Спосіб футерування порожнистого металевого виробу
Номер патенту: 70083
Опубліковано: 15.03.2007
Автори: Кузьменко Василь Іванович, Неведомський Володимир Олексійович, Куцін Володимир Семенович, Яловий Олексій Іванович, Синяговський Володимир Іванович, Тімофєєв Олександр Юрійович
Формула / Реферат
1. Спосіб футерування порожнистого металевого виробу, що включає нагрівання виробу до температури 500-700 °С, заповнення його внутрішньої порожнини розплавом силікатного матеріалу, витримування розплаву до утворення футерувального шару, наступний злив залишків розплаву силікатного матеріалу й охолодження виробу до температури навколишнього середовища, який відрізняється тим, що перед нагріванням виробу на його внутрішню поверхню наносять захисний шар, під час утворення футерувального шару у внутрішню порожнину виробу порційно додають свіжий розплав силікатного матеріалу, охолодження виробу проводять у кілька стадій з витримуванням на кожній стадії, при цьому охолодження і витримування виробу ведуть з перепадом температур між металевим корпусом виробу і внутрішньою поверхнею футерувального шару, що допускається не більше ніж 50-60 °С.
2. Спосіб за п. 1, який відрізняється тим, що як захисний шар на внутрішню поверхню виробу наносять оксиди алюмінію або кальцію.
3. Спосіб за п. 1 або 2, який відрізняється тим, що під час утворення футерувального шару у внутрішню порожнину виробу порційно додають свіжий розплав силікатного матеріалу в кількості 3-9 % від об'єму внутрішньої порожнини виробу.
Текст
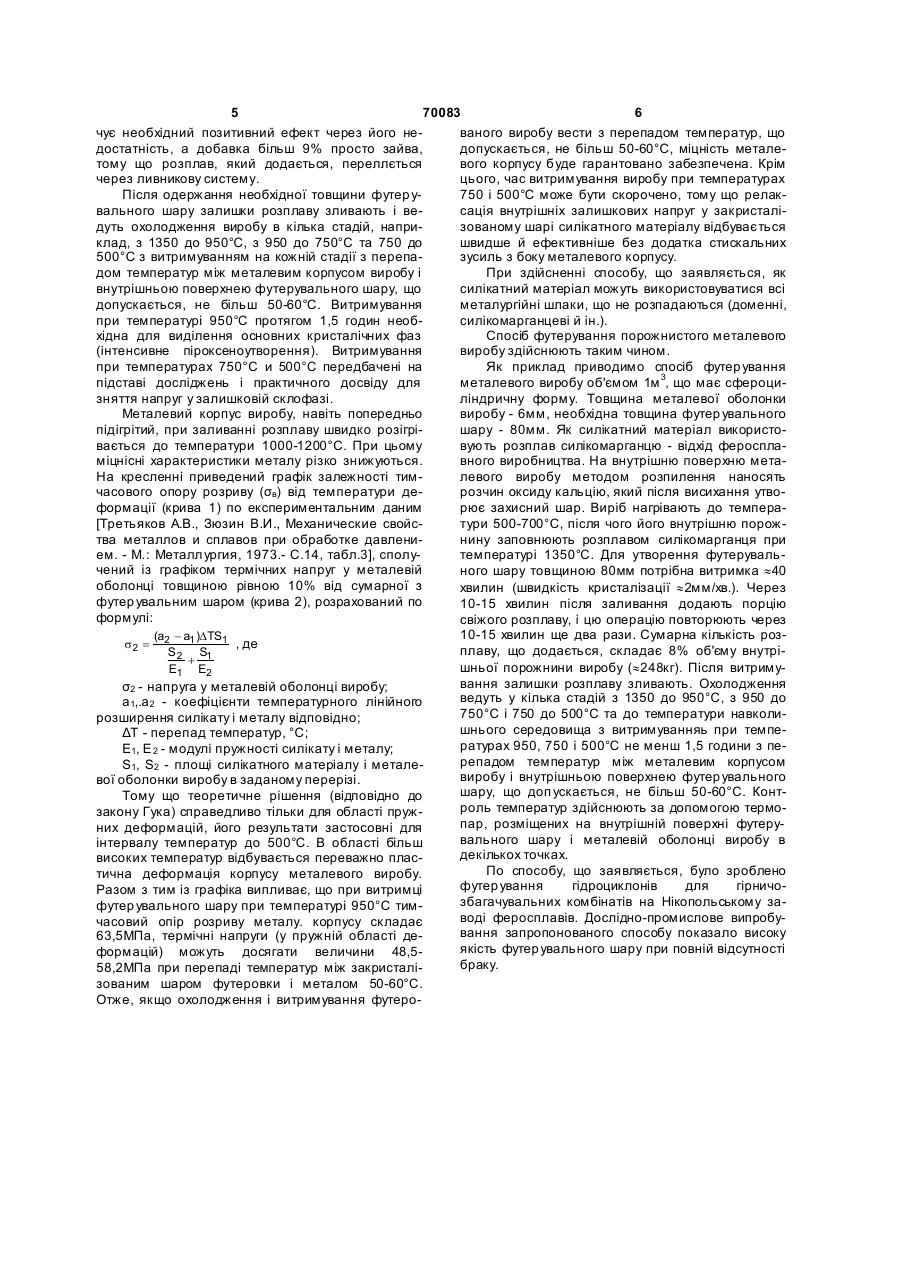
1. Спосіб футерування порожнистого металевого виробу, що включає нагрівання виробу до температури 500-700 °С, заповнення його внутрішньої порожнини розплавом силікатного матеріа C2 2 (19) 1 3 70083 4 го шару, наступний злив залишків розплаву силіперепад температур між внутрішньою поверхнею катного матеріалу й охолодження виробу до темфутер увального шару та металевою оболонкою ператури навколишнього середовища [авт. свид. виробу в процесі охолодження досягає 250-500°С і СССР №257237, МПК F16L57/00, оп. 11.11.1969г. викликає термічні залишкові напруги, які можуть прототип]. Цей спосіб дозволяє підвищити адгезію привести до руйнування силікатного матеріалу. силікатного шару до металу. Нагрівання виробу до Задачею винаходу є удосконалення способу температури 500-700°С перед заповненням його футер ування порожнистого металевого виробу внутрішньої порожнини розплавом силікатного шляхом зміни технологічних параметрів процесу матеріалу вдвічі зменшує перепад температур між футер ування таким чином, щоб знизити рівень металом і розплавом у початковий момент утвозалишкових напруг, підвищити міцність футеруварення футер увального шару, що поліпшує його льного шару, запобігти деформації виробу в цілоструктур у і міцнісні показники. му та зробити його контрольованим. Після заливання виробу розплавом силікатноПоставлена задача вирішується тим, що в го матеріалу (при температурі 1300-1350°С) за способі футерування порожнистого металевого рахунок інтенсивного відводу тепла металевими виробу, що включає нагрівання виробу до темпестінками по периметру виливка утворюється заратури 500-700°С, заповнення його внутрішньої тверділа кірка при рідкій серцевині. Потім фронт порожнини розплавом силікатного матеріалу, викристалізації, рухаючись від стінок виробу усеретримування розплаву до утворення футер увальнодину об'єму, витісняє бульбашки розчиненого в го шару, наступний злив залишків розплаву силірозплаві газу до центра, утворюючи