Пристрій для контактного стикового зварювання рейок
Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Грідін Олександр Петрович, Лазебний Іван Леонтійович, Сахарнов Василь Олексійович, Лядов Володимир Васильович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Порхун Федір Костянтинович

Формула / Реферат
Формула изобретения
1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру рельса, уменьшения трудоемкости и увеличения производительности, каждая из двух щек одного из клещевых зажимов сварочной машины снабжена жестко установленным на ней толкателем, один конец которого шарнирно связан с соответствующим боковым резцом.
2. Устройство по п. 1, отличающееся тем, что каждый из толкателей выполнен в виде корпуса, жестко закрепленного на щеке сварочной машины, и входящего в корпус подпружиненного штока с закрепленным на нем рычагом, шарнирно связанным с боковым резцом.
Текст
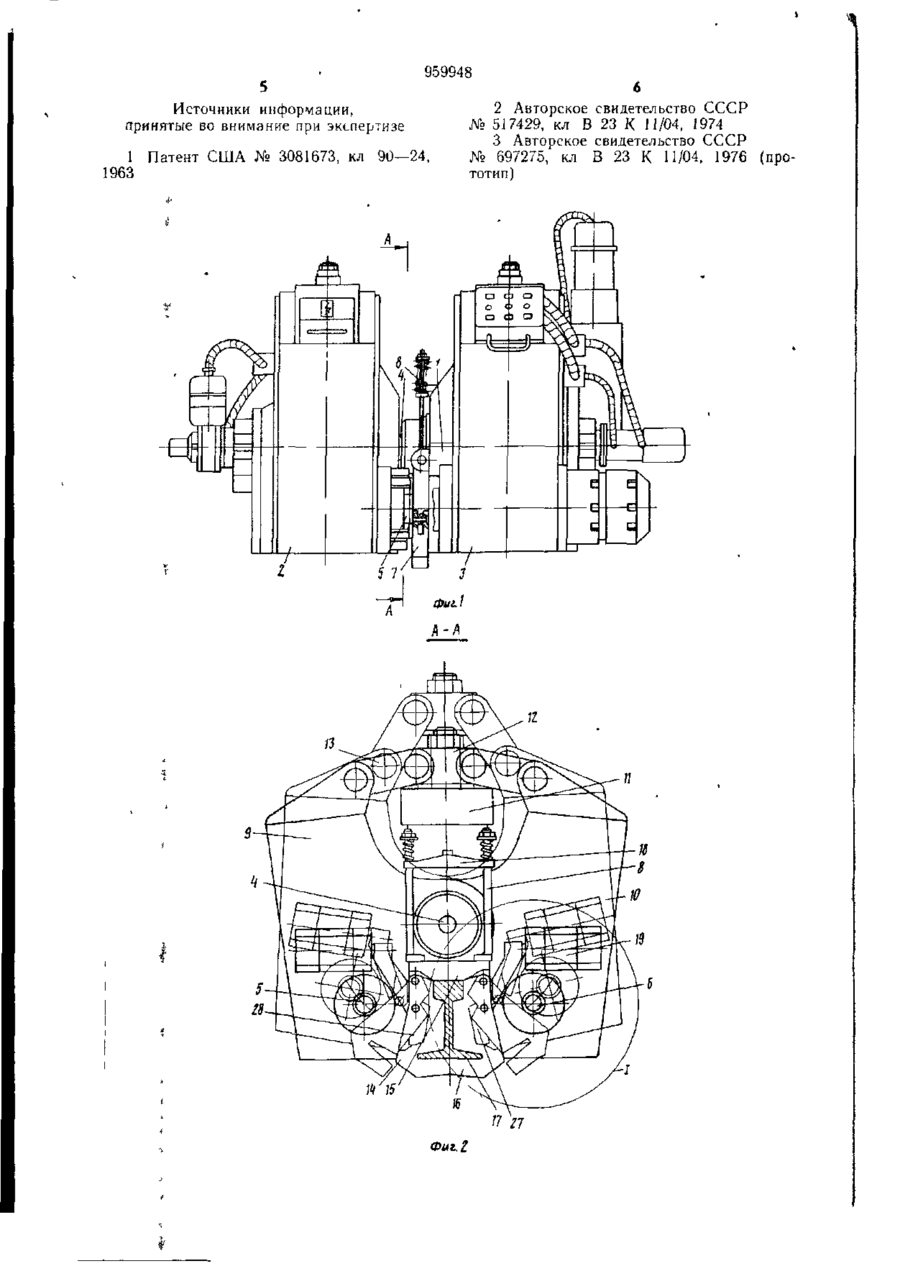
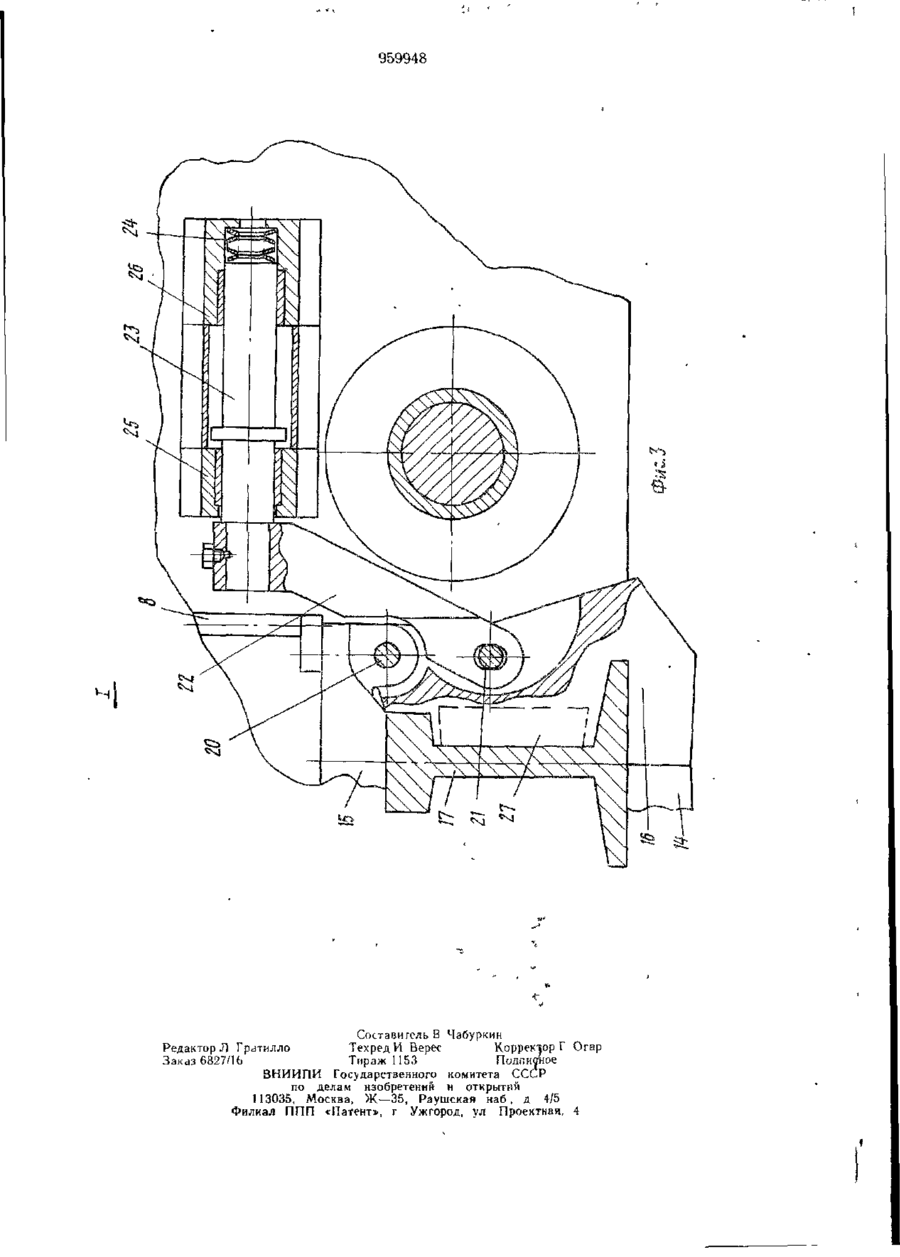
Союз Советских (П) (61) Дополнительное к авт свид-ву — (22) Заявлено 16.03.81 (21)3260225/25-27 (51) М.Кл 3 В 23 К 11/04 с присоединением заявки № — (23) Приоритет — Опубликовано 23.09.82. Бюллетень №35 (53) УДК 621.791. .762.039(088.8) Дата опубликования описания 28.09.82 и открытии (72) Авторы изобретения С. И. Кучук-Яценко, М. Ь. Богорский, А П Гридин, • Г. Кривенко, И. Л. Лазебный, В. В. Лядов, Ф. К. Порхун, В. А. Сахарное и В. Т. Чередничок Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е. О. Патона АН Украинской ССР (71) Заявитель (54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ 1 •w is Изобретение относится к устройствам Недостатком устройства является то, что для контактной стыковой сварки и предназоно не обеспечивает срезку грата с мининачено для удаления грата со сварных стымальным припуском по всему периметру для ков рельсов. любого типоразмера рельсов. Известны в зарубежной и отечественной Наиболее близким к предлагаемому по практике устройства для механизированно- 5 технической сущности является устройство го удаления грата со сварных стыков рельдля контактной стыковой сварки рельсов, сосов, которые располагаются отдельно от держащее корпус, выполненный в виде пары сварочной машины [1]. клещевых зажимов, с цилиндром зажатия, на штоке каждый из которых состоит из Недостатками известных устройств являются сложность конструкции, отдельный ! 