Спосіб експлуатації редукційно-розтяжного прокатного стана і редукційно-розтяжний прокатний стан
Формула / Реферат
![]() 1. Спосіб експлуатації редукційно-розтяжного прокатного стана (1) для прокатки труби (2) кінцевої довжини (L), що містить, щонайменше, дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між собою валки (4, 5, 6, 4', 5', 6'), кожний з яких на певному периферійному відрізку труби (2) прилягає до неї і прокатує її, і при цьому є щонайменше два приводи (7, 7', 7", 7'", 7"") для валків (4, 5, 6, 4', 5', 6') двох різних прокатних клітей (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), який відрізняється тим, що він включає в себе наступні етапи:
1. Спосіб експлуатації редукційно-розтяжного прокатного стана (1) для прокатки труби (2) кінцевої довжини (L), що містить, щонайменше, дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між собою валки (4, 5, 6, 4', 5', 6'), кожний з яких на певному периферійному відрізку труби (2) прилягає до неї і прокатує її, і при цьому є щонайменше два приводи (7, 7', 7", 7'", 7"") для валків (4, 5, 6, 4', 5', 6') двох різних прокатних клітей (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), який відрізняється тим, що він включає в себе наступні етапи:
а) визначення моменту ![]() , в який задній в напрямі (R) подачі кінець (8) труби (2) залишає останню вихідну в напрямі (R) подачі прокатну кліть (3d"");
, в який задній в напрямі (R) подачі кінець (8) труби (2) залишає останню вихідну в напрямі (R) подачі прокатну кліть (3d"");
б) встановлення часового інтервалу ![]() заданої тривалості, в якому знаходиться момент
заданої тривалості, в якому знаходиться момент ![]() , коли задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну прокатну кліть (3d"");
, коли задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну прокатну кліть (3d"");
в) управління або регулювання приводу (7"") вихідної прокатної кліті (3d"") так, що протягом тривалості часового інтервалу ![]() привід валків вихідної прокатної кліті (3d"") відбувається зі зменшеною частотою обертання, а вихід труби - відповідно до цього, в основному, з постійною швидкістю.
привід валків вихідної прокатної кліті (3d"") відбувається зі зменшеною частотою обертання, а вихід труби - відповідно до цього, в основному, з постійною швидкістю.
2. Спосіб за п.1, який відрізняється тим, що момент ![]() , коли задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну в напрямі (R) подачі прокатну кліть (3d""), визначають шляхом контролю моменту проходження заднього кінця (8) труби (2) в місці (9), попередньому вихідній прокатній кліті (3d"") в напрямі (R) подачі, з урахуванням швидкості прокатки труби (2) від місця (9) контролю до вихідної прокатної кліті (3d"").
, коли задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну в напрямі (R) подачі прокатну кліть (3d""), визначають шляхом контролю моменту проходження заднього кінця (8) труби (2) в місці (9), попередньому вихідній прокатній кліті (3d"") в напрямі (R) подачі, з урахуванням швидкості прокатки труби (2) від місця (9) контролю до вихідної прокатної кліті (3d"").
3. Спосіб за п.1 або 2, який відрізняється тим, що крім управління або регулювання приводу (7"") вихідної прокатної кліті (3d"") відбувається також управління або регулювання приводів (7'"), що відносяться до попередніх прокатних клітей (3а'", 3b'", 3c'", 3d'"), валки яких протягом часового інтервалу ![]() мають контакт з трубою (2).
мають контакт з трубою (2).
4. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що для управління або регулювання частоти обертання приводу (7"") вихідної прокатної кліті (3d"") задають допуск (ΔV), який не повинен бути порушений.
5. Редукційно-розтяжний прокатний стан (1) для прокатки труби (2) кінцевої довжини (L), що містить щонайменше дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між собою валки (4, 5, 6, 4', 5', 6'), кожний з яких на певному периферійному відрізку труби (2) прилягає до неї і прокатує її, і при цьому є щонайменше два приводи (7, 7', 7", 7'", 7"") для валків (4, 5, 6, 4', 5', 6') двох різних прокатних клітей (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), який відрізняється тим, що є засоби (10,11) для визначення моменту ![]() , в який задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну прокатну кліть (3d""), і засоби (11) для управління або регулювання приводу (7"") вихідної прокатної кліті (3d"") так, що протягом тривалості заданого часового інтервалу
, в який задній в напрямі (R) подачі кінець (8) труби (2) залишає вихідну прокатну кліть (3d""), і засоби (11) для управління або регулювання приводу (7"") вихідної прокатної кліті (3d"") так, що протягом тривалості заданого часового інтервалу ![]() привід валків вихідної прокатної кліті (3d"") здійснюється, в основному, з постійною частотою обертання.
привід валків вихідної прокатної кліті (3d"") здійснюється, в основному, з постійною частотою обертання.