досить міцну катного матеріалу й охолодження виробу до структур у футер увального шару. Газонасиченість температури навколишнього середовища, відповірозплавів шлаків, зокрема металургійного виробдно винаходу перед нагріванням виробу на його ництва, дуже велика і складає 100см 3/дм 3. Однак, внутрішню поверхню наносять захисний шар, під загальна втрата температури розплаву по об'єму час утворення футерувального шару у внутрішню виливка за рахунок теплообміну металевого корпорожнину виробу порційно додають свіжий розпуса виробу з навколишнім середовищем привоплав силікатного матеріалу, охолодження виробу дить до наростання його в'язкості, що утр удняє проводять у кілька стадій з витримуванням на коформування виробів складної конфігурації, а тажній стадії, при цьому охолодження і витримуванкож перешкоджає процесу природної дегазації ня виробу ведуть з перепадом температур між футер увального шару, який формується. металевим корпусом виробу і вн утрішньою поверКрім того, при подальшому охолодженні рідка хнею футер увального шару, що допускається, не серцевина неминуче піддається об'ємній усадці, більш 50-60°С. При цьому як захисний шар на внуяка досягає 12%, тоді як усадка зовнішніх, твердих трішню поверхню виробу наносять оксиди алюмішарів складає 3%, що приводить до утворення нію або кальцію, а під час утворення футерувальусадочної пористості у футерувальному шарі і виного шару у вн утрішню порожнину виробу никненню внутрішніх напружень, величина яких порційно додають свіжий розплав силікатного манерідко перевищує міцність силікатного матеріалу. теріалу в кількості 3-9% об'єму внутрішньої порожТакож, при охолодженні металевого виробу нини виробу. внаслідок різниці температурних коефіцієнтів ліНанесення перед нагріванням на внутрішню нійного розширення металу і закристалізованого поверхню виробу захисного покриття з оксидів силікатного матеріалу (у 1,73 рази) у системі меалюмінію або кальцію запобігає при заливанні тал-силікатний матеріал неминуче виникають зарозплаву проникнення з нього кисню до граничних лишкові напруги, величина яких у ряді випадків шарів металу й утворенню окисних оболонок, які настільки велика, що металевий корпус деформуроз'єднують зв'язок між зернами металу, і тим сається, а футер увальний шар руйнується. Так, при мим істотно послабляє електрохімічну корозію. складній конфігурації виробу, наприклад, сполуТаким чином товщина металевої оболонки значиченні конуса і циліндра, можливе видавлювання мо не змінюється, виріб зберігає свою первісну футер увального шару на конусній ділянці з настуміцність. пним відривом його від металу. При товстій метаКрім того, наявність захисного шару між металевій оболонці виробу спостерігається повне руйлом і футерувальним шаром полегшує їхній взаєнування футер увального шару, тому що метал, мний зсув при охолодженні, сприяє релаксації наохолоджуючись, просто роздавлює його. У випадку пруг і зменшує їхній залишковий рівень. відносно тонкої металевої оболонки виробу при Порційне додавання свіжого розплаву силікатохолодженні відбувається її пластична деформаного матеріалу у вн утрішню порожнину виробу при ція, яка неминуче порушує первісну форму і розміутворенні футерувального шару перешкоджає ри виробу. наростанню в'язкості розплаву за рахунок збільЩе одною вадою відомого способу є те, що в шення теплової енергії і поліпшує умови дегазації умовах тривалого впливу високих температур відшару, що формується. Режими кристалізації також бувається оплавлення граничних шарів