Спосіб виготовлення рейок, термооброблених по поверхні катання
Номер патенту: 70095
Опубліковано: 25.05.2012
Автори: Гончаренко Євген Валентинович, Азаркевич Анатолій Анатолійович, Рудюк Олексій Сергійович, Левченко Валерій Іванович, Клюквін Міхаіл Борісовіч, Ордін Владімір Гєоргієвіч, Солонарь Роман Андрійович, Кошуле Ігор Михайлович, Труфанова Оксана Іванівна, Володарський Володимир Васильович, Цкітішвілі Енвер Омарович, Погожев Алєксандр Владіміровіч, Сітало Олександр Олексійович

Формула / Реферат
Спосіб виготовлення рейок, термооброблених по поверхні катання, який включає термообробку головки рейки, при якій рейку переміщають через гартівний пристрій, де головку рейки нагрівають у індукторах і потім охолоджують, та подальшу операцію відпуску, який відрізняється тим, що рейку, виготовлену з конвертерної сталі наступного хімічного складу, мас. %:
вуглець
0,75-0,79
марганець
0,90-0,95
кремній
0,30-0,40
ванадій
0,030-0,070
кальцій
не менше 0,0010
алюміній
не більше 0,006
сірка
не більше 0,015
фосфор
не більше 0,015
залізо
решта,
піддають термічній обробці, при якій спочатку головку рейки по усій її довжині нагрівають в індукторах гартівного пристрою струмами високої частоти до температури на поверхні головки рейки 920-970 °С, потім головку рейки піддають охолодженню водоповітряною сумішшю, після чого головку рейки піддають самовідпуску до температури 520-540 °С, після цього головку рейки піддають повторному охолодженню водоповітряною сумішшю до температури на її поверхні не більше 70 °С, і далі рейку охолоджують на відкритому повітрі до температури навколишнього середовища.
Текст
Реферат: Спосіб виготовлення рейок, термооброблених по поверхні катання, який включає термообробку головки рейки, при якій рейку переміщають через гартівний пристрій, де головку рейки нагрівають у індукторах і потім охолоджують, та подальшу операцію відпуску, причому рейку, виготовлену з конвертерної сталі піддають термічній обробці, при якій спочатку головку рейки по усій її довжині нагрівають в індукторах гартівного пристрою струмами високої частоти до температури на поверхні головки рейки 920-970 °С, потім головку рейки піддають охолодженню водоповітряною сумішшю, після чого головку рейки піддають самовідпуску до температури 520540 °С, після цього головку рейки піддають повторному охолодженню водоповітряною сумішшю до температури на її поверхні не більше 70 °С, і далі рейку охолоджують на відкритому повітрі до температури навколишнього середовища. UA 70095 U (12) UA 70095 U UA 70095 U 5 10 15 20 25 30 Корисна модель належить до чорної металургії і може бути застосована для виготовлення низьколегованих термооброблених по поверхні катання рейок типу Р65, використовуваних на залізницях. З рівня техніки відомий спосіб виготовлення рейок, що полягає у виплавці рейкової сталі у мартенівській печі, розливанні виплавленої сталі у зливки і подальшій прокатці отриманих зливків на рейки типу Р65 [патент України на винахід № 80363]. Основним недоліком цього способу є використання для виготовлення рейок мартенівської сталі, що не дозволяє забезпечити високий рівень чистоти металу і необхідний рівень фізикомеханічних властивостей. Також з рівня техніки відомі способи виготовлення рейок з хромистої сталі, виплавленої в кисневому конвертері і розлитої у зливки або безперервно литу заготовку, які включають операцію гарячої прокатки, після якої рейку піддають об'ємному загартовуванню з прокатного нагріву або з додаткового нагріву, шляхом прискореного