Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Фрідріх Холльманн, Хуго Фєльдманн, Гєрд Байземанн, Хорс Гертнєр
Формула / Реферат
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся конец рабочего валка устанавливают между краем ленты и концом опорного валка и ленту прокатывают в основном между выпуклыми участками рабочих валков.
2. Способ по п.1, отличающийся тем, что конец рабочего валка выставляют непосредственно по кромке прокатной ленты и фиксируют.
3. Способ по п.1 или 2, отличающийся тем, что соответствующий конец промежуточного валка смещают в область кромки прокатываемой ленты и фиксируют.
4. Способ по п. 3, отличающийся тем, что соответственно взаимодействующие рабочие и промежуточные валки выставляют непосредственно по противоположным кромкам прокатываемой ленты и фиксируют.
Текст
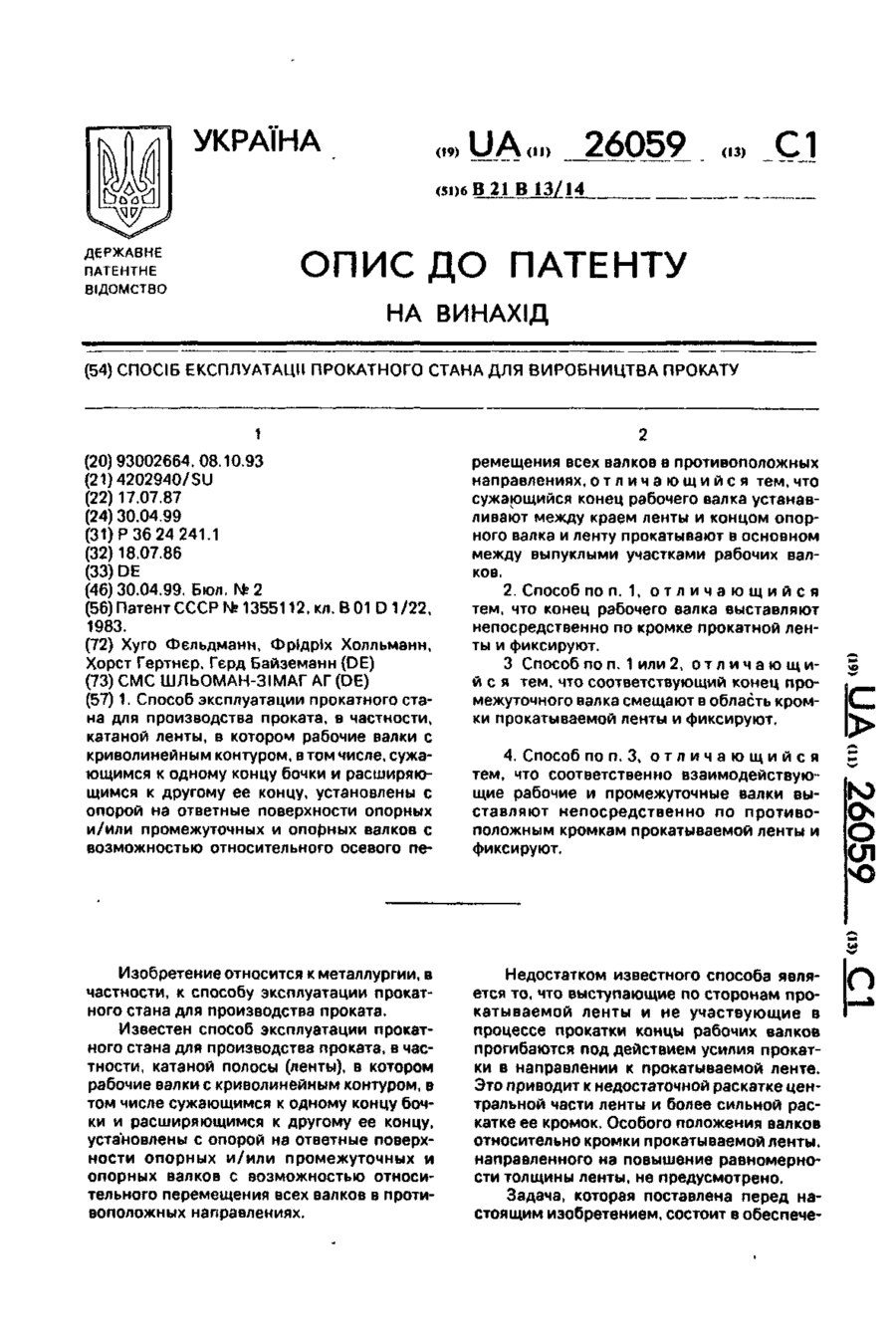
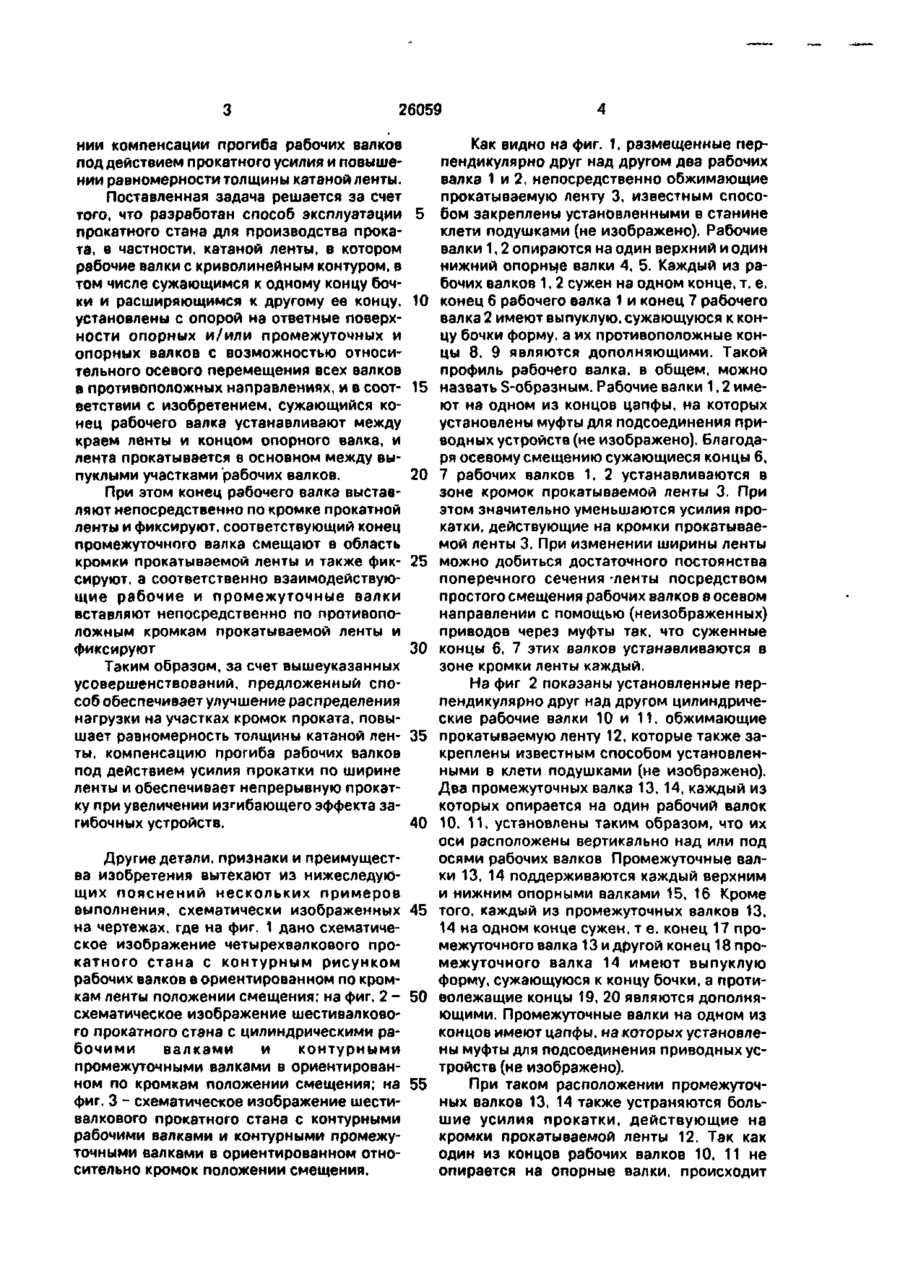
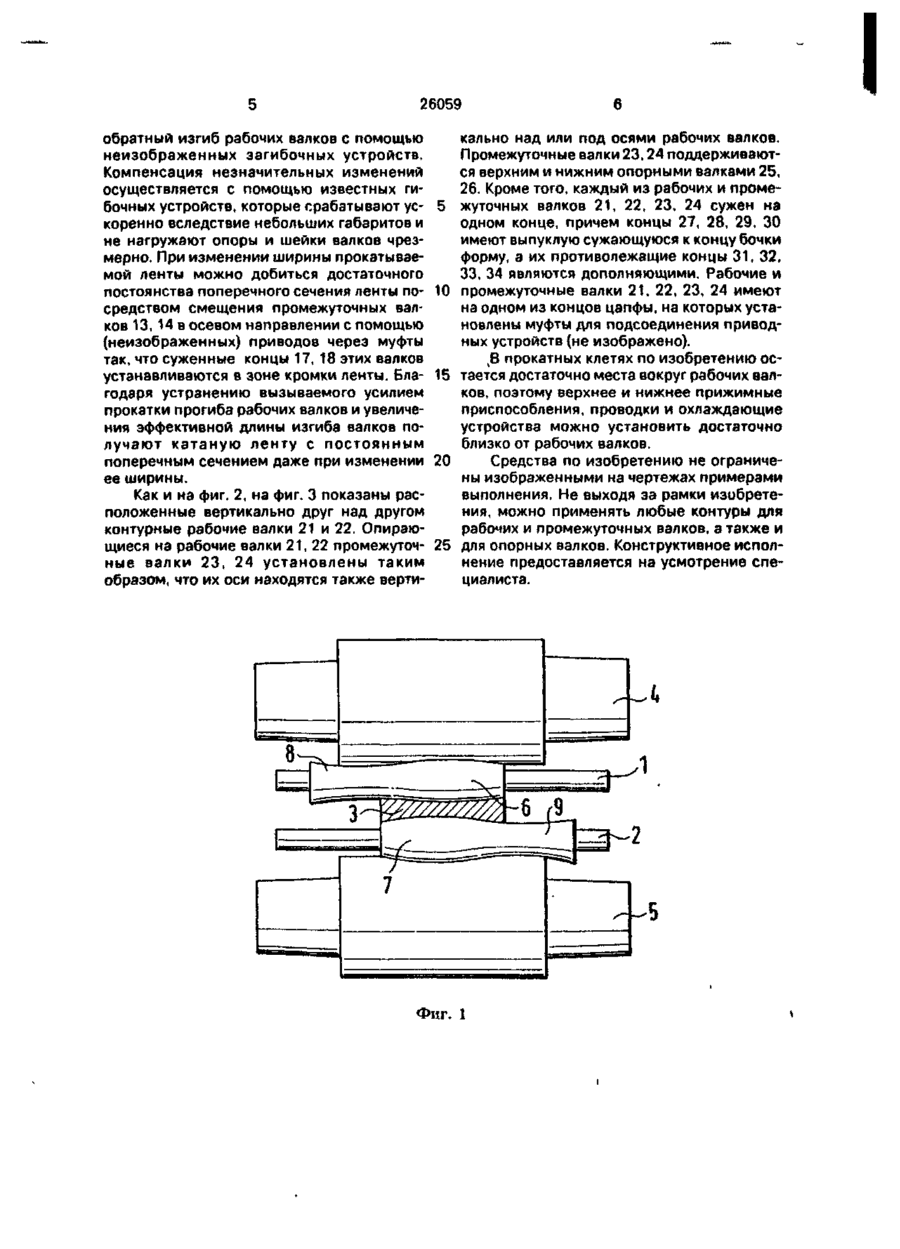
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого пе ремещения всех валков в противоположных направлениях, о т л и ч а ю щ и й с я тем, что сужающийся конец рабочего валка устанавливают между краем ленты и концом опорного валка и ленту прокатывают в основном между выпуклыми участками рабочих валков. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что конец рабочего валка выставляют непосредственно по кромке прокатной ленты и фиксируют. 