6. Пристрій за п. 5, який відрізняється тим, що перед вихідною прокатною кліттю (3d"") розташований датчик (10), призначений для реєстрації моменту проходження кінця (8) труби (2).
7. Пристрій за п. 6, який відрізняється тим, що датчик (10) подає свій виміряний сигнал в блок (11) управління або регулювання, що впливає на привід (7"") вихідної прокатної кліті (3d"").
8. Пристрій за будь-яким з пп. 5-7, який відрізняється тим, що якнайменше привід (7"") розташованих останніми в напрямі (R) подачі прокатних клітей (3a"", 3b"", 3c"", 3d"") редукційно-розтяжного прокатного стану (1) являє собою загальний привід накладення, який містить підсумовуючий редуктор (12"") і два двигуни (13"", 14"").
9. Пристрій за п. 8, який відрізняється тим, що привід (7"") приводить щонайменше три прокатні кліті (3a"", 3b"", 3c"", 3d"").
10. Пристрій за будь-яким з пп. 5-9, який відрізняється тим, що за вихідною прокатною кліттю (3d"") розташований пиляльний пристрій (15).
11. Пристрій за будь-яким з пп. 5-10, який відрізняється тим, що за вихідною прокатною кліттю (3d"") розташований автоматичний маніпулятор.
Текст
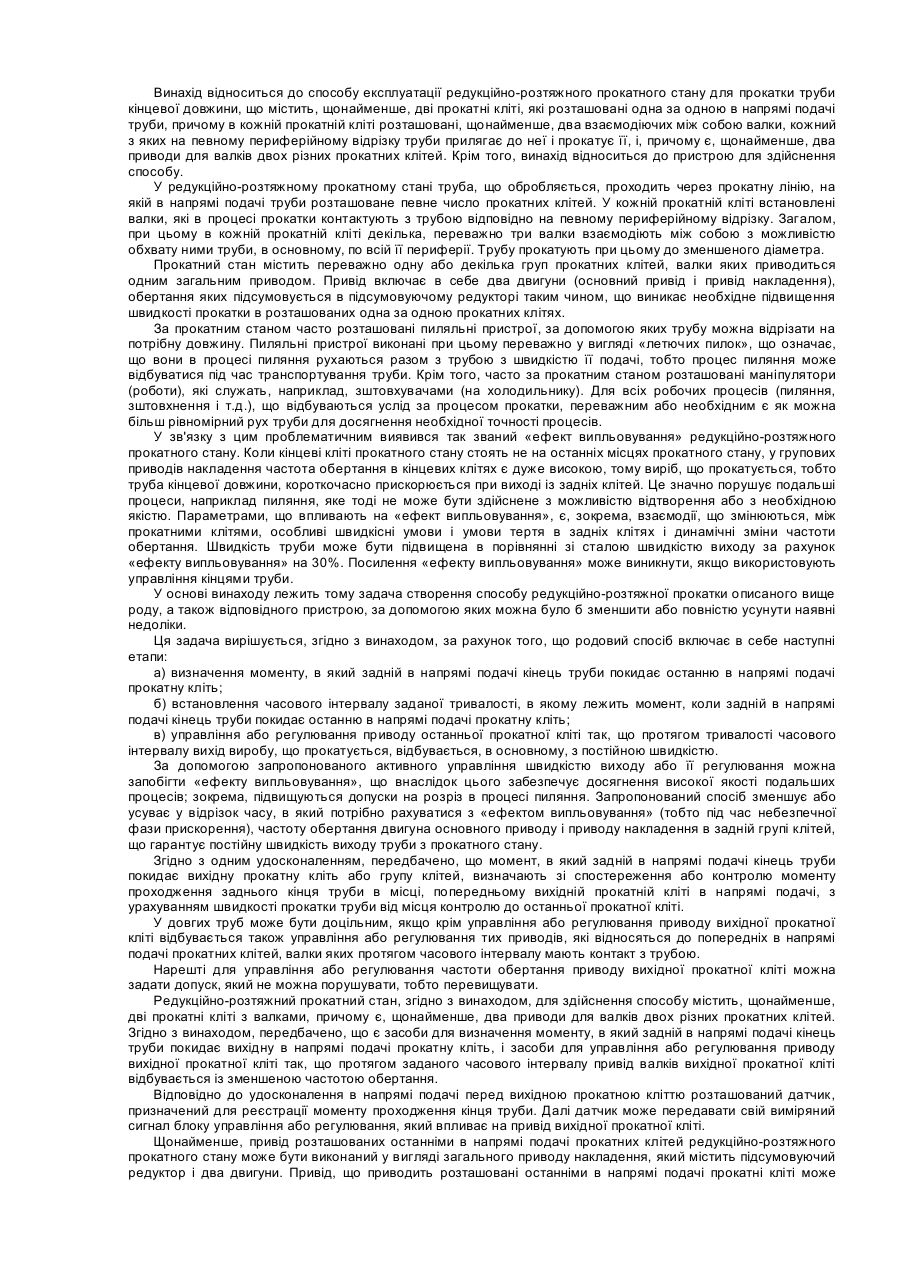
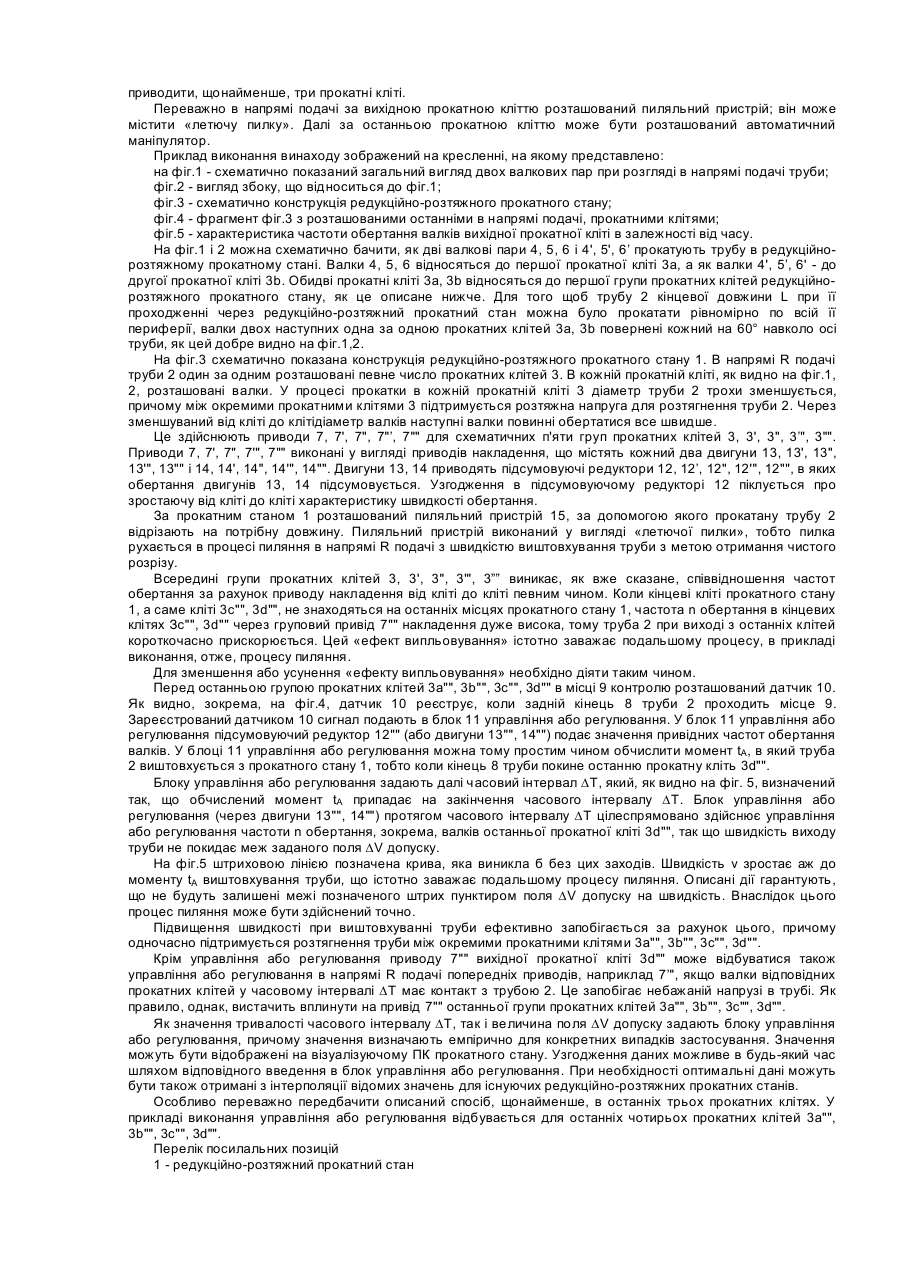
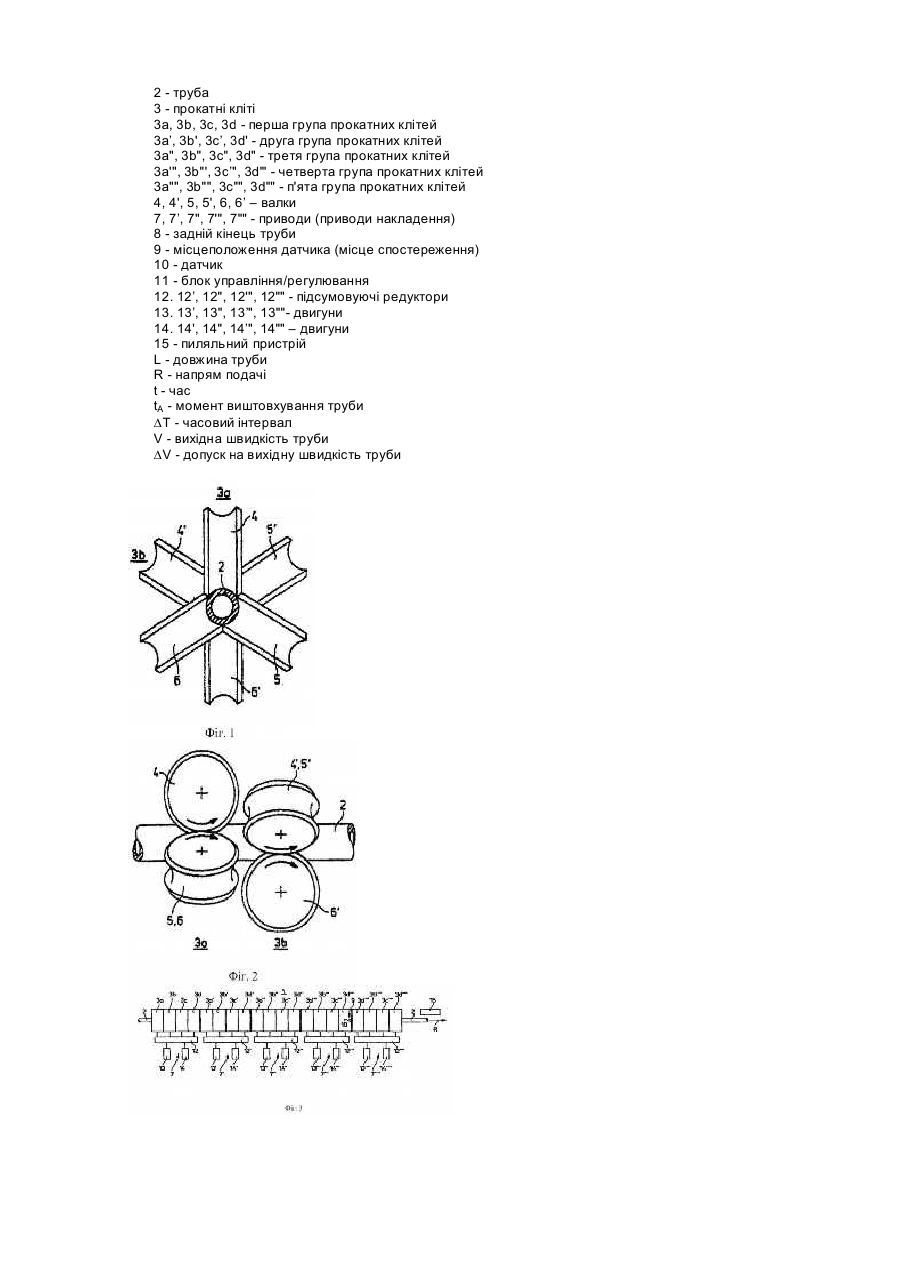
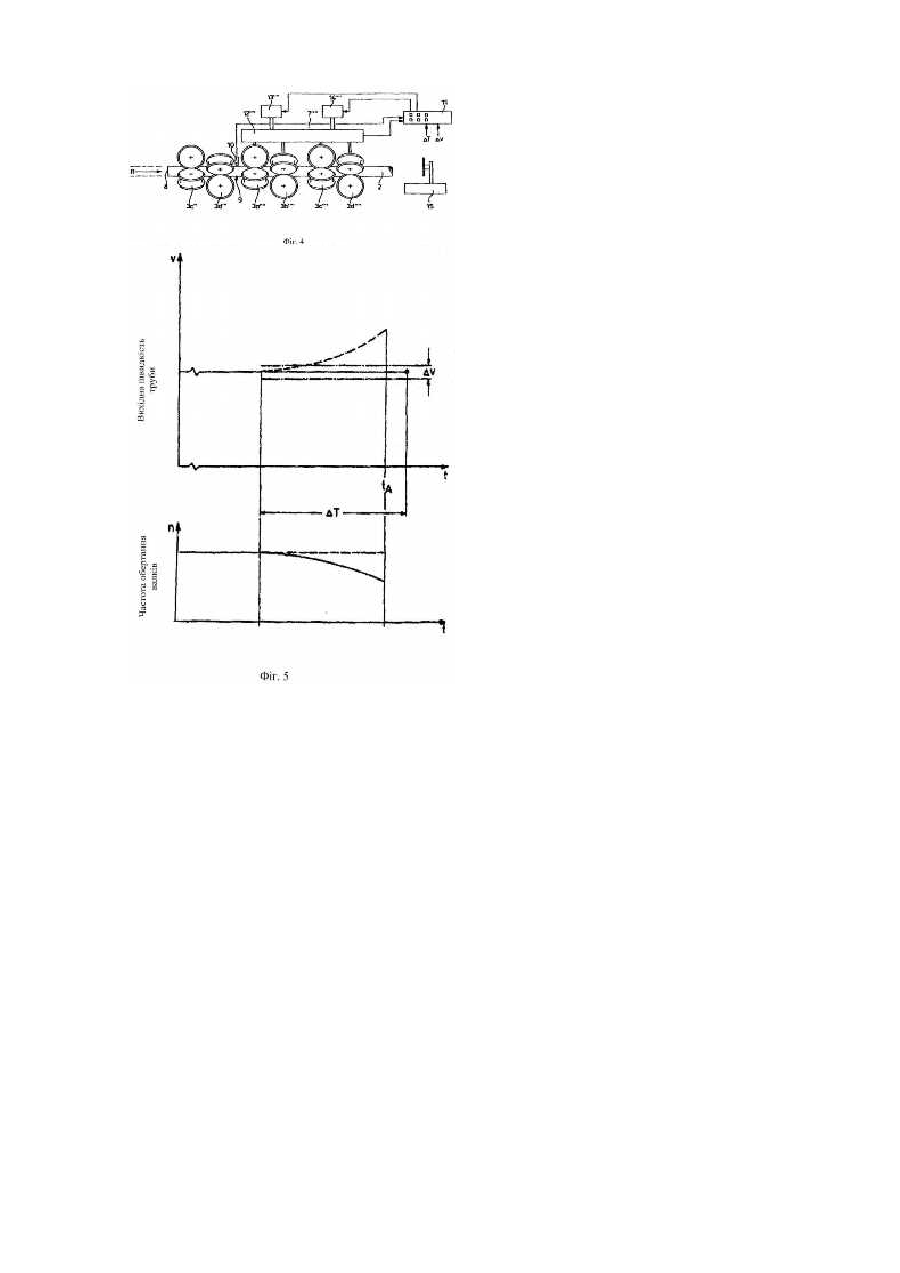
Винахід відноситься до способу експлуатації редукційно-розтяжного прокатного стану для прокатки труби кінцевої довжини, що містить, щонайменше, дві прокатні кліті, які розташовані одна за одною в напрямі подачі труби, причому в кожній прокатній кліті розташовані, щонайменше, два взаємодіючих між собою валки, кожний з яких на певному периферійному відрізку труби прилягає до неї і прокатує її, і, причому є, щонайменше, два приводи для валків двох різних прокатних клітей. Крім того, винахід відноситься до пристрою для здійснення способу. У редукційно-розтяжному прокатному стані труба, що обробляється, проходить через прокатну лінію, на якій в напрямі подачі труби розташоване певне число прокатних клітей. У кожній прокатній кліті встановлені валки, які в процесі прокатки контактують з трубою відповідно на певному периферійному відрізку. Загалом, при цьому в кожній прокатній кліті декілька, переважно три валки взаємодіють між собою з можливістю обхвату ними труби, в основному, по всій її периферії. Трубу прокатують при цьому до зменшеного діаметра. Прокатний стан містить переважно одну або декілька груп прокатних клітей, валки яких приводиться одним загальним приводом. Привід включає в себе два двигуни (основний привід і привід накладення), обертання яких підсумовується в підсумовуючому