Пристрій для контактної стикової зварки рельсів
Формула / Реферат
Формула изобретения
Устройство для контактной стыковой сварки рельсов, содержащие подвижный и неподвижный зажимы, электроды, привод осадки и механизм для центрирования концов рельсов с установленными на параллельных валах поворотными рычагами для центрирования головки и основания рельса, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности центрирования концов свариваемых рельсов, поворотные рычаги для центрирования головки рельса снабжены регулируемыми прижимными колодками с упорными элементами, а поворотные рычаги для центрирования основания рельса снабжены опорными элементами, установленными с возможностью ограниченного перемещения в направлении, перпендикулярном оси рельса.
Текст
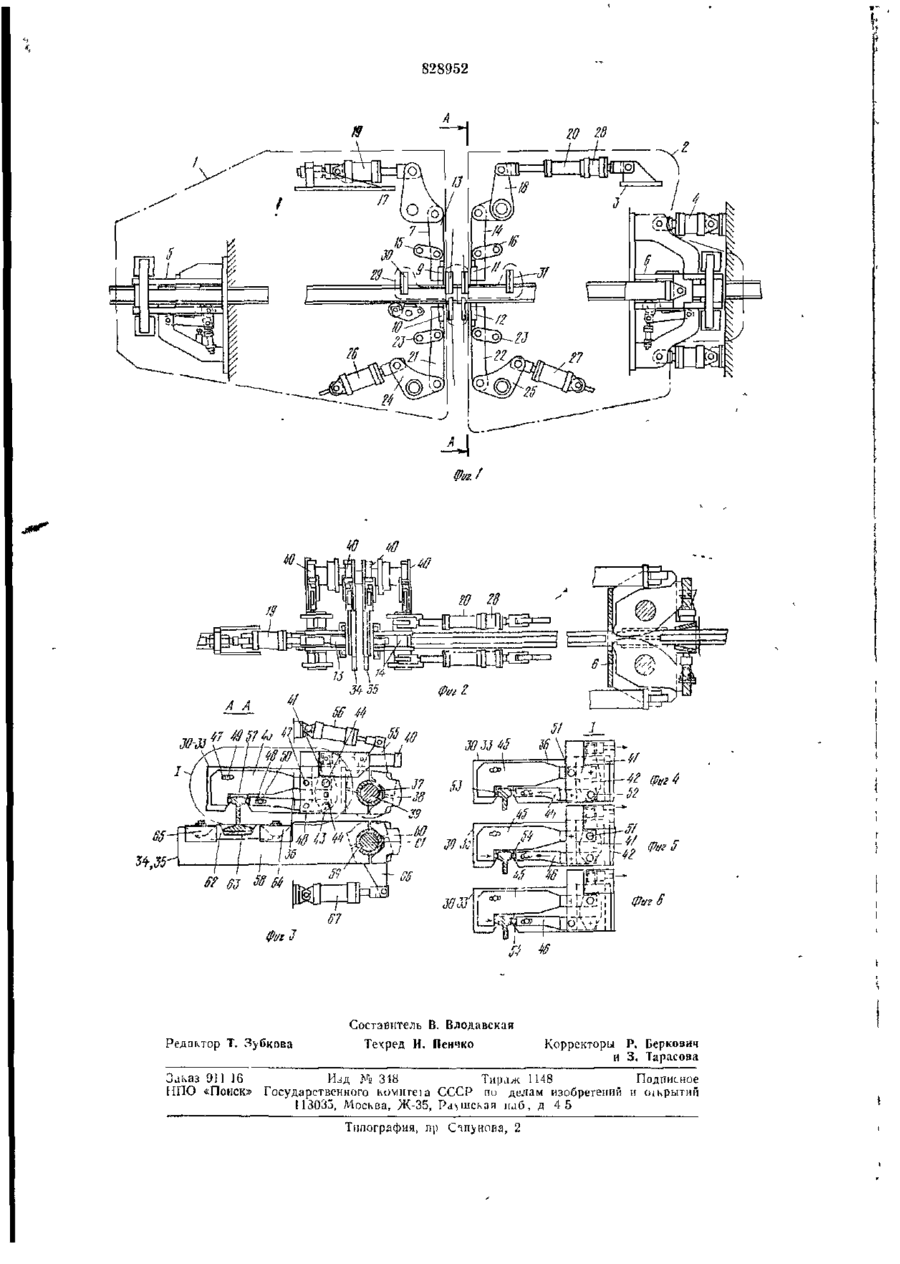
Союз Советских (її) Социалистических 828952 Республик К ПАТЕНТУ (61) Дополнительный к патенту — (22) Заявлено 22.05.79 (21) 2770778/25-27 (23) Приоритет Государственный комитет СССР по делам изобретений м открытий — (31)11567/78 (32) 10.11.79 (51) М Кл.3 В 23К П/04 (33) Швейцария (43) Опубликовано 07.05.81. Бюллетень № 17 (53) УДК 621.791.762 (088.8) (45) Дата опубликования описания 07 05 81 (72) Авторы ' изобретения (71) Заявитель Иностранец Ханс-Рудольф Цоллингер (Швейцария) Иностранная фирма «X. А. Шлаттер АГ» (Швейцария) (54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ 1 Изобретение относится к сварке, а именно к оборудованию для контактной стыковой сварки, и может быть использовано для изготовления бесстыкового рельсового пути. Это достигается тем, что поворотные рычаги для центрирования головки рельса снабжены регулируемыми прижимными колодками с упорными элементами, а поворотные рычаги для центрирования основания рельса снабжены опорными элементаИзвестно устройство для контактной стыми, установленными с возможностью ограковой сварки рельсов, содержащее подвижниченного перемещения в направлении, перный и неподвижный зажимы, электроды, пендикулярном оси рельса. привод осадки и механизм для центрирования концов рельсов с установленными на 10 На фиг. I схематично изображена машипараллельных валах поворотными рычагана для контактной стыковой сварки, вид ми для центрирования головки и основания сбоку, на фиг 2 — то же, вид сверху; на рельса [1]. фиг 3 — сечение А—А фиг. 1; на фиг. 4 — 6 — узел I фиг 3, варианты выполнения. В известном устройстве центрирующие рычаги в положении захвата рельса в про- 15 Устройство для контактной стыковой цессе сварки исключают искривление, т. е сварки рельсов содержит неподвижный завзаимное смещение поперек оси