3 Способ по п. 1 или 2, о т л и ч а ю щ и й с я тем, что соответствующий конец промежуточного валка смещают в область кромки прокатываемой ленты и фиксируют, Изобретение относится к металлургии, в частности, к способу эксплуатации прокатного стана для производства проката. Известен способ эксплуатации прокатного стана для производства проката, в частности, катаной полосы (ленты), в котором рабочие валки с криволинейным контуром, в том числе сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного перемещения всех валков в противоположных направлениях, Недостатком известного способа является то, что выступающие по сторонам прокатываемой ленты и не участвующие в процессе прокатки концы рабочих валков прогибаются под действием усилия прокатки в направлении к прокатываемой ленте. Это приводит к недостаточной раскатке центральной части ленты и более сильной раскатке ее кромок. Особого положения валков относительно кромки прокатываемой ленты, направленного на повышение равномерности толщины ленты, не предусмотрено. Задача, которая поставлена перед настоящим изобретением, состоит в обеспече 4. Способ по п. 3, о т л и ч а ю щ и й с я тем, что соответственно взаимодействующие рабочие и промежуточные валки выставляют непосредственно по противоположным кромкам прокатываемой ленты и фиксируют. С > ю ON О О 26059 Как видно на фиг. 1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1,2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1,2 сужен на одном конце, т. е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки форму, а их противоположные концы 8, 9 являются дополняющими. Такой профиль рабочего валка, в общем, можно назвать S-образным. Рабочие валки 1,2 имеют на одном из концов цапфы, на которых установлены