редукторі таким чином, що виникає необхідне підвищення швидкості прокатки в розташованих одна за одною прокатних клітях. За прокатним станом часто розташовані пиляльні пристрої, за допомогою яких трубу можна відрізати на потрібну довжину. Пиляльні пристрої виконані при цьому переважно у вигляді «летючих пилок», що означає, що вони в процесі пиляння рухаються разом з трубою з швидкістю її подачі, тобто процес пиляння може відбуватися під час транспортування труби. Крім того, часто за прокатним станом розташовані маніпулятори (роботи), які служать, наприклад, зштовхувачами (на холодильнику). Для всіх робочих процесів (пиляння, зштовхнення і т.д.), що відбуваються услід за процесом прокатки, переважним або необхідним є як можна більш рівномірний рух труби для досягнення необхідної точності процесів. У зв'язку з цим проблематичним виявився так званий «ефект випльовування» редукційно-розтяжного прокатного стану. Коли кінцеві кліті прокатного стану стоять не на останніх місцях прокатного стану, у групових приводів накладення частота обертання в кінцевих клітях є дуже високою, тому виріб, що прокатується, тобто труба кінцевої довжини, короткочасно прискорюється при виході із задніх клітей. Це значно порушує подальші процеси, наприклад пиляння, яке тоді не може бути здійснене з можливістю відтворення або з необхідною якістю. Параметрами, що впливають на «ефект випльовування», є, зокрема, взаємодії, що змінюються, між прокатними клітями, особливі швидкісні умови і умови тертя в задніх клітях і динамічні зміни частоти обертання. Швидкість труби може бути підвищена в порівнянні зі сталою швидкістю виходу за рахунок «ефекту випльовування» на 30%. Посилення «ефекту випльовування» може виникнути, якщо використовують управління кінцями труби. У основі винаходу лежить тому задача створення способу редукційно-розтяжної прокатки описаного вище роду, а також відповідного пристрою, за допомогою яких можна було б зменшити або повністю усунути наявні недоліки. Ця задача вирішується, згідно з винаходом, за рахунок того, що родовий спосіб включає в себе наступні етапи: а) визначення моменту, в який задній в напрямі подачі кінець труби покидає останню в напрямі подачі прокатну кліть; б) встановлення часового інтервалу заданої тривалості, в якому лежить момент, коли задній в напрямі подачі кінець труби покидає останню в напрямі подачі прокатну кліть; в) управління або регулювання приводу останньої прокатної кліті так, що протягом тривалості часового інтервалу вихід виробу, що прокатується, відбувається, в основному, з постійною швидкістю. За