0 двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно свягидропривод и невозможность комплексно занных с верхним симметричных боковых решить вопрос сварки и снятия грата. резца, две тяги, соединенные с верхним резКроме того, при расположении устройств цом и через коромысло с корпусом [3]. для снятия грата отдельно от сварочной машины снижается производительность, так Недостаток известного устройства — как затрачивается время на перемещение ІЬ низкое качество срезки грата на шейке и сварного стыка из сварочной машины в устголовке рельса. ройство для снятия грата Кроме того, для монтажа устройства требуется разборка сварочной машины для Известно также устройство для снятия жесткой установки осей. грата при контактной стыковой сварке, которое устанавливается непосредственно на Цель изобретения — повышение качесткорпус сварочной машины клещевого типа 20 ва снятия грата по всему периметру рельса, и обеспечивает срезку грата по всему периуменьшение трудоемкости и увеличение прометру рельса Это устройство позволяет комизводительности. плексно решить вопрос сварки и резки граПоставленная цель достигается тем, что та [2]. в устройстве, содержащем корпус, выпол 959948 ненныи в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний к два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом н через 5 коромысло с корпусом машины, каждая из дв\х щек одної о из клещевых зажимов сварочной машины снабжена жестко установ ленным на ней толкателем, один конец которого шарнирно связан с соответствующим б о - , 0 ковыч резцом При этом каждый из толкателей выполнен в виде корпуса, жестко закреп ленного на щеке сварочной машины, и входящего в корпус подпружиненного штока с закрепленным на нем рычагом, шарнирно соединенным с боковым резцом 15 ( На фиг 1 изображена сварочная машина