муфты для подсоединения приводных устройств (не изображено). Благодаря осевому смещению сужающиеся концы 6, 7 рабочих валков 1, 2 устанавливаются в зоне кромок прокатываемой ленты 3. При этом значительно уменьшаются усилия прокатки, действующие на кромки прокатываемой ленты 3, При изменении ширины ленты можно добиться достаточного постоянства поперечного сечения 'ленты посредством простого смещения рабочих валков в осевом направлении с помощью (неизображенных) приводов через муфты так, что суженные концы 6, 7 этих валков устанавливаются в зоне кромки ленты каждый. На фиг 2 показаны установленные перпендикулярно друг над другом цилиндрические рабочие валки 10 и 11, обжимающие прокатываемую ленту 12, которые также закреплены известным способом установленными в клети подушками (не изображено). Два промежуточных валка 13, 14, каждый из которых опирается на один рабочий валок 10. 11, установлены таким образом, что их оси расположены вертикально над или под осями рабочих валков Промежуточные валДругие детали, признаки и преимущестки 13, 14 поддерживаются каждый верхним ва изобретения вытекают из нижеследуюи нижним опорными валками 15, 16 Кроме щих пояснений нескольких примеров выполнения, схематически изображенных 45 того, каждый из промежуточных валков 13, на чертежах, где на фиг. 1 дано схематиче14 на одном конце сужен, т е. конец 17 проское изображение четырехвалкового промежуточного валка 13 и другой конец 18 прокатного стана с контурным рисунком межуточного валка 14 имеют выпуклую рабочих валков в ориентированном по кромформу, сужающуюся