концов жим 1 и подвижный зажим 2, смонтированрельсов ный на станине 3, которая установлена с Если же один или два конца одного или двух рельсов не находятся на прямой ли- 20 возможностью осевого перемещения от гидроприводов 4, смонтированных на неподнии, т. е. когда эти концы искривлены вовижной опоре. Зажимы 1 и 2 выполнены круг осей коробления, проходящих поперек аналогично, а именно- каждый зажим сопродольного направления рельсов, то центдержит горизонтальные зажимные прессы рирующие рычаги известного устройства не могут выправить погрешности соосности, 25 5 и 6, воздействующие на стенку рельса, и возникающие в результате таких искривлевертикальные зажимные прессы 7 и 8, вознии и остающиеся после сварки действующие на сварной стык, а также на основание рельса и его головку. Цель изобретения — улучшение качества сварки путем повышения точности центриВертикальные прессы 7 и 8 содержат по рования концов свариваемых рельсов. „0 паре зажимных колодок 9, 10 и 11, 12 с 828952 контактными электродами, связанными с источником тока. Зажимные колодки 9 и 11, воздействующие сверху на головку рельса, закреплены на толкателях 13 и 14, связанных через параллелограммные рычаги управления 15 и 16, через угловые рычаги 17 и 18 с гидравлическими приводами 19 и 20 для перемещения их вверх и вниз. Прижимные колодки 10 и 12 вертикальных прессов 7 и 8, воздействующие на основание рельса, также закреплены на толкателях 21 и 22, связанных через параллелограммный рычаг управления 23, через угловые рычаги 24 и 25 с гидравлическими приводами 26 и 27 для перемещения их вверх и вниз. Для точной установки высоты положения захвата двух контактных электродов гидропривод 20 через дополнительный регулировочный пресс 28 шарнирно закреплен на станине 3. Дополнительный регулировочный пресс 28 может быть резьбовым прессом или, как изображено, гидравлическим прессом. Тем самым может устанавливаться всегда точное конечное положение зажимной колодки 11 и электрода по конечному положению прижимной колодки 9 с электродом. Между зажимами 1 и 2 установлен механизм для центрирования концов рельсов 29. Он содержит две пары поворотных рычагов 30, 31 и 32 и 33, взаимодействующих сверху с головкой рельсов, два из которых 32 и 33 расположены между зажимными колодками 9 и 11, а также поворотные рычаги 34 и 35, взаимодействующие с основанием рельсов. Поворотные рычаги 32, 33 и 34, 35 выполнены аналогично. Каждый из поворотных рычагов 30, 31 и 32, 33 имеет поворотную плиту 36, закрепленную неподвижно на втулке 37 посредством зажимного элемента 38, при этом втулла 37 поворотно установлена на