допомогою запропонованого активного управління швидкістю виходу або її регулювання можна запобігти «ефекту випльовування», що внаслідок цього забезпечує досягнення високої якості подальших процесів; зокрема, підвищуються допуски на розріз в процесі пиляння. Запропонований спосіб зменшує або усуває у відрізок часу, в який потрібно рахуватися з «ефектом випльовування» (тобто під час небезпечної фази прискорення), частоту обертання двигуна основного приводу і приводу накладення в задній групі клітей, що гарантує постійну швидкість виходу труби з прокатного стану. Згідно з одним удосконаленням, передбачено, що момент, в який задній в напрямі подачі кінець труби покидає вихідну прокатну кліть або групу клітей, визначають зі спостереження або контролю моменту проходження заднього кінця труби в місці, попередньому вихідній прокатній кліті в напрямі подачі, з урахуванням швидкості прокатки труби від місця контролю до останньої прокатної кліті. У довгих труб може бути доцільним, якщо крім управління або регулювання приводу вихідної прокатної кліті відбувається також управління або регулювання тих приводів, які відносяться до попередніх в напрямі подачі прокатних клітей, валки яких протягом часового інтервалу мають контакт з трубою. Нарешті для управління або регулювання частоти обертання приводу вихідної прокатної кліті можна задати допуск, який не можна порушувати, тобто перевищувати. Редукційно-розтяжний прокатний стан, згідно з винаходом, для здійснення способу містить, щонайменше, дві прокатні кліті з валками, причому є, щонайменше, два приводи для валків двох різних прокатних клітей. Згідно з винаходом, передбачено, що є засоби для визначення моменту, в який задній в напрямі подачі кінець труби покидає вихідну в напрямі подачі прокатну кліть, і засоби для управління або регулювання приводу вихідної прокатної кліті так, що протягом заданого часового інтервалу привід валків вихідної прокатної кліті відбувається із зменшеною частотою обертання. Відповідно до удосконалення в напрямі подачі перед вихідною прокатною кліттю розташований датчик, призначений для реєстрації моменту проходження кінця труби. Далі датчик може передавати свій виміряний сигнал блоку управління або регулювання, який впливає на привід вихідної прокатної кліті. Щонайменше, привід розташованих останніми в напрямі подачі прокатних клітей редукційно-розтяжного прокатного стану може бути виконаний у вигляді загального приводу накладення, який містить підсумовуючий редуктор і два двигуни. Привід, що приводить розташовані останніми в напрямі подачі прокатні кліті може