к концу бочки, а протикам ленты положении смещения; на фиг. 2 - 5 0 волежащие концы 19, 20 являются дополнясхематическое изображение шестивалковоющими. Промежуточные валки на одном из го прокатного стана с цилиндрическими раконцов имеют цапфы, нахоторых установлебочими валками и контурными ны муфты для подсоединения приводных успромежуточными валками в ориентировантройств (не изображено). ном по кромкам положении смещения; на 55 При таком расположении промежуточфиг. 3 - схематическое изображение шестиных валков 13, 14 также устраняются больвалкового прокатного стана с контурными шие усилия прокатки, действующие на рабочими валками и контурными промежукромки прокатываемой ленты 12. Так как точными валками в ориентированном отноодин из концов рабочих валков 10, 11 не сительно кромок положении смещения. опирается на опорные валки, происходит ний компенсации прогиба рабочих валков под действием прокатного усилия и повышении равномерности толщины катаной ленты. Поставленная задача решается за счет того, что разработан способ эксплуатации 5 прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе сужающимся к одному концу бочки и расширяющимся к другому ее концу, 10 установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, и в соот- 15 ветствии с изобретением, сужающийся конец рабочего валка устанавливают между краем ленты и концом опорного валка, и лента прокатывается в основном между выпуклыми участками рабочих валков. 