валу 39, который является общим для всех поворотных рычагов 30—33. На поворотной плите 36 закреплен гидроцилиндр 40, шток которого связан с двуплечим рычагом 41, вращающимся вокруг пальца или цапфы 42, закрепленной в поворотной плите 36. На одинаковых радиальных расстояниях, но на диаметрально противоположных местах в рычагах 35 выполнены два отверстия 43 и И. На поворотной плите 36 установлены с возможностью перемещения одна L-образнан 45, а другая прямая 46 прижимные колодки. Для этой цели в каждой прижимной колодке 45 и 46 выполнены продольные отверстия 47 и 48, в которые заходят направляющие штифты 49 и 50, жестко закрепленные в поворотной плите 36. Обе прижимные колодки 45 и 46 имеют стержни, направленные к рычагу 41. В каждом из этих двух стержней выполнены два отверстия 47 и 48, 4 одно из которых предусмотрено для соосности с отверстием, выполненным в поворотной плите 36, а то время как другое отверстие расположено соосно с одним из от5 верстий 43 и 44 в рычаге 41. Прижимные колодки 45 и 46 (см. фиг 4—6) могут соединяться посредством вставных болтов 51 и 52 либо с поворотной плитой 3G, либо с рычагом 41. Если прижимная 1° колодка 45 связана с поворотной плитой 36, то при включении гидропривода 40 к прижимной колодке 45 поворачивается только прижимная колодка 46. Если же прижимные колодки связаны с рычагом 41 15 (см. фиг. 5), то они перемещаются при включении привода 40 навстречу друг к другу или, наоборот, друг от друга противоположно. Если же прижимная колодка 46 связана с поворотной плитой 36, то при на20 гружений привода 40 гидравлической средой к этой колодке 46 перемещается только прижимная колодка 45 (см. фиг. 6). Прижимные колодки 45 и 46 снабжены упорными элементами 53 и 54, сцепляемы25 ми с боковыми поверхностями головки рельса, в результате чего два свариваемых между собой рельса (которые, как уже описано, уже выровнены по высоте зажимными колодками 9 и 11 относительно друг друга) 3® могут устанавливаться сбоку с выравниванием относительно друг друга прижимными колодками 45 и 46 либо по боковой поверхности слева (см. фиг. 4) либо по боковой поверхности справа (см. фиг. 6), ли35 бо по плоскости симметрии головки рельса (см. фиг. 5). Каждая пара поворотных рычагов 34, 35 и 32 и 33 снабжена коленчатым рычагом 55, жестко закрепленным на втулке 37 и 40 связанным с приводом 56 двустороннего действия. Вал 39 служит для того, чтобы натяжные зажимы, предусмотренные на поворотных рычагах 30—33 и образованные зажимны45 ми колодками 45 и 46, были бы постоянно выровнены относительно друг друга. Втулка 37 предусмотрена для того, чтобы