охолодження, і подальшому остаточному охолодженню шляхом природного або регульованого охолодження [див., наприклад, патент РФ на винахід № 2086671, патент України на винахід № 41983]. Реалізація таких способів можлива тільки за умови наявності устаткування для об'ємного загартовування рейок. Найбільш близьким до пропонованого технічного рішення є спосіб виготовлення рейок, що полягає в термообробці головки рейки, при якій рейку переміщають через гартівний пристрій, у якому головку рейки нагрівають в індукторах до температури 800-900 °C і потім охолоджують, та подальшому відпуску шляхом індукційного нагрівання до температури 500-600 °C [патент Великобританії на винахід № 933860]. Застосування режимів термообробки поверхні катання (головки) рейки за цим способом не дозволяє отримати властивості, що пред'являються для рейок і категорії за ДСТУ 4344. Крім цього, для реалізації відпуску за вказаним способом необхідна наявність спеціального устаткування. У основу цієї корисної моделі поставлено задачу розробки способу виготовлення рейок з конвертерної сталі, що розливається у зливки, відповідних комплексу механічних властивостей, які пред'являються для рейок і категорії за ДСТУ 4344. Поставлена задача вирішується тим, що у способі виготовлення рейок, термооброблених по поверхні катання, який включає термообробку головки рейки, при якій рейку переміщають через гартівний пристрій, де головку рейки нагрівають у індукторах і потім охолоджують, та Подальшу операцію відпуску, відповідно до корисної моделі, рейку, виготовлену з конвертерної сталі наступного хімічного складу, мас. %: 35 вуглець марганець кремній ванадій кальцій алюміній сірка фосфор залізо 40 45 50 0,75-0,79 0,90-0,95 0,30-0,40 0,030-0,070 не менше 0,0010 не більше 0,006 не більше 0,015 не більше 0,015 решта, піддають термічній обробці, при якій спочатку головку рейки по усій її довжині нагрівають в індукторах гартівного пристрою струмами високої частоти до температури на поверхні головки рейки 920-970 °C, потім головку рейки піддають охолодженню водоповітряною сумішшю, після чого головку рейки піддають самовідпуску до температури 520-540 °C, після цього головку рейки піддають повторному охолодженню водоповітряною сумішшю до температури на її поверхні не більше 70 °C, і далі рейку охолоджують на відкритому повітрі до температури навколишнього середовища. Технічний результат застосування заявленого способу полягає у тому, що за рахунок застосування ванадійвмісної конвертерної сталі заявленого хімічного складу і запропонованого режиму термічної обробки головки рейки (поєднання гартування з подальшим самовідпуском), забезпечується формування структури троостосорбіту з твердістю не менше 33,0 HRCa на глибину не менше ніж 11 мм від поверхні катання головки, а також отримання комплексу механічних властивостей рейки, що задовольняють вимогам ДСТУ 4344: межа міцності не менше 800 Н/мм; границя текучості не менше 1196 Н/мм; відносне подовження не менше 8,0 %; 1 UA 70095 U 5 10 15 20 25 30 відносне звуження не менше 25,0 %; ударна в'язкість при температурі +20 °C не менше 25 2 Дж/см ; залишкова напруга не більше +3,0 мм. Пропонований спосіб пройшов дослідно-промислове випробування в умовах ПАТ "МК "АЗОВСТАЛЬ" при виготовленні рейок типу Р65. Сталь була виплавлена в 350-тонному конвертері і після позапічної обробки була розлита сифонним способом у злитки масою 8,7 т. Сталь мала такий хімічний склад, мас. %: С - 0,750,79; Мn-0,88-0,93; Si-0,28-0,35; V-0,034-0,060; Са - 