Спосіб індивідуального відливання поршневих кілець у кокіль
Номер патенту: 70232
Опубліковано: 11.06.2012
Автори: Дихта Леонід Михайлович, Прищепов Олег Федорович, Андрєєв Вячеслав Іванович, Голдун Віктор Юрійович, Клименко Леонід Павлович
Формула / Реферат
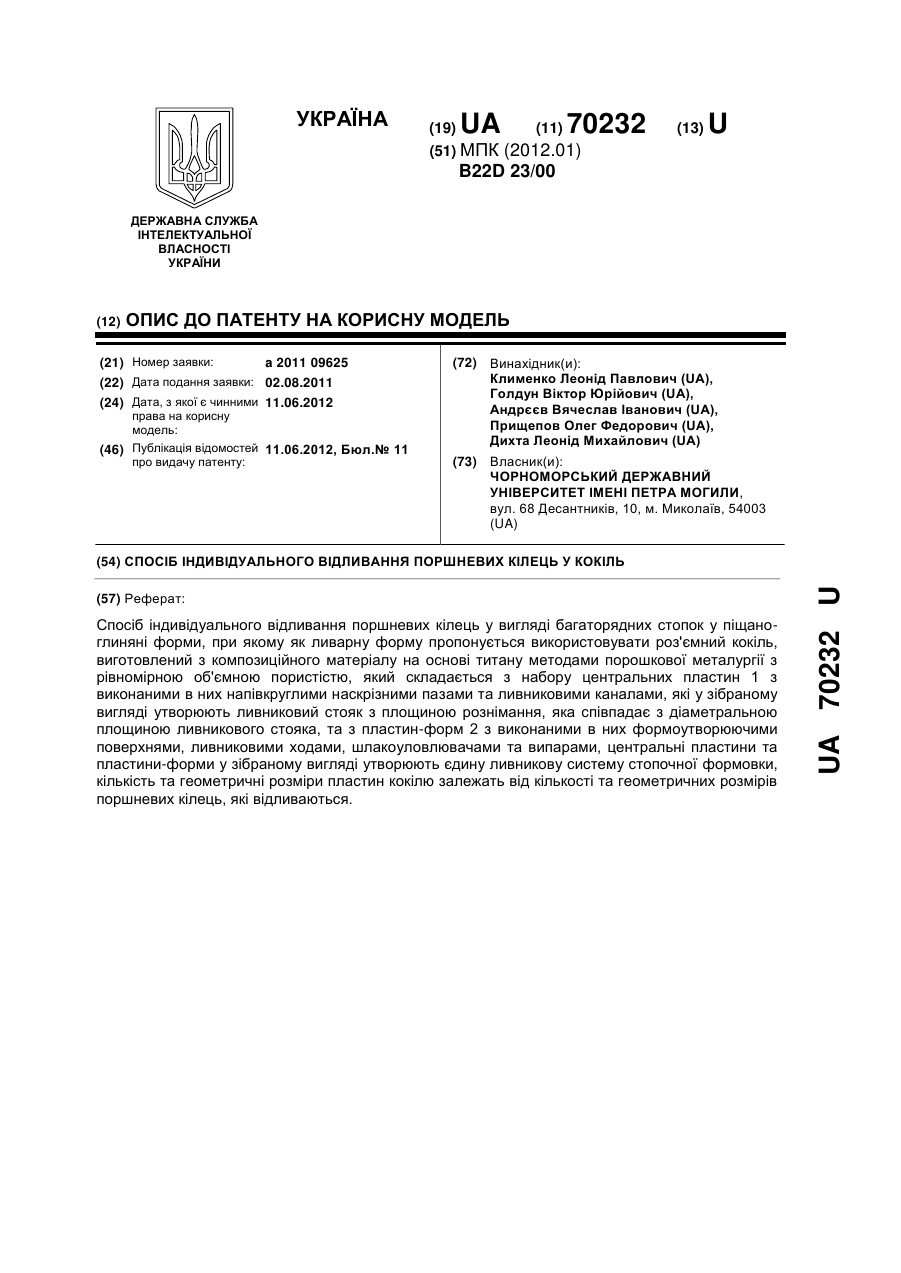
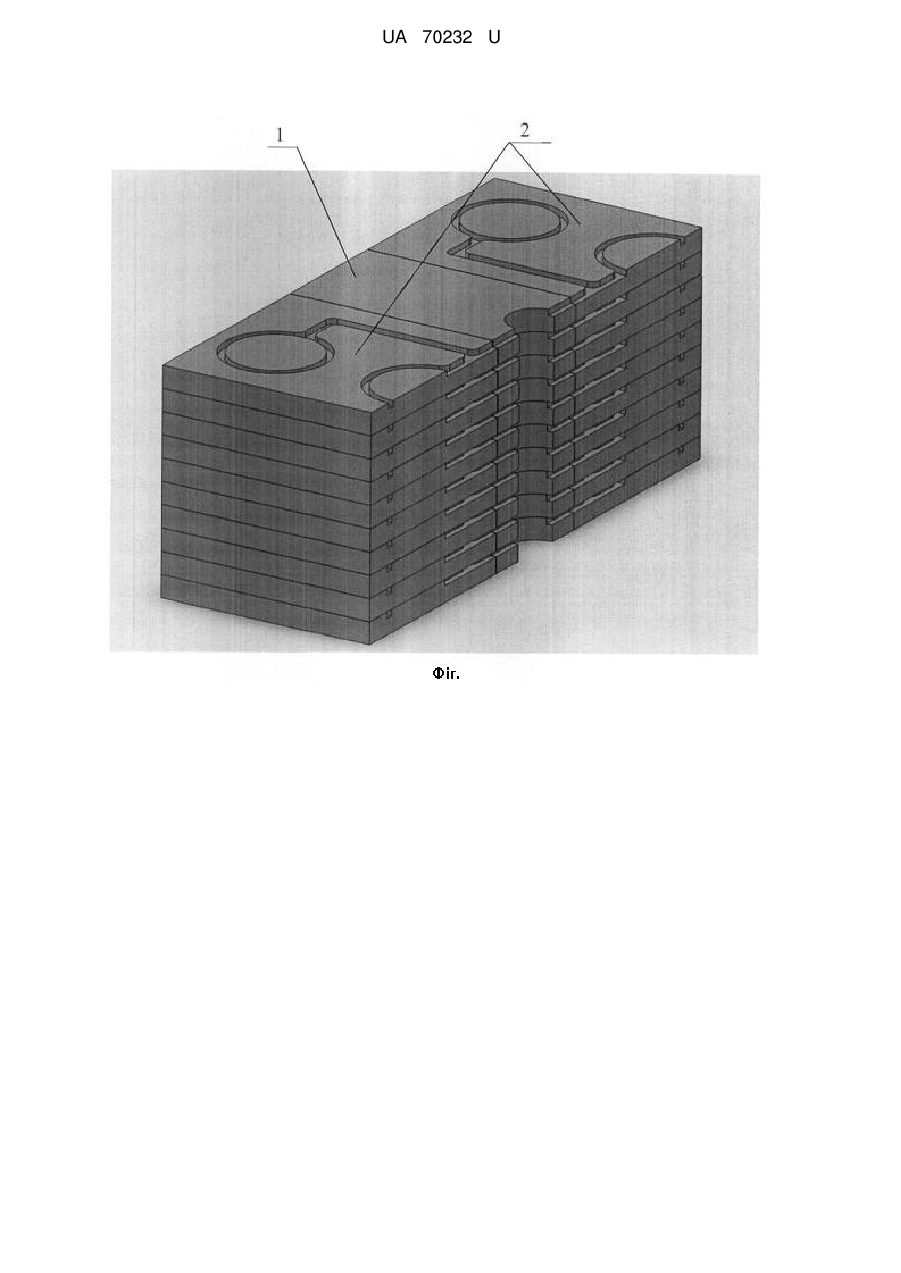
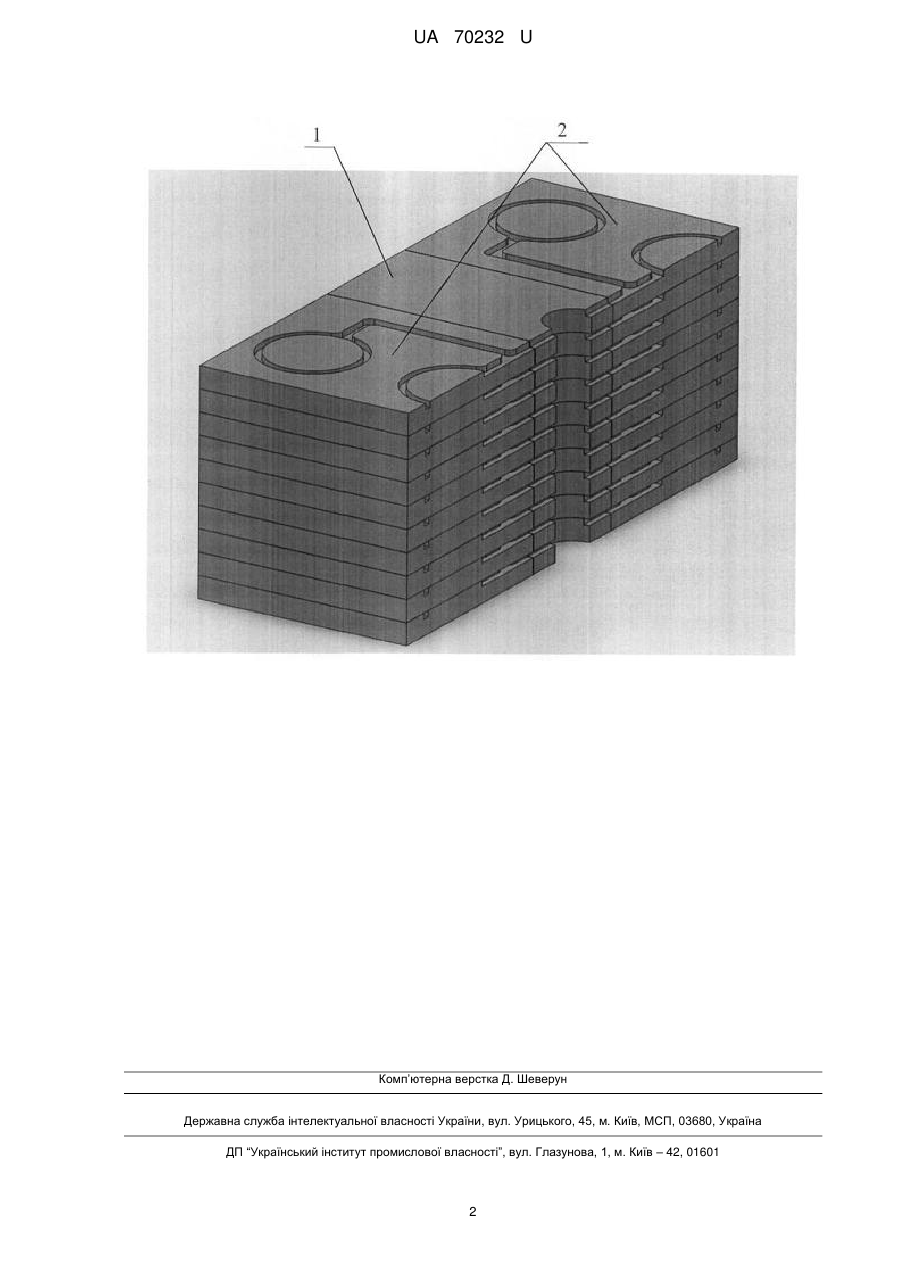
Спосіб індивідуального відливання поршневих кілець у вигляді багаторядних стопок у піщано-глиняні форми, який відрізняється тим, що як ливарну форму пропонується використовувати роз'ємний кокіль, виготовлений з композиційного матеріалу на основі титану методами порошкової металургії з рівномірною об'ємною пористістю, який складається з набору центральних пластин 1 з виконаними в них напівкруглими наскрізними пазами та ливниковими каналами, які у зібраному вигляді утворюють ливниковий стояк з площиною рознімання, яка співпадає з діаметральною площиною ливникового стояка, та з пластин-форм 2 з виконаними в них формоутворюючими поверхнями, ливниковими ходами, шлакоуловлювачами та випарами, центральні пластини та пластини-форми у зібраному вигляді утворюють єдину ливникову систему стопочної формовки, кількість та геометричні розміри пластин кокілю залежать від кількості та геометричних розмірів поршневих кілець, які відливаються.
