Спосіб багатокомпонентного дозування сипкого матеріалу
Номер патенту: 8907
Опубліковано: 15.08.2005
Автори: Аулін Віктор Васильович, Бісюк Віктор Анатолійович, Віхрова Лариса Григорівна, Бобрицький Віталій Миколайович
Формула / Реферат
Спосіб багатокомпонентного дозування сипкого матеріалу, який полягає в подачі кожного компонента в змішувач за допомогою відповідного об'ємного живильника до заданої дози, розмір якої контролюють за допомогою вагів, який відрізняється тим, що зметою керування гранулометричним складом, як кожного компонента, так і всієї суміші, всі компоненти суміші проходять процес фільтрації та подрібнення, а керування процесом відбувається через керуючий програмний пристрій, який зв'язаний з кожним фільтром і задає розмір комірці фільтра.
Текст
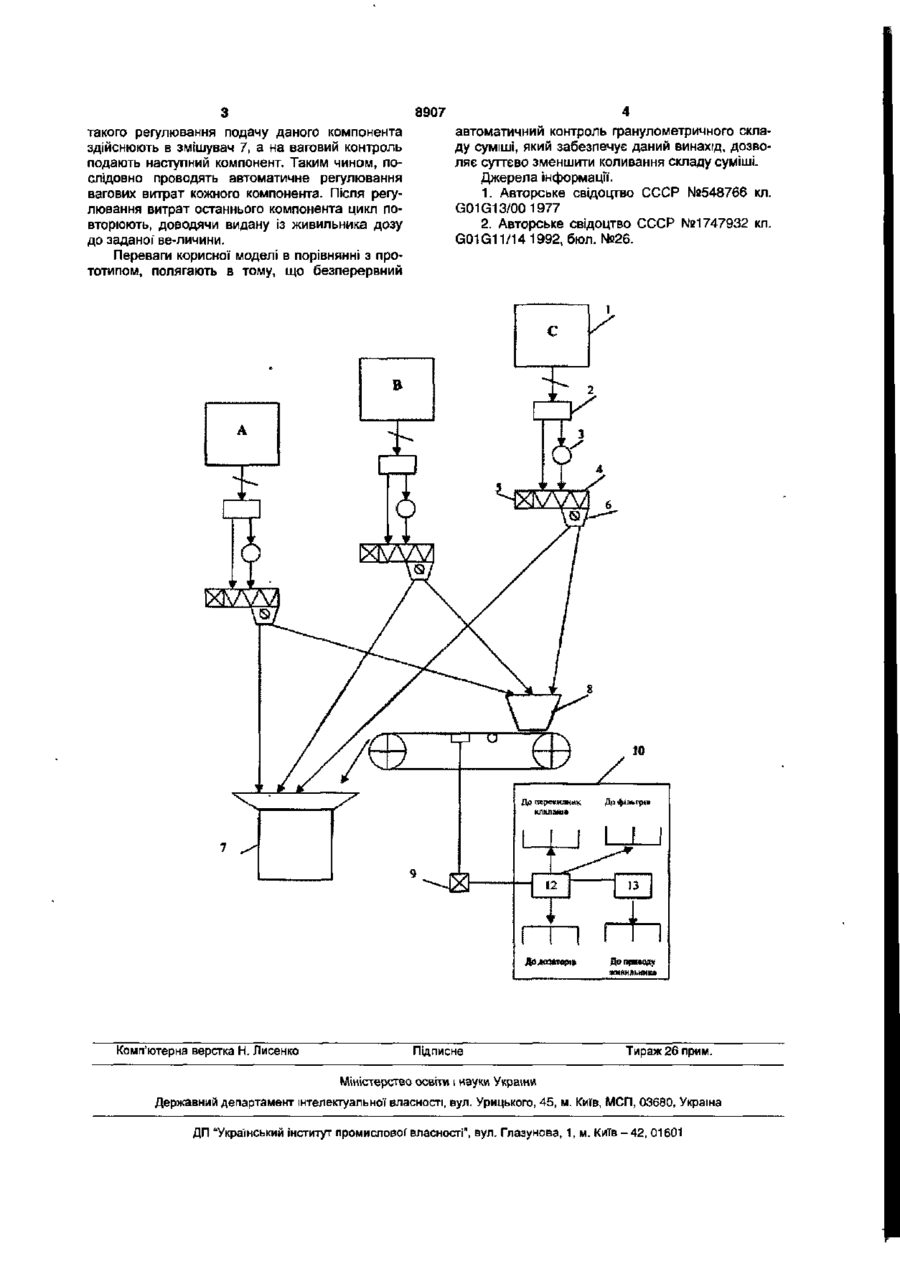
Спосіб багатокомпонентного дозування сипкого матеріалу, який полягає в подачі кожного ком Корисна модель відноситься до способів організації і керування процесами дозування сипких матеріалів. Відомий спосіб об'ємно-вагового дозування компонентів суміші шляхом постійного регулювання їх об'ємних витрат [1]. Недоліки способу постійного вагового дозування - великі витрати і складність управління дозуванням кожного компоненту, крім того, він полягає в отриманні призначеної дози суміші заданої об'ємної маси і не забезпечує постійного отримання суміші заданого складу. Найбільш близьким до пропонованого винаходу є спосіб багатокомпонентного дозування матеріалу, який включає подачу кожного компоненту за допомогою даного об'ємного живильника до заданої дози, розмір якої контролюють за допомогою вагів [2]. Недоліком даного способу є відсутність керування гранулометричним складом, як всієі суміші, так і кожного її компонента, тому можливі великі коливання масового співвідношення компонентів суміші, що може в свою чергу привести до погіршення якості утвореної суміші. Мета корисної моделі - керування гранулометричним складом, як кожного компонента, так і всієї суміші. Поставлена мета вирішується завдяки тому, що всі компоненти суміші проходять процес фільтрації та подрібнення до заданих умов гранулометричного складу як кожного компонента так і понента в змішувач за допомогою відповідного об'ємного живильника до заданої дози, розмір якої контролюють за допомогою вагів, який відрізняється тим, що з метою керування гранулометричним складом, як кожного компонента, так і всієї суміші, всі компоненти суміші проходять процес фільтрації та подрібнення, а керування процесом відбувається через керуючий програмний пристрій, який зв'язаний з кожним фільтром І задає розмір комірці фільтра. всієї суміші, всі фільтри зв'язані з керуючим блоком, який задає розмір комірки фільтру. Спосіб здійснюється на установці, яка зображена на графічному матеріалі (Фіг.) Вона складається з: компонентів суміші А, В, С які знаходяться в ємностях 1, з фільтрів 2, подрібнювачів З, живильників-дозаторі в 4 об'ємного типу з регульованими приводами 5, перекидних клапанів 6, змішувача 7, вагів 8, конвеєра 9 з датчиком 10, блока керування 11, який з'єднаний з