металу, поліпшуються за рахунок підживлення фронту міняється його первісна структура, відбувається кристалізації свіжим розплавом. Додавання порцій процес активної електрохімічної корозії, при якій теплової енергії сприяє формуванню дрібнокристовщина металу зменшується на 10-15%, а міцталічної структури в більшій частині товщини шару ність - до 24-40%. футеровки, зменшує пористість матеріалу, що поУ відомому способі процес охолодження везитивно позначається на його міцності. При цьому деться довільно - природне охолодження на віддодавання свіжого розплаву у кількості менш 3% критому повітрі, і не контролюється. Виникаючий об'єму вн утрішньої порожнини виробу не забезпе 5 70083 6 чує необхідний позитивний ефект через його неваного виробу вести з перепадом температур, що достатність, а добавка більш 9% просто зайва, допускається, не більш 50-60°С, міцність металетому що розплав, який додається, переллється вого корпусу буде гарантовано забезпечена. Крім через ливникову систему. цього, час витримування виробу при температурах Після одержання необхідної товщини футер у750 і 500°С може бути скорочено, тому що релаквального шару залишки розплаву зливають і весація внутрішніх залишкових напруг у закристалідуть охолодження виробу в кілька стадій, напризованому шарі силікатного матеріалу відбувається клад, з 1350 до 950°С, з 950 до 750°С та 750 до швидше й ефективніше без додатка стискальних 500°С з витримуванням на кожній стадії з перепазусиль з боку металевого корпусу. дом температур між металевим корпусом виробу і При здійсненні способу, що заявляється, як внутрішньою поверхнею футерувального шару, що силікатний матеріал можуть використовуватися всі допускається, не більш 50-60°С. Витримування металургійні шлаки, що не розпадаються (доменні, при температурі 950°С протягом 1,5 годин необсилікомарганцеві й ін.). хідна для виділення основних кристалічних фаз Спосіб футерування порожнистого металевого (інтенсивне піроксеноутворення). Витримування виробу здійснюють таким чином. при температурах 750°С и 500°С передбачені на Як приклад приводимо спосіб футер ування підставі досліджень і практичного досвіду для металевого виробу об'ємом 1м 3, що має сфероцизняття напруг у залишковій склофазі. ліндричну форму. Товщина металевої оболонки Металевий корпус виробу, навіть попередньо виробу - 6мм, необхідна товщина футер увального підігрітий, при заливанні розплаву швидко розігрішару - 80мм. Як силікатний матеріал використовається до температури 1000-1200°С. При цьому вують розплав силікомарганцю - відхід фероспламіцнісні характеристики металу різко знижуються. вного виробництва. На внутрішню поверхню метаНа кресленні приведений графік залежності тимлевого виробу методом розпилення наносять часового опору розриву (σв) від температури дерозчин оксиду кальцію, який після висихання утвоформації (крива 1) по експериментальним даним рює захисний шар. Виріб нагрівають до темпера[Третьяков А.В., Зюзин В.И., Механические свойстури 500-700°С, після чого його внутрішню порожтва металлов и сплавов при обработке давленинину заповнюють розплавом силікомарганця при ем. - М.: Металлургия, 1973.- С.14, табл.3], сполутемпературі 1350°С. Для утворення футерувальчений із графіком термічних напруг у металевій ного шару товщиною 80мм потрібна витримка »40 оболонці товщиною рівною 10% від сумарної з хвилин (швидкість кристалізації »2мм/хв.). Через футер увальним шаром (крива 2), розрахований по 10-15 хвилин після заливання додають порцію формулі: свіжого розплаву, і цю операцію повторюють через 10-15 хвилинще два рази. Сумарна кількість роз(а2 - а1 )D TS1 s2 = , де плаву, що додається, складає 8% об'єму внутріS 2 S1 + шньої порожнини виробу (»248кг). Після витримуE1 E2 вання залишки розплаву зливають. Охолодження σ2 - напруга у металевій оболонці виробу; ведуть у кілька стадій з 1350 до 950°С, з 950 до а1,.