Спосіб термічної обробки поверхні сталевих рейок
Номер патенту: 57676
Опубліковано: 10.03.2011
Автори: Литвиненко Олена Гнатівна, Юшкевич Олег Павлович, Дейнеко Леонід Миколайович, Тутик Валерій Анатолійович, Саф'ян Павло Павлович
Формула / Реферат
Спосіб термічної обробки поверхні сталевих рейок, який включає нагрів поверхні струменем енергетичного струму, встановлення швидкості переміщення виробу відносно джерела енергетичного струменя та відстані від нього до поверхні виробу та охолодження, який відрізняється тим, що як джерело енергетичного струменя використовують потік електронів, генерований газорозрядною електронною гарматою, та ведуть обробку електронним пучком поверхні сталевих рейок в вакуумній камері з низьким вакуумом 1,3-13 Па, з прискорюючою напругою 20-100 кВ, а відстань від джерела електронів до поверхні виробу складає 50-500 мм, при цьому охолодження здійснюється за рахунок відведення тепла всередину металу, швидкість пересування рейки - 20-80 см/хв.
Текст
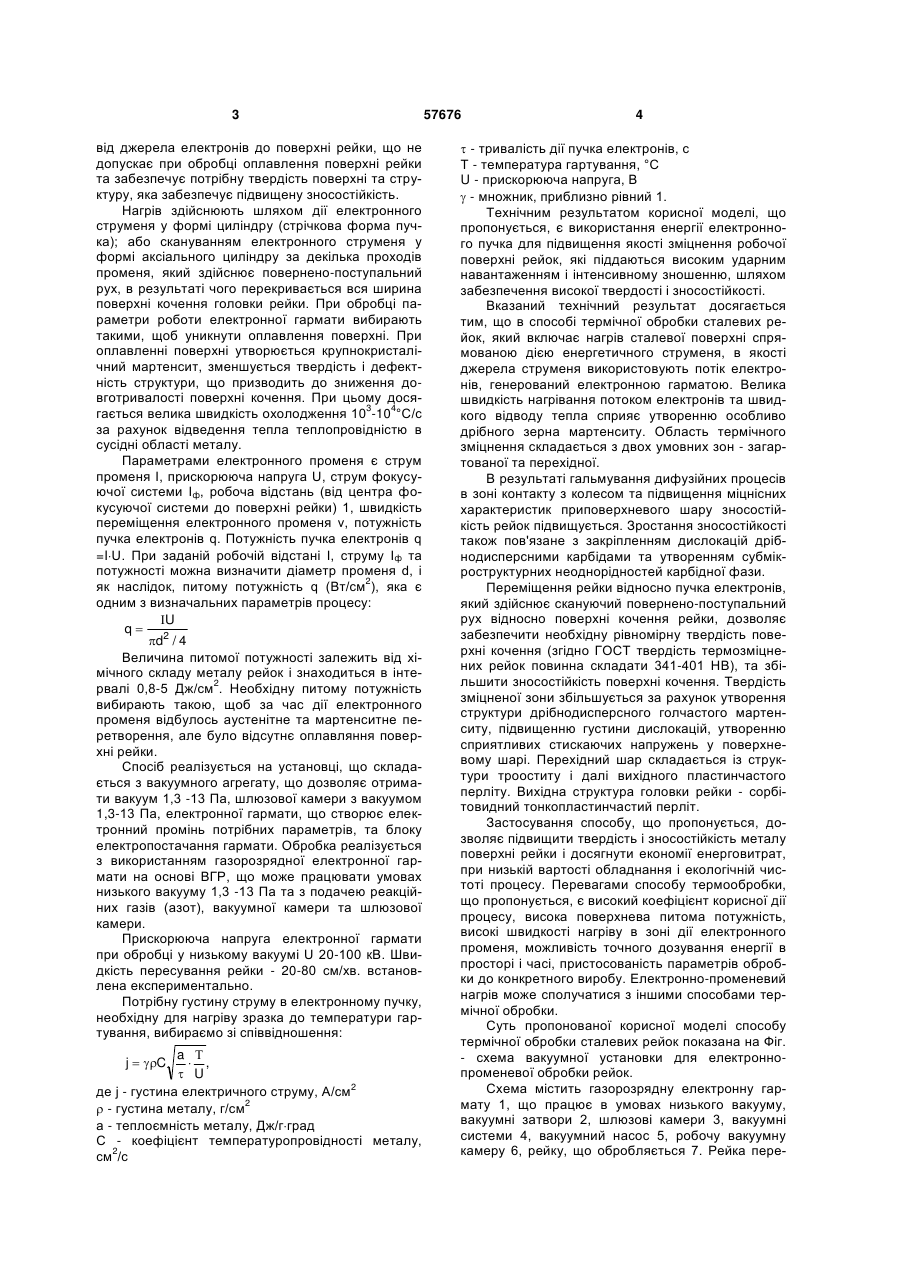
Спосіб термічної обробки поверхні сталевих рейок, який включає нагрів поверхні струменем енергетичного струму, встановлення швидкості 3 від джерела електронів до поверхні рейки, що не допускає при обробці оплавлення поверхні рейки та забезпечує потрібну твердість поверхні та структуру, яка забезпечує підвищену зносостійкість. Нагрів здійснюють шляхом дії електронного струменя у формі циліндру (стрічкова форма пучка); або скануванням електронного струменя у формі аксіального циліндру за декілька проходів променя, який здійснює повернено-поступальний рух, в результаті чого перекривається вся ширина поверхні кочення головки рейки. При обробці параметри роботи електронної гармати вибирають такими, щоб уникнути оплавлення поверхні. При оплавленні поверхні утворюється крупнокристалічний мартенсит, зменшується твердість і дефектність структури, що призводить до зниження довготривалості поверхні кочення. При цьому досягається велика швидкість охолодження 103-104°С/с за рахунок відведення тепла теплопровідністю в сусідні області металу. Параметрами електронного променя є струм променя І, прискорююча напруга U, струм фокусуючої системи Іф, робоча відстань (від центра фокусуючої системи до поверхні рейки) 1, швидкість переміщення електронного променя v, потужність пучка електронів q. Потужність пучка електронів q =IU. При заданій робочій відстані І, струму Іф та потужності можна визначити діаметр променя d, і як наслідок, питому потужність q (Вт/см2), яка є одним з визначальних параметрів процесу: U q 2 d / 4 Величина питомої потужності залежить від хімічного складу металу рейок і знаходиться в інтервалі 0,8-5 Дж/см2. Необхідну питому потужність вибирають такою, щоб за час дії електронного променя відбулось аустенітне та мартенситне перетворення, але було відсутнє оплавляння поверхні рейки. Спосіб реалізується на установці, що складається з вакуумного агрегату, що дозволяє отримати вакуум 1,3 -13 Па, шлюзової камери з вакуумом 1,3-13 Па, електронної гармати, що створює електронний промінь потрібних параметрів, та блоку електропостачання гармати. Обробка реалізується з використанням газорозрядної електронної гармати на основі ВГР, що може працювати умовах низького вакууму 1,3 -13 Па та з подачею реакційних газів (азот), вакуумної