с указанием места установки предлагаемого устройства, общий вид, на фиг 2 — сечение А—А на фиг 1, на фиг 3 — вид 20 I на фиг 2 Устройство содержит корпус 1, выполненный в виде двук мещевых зажимов 2 и 3 Клещевой зажим 3 сопряжен осью 4 и штоками 5 и 6 силовых цилиндров осадки Резцовое устройство 7 и подпружиненные тяги 8 устанавливаются в зазоре между кле- 25 щевыми зажимами 2 и 3 на щеках 9 и 10 (фиг 2) Щеки 9 и 10 соединены с цилиндром 11 зажатия траверсой 12 и системой ломающихся рычагов 13 Устройство содержит три отдельных резца 14—16, режущие 30 кромки которых образуют профиль поперечного сечения рельса 17, подпружиненные тяги 8, соединенные коромыслом 18 с цилиндром 11 зажатия, и два толкателя 19 Верхний резец 15 (фиг 3) и боковые 14 и 16 шарнирно соединены осями 20 Боко- ^5 вые резцы 14 и 16 посредством осей 21 и рычагов 22 соединены со штоками 23 Рычаги 22 стопорятся на штоке 23 Для возможности перемещения штоков 23 под действием пружин 24 он установлен на п о д т и п - 4 0 никах 25 и 26, причем пружины 24 установлены в подшипьиках 26 Рельс 17 (фиг 2) зажимается в сварочной машине зажимными башмаками 27 и 28, которые жестко закреплены на щеках 9 и 10 Устройство работает следующим обра- 45 зом При зажатии рельса 17 (фиг. 2) под действием гидроцилиндра 11 зажатия через систему ломающихся рычагов 13 щеки 9 и 10 с толкателями 19, вращаясь вокруг оси 4, сближаются Толкатели 19 посредством ры- 50 чага 22 (фиг 3) действуют на боковые резцы 14 и 16, вращая из вокруг осей 20 до тех пор, пока не соприкоснутся их нижние части, обхватывая рельс 17 Щеки 9 и 10, продолжая вращаться вокруг оси 4 до пол- 5 5 ного зажатия рельса 17 зажимными башмаками 27 и 28, сжимают пружины 24 (фиг 3) При этом боковые резцы 14 и 16 устанав чиваются по рельсу 17 с зазором, не превышающим регламентируемые допуски на откюнение геометрических резмеров рельсов Одновременно подпружиненными тягами 8 (фиг 2) выбирается зазор между боковыми резца мл 14 и 16 и подошвой рельса 17 После окончания процесса сварки рельс 17 (фиг 2), зажатый в клещевом зажиме 2 (фиг 1), на котором