Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів двома алмазними кругами
Номер патенту: 67147
Опубліковано: 10.02.2012
Автори: Кальченко Володимир Віталійович, Горовой Павло Сергійович, Кальченко Віталій Іванович
Формула / Реферат
1. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів повздовжніми стрічками, при якому переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, який відрізняється тим, що обробка ведеться послідовно двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не менше радіуса інструмента, а також перехідні кромки та зовнішній профіль деталі, кругом, радіус якого не більше ![]() мінімального радіусу кривизни поверхні деталі, оброблюється ділянка увігнутого профілю, на якій не відбулося шліфування кругом більшого діаметра.
мінімального радіусу кривизни поверхні деталі, оброблюється ділянка увігнутого профілю, на якій не відбулося шліфування кругом більшого діаметра.
2. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів за пунктом 1, який відрізняється тим, що подача на стрічку вибирається в залежності від потрібної шорсткості та визначається з виразу
![]()
де ![]() - подача точки контакту круга з виробом на стрічку;
- подача точки контакту круга з виробом на стрічку;
![]() - радіус кривизни твірної на ділянці профілю деталі;
- радіус кривизни твірної на ділянці профілю деталі;
![]() - радіус круга;
- радіус круга;
![]() - висота мікронерівностей;
- висота мікронерівностей;
знаки «+» або «-» приймаються відповідно при обробці опуклого або увігнутого профілю деталі.
Текст
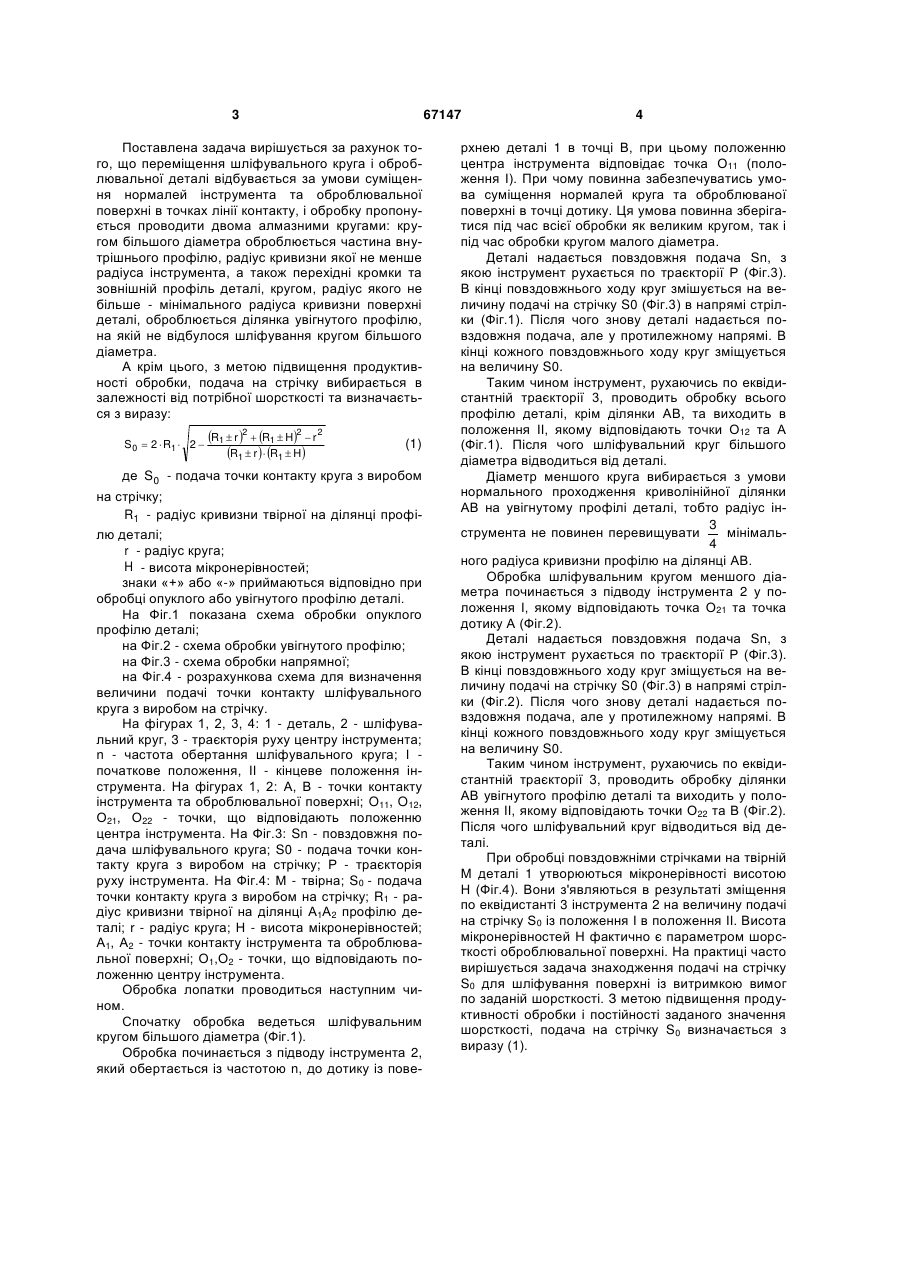
1. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів повздовжніми стрічками, при якому переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, який відрізняється тим, що обробка ведеться послідовно двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не менше радіуса інструмента, а також перехідні кромки та зовнішній 3 профіль деталі, кругом, радіус якого не більше 4 мінімального радіусу кривизни поверхні деталі, оброблюється ділянка увігнутого профілю, на якій не відбулося шліфування кругом більшого діаметра. 2. Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів за пунктом 1, який відрізняється тим, що подача на стрічку вибирається в залежності від потрібної шорсткості та визначається з виразу Корисна модель належить до металообробки та може бути використана в машинобудуванні при обробці лопаток газотурбінних двигунів. Відомий спосіб шліфування криволінійних поверхонь турбінних лопаток абразивною стрічкою за допомогою робота з ЧПК РМ-01, при якому обробка ведеться повздовжніми стрічками (Кальченко В.И., Кальченко В.В., Кологойда А.В., Кириенко С.Ю. Шлифование криволинейных поверхностей лопаток газотурбинных двигателей абразивной лентой при помощи робота с ЧПУ РМ-01. / Вестник двигателестроения №3/2011, Запорожье, ОАО "Мотор Сич", с.80-86). До недоліків даного способу належить низька стійкість абразивної стрічки, низька жорсткість промислового робота та можливість застосування способу лише на фінішних операціях обробки. Найбільш близьким до запропонованого є спосіб шліфування турбінних лопаток шліфувальним кругом, який перемішується по еквідистанті профілю лопатки, при якому круг вибирається з умови, що його радіус не повинен перевищувати мінімального радіуса кривизни профілю деталі (а.