спосіб термічної обробки дрібнорозмірного інструмента із холоднодеформованого дроту, що включає відпал на зернистий перліт, неповне гартування і відпуск на структуру мартенсита відпуску, в якому відпал проводять шляхом короткочасного нагрівання до 550600 °C протягом 5-30 хв. з наступним догріванням до температури гартування (Патент України на корисну модель № 64078, С 21 Д 1/26. Опубл. 25.10.2011. Бюл. № 20/2011). Цей спосіб по технічній суті є найбільш близьким до способу, що заявляється, і тому прийнятий як найближчий аналог. Ознаками, загальними для найближчого аналога й способу термообробки сталевого холоднодеформованого дроту, що заявляється, є нагріви у печах не вище ніж т.А c1 для відпалу на зернистий перліт. Недоліком відомого способу термічної обробки дрібнорозмірного інструмента із холоднодеформованого дроту є недостатньо повна сфероідизація карбідів та тривалість нагріву, яка не відповідає подальшій тривалості при наступному нагріванні під гартування. В основу пропонованої корисної моделі поставлено задачу такого вдосконалення способу термообробки сталевого холоднодеформованого дроту, що дозволило б прискорити ділення пластин цементиту і далі процес сфероідизації карбідів і досягти повноти сфероідизації, а за рахунок цього скоротити тривалість відпалу й термообробки дроту в цілому. Поставлена задача вирішується тим, що в способі термообробки сталевого холоднодеформованого дроту, що включає пічне нагрівання не вище т.А с1, попередньо через 3 12 2 дріт пропускають короткочасно у вигляді імпульсу електричний струм щільністю 10 -10 А/м . Новими ознаками способу термообробки сталевого холоднодеформованого дроту є те, що попередньо через дріт пропускають короткочасно у вигляді імпульсу електричний струм 3 12 2 щільністю10 -10 А/м . Завдяки новим ознакам прискорюється процес сфероідизації карбідів у попередньо холоднодеформованому дроті, тому що короткочасне пропускання імпульсу електричного струму суттєво прискорює процес розподілу цементитних пластин вздовж субграниць, сформованих під час холодної деформації дроту, а потім приводить до утворення нанорозмірних карбідних часток діаметром близько 30 нм: це підтверджується прямими експериментами (Qin R.S. Electropulse-induced cementite nanoparticle formation in deformed pearlitic steels / R.S. Qin, E.I. Samuel, A. Bhowmik // Journal of Materials Sci.-2011. - № 46. - P. 2838-2842); ці частки є зародками для утворення зернистих карбідів. Утворені наночастки під час подальшого пічного нагріву стають центрами сфероідизації, завдяки чому процес останньої скорочується. Спосіб термообробки сталевого холоднодеформованого дроту здійснюють таким чином. Через холоднодеформований дріт короткочасно пропускають імпульс електричного струму 3 12 2 щільністю 10 -10 А/м , після чого дріт поміщають у піч для термічної обробки і нагрівають до температури не вище т.Аc1, наприклад до 550-600 °C протягом 1-5 хв. Завдяки заявленому способу термообробки сталевого холоднодеформованого дроту утворення зернистих карбідів розпочинається під час пропускання електричного струму і при подальшому нагріванні прискорюється процес остаточної повної сфероідизації карбідів, що підвищує повноту сфероідизації і скорочує загальний час термообробки попередньо холоднодеформованого дроту. Приклад. Для здійснення заявленого способу термообробки сталевого холоднодеформованого дроту брали холоднодеформований дріт діам. 2,0 мм зі сталі 85, % мас. (0,83С, 0,64 Мn, 0,26 Si, не більше 0,25 Сr, 0,035 Р, 0,035 S, 0,2 Сu, 0,25 Ni), з якого 1 UA 69766 U 5 10 15 20 нарізали зразки довжиною 30 мм кожний. Ступінь холодної деформації дроту становила 75 %. Далі для одержання зародків зернистих карбідів робили зразки закріплювали замість зварювального електрода у зварювальному апараті марки ТСД -2000 і пропускали короткочасно 8 2 у режимі короткого замикання струм щільністю (2,5-7)* 10 А/м . Потім для отримання структури 100 % зернистих карбідів проводили нагрівання зразків до 500-650 °C протягом 1-5 хв. у малогабаритній печі СНОЛ - 1,6.2,5.1/7. Контрольні зразки монтували в оправлення, заливали епоксидним клеєм марки ЕДП, вивчали мікроструктуру і вимірювали поперечник карбідів (мкм). Усереднені результати вимірів наведені в таблиці. Для порівняння ті ж параметри визначали для способу найближчого аналогу. Візуальний аналіз мікроструктур за допомогою мікроскопу МІМ - 7 при збільшенні х500 показав, що після проведення термообробки по способу, що заявляється, мікроструктура зразків складається зі 100 % карбідів, форма яких наближена до сферичної. У зразках без попереднього пропускання струму великий відсоток карбідів, одержаних під час витримки 5 хв., має витягнуту форму, місцями ділення пластин не до кінця закінчилося. Як можна бачити з таблиці, спосіб термообробки сталевого холоднодеформованого