20 При этом конец рабочего валка выставляют непосредственно по кромке прокатной ленты и фиксируют, соответствующий конец промежуточного валка смещают в область кромки прокатываемой ленты и также фик- 25 сируют, а соответственно взаимодействующие рабочие и промежуточные валки вставляют непосредственно по противоположным кромкам прокатываемой ленты и фиксируют 30 Таким образом, за счет вышеуказанных усовершенствований, предложенный способ обеспечивает улучшение распределения нагрузки на участках кромок проката, повышает равномерность толщины катаной лен- 35 ты. компенсацию прогиба рабочих валков под действием усилия прокатки по ширине ленты и обеспечивает непрерывную прокатку при увеличении изгибающего эффекта загибочных устройств. 40 26059 обратный изгиб рабочих валков с помощью неизображенных загибочных устройств. Компенсация незначительных изменений осуществляется с помощью известных гибочных устройств, которые срабатывают ускоренно вследствие небольших габаритов и не нагружают опоры и шейки валков чрезмерно. При изменении ширины прокатываемой ленты можно добиться достаточного постоянства поперечного сечения ленты посредством смещения промежуточных валков 13, 14 в осевом направлении с помощью (неизображенных) приводов через муфты так, что суженные концы 17, 18 этих валков устанавливаются в зоне кромки ленты. Благодаря устранению вызываемого усилием прокатки прогиба рабочих валков и увеличения эффективной длины изгиба валков получают катаную ленту с постоянным поперечным сечением даже при изменении ее ширины. Как и на фиг. 2, на фиг. 3 показаны расположенные вертикально друг над другом контурные рабочие валки 21 и 22. Опирающиеся на рабочие валки 21, 