Спосіб багатокомпонентного фасування сипких матеріалів в полімерний пакет
Номер патенту: 70136
Опубліковано: 25.05.2012
Автори: Шаповал Ольга Михайлівна, Крестьянполь Олена Анатоліївна, Пальчевський Богдан Олексійович, Вараніцький Тарас Любомирович
Формула / Реферат
Спосіб багатокомпонентного фасування сипких матеріалів в полімерний пакет, який полягає в подачі кожного компонента до отримання заданої дози, а керування процесом відбувається через керуючий програмний пристрій, який відрізняється тим, що дозу кожного сипкого компонента послідовно відмірюють декількома мірками, що вивантажують у формувальну трубу, кількість яких встановлюють кратною співвідношенню компонентів в суміші, а величину переміщення рукава встановлюють кратною сумарній кількості вивантажених у формувальну трубу мірок всіх компонентів, необхідних для формування одного пакету, причому задання кількості порцій кожного компонента та керування роботою приводів вивантажування сипких компонентів і переміщення рукава здійснюють через керуючий програмний пристрій.
Текст
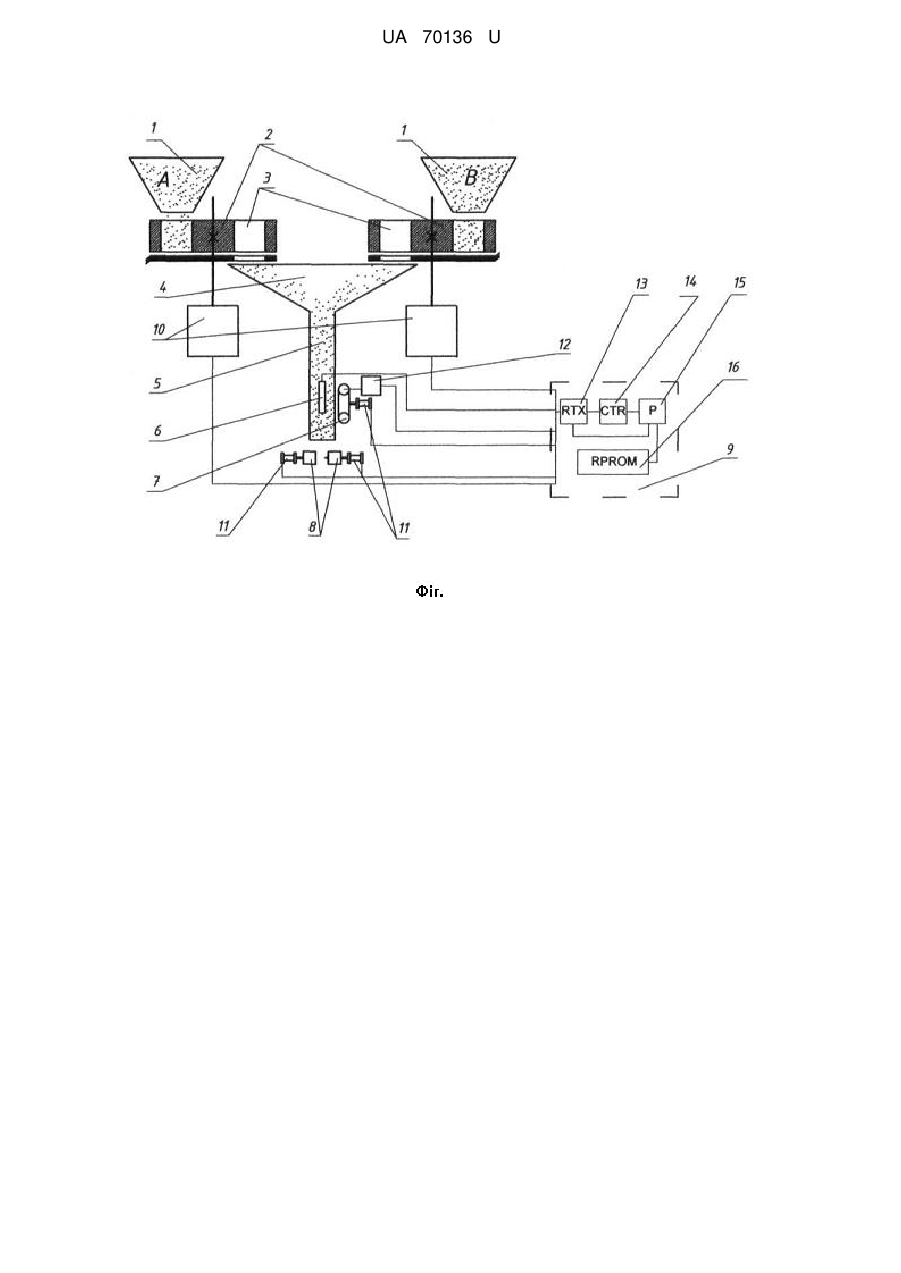
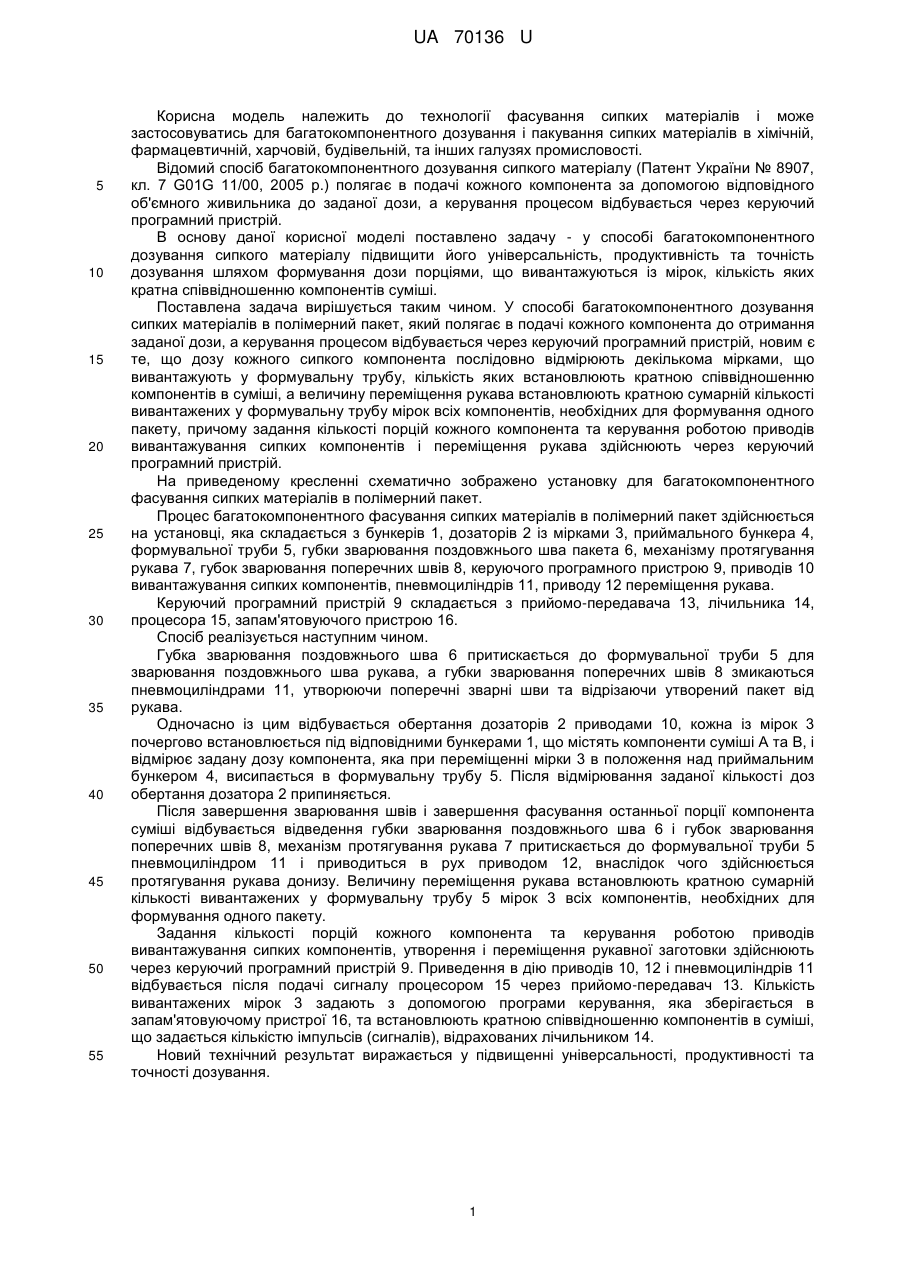
Реферат: UA 70136 U UA 70136 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології фасування сипких матеріалів і може застосовуватись для багатокомпонентного дозування і пакування сипких матеріалів в хімічній, фармацевтичній, харчовій, будівельній, та інших галузях промисловості. Відомий спосіб багатокомпонентного дозування сипкого матеріалу (Патент України № 8907, кл. 7 G01G 11/00, 2005 р.) полягає в подачі кожного компонента за допомогою відповідного об'ємного живильника до заданої дози, а керування процесом відбувається через керуючий програмний пристрій. В основу даної корисної моделі поставлено задачу - у способі багатокомпонентного дозування сипкого матеріалу підвищити його універсальність, продуктивність та точність дозування шляхом формування дози порціями, що вивантажуються iз мірок, кількість яких кратна співвідношенню компонентів суміші. Поставлена задача вирішується таким чином. У способі багатокомпонентного дозування сипких матеріалів в полімерний пакет, який полягає в подачі кожного компонента до отримання заданої дози, а керування процесом відбувається через керуючий програмний пристрій, новим є те, що дозу кожного сипкого компонента послідовно відмірюють декількома мірками, що вивантажують у формувальну трубу, кількість яких встановлюють кратною співвідношенню компонентів в суміші, а величину переміщення рукава встановлюють кратною сумарній кількості вивантажених у формувальну трубу мірок всіх компонентів, необхідних для формування одного