установлено устройство для снятия грата, освобождается от усилия яажатия за счет сброса давления в гидроцилиндре 11 При этом обеспечивается возможность скольжения зажимных башмаков 27 и 28 по боковой поверхности рельса 17 Затем клещевой зажим 2 (фиг 1) с yuaновленным на нем устройством для удаления грата подается в направлении клещевого зажима 3 за счет дополнительного хода штока 6 силовых гидроцитиндров осадки При этом резцы удаляют грат со сварного стыка по всему периметру После снятия грата со сварного стыка рельса 17 (фиг 2) освобождается от зажимных башмаков 27 и 28 и от обхвата боковыми резцами 14 и 16 под действием гидроцилиндра И зажатия Как показали испытания опытного образца предла гаемого устройства, производительность сварки повышается на 20—30% припуск сварного стыка после удаления грата составляет 0,5— 1 мм При этом не требуется разборка сварной машины для обо рудования ее устройством для удаления грата Формула изобретения 1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца ,две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру рельса, уменьшения трудоемкости и увеличения производительности, каждая из двух щек одного из клещевых зажимов сварочной машины снабжена жестко установленным на ней толкателем, один конец которого шарнирно связан с соответствующим боковым резцом 2 Устройство по п 1, отличающееся тем, что каждый из толкателей выполнен в виде корпуса, жестко закрепленного на щеке сварочной машины, и входящего в корпус подпружиненного штока с закрепленным на нем рычагом, шарнирно связанным с боковым резцом. 959948 Источники информации, принятые во внимание при экспертизе 1 Патент США № 3081673, кл 90—24, 1963 2 Авторское свидетельство СССР № 517429, кл В 23 К 11/04, Ї 974 3 Авторское свидетельство СССР № 697275, кл В 23 К 11/04, 1976 (прототип) ПП 959948 Составитель В Чабуркин Редактор Л TpdTHJiJio Техред И Верес Корректор Г Огар Заказ 6827М6 Тираж 1153 Подпитое ВНИИ ПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж—35, Раушская наб, д 4/5 Филиал ППП «Патент», г Ужгород, ул Проектная, 4 959253 fall Y Г- ' Чи* ВНИИПИ Заказ 7025/75 Тираж 959 Подписное Филиал ППП "Патент", г.Ужгород,ул.Проек гная,k