0,0019-0,0025; Аl-0,0028-0,0045; S-0,0100,015; Р - 0,011-0,015; Fe - решта. Отримані зливки були прокатані на заготовки, а потім на рейкобалочному стані - на рейки типу Р65. Всі виготовлені рейки були піддані гартуванню на рейкогартівній машині. Перед подачею на рейкогартівну машину рейки встановлювали на підошву і стикували торцями. Головку кожної рейки по всій її довжині спочатку нагрівали струмами високої частоти при проходженні послідовно через три секції індукторів до температури 920-970 °C, після чого охолоджували водоповітряною сумішшю. Після цього рейки були піддані самовідпуску до температури 520540 °C і подальшому повторному охолодженню до температури 70 °C. Остаточне охолодження рейок здійснювали на відкритому повітрі до температури навколишнього середовища. В результаті був отриманий рівень механічних властивостей, який повністю відповідає усім вимогам, що пред'являються до рейок 1 категорії за ДСТУ 4344. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення рейок, термооброблених по поверхні катання, який включає термообробку головки рейки, при якій рейку переміщають через гартівний пристрій, де головку рейки нагрівають у індукторах і потім охолоджують, та подальшу операцію відпуску, який відрізняється тим, що рейку, виготовлену з конвертерної сталі наступного хімічного складу, мас. %: вуглець 0,75-0,79 марганець 0,90-0,95 кремній 0,30-0,40 ванадій 0,030-0,070 кальцій не менше 0,0010 алюміній не більше 0,006 сірка не більше 0,015 фосфор не більше 0,015 залізо решта, піддають термічній обробці, при якій спочатку головку рейки по усій її довжині нагрівають в індукторах гартівного пристрою струмами високої частоти до температури на поверхні головки рейки 920-970 °С, потім головку рейки піддають охолодженню водоповітряною сумішшю, після чого головку рейки піддають самовідпуску до температури 520-540 °С, після цього головку рейки піддають повторному охолодженню водоповітряною сумішшю до температури на її поверхні не більше 70 °С, і далі рейку охолоджують на відкритому повітрі до температури навколишнього середовища. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing rails, heat-treated over the rolling surface
Автори англійськоюPohozhev Alieksandr Vladimirovich, Ordin Vladimir Hieorhiievich, Kliukvin Mikhail Borisovich, Tskitishvili Enver Omarovych, Levchenko Valeriy Ivanovich, Solonar Roman Andriiovych, Honcharenko Yevhen Valentynovych, Sitalo Oleksandr Oleskiiovych, Koshule Ihor Mykhailovych, Trufanova Oksana Ivanivna, Volodarskyi Volodymyr Vasyliovych, Rudiuk Oleksii Serhiiovych, Azarkevych Anatolii Anatoliiovych
Назва патенту російськоюСпособ изготовления рельсов, термообработанных по поверхности катания
Автори російськоюПогожев Александр Владимирович, Ордин Владимир Георгиевич, Клюквин Михаил Борисович, Цкитишвили Энвер Омарович, Левченко Валерий Иванович, Солонарь Роман Андреевич, Гончаренко Евгений Валентинович, Ситало Александр Алексеевич, Кошуле Игорь Михайлович, Труфанова Оксана Ивановна, Володарский Владимир Васильевич, Рудюк Алексей Сергеевич, Азаркевич Анатолий Анатольевич
МПК / Мітки
МПК: C21D 9/04, C21D 1/42, C21D 1/18, C22C 38/00
Мітки: рейок, виготовлення, спосіб, термооброблених, катання, поверхні
Код посилання
<a href="https://ua.patents.su/4-70095-sposib-vigotovlennya-rejjok-termoobroblenikh-po-poverkhni-katannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення рейок, термооброблених по поверхні катання</a>
Спосіб одержання профілю поверхні катання бандажа колеса локомотива паламарчука п.м.