приводити, щонайменше, три прокатні кліті. Переважно в напрямі подачі за вихідною прокатною кліттю розташований пиляльний пристрій; він може містити «летючу пилку». Далі за останньою прокатною кліттю може бути розташований автоматичний маніпулятор. Приклад виконання винаходу зображений на кресленні, на якому представлено: на фіг.1 - схематично показаний загальний вигляд двох валкових пар при розгляді в напрямі подачі труби; фіг.2 - вигляд збоку, що відноситься до фіг.1; фіг.3 - схематично конструкція редукційно-розтяжного прокатного стану; фіг.4 - фрагмент фіг.3 з розташованими останніми в напрямі подачі, прокатними клітями; фіг.5 - характеристика частоти обертання валків вихідної прокатної кліті в залежності від часу. На фіг.1 і 2 можна схематично бачити, як дві валкові пари 4, 5, 6 і 4', 5', 6’ прокатують трубу в редукційнорозтяжному прокатному стані. Валки 4, 5, 6 відносяться до першої прокатної кліті 3а, а як валки 4', 5’, 6' - до другої прокатної кліті 3b. Обидві прокатні кліті 3а, 3b відносяться до першої групи прокатних клітей редукційнорозтяжного прокатного стану, як це описане нижче. Для того щоб трубу 2 кінцевої довжини L при її проходженні через редукційно-розтяжний прокатний стан можна було прокатати рівномірно по всій її периферії, валки двох наступних одна за одною прокатних клітей 3а, 3b повернені кожний на 60° навколо осі труби, як цей добре видно на фіг.1,2. На фіг.3 схематично показана конструкція редукційно-розтяжного прокатного стану 1. В напрямі R подачі труби 2 один за одним розташовані певне число прокатних клітей 3. В кожній прокатній кліті, як видно на фіг.1, 2, розташовані валки. У процесі прокатки в кожній прокатній кліті 3 діаметр труби 2 трохи зменшується, причому між окремими прокатними клітями 3 підтримується розтяжна напруга для розтягнення труби 2. Через зменшуваний від кліті до клітідіаметр валків наступні валки повинні обертатися все швидше. Це здійснюють приводи 7, 7', 7", 7"’, 7"" для схематичних п'яти груп прокатних клітей 3, 3', 3", 3’", 3"". Приводи 7, 7', 7", 7'", 7"" виконані у вигляді приводів накладення, що містять кожний два двигуни 13, 13', 13", 13'", 13"" і 14, 14', 14", 14'", 14"". Двигуни 13, 14 приводять підсумовуючі редуктори 12, 12’, 12", 12'", 12"", в яких обертання двигунів 13, 14 підсумовується. Узгодження в підсумовуючому редукторі 12 піклується про зростаючу від кліті до кліті характеристику швидкості обертання. За прокатним станом 1 розташований пиляльний пристрій 15, за допомогою якого прокатану трубу 2 відрізають на потрібну довжину. Пиляльний пристрій виконаний у