с. 1138298 СССР МКИ В24В19/14, 07.02.85 Бюл. №5). Недоліками даного способу є зменшення продуктивності обробки за рахунок використання шліфувального круга малого радіуса та можливість застосування способу лише для фінішного шліфування. Задача корисної моделі - підвищення продуктивності обробки криволінійних поверхонь лопаток газотурбінних двигунів і створення можливості як чистового, так і чорнового та напівчистового шліфування. (13) 67147 (11) UA де S0 - подача точки контакту круга з виробом на стрічку; R1 - радіус кривизни твірної на ділянці профілю деталі; r - радіус круга; H - висота мікронерівностей; знаки «+» або «-» приймаються відповідно при обробці опуклого або увігнутого профілю деталі. U R1 r 2 R1 H2 r 2 R1 r R1 H (19) S0 2 R1 2 3 67147 Поставлена задача вирішується за рахунок того, що переміщення шліфувального круга і оброблювальної деталі відбувається за умови суміщення нормалей інструмента та оброблювальної поверхні в точках лінії контакту, і обробку пропонується проводити двома алмазними кругами: кругом більшого діаметра оброблюється частина внутрішнього профілю, радіус кривизни якої не менше радіуса інструмента, а також перехідні кромки та зовнішній профіль деталі, кругом, радіус якого не більше - мінімального радіуса кривизни поверхні деталі, оброблюється ділянка увігнутого профілю, на якій не відбулося шліфування кругом більшого діаметра. А крім цього, з метою підвищення продуктивності обробки, подача на стрічку вибирається в залежності від потрібної шорсткості та визначається з виразу: S0 2 R1 2 R1 r 2 R1 H2 r 2 R1 r R1 H (1) де S0 - подача точки контакту круга з виробом на стрічку; R1 - радіус кривизни твірної на ділянці профілю деталі; r - радіус круга; H - висота мікронерівностей; знаки «+» або «-» приймаються відповідно при обробці опуклого або увігнутого профілю деталі. На Фіг.1 показана схема обробки опуклого профілю деталі; на Фіг.2 - схема обробки увігнутого профілю; на Фіг.3 - схема обробки напрямної; на Фіг.4 - розрахункова схема для визначення величини подачі точки контакту шліфувального круга з виробом на стрічку. На фігурах 1, 2, 3, 4: 1 - деталь, 2 - шліфувальний круг, 3 - траєкторія руху центру інструмента; n - частота обертання шліфувального круга; I початкове положення, II - кінцеве положення інструмента. На фігурах 1, 2: А, В - точки контакту інструмента та оброблювальної поверхні; O11, O12, О21, О22 - точки, що відповідають положенню центра інструмента. На Фіг.3: Sn - повздовжня подача шліфувального круга; S0 - подача точки контакту круга з виробом на стрічку; Р - траєкторія руху інструмента. На Фіг.4: М - твірна; S0 - подача точки контакту круга з виробом на стрічку; R1 - радіус кривизни твірної на ділянці А1А2 профілю деталі; r - радіус круга; H - висота мікронерівностей; А1, А2 - точки контакту інструмента та оброблювальної поверхні; О1,О2 - точки, що відповідають положенню центру інструмента. Обробка лопатки проводиться наступним чином. Спочатку обробка ведеться шліфувальним кругом більшого діаметра (Фіг.1). Обробка починається з підводу інструмента 2, який обертається із частотою n, до дотику із пове 4 рхнею деталі 1 в точці В, при цьому положенню центра інструмента відповідає точка О11 (положення І). При чому повинна забезпечуватись умова суміщення нормалей круга та оброблюваної поверхні в точці дотику. Ця умова повинна зберігатися під час всієї обробки як великим кругом, так і під час обробки кругом малого діаметра. Деталі надається повздовжня подача Sn, з якою інструмент рухається по траєкторії Р (Фіг.3). В кінці повздовжнього ходу круг змішується на величину подачі на стрічку S0 (Фіг.3) в напрямі стрілки (Фіг.1). Після чого знову деталі надається повздовжня подача, але у протилежному напрямі. В кінці кожного повздовжнього ходу круг зміщується на величину S0. Таким чином інструмент, рухаючись по еквідистантній траєкторії 3, проводить обробку всього профілю деталі, крім ділянки АВ, та виходить в положення II, якому відповідають точки О12 та А (Фіг.1). Після чого шліфувальний круг більшого