камери та шлюзової камери. Прискорююча напруга електронної гармати при обробці у низькому вакуумі U 20-100 кВ. Швидкість пересування рейки - 20-80 см/хв. встановлена експериментально. Потрібну густину струму в електронному пучку, необхідну для нагріву зразка до температури гартування, вибираємо зі співвідношення: a , U де j - густина електричного струму, А/см2 - густина металу, г/см2 а - теплоємність металу, Дж/гград С - коефіцієнт температуропровідності металу, см2/с j C 57676 4 - тривалість дії пучка електронів, с Т - температура гартування, °С U - прискорююча напруга, В - множник, приблизно рівний 1. Технічним результатом корисної моделі, що пропонується, є використання енергії електронного пучка для підвищення якості зміцнення робочої поверхні рейок, які піддаються високим ударним навантаженням і інтенсивному зношенню, шляхом забезпечення високої твердості і зносостійкості. Вказаний технічний результат досягається тим, що в способі термічної обробки сталевих рейок, який включає нагрів сталевої поверхні спрямованою дією енергетичного струменя, в якості джерела струменя використовують потік електронів, генерований електронною гарматою. Велика швидкість нагрівання потоком електронів та швидкого відводу тепла сприяє утворенню особливо дрібного зерна мартенситу. Область термічного зміцнення складається з двох умовних зон - загартованої та перехідної. В результаті гальмування дифузійних процесів в зоні контакту з колесом та підвищення міцнісних характеристик приповерхневого шару зносостійкість рейок підвищується. Зростання зносостійкості також пов'язане з закріпленням дислокацій дрібнодисперсними карбідами та утворенням субмікроструктурних неоднорідностей карбідної фази. Переміщення рейки відносно пучка електронів, який здійснює скануючий повернено-поступальний рух відносно поверхні кочення рейки, дозволяє забезпечити необхідну рівномірну твердість поверхні кочення (згідно ГОСТ твердість термозміцнених рейок повинна складати 341-401 НВ), та збільшити зносостійкість поверхні кочення. Твердість зміцненої зони збільшується за рахунок утворення структури дрібнодисперсного голчастого мартенситу, підвищенню густини дислокацій, утворенню сприятливих стискаючих напружень у поверхневому шарі. Перехідний шар складається із структури трооститу і далі вихідного пластинчастого перліту. Вихідна структура головки рейки - сорбітовидний тонкопластинчастий перліт. Застосування способу, що пропонується, дозволяє підвищити твердість і зносостійкість металу поверхні рейки і досягнути економії енерговитрат, при низькій вартості обладнання і екологічній чистоті процесу. Перевагами способу термообробки, що пропонується, є високий коефіцієнт корисної дії процесу, висока поверхнева питома потужність, високі швидкості нагріву в зоні дії електронного променя, можливість точного дозування енергії в просторі і часі, пристосованість параметрів обробки до конкретного виробу. Електронно-променевий нагрів може сполучатися з іншими способами термічної обробки. Суть пропонованої корисної моделі способу термічної обробки сталевих рейок показана на Фіг. - схема вакуумної установки для електроннопроменевої обробки рейок. Схема містить газорозрядну електронну гармату 1, що працює в умовах низького вакууму, вакуумні затвори 2, шлюзові камери 3, вакуумні системи 4, вакуумний насос 5, робочу вакуумну камеру 6, рейку, що обробляється 7. Рейка пере 5 57676 сувається відносно джерела електронного пучка зі швидкістю 20-80 см/хв., швидкість пересування встановлена експериментально та дозволяє здійснити нагрів всієї потрібної поверхні рейки. Технологічна схема термічної обробки з метою підвищення поверхневої твердості та зносостійкості є наступною: 1. Очищення поверхні головки рейки. 