вигляді «летючої пилки», тобто пилка рухається в процесі пиляння в напрямі R подачі з швидкістю виштовхування труби з метою отримання чистого розрізу. Всередині групи прокатних клітей 3, 3', 3", 3'", 3”” виникає, як вже сказане, співвідношення частот обертання за рахунок приводу накладення від кліті до кліті певним чином. Коли кінцеві кліті прокатного стану 1, а саме кліті 3с"", 3d"", не знаходяться на останніх місцях прокатного стану 1, частота n обертання в кінцевих клітях Зс"", 3d"" через груповий привід 7"" накладення дуже висока, тому труба 2 при виході з останніх клітей короткочасно прискорюється. Цей «ефект випльовування» істотно заважає подальшому процесу, в прикладі виконання, отже, процесу пиляння. Для зменшення або усунення «ефекту випльовування» необхідно діяти таким чином. Перед останньою групою прокатних клітей 3а"", 3b"", 3с"", 3d"" в місці 9 контролю розташований датчик 10. Як видно, зокрема, на фіг.4, датчик 10 реєструє, коли задній кінець 8 труби 2 проходить місце 9. Зареєстрований датчиком 10 сигнал подають в блок 11 управління або регулювання. У блок 11 управління або регулювання підсумовуючий редуктор 12"" (або двигуни 13"", 14"") подає значення привідних частот обертання валків. У блоці 11 управління або регулювання можна тому простим чином обчислити момент tA, в який труба 2 виштовхується з прокатного стану 1, тобто коли кінець 8 труби покине останню прокатну кліть 3d"". Блоку управління або регулювання задають далі часовий інтервал DΤ, який, як видно на фіг. 5, визначений так, що обчислений момент tA припадає на закінчення часового інтервалу DΤ. Блок управління або регулювання (через двигуни 13"", 14"") протягом часового інтервалу DΤ цілеспрямовано здійснює управління або регулювання частоти n обертання, зокрема, валків останньої прокатної кліті 3d"", так що швидкість виходу труби не покидає меж заданого поля DV допуску. На фіг.5 штриховою лінією позначена крива, яка виникла б без цих заходів. Швидкість ν зростає аж до моменту tA виштовхування труби, що істотно заважає подальшому процесу пиляння. Описані дії гарантують, що не будуть залишені межі позначеного штрих пунктиром поля DV допуску на швидкість. Внаслідок цього процес пиляння може бути здійснений точно. Підвищення швидкості при виштовхуванні труби ефективно запобігається за рахунок цього, причому одночасно підтримується розтягнення труби між окремими прокатними клітями 3а"", 3b"", 3с"", 3d"". Крім управління або регулювання приводу 7"" вихідної прокатної кліті 3d"" може відбуватися також управління або регулювання в напрямі R подачі попередніх