діаметра відводиться від деталі. Діаметр меншого круга вибирається з умови нормального проходження криволінійної ділянки АВ на увігнутому профілі деталі, тобто радіус ін3 струмента не повинен перевищувати мінімаль4 ного радіуса кривизни профілю на ділянці АВ. Обробка шліфувальним кругом меншого діаметра починається з підводу інструмента 2 у положення I, якому відповідають точка О21 та точка дотику А (Фіг.2). Деталі надається повздовжня подача Sn, з якою інструмент рухається по траєкторії Р (Фіг.3). В кінці повздовжнього ходу круг зміщується на величину подачі на стрічку S0 (Фіг.3) в напрямі стрілки (Фіг.2). Після чого знову деталі надається повздовжня подача, але у протилежному напрямі. В кінці кожного повздовжнього ходу круг зміщується на величину S0. Таким чином інструмент, рухаючись по еквідистантній траєкторії 3, проводить обробку ділянки АВ увігнутого профілю деталі та виходить у положення II, якому відповідають точки О22 та В (Фіг.2). Після чого шліфувальний круг відводиться від деталі. При обробці повздовжніми стрічками на твірній М деталі 1 утворюються мікронерівності висотою Н (Фіг.4). Вони з'являються в результаті зміщення по еквідистанті 3 інструмента 2 на величину подачі на стрічку S0 із положення I в положення II. Висота мікронерівностей Н фактично є параметром шорсткості оброблювальної поверхні. На практиці часто вирішується задача знаходження подачі на стрічку S0 для шліфування поверхні із витримкою вимог по заданій шорсткості. З метою підвищення продуктивності обробки і постійності заданого значення шорсткості, подача на стрічку S0 визначається з виразу (1). 5 Комп’ютерна верстка Н. Лисенко 67147 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding curved surfaces of blades of gas turbine engines by two diamond wheels
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Horovoi Pavlo Serhiiovych
Назва патенту російськоюСпособ шлифования криволинейных поверхностей лопаток газотурбинных двигателей двумя алмазными кругами
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Горовой Павел Сергеевич
МПК / Мітки
МПК: B24B 19/00
Мітки: лопаток, алмазними, двигунів, спосіб, криволінійних, кругами, шліфування, двома, поверхонь, газотурбінних
Код посилання
<a href="https://ua.patents.su/3-67147-sposib-shlifuvannya-krivolinijjnikh-poverkhon-lopatok-gazoturbinnikh-dviguniv-dvoma-almaznimi-krugami.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування криволінійних поверхонь лопаток газотурбінних двигунів двома алмазними кругами</a>
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, поверхонь, криволінійних, спосіб, випуклих, шліфування
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Погиба Наталія Миколаївна, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/16
Мітки: поверхонь, обертання, криволінійних, орієнтованим, кругом, шліфування, пристрій
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Ільїн Дмитро Олександрович, Кальченко Володимир Віталійович
МПК: B24B 1/00
Мітки: циліндричним, шліфування, некруглих, циліндричних, кругом, поверхонь, спосіб
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Віталій Іванович, Шам Максим Костянтинович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: шліфування, поверхонь, поздовжного, спосіб, безцентрового, циліндричних
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: деталі, торових, випуклих, осями, поверхонь, спосіб, схрещеними, шліфування, інструмента
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Попередній патент: Спосіб заточування голчастої циліндричної поверхні торцем бруска
Наступний патент: Пристрій консольного типу для перекривання проїзду або проходу
Випадковий патент: Спосіб одержання метану