дроту, що заявляється, дозволяє скоротити тривалість сфероідизуючого відпалу в 5-6 разів, а відсоток карбідів, що мають форму близьку до сферичної, при цьому помітно збільшується. Таким чином, при проведенні термообробки по способу, що заявляється, скорочує тривалість відпалу при одночасному покращенні отримуваної структури. Таблиця Порівняльні результати опробування способу термообробки сталевого холоднодеформованого дроту Параметри відпалу , хв. Т, °C 500 550 600 650 1 5 30 1 5 30 1 5 30 1 5 30 Середній поперечник карбідів по способу, мкм Без попереднього пропускання Що заявляється струму 0,25 0,39 0,33 0,37 0,31 0,40 0,45 0,42 0,38 0,47 0,42 0,45 0,43 0,64 0,45 0,67 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб термообробки сталевого холоднодеформованого дроту, що включає пічне нагрівання не вище т. Ac1, який відрізняється тим, що через дріт попередньо короткочасно пропускають у 3 12 2 вигляді імпульсу електричний струм щільністю 10 -10 А/м . Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of steel cold-deformed wire
Автори англійськоюAlimov Valerii Ivanovych, Oleinikova Oksana Viktorivna, Alimova Svitlana Valeriivna, Tukov Volodymyr Anatoliiovych, Ponomariova Iryna Valeriivna
Назва патенту російськоюСпособ термообработки стальной холоднодеформированной проволоки
Автори російськоюАлимов Валерий Иванович, Олейникова Оксана Викторовна, Алимова Светлана Валерьевна, Туков Владимир Анатольевич, Пономарева Ирина Валерьевна
МПК / Мітки
МПК: C21D 1/26
Мітки: холоднодеформованого, сталевого, дроту, термообробки, спосіб
Код посилання
<a href="https://ua.patents.su/4-69766-sposib-termoobrobki-stalevogo-kholodnodeformovanogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки сталевого холоднодеформованого дроту</a>
Спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту
Номер патенту: 64078
Опубліковано: 25.10.2011
Автори: Алімов Валерій Іванович, Максаков Анатолій Іванович, Олейнікова Оксана Вікторівна
МПК: C21D 1/26
Мітки: інструмента, холоднодеформованого, термообробки, дроту, дрібнорозмірного, спосіб
Формула / Реферат:
Спосіб термічної обробки дрібнорозмірного інструмента із холоднодеформованого дроту, що включає відпал на зернистий перліт, неповне гартування і відпуск на структуру мартенсита відпуску, який відрізняється тим, що відпал проводять шляхом короткочасного нагрівання до 550-600 °С протягом 5-30 хв. з наступним догріванням до температури гартування.
Спосіб обробки сталевого дроту

Номер патенту: 86324
Опубліковано: 10.04.2009
Автори: Борисенко Андрій Юрійович, Жучков Сергій Михайлович, Луценко Владислав Анатолійович
МПК: C21D 9/52
Мітки: спосіб, сталевого, обробки, дроту
Формула / Реферат:
1. Спосіб обробки сталевого дроту, що включає нагрівання сталевого дроту до температури аустенітизації на 150-200 °С вище Ас3, витримку його при цій температурі, охолодження для здійснення перетворення в ньому аустеніту, термостатування для завершення перетворення аустеніту й наступне охолодження сталевого дроту на спокійному повітрі, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть зі...
Спосіб багаторазового волочіння сталевого дроту
Номер патенту: 57524
Опубліковано: 16.06.2003
Автори: Петров Юрій Михайлович, Іванцов Іван Іванович, Зубанов Володимир Олександрович
МПК: B21C 1/00
Мітки: спосіб, волочіння, сталевого, багаторазового, дроту
Формула / Реферат:
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення відповідно до залежності:
Спосіб термічної обробки сталевого дроту
Номер патенту: 25815
Опубліковано: 30.10.1998
Автори: Калегов Валерій Васильович, Шустов Борис Миколайович, Корольов Володимир Миколайович, Євдокимов Геннадій Григорович
МПК: C21D 9/56
Мітки: спосіб, термічної, дроту, сталевого, обробки
Формула / Реферат:
Спосіб термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температуру дроту та згідно з нею регулюють швидкість...
Лінія для термообробки високоміцного дроту

Номер патенту: 13008
Опубліковано: 15.03.2006
Автори: Алімова Світлана Валеріївна, Туков Володимир Анатолійович, Алімов Валерій Іванович, Зерінова Світлана Володимирівна
МПК: C21D 9/52
Мітки: дроту, лінія, термообробки, високоміцного
Формула / Реферат:
Лінія для термообробки високоміцного дроту, переважно сорбітизації дроту для музичних та арматурних струн, що містить розмотувальний пристрій, нагрівальний пристрій, охолоджувальний пристрій та намотувальний барабан, яка відрізняється тим, що нагрівальний пристрій виконаний у вигляді рухомих плазмотронів, а охолоджувальний пристрій - у вигляді рухомих секцій, виконаних з можливістю підведення до них рідких та газоподібних охолоджувачів.
Попередній патент: Система контролю зависання рамки бадді
Наступний патент: Установка очищення ґрунтових вод від нафтопродуктів
Випадковий патент: Установка перетворення теплової енергії в механічну енергію