програмним пристроєм 12 і регулятором 13. Спосіб реалізується наступним чином. Компоненти суміші А, В, С, що знаходяться в ємностях 1 проходять через фільтри 2. Фільтри мають розмір комірки регульований, за допомогою блока керування 11, частки суміші які не пройшли фільтр 2 надходять в подрібнювач 3, а потім разом з відфільтрованою речовиною безперервно і одночасно за допомогою живильниківдозаторів 4, які мають регульований електропривод, передаються, в змішувач 7, а один із компонентів подають в змішувач 7 через стрічку вагів 8 у вигляді конвеєра для контролю масових витрат. Тут проходить зміна масових витрат компонента, який подається, через ваги і порівняння його з заданим за допомогою програмного пристрою 12 І регулятора 13. По отриманій різниці заданих і дійсних витрат визначають керуючий сигнал, за допомогою якого корегують продуктивність об'ємного живильника-дозатора 4, доводячи вагові витрати даного компонента до заданої величини з точністю вимірювача вагового конвеєра. Після О со О» 8907 такого регулювання подачу даного компонента здійснюють в змішувач 7, а на ваговий контроль подають наступний компонент. Таким чином, послідовно проводять автоматичне регулювання вагових витрат кожного компонента. Після регулювання витрат останнього компонента цикл повторюють, доводячи видану із живильника дозу до заданої ве-личини. Переваги корисної моделі в порівнянні з прототипом, полягають в тому, що безперервний автоматичний контроль гранулометричного складу суміші, який забезпечує даний винахід, дозволяє суттєво зменшити коливання складу суміші. Джерела Інформації. 1. Авторське свідоцтво СССР №548766 кл. G01G13/00 1977 2. Авторське свідоцтво СССР №1747932 кл. G01G11/14 1992, бюл. №26. і Комп'ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освгти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for batching multiple-component free-flowing material
Автори англійськоюAulin Viktor Vasyliovych, Bisiuk Viktor Anatoliiovych, Vikhrova Larysa Hryhorivna, Bobrytskyi Vitalii Mykolaiovych
Назва патенту російськоюСпособ дозирования сыпучего материала с несколькими компонентами
Автори російськоюАулин Виктор Васильевич, Бисюк Виктор Анатольевич, Вихрова Лариса Григорьевна, Бобрицкий Виталий Николаевич
МПК / Мітки
МПК: G01G 11/00
Мітки: матеріалу, сипкого, багатокомпонентного, дозування, спосіб
Код посилання
<a href="https://ua.patents.su/2-8907-sposib-bagatokomponentnogo-dozuvannya-sipkogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатокомпонентного дозування сипкого матеріалу</a>
Спосіб вагового дозування порцій матеріалу
Номер патенту: 7151
Опубліковано: 15.06.2005
Автори: Марченко Володимир Васильович, Кіріатов Юрій Станіславович
МПК: G01F 13/00, B01F 11/00
Мітки: спосіб, дозування, матеріалу, порцій, вагового
Формула / Реферат:
Спосіб вагового дозування порцій матеріалу, який включає попереднє формування грубої дози порції матеріалу із наступним додаванням до неї коригувальної дози, який відрізняється тим, що одночасно із додаванням коригувальної дози формують грубу дозу для наступної порції матеріалу.