2. Завантаження виробів в шлюзову камеру 3 крізь шлюзові затвори 2. 3. Відкачування вакууму за допомогою вакуумної системи 4 до робочого тиску в камері 6. 4. Виведення електронної гармати 1 на робочий режим. 5. Електронно-променева обробка поверхні головки рейки 7. 6. Вивантаження рейки у шлюзову камеру 3 крізь шлюзові затвори 2. Перевагами заявленого способу термічної обробки поверхні рейок є можливість здійснювати вплив електронного високоенергетичного струменя за допомогою газорозрядної електронної гармати у режимі низького вакууму й реалізовувати на основі цього способу різні варіанти модифікування поверхні металу, легування поверхні азотом та іншими реактивними газами та ін. Зниження вакууму призводить до спрощення вакуумного устаткування, скороченню часу технологічного процесу й зменшенню економічних витрат. Проведено дослідження двох зразків, вирізаних з поперечних темплетів гострякової рейки зі сталі М76В. Досліджували вплив електроннопроменевої обробки на механічні властивості М76В у вакуумній камері з застосуванням газорозрядної електронної гармати, у низькому вакуумі Комп’ютерна верстка Л.Литвиненко 6 1,33 Па при прискорюючій напрузі до 100 кВ. Зразки оброблені за однаковими режимами модифікації. При дослідженні на оптичному мікроскопі Neophot-21 виявлений загартований шар товщиною 0,2 мм з отриманням структури дрібноголчастого мартенситу. Перехідна зона, що складається з трооститних структур, переходить в зону вихідного гарячекатаного металу. Проводили механічні випробування властивостей металу рейки на стандартних зразках, вирізаних з оброблених темплетів рейки, та випробування на зношення металу зразка рейки. Ступінь зношення визначали методом утрати ваги - сумарної втрати ваги по всій поверхні тертя. Границя міцності 600-940 МПа Відносне подовження 9% Зношення 0,02 мг/м Твердість поверхневого шару 900-1000 HV. Твердість поверхневого шару за пропонованим способом перевищує твердість за прототипом (800-900 HV). Величина зношення є значно меншою, ніж немодифікованого рейкового металу (0,15-0,2 мг/м). Таким чином, електронно-променева модифікація поверхні зразків рейки дозволяє отримати високі механічні властивості та підвищену зносостійкість металу. Заявлена корисна модель підтверджена експериментами по модифікуванню поверхні сталевих виробів за допомогою газорозрядних електронних гармат і може бути багаторазово реалізованою в електронно-променевих технологічних процесах. Тому корисна модель відповідає критерію «промислова застосовність». Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of steel rails surface
Автори англійськоюTutyk Valerii Anatoliiovych, Lytvynenko Olena Hnativna, Safian Pavlo Pavlovych, Deineko Leonid Mykolaiovych, Yushkevych Oleh Pavlovych
Назва патенту російськоюСпособ термической обработки поверхности стальных рельс