22 промежуточные валки 23, 24 установлены таким образом, что их оси находятся также верти 5 10 15 20 25 кально над или под осями рабочих валков. Промежуточные валки 23,24 поддерживаются верхним и нижним опорными валками 25, 26. Кроме того, каждый из рабочих и промежуточных валков 21, 22, 23, 24 сужен на одном конце, причем концы 27, 28, 29, 30 имеют выпуклую сужающуюся к концу бочки форму, а их противолежащие концы 31, 32, 33, 34 являются дополняющими. Рабочие и промежуточные валки 21, 22, 23, 24 имеют на одном из концов цапфы, на которых установлены муфты для подсоединения приводных устройств (не изображено). В прокатных клетях по изобретению осч тается достаточно места вокруг рабочих валков, поэтому верхнее и нижнее прижимные приспособления, проводки и охлаждающие устройства можно установить достаточно близко от рабочих валков. Средства по изобретению не ограничены изображенными на чертежах примерами выполнения. Не выходя за рамки изобретения, можно применять любые контуры для рабочих и промежуточных валков, а также и для опорных валков. Конструктивное исполнение предоставляется на усмотрение специалиста. Фиг. I I 26059 ^20. 18 .6 1 -—J Фиг. 2 25 26 Фиг. 3 Упорядник Замовлення 4676 Техред М.Келемеш Коректор О.Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: прокату, експлуатації, спосіб, виробництва, стана, прокатного
Код посилання
<a href="https://ua.patents.su/4-26059-sposib-ekspluataci-prokatnogo-stana-dlya-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації прокатного стана для виробництва прокату</a>