спаренные между собой поворотные рычаги 32, 30 и 33, 31 поворачивались в одном иа50 правлении одновременно, при этом привод поворота 56 и рычаг 55 каждой отдельной пары исключает скручивающие нагрузки втулки 36 и тем самым неравномерные углы отклонения рычагов 30—33. Для того 55 чтобы обеспечить заход прижимных колодок 45, 46 своими упорными элементами 53 и 54 всегда на одной высоте в зацепление с боковыми поверхностями головками рельсов, поворотная плита 36 поворотных Ш рычагов 32, 33, снабжена упорным элементом 57, который может прилегать к поверхности головки рельса. Каждый из поворотных рычагов 34, 35 содержит поворотную пластину 58, жестко 65 закрепленную на втулке 59 без врашения 828952 лодки 45 и 46 всех поворотных рычагов посредством зажимного элемента 60 При 30—33 приводятся в действие с помощью этом втулка 59 установлена с возможносоответствующих прессов 40, в результате стью вращения на валу 61, общем для почего в зоне головки рельсов устраняются воротных рычагов 34, 35, и параллельном боковые погрешности соосности, т. е на валу 39. На поворотной пластине 58 смондлину, проходящую от поворотного рычатирован опорный элемент 62 с сужающейга 30 до поворотного рычага 31 Теперь ся выемкой 63, подогнанной по своей шиможно производить сварку путем включерине к основанию рельса В зависимости ния источников тока и гидроприводов 4 от типа выравнивания свариваемых между собой профилен рельса опорный элемент 62 10 осадки и прессов В процессе этой сварки и последующего периода времени охлажде может регулироваться в поворотной плания сварочного стыка оба рельсовых простине 58 Для этой цели опорный элемент филя удерживаются во взаимной соосности 62 имеет скошенные боковые поверхности, с одной стороны упорными колодками 9, 11, через которые он посредством также скошенных клиновых элементов 64 и 65, при 15 а с другой — поперечно действующими зажимными колодками 45 и 46 соединенных к поворотной пластине 58, же стко закреплен на ней. Посредством переПредлагаемое устройство позволяет помещения клиповых элементов 64 и 65 обеслучать качественные сварные соединения печивается регулирование расстояния межрельсов без поперечных смещений и переду опорным элементом 62 и валом 61 по 20 KOLOB величине. Формула изобретения Непосредственно возле каждого поворотного рычага 34 и 35 на втулке 59 закреплен Устройство для контактной стыковой кривошипный рычаг 66, связанный с гидсварки рельсов, содержащие подвижный и равлическим приводом 67 двустороннего 25 неподвижный зажимы, электроды, привод действия, который предусмотрен для отклоосаїки и механизм для центрирования