приводів, наприклад 7’", якщо валки відповідних прокатних клітей у часовому інтервалі DΤ має контакт з трубою 2. Це запобігає небажаній напрузі в трубі. Як правило, однак, вистачить вплинути на привід 7"" останньої групи прокатних клітей 3а"", 3b"", 3с"", 3d"". Як значення тривалості часового інтервалу DΤ, так і величина поля DV допуску задають блоку управління або регулювання, причому значення визначають емпірично для конкретних випадків застосування. Значення можуть бути відображені на візуалізуючому ПК прокатного стану. Узгодження даних можливе в будь-який час шляхом відповідного введення в блок управління або регулювання. При необхідності оптимальні дані можуть бути також отримані з інтерполяції відомих значень для існуючих редукційно-розтяжних прокатних станів. Особливо переважно передбачити описаний спосіб, щонайменше, в останніх трьох прокатних клітях. У прикладі виконання управління або регулювання відбувається для останніх чотирьох прокатних клітей 3а"", 3b"", 3с"", 3d"". Перелік посилальних позицій 1 - редукційно-розтяжний прокатний стан 2 - труба 3 - прокатні кліті 3а, 3b, 3с, 3d - перша група прокатних клітей 3а’, 3b', 3с’, 3d' - друга група прокатних клітей 3а", 3b", 3с", 3d" - третя група прокатних клітей 3а'", 3b"', 3с’", 3d'" - четверта група прокатних клітей 3а"", 3b"", 3с"", 3d"" - п'ята група прокатних клітей 4, 4', 5, 5', 6, 6’ – валки 7, 7’, 7", 7'", 7"" - приводи (приводи накладення) 8 - задній кінець труби 9 - місцеположення датчика (місце спостереження) 10 - датчик 11 - блок управління/регулювання 12. 12’, 12", 12'", 12"" - підсумовуючі редуктори 13. 13’, 13", 13’", 13""- двигуни 14. 14', 14", 14’", 14"" – двигуни 15 - пиляльний пристрій L - довжина труби R - напрям подачі t - час tA - момент виштовхування труби DΤ - часовий інтервал V - вихідна швидкість труби DV - допуск на вихідну швидкість труби
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of operating a stretch-reducing mill and stretch-reducing mill
Назва патенту російськоюСпособ эксплуатации редукционно-растяжного прокатного стана и редукционно-растяжной прокатный стан
МПК / Мітки
МПК: B21B 17/00, B21B 37/78
Мітки: стан, редукційно-розтяжного, стана, прокатній, редукційно-розтяжний, спосіб, експлуатації, прокатного
Код посилання
<a href="https://ua.patents.su/4-72613-sposib-ekspluataci-redukcijjno-roztyazhnogo-prokatnogo-stana-i-redukcijjno-roztyazhnijj-prokatnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації редукційно-розтяжного прокатного стана і редукційно-розтяжний прокатний стан</a>
Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Хуго Фєльдманн, Хорс Гертнєр, Фрідріх Холльманн, Гєрд Байземанн
Мітки: прокату, спосіб, стана, виробництва, прокатного, експлуатації
Формула / Реферат:
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся...
Спосіб відновлення опорних плитовин станини прокатного стана
Номер патенту: 70725
Опубліковано: 15.10.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: опорних, відновлення, спосіб, прокатного, плитовин, станини, стана
Формула / Реферат:
Спосіб відновлення опорних плитовин станини прокатного стана, який включає попередню підготовку поверхні і нанесення металополімерного матеріалу, який відрізняється тим, що станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні плитовини, піднімають над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину.
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: захисна, стана, планка, станини, прокатного
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Спосіб монтажу захисної планки станини прокатного стана
Номер патенту: 2938
Опубліковано: 15.09.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович, Іщенко Олена Вікторівна
МПК: B61B 13/00
Мітки: прокатного, монтажу, планки, станини, спосіб, стана, захисної
Формула / Реферат:
Спосіб монтажу захисної планки станини прокатного стана, що включає підйом, встановлення її у вертикальне положення й фіксацію до станини кліті, який відрізняється тим, що встановлення планки у вертикальне положення здійснюють з можливістю її повороту, після чого фіксують на станині, коректують її положення шляхом відтискування від станини, знімають фіксацію, повертають і наносять на неї металополімерний матеріал, потім знову встановлюють у...
Спосіб мінімізації стовщених кінців при прокатуванні труб в редукційно-розтяжному стані
Номер патенту: 67792
Опубліковано: 15.07.2004
Автор: Пеле Ганс Йоахім
МПК: B21B 37/78, B21B 17/00, B21B 35/02
Мітки: труб, стовщених, редукційно-розтяжному, мінімізації, спосіб, кінців, прокатуванні, стані
Формула / Реферат:
Спосіб мінімізації стовщених кінців труб в редукційно-розтяжному стані шляхом часової зміни крутного моменту окремих привідних прокатних клітей при проходженні початку труби або, відповідно, кінця труби через редукційно-розтяжний стан так, що кінці труби прокатують з більшими, ніж стаціонарні, відношеннями швидкостей обертання валків, який відрізняється тим, що між стаціонарними і підвищеними відношеннями швидкостей обертання встановлюють...
Попередній патент: Мобільний імпульсний живильник
Наступний патент: Мобільна система караоке
Випадковий патент: Спосіб осушення водосховища сироти