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Потапкін Віктор Федорович, Федорінов Володимир Анатолійович, Доброносов Юрій Костянтинович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович
МПК: B21B 27/00
Мітки: стана, прокатного, валків, робочих, вузол
Формула / Реферат:
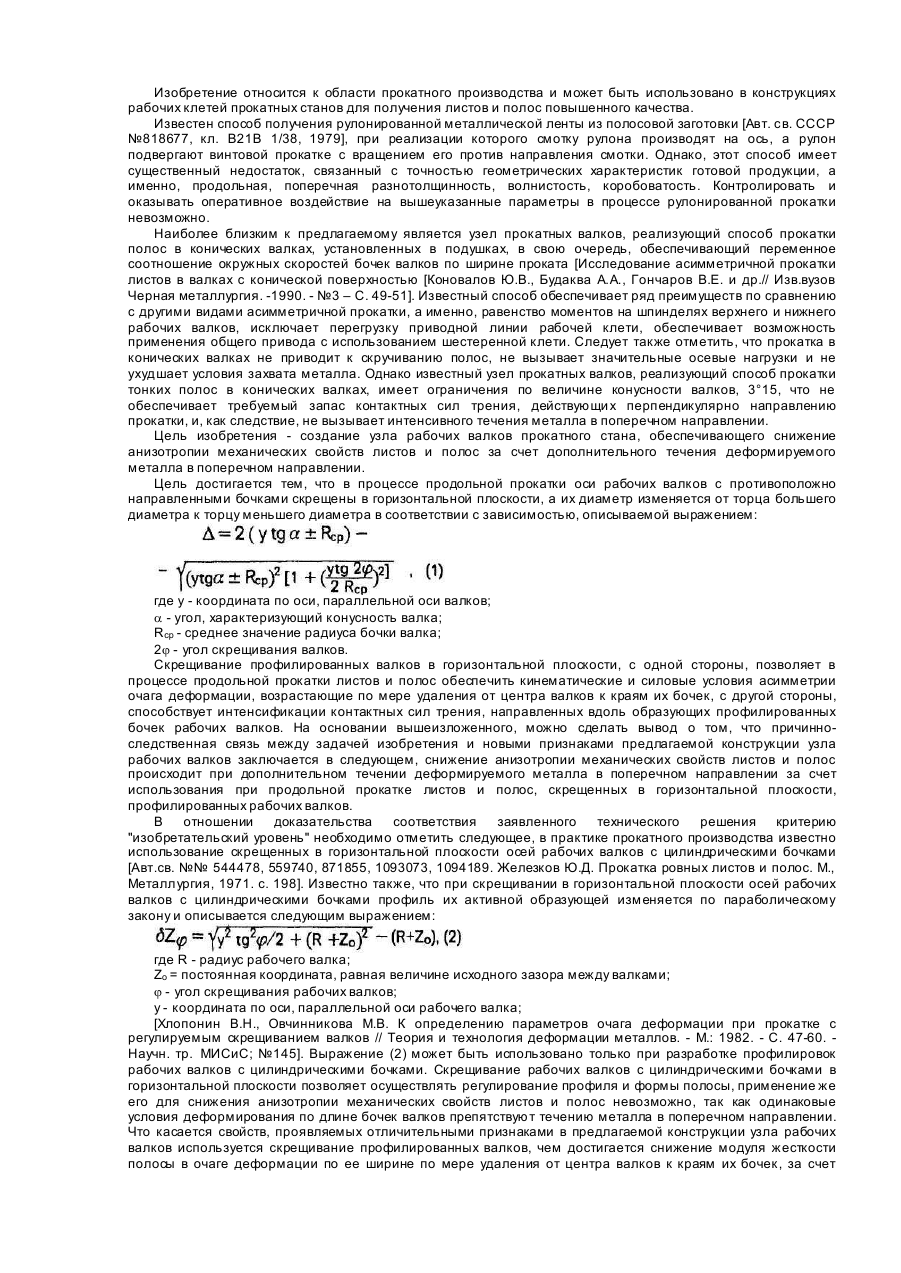
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Шпиндельний пристрій привода прокатного стана
Номер патенту: 18682
Опубліковано: 25.12.1997
Автори: Богданов Анатолій Миколайович, Урін Юрій Леонідович, Набутовський Веніамін Ісаакович, Алексєєнко Георгій Якович, Басов Гєннадій Алєксєєвіч, Остроумов Євгєній Валєрьяновіч
МПК: B21B 35/14
Мітки: прокатного, стана, пристрій, привода, шпіндельний
Формула / Реферат:
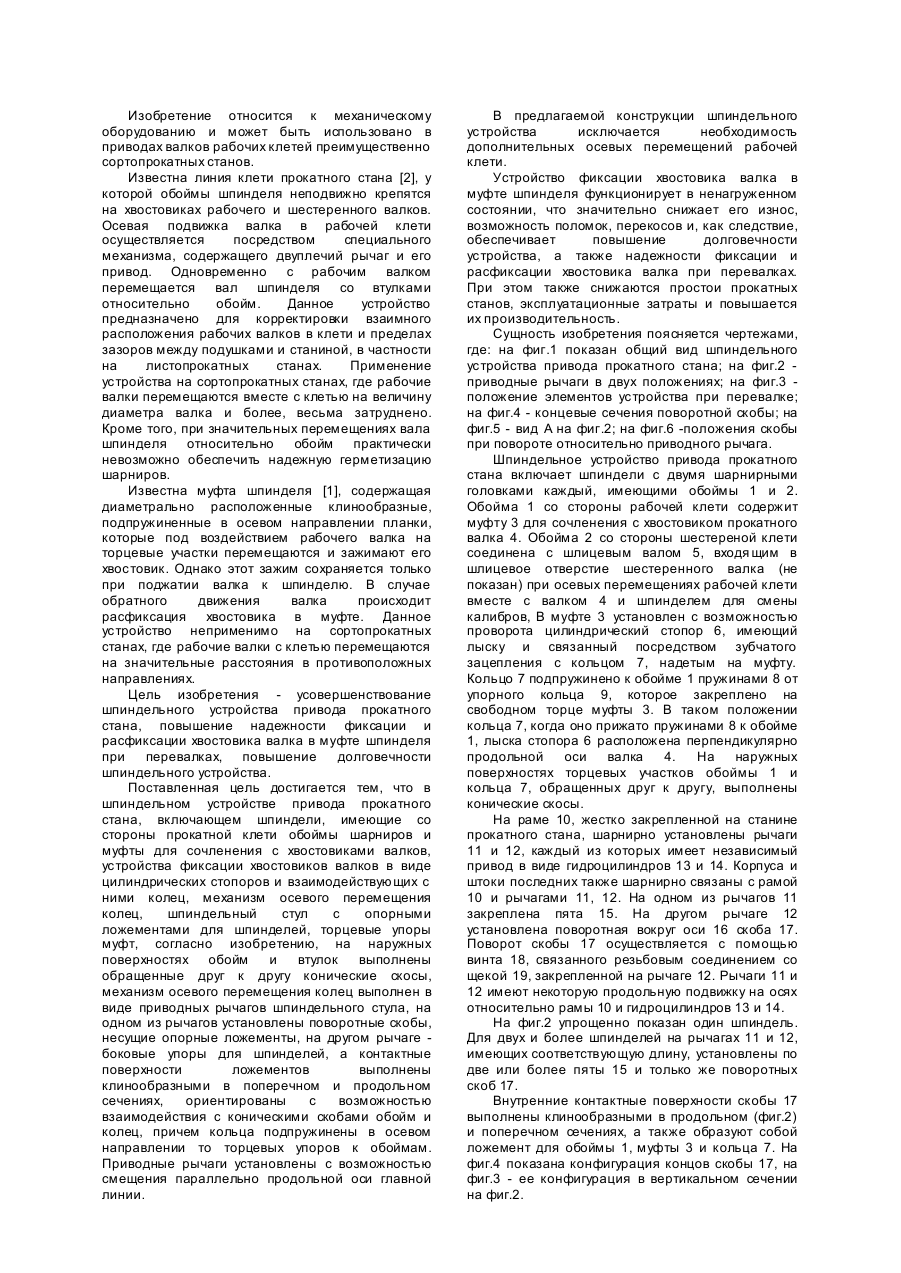
1. Шпиндельное устройство привода прокатного стана, включающее шпиндели, имеющие со стороны прокатной клети обоймы шарниров и муфты для сочленения с хвостовиками валков, устройства фиксации хвостовиков валков в виде цилиндрических стопоров и взаимодействующих с ними колец, механизм осевого перемещения колец, шпиндельный стул с опорными ложементами для шпинделей, торцевые упоры муфт, отличающееся тем, что на наружных поверхностях обойм и...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Хорст Гертнер, Хуго Фельдман, Герд Байсеманн, Фрідріх Холльманн
МПК: B21B 29/00
Мітки: прокатного, кліть, стану
Формула / Реферат:
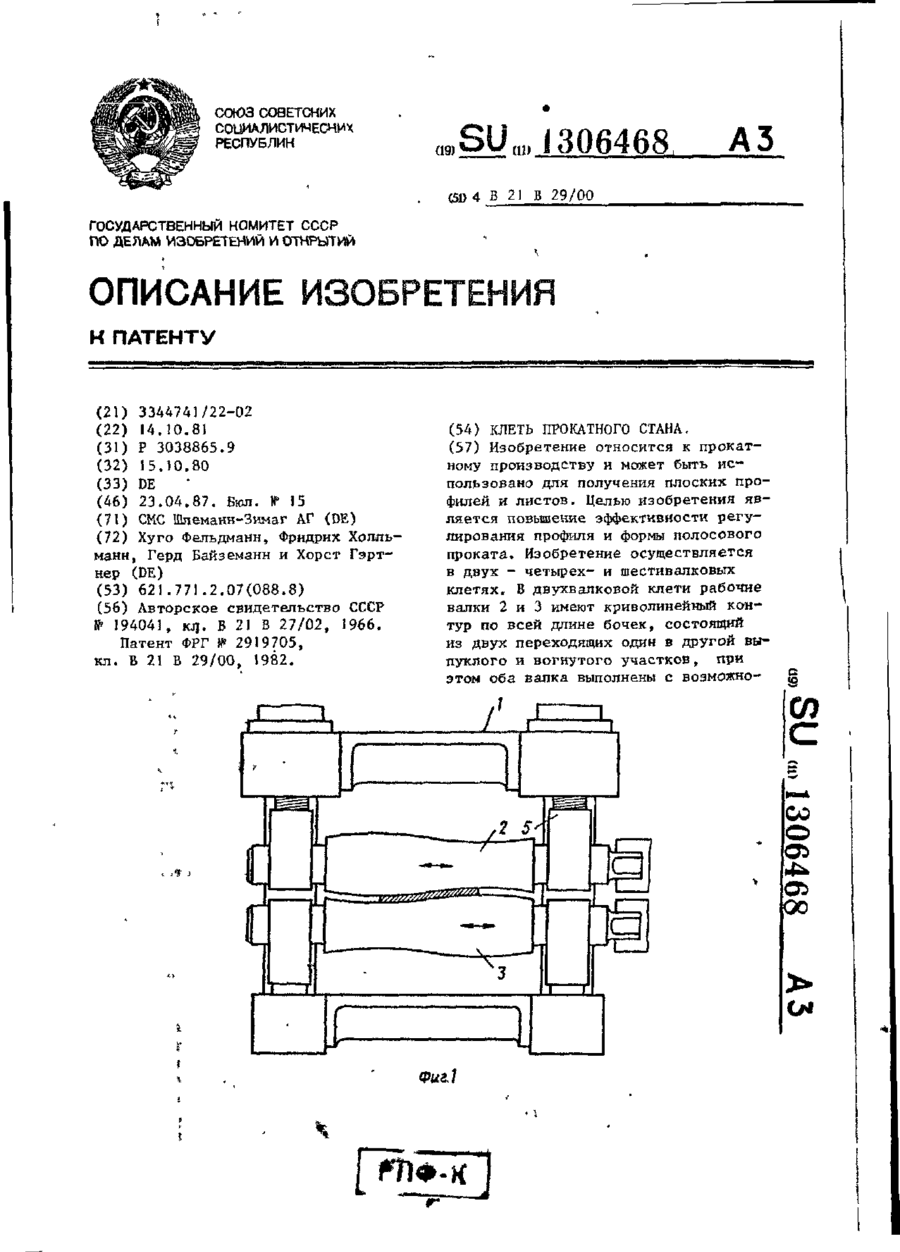
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Валковий вузол листового стана
Номер патенту: 18136
Опубліковано: 01.07.1997