Номер патенту: 85230
Опубліковано: 12.01.2009
Автор: Паламарчук Петро Михайлович
МПК: B60B 21/00, C21D 9/34, B23P 6/00
Мітки: поверхні, колеса, профілю, одержання, спосіб, локомотива, бандажа, п.м, катання, паламарчука
Формула / Реферат:
Спосіб одержання профілю поверхні катання бандажа колеса локомотива, що включає зняття профілограми, обробку даних методами теорії кореляції й побудову профілю, який відрізняється тим, що до зняття профілограми бандажі коліс обточують по профілю головки рейки, причому викружку гребеня виконують з радіусом 22 мм, бандажі піддають нагріванню до температури 290-300 ºС з наступним їхнім охолодженням протягом не менше однієї доби, а потім...
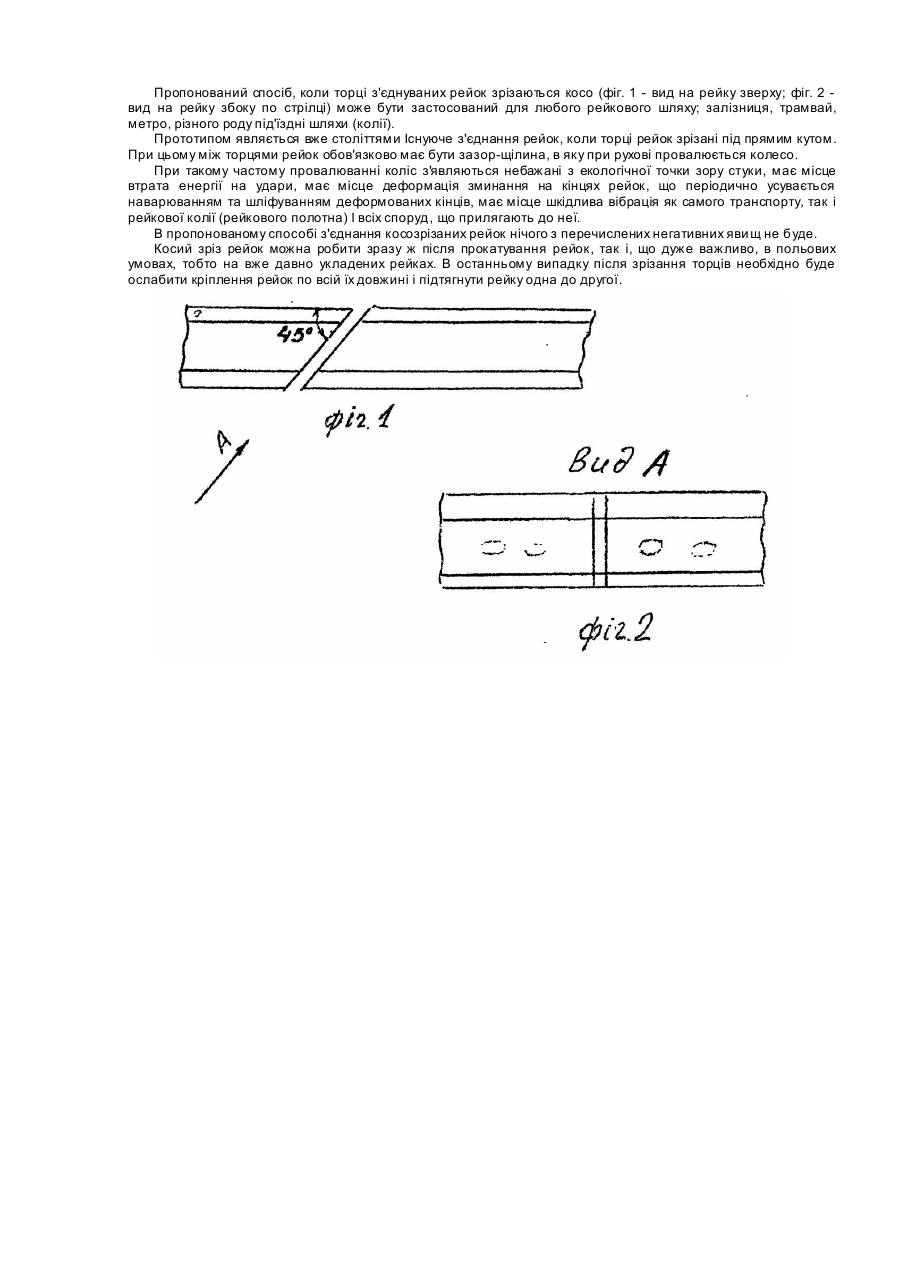
Спосіб з’єднання стандартних рейок любого рейкового шляху
Номер патенту: 22452
Опубліковано: 03.03.1998
Автори: Ткаченко Степан Кузьмич, Яремчук Терентій Григорович, Мулява Володимир Савич, Горбович Микола Якимович, Громадский Григорій Іванович, Яремчук Раіса Яківна, Гончарук Віктор Іванович
МПК: E01B 11/00
Мітки: шляху, рейок, стандартних, рейкового, з'єднання, любого, спосіб
Формула / Реферат:
Спосіб з'єднання стандартних рейок любого рейкового шляху, який відрізняється тим, що торці з'єднуваних рейок зрізують косо по відношенню до осі рейки під оптимальним кутом 45 або Іншим кутом, знайденим експериментально.