коннения поворотных рычаюв 34 и 35 в ту цов рельсов с установленными на паралили иную сторону лельных валах поворотными рычагами для центрирования головки и основания рельУстройство работает следующим образом В устройство вводят отрезки рельсов 30 са, о т л и ч а ю щ е е с я тем, что, с целью Затем сжимают горизонтальные прес:ы 5 улучшения качества сварки путем повышеи 6, благодаря чему рельсы фиксируются ния точности центрирования концов сварии удерживаются на своей стенке После ваемых рельсов, поворотные рычаги для этого включают упорные прессы 19 и 20 центрирования головки рельса снабжены так, что для каждого из рельсовых профи 35 регулируемыми прижимными колодками с леи в зоне сварного стыка возникает упор упорными элементами, а поворотные рычапо высоте для головки рельса Потом вклюги для центрирования основания рельса чают прижимные прессы 26 и 27, которые снабжены опорными элементами, установприжимают со своей стороны рельсовые ленными с возможностью ограниченного пепрофили к упомянутому упору по высоте 40 ремеїдения в направлении, перпендикулярЗатем поворотные рычаги 30—33 и рычаги ном оси рельса 34 и 35 отклоняются в положение зацепления посредством приводов 5G и 67. Как Источники информации, только упорный элемент 57 в рычагах 32 принятые во внимание при экспертизе и 33 прилегает к поверхности рельса, пово- 45 ротные рычаги 30—33 приходят в положе1 Патент США № 3982091, кл 219-101, ние покоя Только теперь прижимные ко2109 76. 828952 Редактор Т. Зубкова Составитель В. Влодивская Техред И. Пенчко Корректоры Р. Беркович и 3. Тарасова З.^аз 911 16 И^д № 318 Тираж 1148 Подписное НПО «Поиск? Государственного комигєіа СССР пи делам изобретений и оікрьітий 113033, Москва, Ж-35, Ра\шская іиб , д 4 5 Типография, nji С т і н о в а , 2
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for contact butt welding rails
Назва патенту російськоюУстройство для контактной стыковой сварки рельс
МПК / Мітки
МПК: B23K 11/04
Мітки: зварки, рельсів, стикової, пристрій, контактної
Код посилання
<a href="https://ua.patents.su/4-7029-pristrijj-dlya-kontaktno-stikovo-zvarki-relsiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контактної стикової зварки рельсів</a>
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Голомовзюк Іван Корнійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: типу, машини, зварювальної, механізму, стикової, гідросистема, контактної, деталей, затиску, кліщового
Формула / Реферат:
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
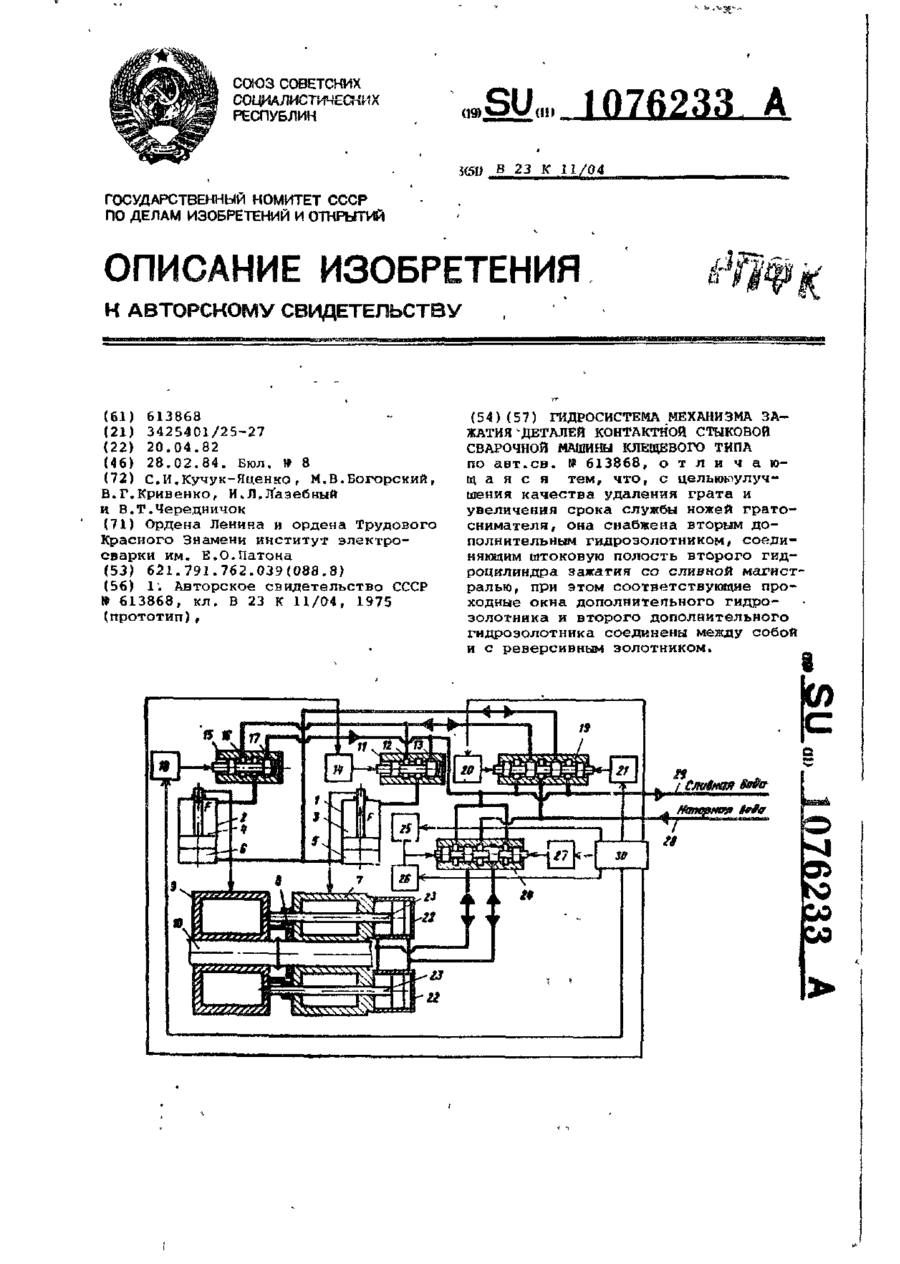
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 313