а2 - коефіцієнти температурного лінійного 750°С і 750 до 500°С та до температури навколирозширення силікату і металу відповідно; шнього середовища з витримуванняь при темпеΔΤ - перепад температур, °С; ратурах 950, 750 і 500°С не менш 1,5 години з пеЕ1, Е 2 - модулі пружності силікату і металу; репадом температур між металевим корпусом S1, S2 - площі силікатного матеріалу і металевиробу і внутрішньою поверхнею футер увального вої оболонки виробу в заданому перерізі. шару, що доп ускається, не більш 50-60°С. КонтТому що теоретичне рішення (відповідно до роль температур здійснюють за допомогою термозакону Гука) справедливо тільки для області пружпар, розміщених на внутрішній поверхні футеруних деформацій, його результати застосовні для вального шару і металевій оболонці виробу в інтервалу температур до 500°С. В області більш декількох точках. високих температур відбувається переважно пласПо способу, що заявляється, було зроблено тична деформація корпусу металевого виробу. футер ування гідроциклонів для гірничоРазом з тим із графіка випливає, що при витримці збагачувальних комбінатів на Нікопольському зафутер увального шару при температурі 950°С тимводі феросплавів. Дослідно-промислове випробучасовий опір розриву металу. корпусу складає вання запропонованого способу показало високу 63,5МПа, термічні напруги (у пружній області деякість футер увального шару при повній відсутності формацій) можуть досягати величини 48,5браку. 58,2МПа при перепаді температур між закристалізованим шаром футеровки і металом 50-60°С. Отже, якщо охолодження і витримування футеро 7 Комп’ютерна в ерстка Т.Чепелева 70083 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lining hollow metal article
Автори англійськоюKutsin Volodymyr Semenovych, Nevedomskyi Volodymyr Oleksiiovych, Syniahovskyi Volodymyr Ivanovych, Timofeiev Oleksandr Yuriiovych, Kuzmenko Vasyl Ivanovych
Назва патенту російськоюСпособ футеровки полого металлического изделия
Автори російськоюКуцин Владимир Семенович, Неведомский Владимир Алексеевич, Синяговский Владимир Иванович, Тимофеев Александр Юрьевич, Кузьменко Василий Иванович
МПК / Мітки
МПК: B28B 21/00, F16L 58/02, B22D 41/02, F16L 57/00
Мітки: спосіб, металевого, футерування, виробу, порожнистого
Код посилання
<a href="https://ua.patents.su/4-70083-sposib-futeruvannya-porozhnistogo-metalevogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерування порожнистого металевого виробу</a>
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 68991
Опубліковано: 16.08.2004
Автори: Кузьо Ігор Володимирович, Дзюбик Андрій Романович, Палаш Роман Володимирович
МПК: H01L 35/32, H01L 35/28, G01L 1/20
Мітки: металевого, виробу, визначення, спосіб, шарі, пристрій, напружень, поверхневому, реалізації
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно з яким у вільному від напружень еталонному зразку з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу (ТЕРС), яка виникає при контакті нагрітого термозонда з поверхнею зразка, створюють напружений стан, і ступенево змінюючи його, кожен раз вимірюють значення ТЕРС, за якими будують градуйовану залежність величини ТЕРС від величини напружень в...