пакету, причому задання кількості порцій кожного компонента та керування роботою приводів вивантажування сипких компонентів і переміщення рукава здійснюють через керуючий програмний пристрій. На приведеному кресленні схематично зображено установку для багатокомпонентного фасування сипких матеріалів в полімерний пакет. Процес багатокомпонентного фасування сипких матеріалів в полімерний пакет здійснюється на установці, яка складається з бункерів 1, дозаторів 2 із мірками 3, приймального бункера 4, формувальної труби 5, губки зварювання поздовжнього шва пакета 6, механізму протягування рукава 7, губок зварювання поперечних швів 8, керуючого програмного пристрою 9, приводів 10 вивантажування сипких компонентів, пневмоциліндрів 11, приводу 12 переміщення рукава. Керуючий програмний пристрій 9 складається з прийомо-передавача 13, лічильника 14, процесора 15, запам'ятовуючого пристрою 16. Спосіб реалізується наступним чином. Губка зварювання поздовжнього шва 6 притискається до формувальної труби 5 для зварювання поздовжнього шва рукава, а губки зварювання поперечних швів 8 змикаються пневмоциліндрами 11, утворюючи поперечні зварні шви та відрізаючи утворений пакет від рукава. Одночасно із цим відбувається обертання дозаторів 2 приводами 10, кожна із мірок 3 почергово встановлюється під відповідними бункерами 1, що містять компоненти суміші А та В, і відмірює задану дозу компонента, яка при переміщенні мірки 3 в положення над приймальним бункером 4, висипається в формувальну трубу 5. Після відмірювання заданої кількості доз обертання дозатора 2 припиняється. Після завершення зварювання швів і завершення фасування останньої порції компонента суміші відбувається відведення губки зварювання поздовжнього шва 6 і губок зварювання поперечних швів 8, механізм протягування рукава 7 притискається до формувальної труби 5 пневмоциліндром 11 і приводиться в рух приводом 12, внаслідок чого здійснюється протягування рукава донизу. Величину переміщення рукава встановлюють кратною сумарній кількості вивантажених у формувальну трубу 5 мірок 3 всіх компонентів, необхідних для формування одного пакету. Задання кількості порцій кожного компонента та керування роботою приводів вивантажування сипких компонентів, утворення і переміщення рукавної заготовки здійснюють через керуючий програмний пристрій 9. Приведення в дію приводів 10, 12 і пневмоциліндрів 11 відбувається після подачі сигналу процесором 15 через прийомо-передавач 13. Кількість вивантажених мірок 3 задають з допомогою програми керування, яка зберігається в запам'ятовуючому пристрої 16, та встановлюють кратною співвідношенню компонентів в суміші, що задається кількістю імпульсів (сигналів), відрахованих лічильником 14. Новий технічний результат виражається у підвищенні універсальності, продуктивності та точності дозування. 