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикової, контактної, зварювальної, типу, механізму, гідросистема, машини, кліщового, деталей, затиску
Формула / Реферат:
(57) ГИДРОСИСТЕМА МЕХАНИЗМА ЗАЖАТИЯ ДЕТАЛЕЙ КОНТАКТНОЙ СТЫКОВОЙ СВАРОЧНОЙ МАШИНЫ КЛЕЩЕВОГО ТИПА по авт.св. № 613868, отличающаяся тем, что, с цельююулучшения качества удаления грата и увеличения срока службы ножей гратоснимателя, она снабжена вторым дополнительным гидрозолотником, соединяющим штоковую полость второго гидроцилиндра зажатия со сливной магистралью, при этом соответствующие проходные окна дополнительного гидрозолотника и второго...
Переносний пристрій для закріплення рухомого складу на залізничних коліях
Номер патенту: 3075
Опубліковано: 26.12.1994
Автори: Чеботарьов Григорій Аврамович, Шумейко Василь Андрійович
МПК: B61K 7/00
Мітки: залізничних, складу, коліях, закріплення, переносний, пристрій, рухомого
Формула / Реферат:
Переносное устройство для закрепления состава на железнодорожных путях, содержащее установленный на рельсы колесный упор, несущий рычаги для охвата одними концами головку рельса, винт, резьбовым соединением связанный с другим концом одного из рычагов, и механизм поджатия указанных одних концов рычагов к рельсу, включающий в себя штангу для взаимодействия с колесом вагона, отличающееся тем, что рычаги шарнирно закреплены средней частью на...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Сахарнов Василь Олексійович, Порхун Федір Костянтинович, Грідін Олександр Петрович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Лядов Володимир Васильович
МПК: B23K 11/04
Мітки: стикового, контактного, рейок, пристрій, зварювання
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Пристрій для електричного з’єднання проводів живлення контактної мережі
Номер патенту: 1190
Опубліковано: 30.12.1993
Автор: Чеботарьов Григорій Аврамович
Мітки: з'єднання, електричного, живлення, контактної, пристрій, проводів, мережі
Формула / Реферат:
Устройство для электрического соединения питающих проводов контактной сети, содержащее стационарный зажим, выполненный в виде клеммы с крепежными болтами, и оперативный зажим, состоящий из прикрепленного к упомянутой клемме V-образного неподвижного контактного элемента и подвижного контактного элемента, включающего в себя поперечную планку и стяжной болт. отличающееся тем, что неподвижный контактный элемент оперативного зажима выполнен с...
Попередній патент: Завантажувальний пристрій шахтної печи
Наступний патент: Опорний пристрій для газотурбінних нагнетателів
Випадковий патент: Спосiб одержання ектерициду