Спосіб подрібнення сипкого матеріалу в барабанному млині
Номер патенту: 7180
Опубліковано: 15.06.2005
Автори: Науменко Катерина Юріївна, Науменко Юрій Васильович
МПК: B02C 17/00
Мітки: барабанному, спосіб, подрібнення, сипкого, матеріалу, млині
Формула / Реферат:
1. Спосіб подрібнення сипкого матеріалу в барабанному млині, який включає завантаження його у камеру барабана, що обертають відносно горизонтальної осі зі сталою швидкістю, та дію на нього молольним завантаженням, якому надають пульсуючого руху в поперечному перерізі камери, який відрізняється тим, що швидкість обертання барабана підтримують не нижче величини, яка відповідає нижній межі швидкісного діапазону режиму нестійкого обертання...
Спосіб ущільнення сипкого порошкового матеріалу та пристрій для його здійснення
Номер патенту: 65629
Опубліковано: 15.04.2004
Автор: Рассел-Сміт Ківен Ваген
МПК: B65G 69/20
Мітки: здійснення, спосіб, матеріалу, порошкового, пристрій, сипкого, ущільнення
Формула / Реферат:
1. Спосіб ущільнення сипкого порошкового матеріалу, що включає принаймні часткове обмеження об'єму сипкого порошкового матеріалу, обертання зануреного у сипкий порошковий матеріал обертаного елемента відносно його осі обертання, причому обертаний елемент має принаймні одну поверхню контакту з матеріалом, що спрямована головним чином по дотичній до напрямку обертання, і переміщення частинок матеріалу тангенціально та радіально відносно осі...
Спосіб управління пристроєм для подачі сипкого матеріалу в транспортний трубопровід
Номер патенту: 55397
Опубліковано: 15.04.2003
Автори: Люббе Тіз, Гевеке Мартін
МПК: B65G 53/04, B65G 53/34
Мітки: подачі, матеріалу, сипкого, спосіб, пристроєм, трубопровід, управління, транспортний
Формула / Реферат:
1. Спосіб управління установкою для подачі пилоподібного або дрібнозернистого сипкого матеріалу із щонайменше одного контейнера в транспортний трубопровід, при якому для відведення сипкого матеріалу контейнер або контейнери піддають дії тиску і спорожнюють, а після зняття тиску знову наповнюють сипким матеріалом, який відрізняється тим, щоa) визначають специфічну для даної установки масу сипкого матеріалу, що має бути оптимально...
Спосіб дозування агломераційної шихти
Номер патенту: 7785
Опубліковано: 15.07.2005
Автори: Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Брехунов Олександр Васильович, Мисько Степан Миколайович, Козенко Георгій Володимирович, Нечитайло Віктор Михайлович, Шнипко Андрій Іванович, Чичиянц Григорій Ашотович, Міщенко Петро Дмитрович, Кушнір Євген Ізяславович
МПК: B65G 65/30
Мітки: дозування, шихти, спосіб, агломераційної
Формула / Реферат:
Спосіб дозування компонентів агломераційної шихти, який полягає в тому, що вимірюють величину витрати кожного компонента шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величин витрати кожного компонента, який відрізняється тим, що додатково визначають похибку дозування шихти в межах партії складових компонентів, розмір якої визначають із умови...
Попередній патент: Насадка пристрою для збирання комах з рослин
Наступний патент: Спосіб лікування бронхіальної астми у дітей
Випадковий патент: Кормові гранули на основі природних матеріалів та спосіб їх приготування