Текст
Реферат: Спосіб індивідуального відливання поршневих кілець у вигляді багаторядних стопок у піщаноглиняні форми, при якому як ливарну форму пропонується використовувати роз'ємний кокіль, виготовлений з композиційного матеріалу на основі титану методами порошкової металургії з рівномірною об'ємною пористістю, який складається з набору центральних пластин 1 з виконаними в них напівкруглими наскрізними пазами та ливниковими каналами, які у зібраному вигляді утворюють ливниковий стояк з площиною рознімання, яка співпадає з діаметральною площиною ливникового стояка, та з пластин-форм 2 з виконаними в них формоутворюючими поверхнями, ливниковими ходами, шлакоуловлювачами та випарами, центральні пластини та пластини-форми у зібраному вигляді утворюють єдину ливникову систему стопочної формовки, кількість та геометричні розміри пластин кокілю залежать від кількості та геометричних розмірів поршневих кілець, які відливаються. UA 70232 U (54) СПОСІБ ІНДИВІДУАЛЬНОГО ВІДЛИВАННЯ ПОРШНЕВИХ КІЛЕЦЬ У КОКІЛЬ UA 70232 U UA 70232 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до ливарного виробництва, зокрема до кокільного лиття. Відомий спосіб індивідуального відливання поршневих кілець у піщано-глиняні форми. Кільця відливаються у піщано-глиняні форми у вигляді багаторядних стопок [Технологія виробництва суднових енергетичних установок: [Підручник] / П. А. Дорошенко, А. Г. Рохлін, В. П. Булатов та ін. - Л.: Суднобудування, 1988.-440 с: іл.; Авторське свідоцтво РФ №2016697, кл. B22D23/04, 1994]. Переваги індивідуального способу відливання полягають у тому, що значно скорочується об'єм механічного оброблення та підвищується коефіцієнт використання матеріалу заготовки. Окрім того індивідуально відлиті поршневі кільця мають підвищені механічні властивості. До недоліків даного способу належать: великі початкові витрати на складне формування піщано-глиняної суміші, високий відсоток браку внаслідок обсипання формувальної суміші. Задачею корисної моделі є удосконалення існуючого способу індивідуального лиття поршневих кілець. Суть удосконалення полягає в тому, що замість ливарної форми, виготовленої з піщано-глиняної суміші, пропонується використовувати роз'ємний кокіль, виготовлений з пористого композиційного матеріалу на основі губчатого титану. Технічний результат досягається тим, що конструкція кокілю забезпечує відливання кілець у вигляді багаторядних стопок та їх вільне вилучення з форми, а використання як матеріалу для виготовлення кокілю губчатого титану наближає теплофізичні параметри лиття у кокіль до умов піщано-глиняної форми. Окрім того пористість та теплофізика матеріалу інтенсивно впливає на структуру чавуну: на розташування і розмір включень графіту, розмір міждендритних зерен та інші характеристики структури. Індивідуальне відливання поршневих кілець запропонованим способом дозволить знизити відсоток браку, отримати відливки з однорідною структурою та високою якістю зовнішньої поверхні, підвищити продуктивність праці, відмовитись від формувальних операцій та підвищити екологічність виробництва. На кресленні зображено поперечний перетин тривимірної моделі роз'ємного кокілю для відливання поршневих кілець. Кокіль складається з набору центральних прямокутних пластин 1, які формують центральний стояк. Від нього рідкий метал по виготовленим ливниковим ходам потрапляє до прямокутних пластин-форм 2, у яких виготовлено усі необхідні елементи ливникової системи. Всі пластини виготовлено з металевого порошку методами порошкової металургії та мають рівномірну об'ємну пористість. Після кристалізації рідкого металу, кокіль розбирається для виймання відливок. Спочатку відділяються центральні пластини, площиною рознімання яких є центральна площина центрального стояка. Потім від центрального стояка відрізаються відгалуження, які утворилися внаслідок кристалізації металу в ливникових ходах, що з'єднують стояк з елементами ливникової системи пластин-форм. Після цього з кожної пластини-форми виймаються відливки поршневих кілець. Кількість та розміри пластин-форм та центральних пластин визначаються кількістю відливок, які необхідно отримати за одне заливання, та їх геометричними розмірами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб індивідуального відливання поршневих кілець у вигляді багаторядних стопок у піщаноглиняні форми, який відрізняється тим, що як ливарну форму пропонується використовувати роз'ємний кокіль, виготовлений з композиційного матеріалу на основі титану методами порошкової металургії з рівномірною об'ємною пористістю, який складається з набору центральних пластин 1 з виконаними в них напівкруглими наскрізними пазами та ливниковими каналами, які у зібраному вигляді утворюють ливниковий стояк з площиною рознімання, яка співпадає з діаметральною площиною ливникового стояка, та з пластин-форм 2 з виконаними в них формоутворюючими поверхнями, ливниковими ходами, шлакоуловлювачами та випарами, центральні пластини та пластини-форми у зібраному вигляді утворюють єдину ливникову систему стопочної формовки, кількість та геометричні розміри пластин кокілю залежать від кількості та геометричних розмірів поршневих кілець, які відливаються. 1 UA 70232 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of individual chill molding piston rings
Автори англійськоюKlymenko Leonid Pavlovych, Holdun Viktor Yuriiovych, Andrieiev Viacheslav Ivanovych, Pryschepov Oleh Fedorovych, Dykhta Leonid Mykhailovych
Назва патенту російськоюСпособ индивидуальной отливки поршневых колец в кокиль
Автори російськоюКлименко Леонид Павлович, Голдун Виктор Юрьевич, Андреев Вячеслав Иванович, Прищепов Олег Федорович, Дихта Леонид Михайлович
МПК / Мітки
МПК: B22D 23/00
Мітки: індивідуального, кокіль, кілець, поршневих, спосіб, відливання
Код посилання
<a href="https://ua.patents.su/4-70232-sposib-individualnogo-vidlivannya-porshnevikh-kilec-u-kokil.html" target="_blank" rel="follow" title="База патентів України">Спосіб індивідуального відливання поршневих кілець у кокіль</a>
Спосіб виготовлення поршневих кілець
Номер патенту: 30976
Опубліковано: 15.12.2000
Автори: Мелекянець Вячеслав Пилипович, Сідоренко Анатолій Іванович
Мітки: кілець, спосіб, виготовлення, поршневих
Текст:
...кілець, який включає приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском, спікання у захисному середовищі і допресування заготівлі з наступною термообробкою, згідно винаходу, ,в якості вхідних компонентів використовують суміш порошків, яка містить, мас.%: . графіт 1.35 - 1.5 мідь 2.0 - 2.5 дисульфід молібдену 1.7 - 1.9 сульфід цинку 2.3 -...