1 UA 70136 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб багатокомпонентного фасування сипких матеріалів в полімерний пакет, який полягає в подачі кожного компонентадо отримання заданої дози, а керування процесом відбувається через керуючий програмний пристрій, який відрізняється тим, що дозу кожного сипкого компонента послідовно відмірюють декількома мірками, що вивантажують у формувальну трубу, кількість яких встановлюють кратною співвідношенню компонентів в суміші, а величину переміщення рукава встановлюють кратною сумарній кількості вивантажених у формувальну трубу мірок всіх компонентів, необхідних для формування одного пакету, причому задання кількості порцій кожного компонента та керування роботою приводів вивантажування сипких компонентів і переміщення рукава здійснюють через керуючий програмний пристрій. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for multi-component packing bulk materials to a polymer pack
Автори англійськоюPalchevskyi Bohdan Oleksiiovych, Krestianpol Olena Anatoliivna, Varanitskyi Taras Liubomyrovych, Shapoval Olha Mykhailivna
Назва патенту російськоюСпособ многокомпонентной фасовки сыпучих материалов в полимерный пакет
Автори російськоюПальчевский Богдан Алексеевич, Крестьянполь Елена Анатольевна, Вараницкий Тарас Любомирович, Шаповал Ольга Михайловна
МПК / Мітки
МПК: G01G 11/00
Мітки: сипких, багатокомпонентного, матеріалів, фасування, полімерний, спосіб, пакет
Код посилання
<a href="https://ua.patents.su/4-70136-sposib-bagatokomponentnogo-fasuvannya-sipkikh-materialiv-v-polimernijj-paket.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатокомпонентного фасування сипких матеріалів в полімерний пакет</a>
Спосіб багатокомпонентного дозування сипкого матеріалу
Номер патенту: 8907
Опубліковано: 15.08.2005
Автори: Бобрицький Віталій Миколайович, Аулін Віктор Васильович, Віхрова Лариса Григорівна, Бісюк Віктор Анатолійович
МПК: G01G 11/00
Мітки: матеріалу, спосіб, дозування, сипкого, багатокомпонентного
Формула / Реферат:
Спосіб багатокомпонентного дозування сипкого матеріалу, який полягає в подачі кожного компонента в змішувач за допомогою відповідного об'ємного живильника до заданої дози, розмір якої контролюють за допомогою вагів, який відрізняється тим, що зметою керування гранулометричним складом, як кожного компонента, так і всієї суміші, всі компоненти суміші проходять процес фільтрації та подрібнення, а керування процесом відбувається через керуючий...