Спосіб термічної обробки поверхні сталевих рейок
Номер патенту: 57676
Опубліковано: 10.03.2011
Автори: Саф'ян Павло Павлович, Дейнеко Леонід Миколайович, Тутик Валерій Анатолійович, Юшкевич Олег Павлович, Литвиненко Олена Гнатівна
МПК: C21D 9/04
Мітки: рейок, обробки, спосіб, термічної, сталевих, поверхні
Формула / Реферат:
Спосіб термічної обробки поверхні сталевих рейок, який включає нагрів поверхні струменем енергетичного струму, встановлення швидкості переміщення виробу відносно джерела енергетичного струменя та відстані від нього до поверхні виробу та охолодження, який відрізняється тим, що як джерело енергетичного струменя використовують потік електронів, генерований газорозрядною електронною гарматою, та ведуть обробку електронним пучком поверхні сталевих...
Спосіб відновлення поверхні катання коліс рейкового транспорту

Номер патенту: 44373
Опубліковано: 15.02.2002
Автор: Матвєєв Володимир Валентинович
МПК: C21D 9/34
Мітки: спосіб, рейкового, катання, відновлення, коліс, транспорту, поверхні
Формула / Реферат:
1. Спосіб відновлення профілю поверхні катання коліс рейкового транспорту, що включає нарощування на нагріту відновлювану поверхню катання металу шляхом наплавлення і видалення з охолодженої до температури навколишнього середовища відновлюваної поверхні металу до одержання заданого профілю поверхні катання, який відрізняється тим, що перед наплавленням металу на відновлювану поверхню катання колеса її піддають термообробці шляхом відпалу на...
Спосіб контролю стану поверхні, що має опуклий профіль, переважно головок та рейок, та пристрій для його здійснення
Номер патенту: 61490
Опубліковано: 17.11.2003
Автор: Богданов Владислав Ромуальдович
МПК: E01B 37/00, G01B 5/00
Мітки: рейок, пристрій, головок, поверхні, спосіб, переважно, контролю, опуклий, стану, має, профіль, здійснення
Формула / Реферат:
1. Спосіб контролю стану поверхні, що має опуклий профіль, переважно головок рейок, що включає визначення параметрів поверхні за допомогою оснащеного контрольно-вимірювальними засобами пристрою, фіксування цих параметрів та аналізування отриманих результатів, який відрізняється тим, що застосовують пристрій, що виконаний з можливістю перетворювати визначені ним значення параметрів поверхні в цифрові сигнали та автоматично передавати ці...
Попередній патент: Гіпотермічний пристрій для лікування опіків
Наступний патент: Сметанно-рослинний соус “хрінсмет”
Випадковий патент: Спосіб хірургічного лікування гострого парапроктиту