Форма для відцентрового лиття порожнистих заготівок поршневих кілець

Номер патенту: 54877
Опубліковано: 17.03.2003
Автори: Козловський Ярослав Антонович, Іванова Ліна Олександрівна
МПК: B22D 13/00
Мітки: кілець, форма, лиття, заготівок, порожнистих, відцентрового, поршневих
Формула / Реферат:
Форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з встановленим в ній порожнистим стержнем, який формує робочу порожнину, яка відрізняється тим, що робоча порожнина порожнистого стержня має шар кераміки з порами розміром 1,5-10 мк та виконана у формі відкритих кільцевих виступів та западин, при цьому зовнішній діаметр виступів дорівнює внутрішньому діаметру порожнистої заготівки поршневого кільця, а...
Чавун для поршневих кілець
Номер патенту: 82579
Опубліковано: 25.04.2008
Автори: Жучков Сергій Михайлович, Баришев Євген Володимирович, Голованов Костянтин Юрійович, Голованов Юрій Миколайович
МПК: F16J 9/26, C22C 33/08, C22C 37/10
Мітки: поршневих, кілець, чавун
Формула / Реферат:
Чавун для поршневих кілець, що містить вуглець, кремній, марганець, фосфор, хром, мідь, титан, кальцій, молібден, азот, сірку, нікель і залізо, який відрізняється тим, що чавун має структуру дрібно- та середньопластинчастого перліту з рівнорозподіленим дрібнопластинчастим графітом, сумарний вміст хрому й міді в ньому - 0,40-0,80 мас. %, загальний вміст хрому в складі чавуну менше або дорівнює 0,45 мас. %, причому сумарний вміст титану,...
Чавун для поршневих кілець
Номер патенту: 49109
Опубліковано: 16.09.2002
Автори: Голованов Юрій Миколайович, Жучков Сергій Михайлович, Приходько Едуард Васильович, Голованов Костянтин Юрійович, Філіппочев Олександр Миколайович, Баришев Євген Володимирович
МПК: F16J 9/26, C22C 37/10, C22C 33/08
Мітки: поршневих, чавун, кілець
Формула / Реферат:
Чавун для поршневих кілець, що містить вуглець, кремній, марганець і залізо, який відрізняється тим, що містить компоненти при наступному співвідношенні, у мас.%: вуглець 3,60 - 4,10, кремній 2,40 - 3,60, марганець 0,55 - 0,68, залізо решта, при цьому електронний еквівалент хімічного складу для...
Сталь для поршневих кілець
Номер патенту: 42120
Опубліковано: 15.10.2001
Автори: Макаркін Олександр Миколайович, Голованов Юрій Миколайович, Баришев Євген Володимирович, Філіппочев Олександр Миколайович, Жучков Сергій Михайлович, Городницькій Віктор Назарович, Голованов Костянтин Юрійович
МПК: F16J 9/26, C22C 38/04
Мітки: кілець, поршневих, сталь
Формула / Реферат:
Сталь для поршневих кілець, що містить вуглець, марганець, кремній і залізо, яка відрізняється тим, що вона містить компоненти при такому співвідношенні, % по масі: вуглець 0,61-0,74 марганець 0,40-1,30 кремній 0,20-0,40 залізо решта при цьому вуглецевий еквівалент сталі для поршневих кілець складає...
Попередній патент: Спосіб прогнозування перебігу псоріазу у хворих з метаболічним синдромом
Наступний патент: Кувальний маніпулятор
Випадковий патент: Спосіб виробництва твердого сичужного сиру "морське задоволення"