Спосіб визначення напружень в поверхневому шарі металевого виробу і пристрій для його реалізації
Номер патенту: 30516
Опубліковано: 15.11.2000
Автори: Юськів Василь Миколайович, Дзюбик Андрій Романович, Палаш Володимир Миколайович
МПК: G01L 1/20, H01L 35/32, H01L 35/28
Мітки: пристрій, спосіб, металевого, реалізації, виробу, напружень, визначення, поверхневому, шарі
Формула / Реферат:
1. Спосіб визначення напружень в поверхневому шарі металевого виробу, згідно якого вимірюють значення контактної термоелектрорушійної сили, в залежності від величини якої визначають напруження, відрізняється тим, що в еталонному зразку вільному від напружень, з того ж матеріалу, що і металевий виріб, визначають термоелектрорушійну силу, яка виникає при контакті нагрітого термозонду з поверхнею зразка, створюють напружений стан і змінюючи...
Пристрій визначення величини зміни контактної локальної термоелектрорушійної сили в поверхневому шарі металевого виробу
Номер патенту: 31476
Опубліковано: 15.12.2000
Автори: Палаш Володимир Миколайович, Юськів Василь Миколайович, Дзюбик Андрій Романович
МПК: H01L 35/00
Мітки: визначення, зміни, величини, виробу, локальної, контактної, термоелектрорушійної, поверхневому, сили, шарі, пристрій, металевого
Текст:
...силою в місці контакту першого термозонду з поверхнею досліджуваного зиробу, і контактною локальною термоелектрорушійною силою в місці контакту другого термозонду з поверхнею еталонного зразка. Така різниця компенсує вплив навколишнього середояища, а о*ґже, зміну основних властивостей досліджуваного виробу, як наслідок, підвищується точність вимірювань контактної локальної термоелектрорушійної сили. Амперметр забезпечує...
Спосіб лиття порожнистого виробу та установка для його здійснення
Номер патенту: 21867
Опубліковано: 30.04.1998
Автори: Могільов Володимир Кирилович, Сохацький Анатолій Васильович, Рибалка Олександр Наумович, Боклан Борис Володимирович, Пономаренко Дмитро Іванович, Кваша Олександр Олександрович, Косяк Анатолій Терентійович
МПК: B22D 11/049, B22D 15/00
Мітки: установка, лиття, здійснення, виробу, порожнистого, спосіб
Формула / Реферат:
1. Способ литья пустотелого изделия в кокиль, включающий заливку расплава, выдержку и слив незакристаллизовавшсгося расплава, с последующим извлечением отливки из кокиля, отличающийся тем, что заливку и слив осуществляют прямоточным движением расплава, а время выдержки определяют из выражениягде τ- время выдержки, сек;t3 - температура заливаемого расплава, °С;tк - температура кокиля перед...
Спосіб формування металевого виробу типу контейнера
Номер патенту: 76459
Опубліковано: 15.08.2006
Автори: Макевен Стюарт, Малтон Джеймс Д., Гонг Кевін, Меллорі Роберт В., Хамстра Петер
МПК: B21D 51/26, B21D 26/02
Мітки: виробу, металевого, спосіб, контейнера, типу, формування
Формула / Реферат:
1. Спосіб формування металевого виробу типу контейнера заданих розмірів і форми, відповідно до якого на етапі (а) розміщають у порожнині матриці, яка має стінку матриці, що визначає зазначені розміри і форму, порожнисту металеву заготовку із закритим кінцем таким чином, що щонайменше частина заготовки спочатку має зазор відносно стінки матриці, і на етапі (b) піддають заготовку дії внутрішнього тиску текучого середовища з...
Попередній патент: Спосіб рекультивації відпрацьованого кар’єру
Наступний патент: Піримідини, які інгібують cdk-кінази, спосіб їх одержання і їх застосування як лікарських засобів
Випадковий патент: Форсунка з пристроєм для зміни кута факела розпилу аерозолів