Автори: Тилик Василь Трохимович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Прокопенко Едуард Васильович, Трофімов Віталій Олександрович, Калабухов Віктор Іванович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Коваль Сергій Миколайович
МПК: B21B 27/02
Мітки: стана, вузол, листового, валковий
Формула / Реферат:
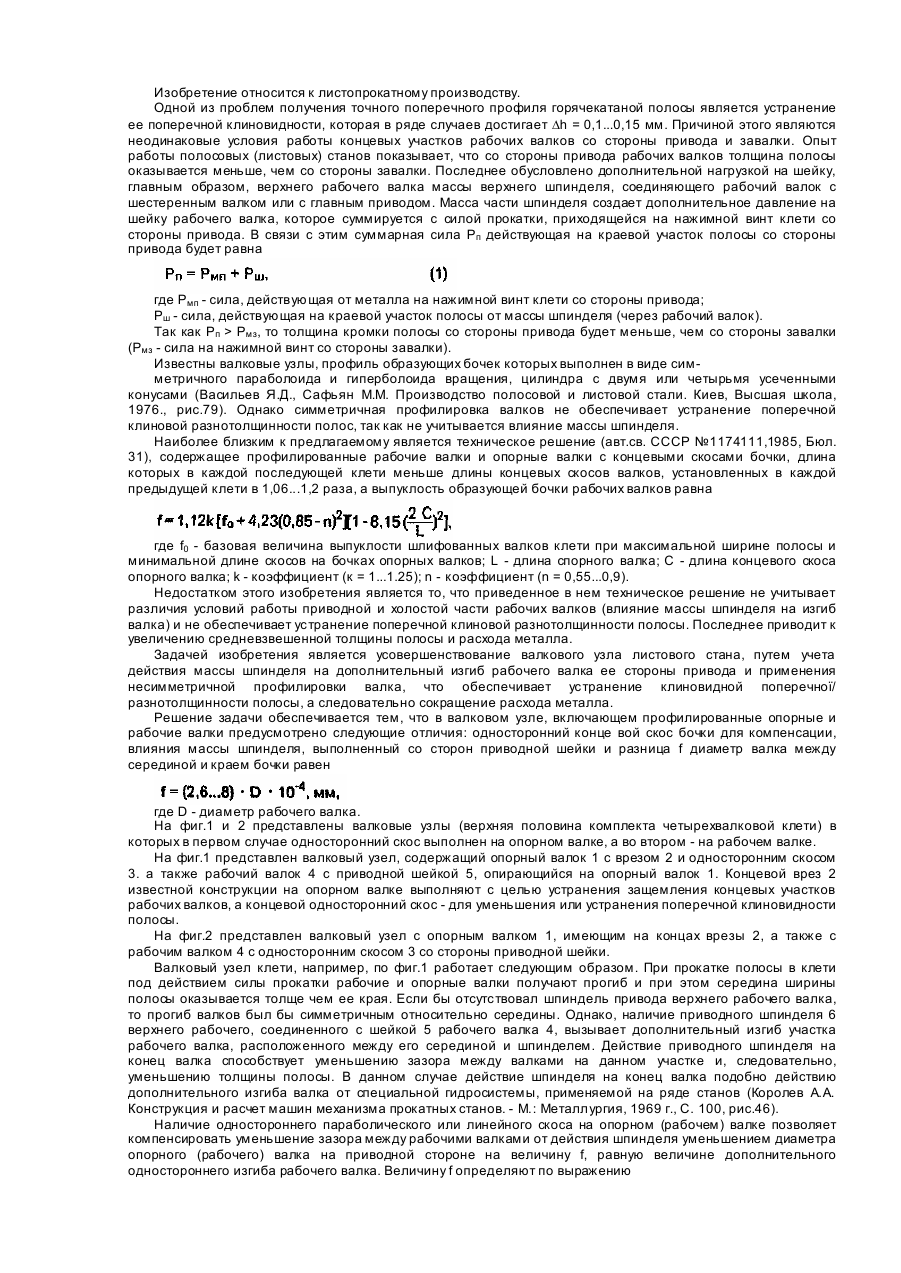
Валковый узел листового стана, включающий пpoфилированные опорные и рабочие валки, отличающийся тем, что односторонний концевой скос валка выполнен со стороны приводной шейки, а разница f размеров диаметров валка между серединой и краем бочки равнагде D - диаметр рабочего валка.
Валковий вузол багатовалкової прокатної кліті смугового стану
Номер патенту: 16347
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: вузол, багатовалкової, кліті, стану, валковий, смугового, прокатної
Формула / Реферат:
Валковый узел многовалковой прокатной клети полосового стана, включающий рабочие и опорные валки, расположенные в несколько рядов, выполненные с буртами и проточками, отличающийся тем, что, с целью снижения расхода валков путем исключения их осевых перемещений, оба кольцевых участка одного рабочего валка выполнены с проточками, а оба концевых участка второго рабочего валка выполнены с буртами, причем опорные валки первого ряда выполнены с...
Попередній патент: Триазинові похідні, що мають гербіцидну активність, спосіб їх одержання та гербіцидна композиція на їх основі
Наступний патент: Спосіб отримання бензинової фракції
Випадковий патент: Резонансне зварювальне джерело живлення