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for contact flash welding rails
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Hridin Oleksandr Petrovych, Kryvenko Valerii Heorhiiovych, Lazebnyi Ivan Leontiioyvch, Liadov Volodymyr Vasyliovych, Porkhun Fedir Kostiantynovych, Sakharnov Vasyl Oleksiiovych, Cherednichok Vitalii Tymofiiovych
Назва патенту російськоюУстройство для контактной стыковой сварки рельсов
Автори російськоюКучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Гридин Александр Петрович, Кривенко Валерий Георгиевич, Лазебный Иван Леонтьевич, Лядов Владимир Васильевич, Порхун Федор Константинович, Сахарнов Василий Алексеевич, Чередничок Виталий Тимофеевич
МПК / Мітки
МПК: B23K 11/04
Мітки: рейок, пристрій, зварювання, стикового, контактного
Код посилання
<a href="https://ua.patents.su/6-312-pristrijj-dlya-kontaktnogo-stikovogo-zvaryuvannya-rejjok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контактного стикового зварювання рейок</a>
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, грата, спосіб, зняття, зварювання, контактного
Формула / Реферат:
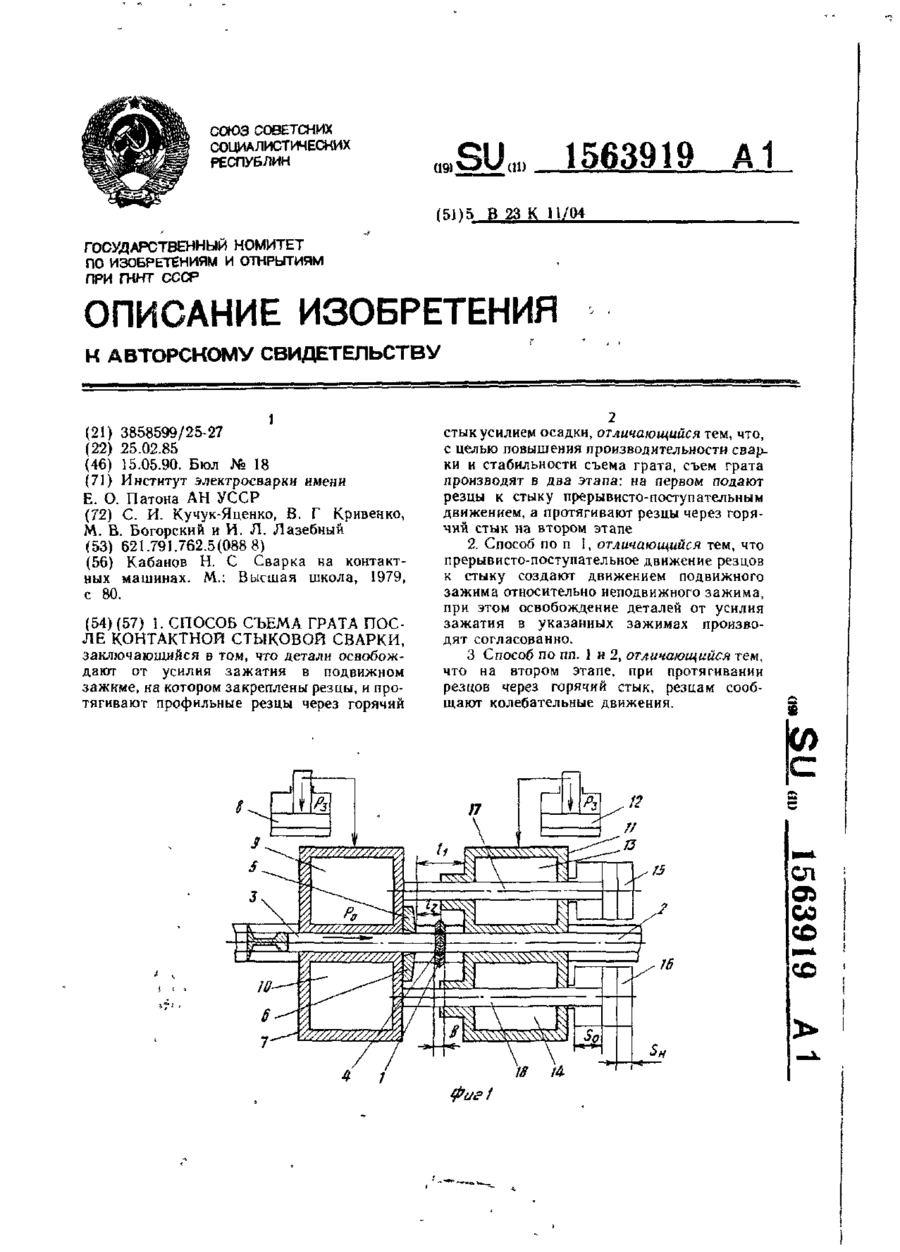
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович
МПК: B23K 11/04
Мітки: контактного, управління, пристрій, машиною, стикового, оплавленням, зварювання
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: контактного, труб, стикового, машина, зварювання
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, спосіб, зварювання, оплавленням, стикового
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 310
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Беляєв Данило Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: оплавленням, контактного, зварювання, спосіб, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве...
Попередній патент: Спосіб монтажу вежі методом підрощення
Наступний патент: Очисник рядків коренеплодів і міжрядь від гички
Випадковий патент: Спосіб виготовлення заготівок з композиційних матеріалів