Спосіб грохочення сипких матеріалів
Номер патенту: 41148
Опубліковано: 12.05.2009
Автор: Малюта Сергій Іванович
МПК: B07B 1/28
Мітки: сипких, спосіб, матеріалів, грохочення
Формула / Реферат:
Спосіб грохочення сипких матеріалів, що включає подачу матеріалу на віброзбуджену поверхню, який відрізняється тим, що в зоні завантаження віброзбудженій поверхні надаються коливання за напрямом, близьким до її нормалі, а в зоні вивантаження - близьким до площини поверхні.
Спосіб підготування та подання сипких матеріалів до сталерозливного ковша

Номер патенту: 17329
Опубліковано: 15.09.2006
Автори: Крівченко Юрій Сергійович, Чорний Олександр Микитович, Аріст Леонід Михайлович, Маковенко Анатолій Павлович, Бичков Сергій Васильович
МПК: C21C 7/00
Мітки: підготування, ковша, сипких, подання, матеріалів, спосіб, сталерозливного
Формула / Реферат:
Спосіб підготування та подання сипких матеріалів до сталерозливного ковша, що включає завантаження у вагові дозатори, розвантаження, транспортування і введення до сталерозливного ковша, який відрізняється тим, що вагові дозатори завантажують сипкими матеріалами з саморозвантажувальних контейнерів, зважують їх та порційно за допомогою затворів, виконаних у вигляді вібраційних живильників, подають на транспортер, після чого сипкі матеріали...
Пристрій дозування сипких матеріалів
Номер патенту: 42895
Опубліковано: 27.07.2009
Автори: Пальчевський Богдан Олексійович, Бондарчук Дмитро Володимирович
МПК: G01G 11/00
Мітки: пристрій, матеріалів, сипких, дозування
Формула / Реферат:
1. Пристрій дозування сипких матеріалів, що містить корпус, накопичувальний бункер, стержень із різьбою, на якому закріплена робоча камера із заслінкою для запобігання висипанню сипкого матеріалу під час видачі дози, який відрізняється тим, що робоча камера розділена перегородками на незалежні секції.2. Пристрій дозування сипких матеріалів за п. 1, який відрізняється тим, що сумарний об'єм секцій відповідає об'єму потрібної дози.
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша
Номер патенту: 16077
Опубліковано: 17.07.2006
Автори: Травинчев Олексій Анатолійович, Чорний Олександр Микитович, Ковура Олександр Борисович, Крівченко Юрій Сергійович, Васильєва Наталія Сергіївна, Волкова Любов Леонидовна, Аріст Леонід Михайлович, Гладун Володимир Вікторович, Бичков Сергій Васильович, Голубєв Володимир Іванович, Маковенко Анатолій Павлович, Цапі Ігор Григорович
МПК: C21C 7/00
Мітки: подавання, сипких, сталерозливного, ковша, агрегату, плавильного, матеріалів, підготування, спосіб
Формула / Реферат:
Спосіб підготування та подавання сипких матеріалів до плавильного агрегату та сталерозливного ковша, що включає транспортування сипких матеріалів магістральним конвеєром з скидальними візками, завантаження в приймальні бункери, подальшу їхню подачу у вагові дозатори, розвантаження в збірні бункери, видачу з них, переміщення, введення до плавильного агрегату та сталерозливного ковша, який відрізняється тим, що розвантаження сипких матеріалів з...
Попередній патент: Спосіб кліткового утримання курей-несучок
Наступний патент: Діагностика коморбідної ішемічної хвороби серця у хворих із хронічним обструктивним захворюванням легень
Випадковий патент: Рідиннокільцева машина