Автори російськоюТутик Валерий Анатольевич, Литвиненко Елена Игнатьевна, Сафьян Павел Павлович, Дейнеко Леонид Николаевич, Юшкевич Олег Павлович
МПК / Мітки
МПК: C21D 9/04
Мітки: термічної, рейок, поверхні, спосіб, обробки, сталевих
Код посилання
<a href="https://ua.patents.su/3-57676-sposib-termichno-obrobki-poverkhni-stalevikh-rejjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки поверхні сталевих рейок</a>
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Телевич Роман Володимирович, Баранєнко Юрій Павловіч, Якушечкін Владислав Євгенович, Якушечкин Євген Іванович, Якушечкіна Лауретта Іванівна, Якушечкін Іван Владиславович, Федій Всеволод Савельович
Мітки: рейок, обробки, спосіб, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Бондаревська Надія Олександрівна, Тельович Роман Володимирович, Комар Фідель Леонідович, Ошкадьоров Станіслав Петрович, Гарасим Юліан Андрійович
МПК: C21D 9/04
Мітки: обробки, спосіб, термічної, рейок
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 61059
Опубліковано: 17.11.2003
Автори: Дегтярьов Сергій Іванович, Нестеров Дмитро Кузьмич, Сапожков Валерій Євгенович, Галушкін Олександр Васильович
МПК: C21D 9/04
Мітки: спосіб, рейок, обробки, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що полягає в з'єднанні рейок в безперервну нитку, пружним згинанням рейок, нагріванні під загартування струмами високої частоти головки рейок по всій довжині, первинному охолодженні головки рейок і самовідпуску при безперервному послідовному переміщенні рейкової нитки крізь гартувальну машину, який відрізняється тим, що нагрів під загартування виконують в два етапи, на першому етапі здійснюють нагрів до...
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів
Номер патенту: 31198
Опубліковано: 25.03.2008
Автори: Корнієнко Анатолій Миколайович, Писаренко Володимир Миколайович, Головко Леонід Федорович, Мутхі Собхі Яхья, Іщук Наталія Володимирівна, Кіндрачук Мирослав Васильович
МПК: C23C 8/02
Мітки: виробів, лазеро-хіміко-термічної, сталевих, обробки, спосіб, комбінованої
Формула / Реферат:
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів, що включає азотування в середовищі аміаку при температурах 800-860 К, який відрізняється тим, що проводять попереднє лазерне легування елементами хрому або молібдену, або алюмінію сталевих виробів з площею обробки 15-25 % від загальної площі сталевого виробу з потужністю лазерного випромінювання 0,9-1,1 кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2;...
Спосіб термічної обробки сталевих листів
Номер патенту: 70696
Опубліковано: 15.10.2004
Автори: Мирошниченко Сергій Олександрович, Паргамонов Євгеній Олександрович, Ткаченко Олександр Григорович, Домікеєв Валентин Васильович
МПК: C21D 1/78
Мітки: сталевих, спосіб, термічної, обробки, листів
Формула / Реферат:
Спосіб термічної обробки сталевих листів, який включає нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, який відрізняється тим, що пачки листів розташовують на стенді печі в вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8.
Попередній патент: Спосіб спектрофотометричного визначення сульфаніламідів у фармацевтичних препаратах
Наступний патент: Спосіб одержання 5-форміл-17-{(e)-[(3e)-3(4-метоксибензиліден)-2-оксоциклопентиліден]метил}-25,27-дипропокси-26,28-дигідроксикалікс[4]арену
Випадковий патент: Ретрансляція інформації бездротового зв'язку